Utas menurut sistem ukuran dibagi menjadi metrik dan inci. Benang metrik dan inci digunakan pada koneksi berulir dan roda gigi ulir. Koneksi berulir adalah koneksi yang dapat dilepas yang dibuat dengan pengencang berulir - baut, sekrup, mur, kancing atau benang yang langsung diterapkan ke bagian yang akan disambungkan.
Benang metrik (Gbr. 1)
Ini memiliki bentuk segitiga sama sisi dalam profil dengan sudut puncak 60 °. Bagian atas tonjolan sekrup dan mur kawin terpotong. Ditandai dengan benang metrik ulir diameter dalam milimeter dan ulir dalam milimeter. Thread metrik dilakukan dalam langkah besar dan kecil. Untuk utas utama dengan nada besar. Utas kecil digunakan untuk penyetelan, untuk memasang bagian berdinding tipis, serta dinamis. Thread metrik dengan pitch besar ditunjukkan oleh huruf M dan angka yang menyatakan diameter nominal dalam milimeter, misalnya M20. Untuk utas metrik halus, langkah tambahan ditunjukkan, misalnya, M20x1.5.
Fig. 1 utas utas
Benang inci (Gbr. 2)
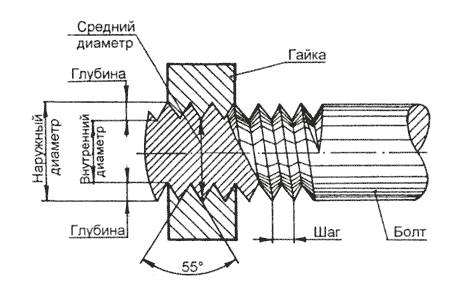
Ulir inci (Gbr. 2) memiliki penampilan yang sama di profil dengan ulir metrik, tetapi memiliki sudut pada puncak 55 ° (Ulir Whitworth adalah BSW (Ww) dan BSF standar Inggris), sudut pada apeks adalah 60 ° (standar Amerika) UNC dan UNF). Diameter luar ulir diukur dalam inci (1 "\u003d 25,4 mm) - tanda hubung (") menunjukkan inci. Utas ini ditandai dengan jumlah utas per inci. Benang Amerika Inch dibuat dengan pitch besar (UNC) dan kecil (UNF).

Fig. 2 inci benang
Bagan ukuran pengikat untuk benang inch-pitch UNC inci Amerika (sudut profil 60 derajat)
| Ukuran inci | Ukuran dalam mm | Pitch Utas |
| UNC No. 1 | 1.854 | 64 |
| UNC No. 2 | 2.184 | 56 |
| UNC No. 3 | 2.515 | 48 |
| UNC No. 4 | 2.845 | 40 |
| UNC No. 5 | 3.175 | 40 |
| UNC No. 6 | 3.505 | 32 |
| UNC No. 8 | 4.166 | 32 |
| UNC No. 10 | 4.826 | 24 |
| UNC No. 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1 " | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2 " | 50.8 | 4 1/2 |
Utas
Utas dapat berupa internal dan eksternal.
- Ulir eksternal dipotong pada baut, kancing, sekrup, pin, dan pada berbagai bagian silinder lainnya;
- Dalam alat kelengkapan, mur, flensa, colokan, dan komponen mesin struktur logam potong utas internal.
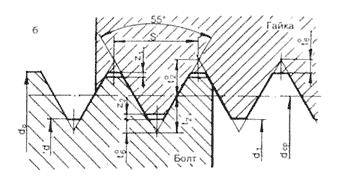
Fig. 3 Elemen utass
Elemen utama utas ditunjukkan pada Gambar. 3 Ini termasuk elemen-elemen berikut:
- lemparan benang - jarak antara puncak atau pangkalan dari dua belokan yang berdekatan;
- kedalaman ulir - jarak dari atas utas ke dasarnya;
- sudut profil ulir - sudut antara sisi profil di bidang sumbu;
- diameter luar - diameter terbesar dari benang baut, diukur pada bagian atas benang yang tegak lurus terhadap sumbu benang;
- diameter dalam - jarak yang sama dengan diameter silinder tempat ulir diputar.
Lebih lanjut tentang pengencang inci:
Dalam rekayasa, tiga sistem benang diadopsi: metrik, inci dan pipa.
Benang metrik (Gbr. 145, a) memiliki profil segitiga pada puncak 60 °.
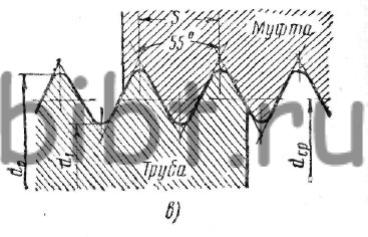
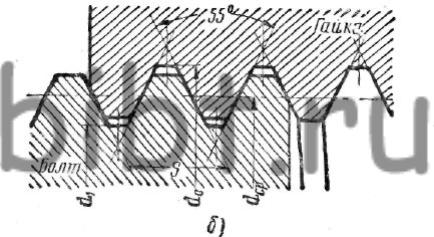
Fig. 145. Sistem benang: a - metrik, b - inci, c - pipa
Ada enam jenis benang metrik: main and small -1; 2; 3; 4 dan 5 Ulir kecil berbeda dalam nada dengan diameter yang diberikan, dinyatakan dalam milimeter. Benang metrik dilambangkan dengan huruf M dan angka yang mencirikan dimensi diameter luar dan pitch. Misalnya, M42X4.5 menunjukkan basis metrik dengan diameter luar 42 mm dan pitch 4,5 mm.
Selain itu, benang halus dalam peruntukan memiliki angka yang menunjukkan nomor benang, misalnya 2M20X1.75 - denda metrik kedua, diameter luar 20 mm, pitch 1,75 mm.
Benang inci (Gbr. 145, b) memiliki sudut 55 ° di puncak. Benang inci dipotong dalam pembuatan suku cadang untuk mesin dengan potongan inci dan tidak boleh dipotong pada produk baru. Benang inci dicirikan oleh jumlah panjang benang per inci (1 "). Diameter luar benang inci diukur dalam inci.
Benang pipa(Gbr. 145, c) diukur dengan cara yang sama dengan inci, inci dan ditandai dengan jumlah ulir per 1 ". Profil ulir memiliki sudut 55 °. benang pipa diameter lubang pipa, pada permukaan luar dari mana sebuah benang dipotong, diambil secara konvensional
Bagian atas tonjolan sekrup dan mur dengan ulir pipa dibuat dengan bagian datar atau bulat.
Profil potongan datar lebih mudah dibuat dan digunakan untuk benang sambungan pipa biasa. Ulir pipa ditentukan: 1/4 "PIPE; 1/2" PIPE. dll. (tab. 25).
Tabel 25 Penunjukan utas dalam gambar
| Jenis utas | Legenda | Elemen Penunjukan | Contoh penunjukan benang untuk baut dan mur |
Metrik |
M. | Diameter luar benang (mm) atau diameter luar dan pitch (mm) | M64 atau M64X6 atau 64x6 |
Metrik kecil |
1 jt | 1M 64X4 atau 64X4 | |
| 2 jt | 2M 64X3 atau 64X3 | ||
| 3 m | 3M 64X2 atau 64X2 | ||
| 4 jt | 4M 64X1.5 atau 64X1.5 | ||
| 5 jt | 5M 64X1 atau 64X1 | ||
Trapesium |
PERANGKAP | Diameter luar dan pitch thread (mm) | PERANGKAP. 22x5 |
| UP | UP 70X10 | ||
Inci dengan sudut profil 55 ° |
Diameter benang nominal dalam inci | 1" | |
Silindris berbentuk tabung |
PIPA. PR * PIPE. KR ** | Penunjukan utas dalam inci | PIPA 3/4 ". PIPA OL 3/4". KR |
Pipa berbentuk kerucut |
PIPA. CONIC. | PIPA 3/4 ". |
* Profil dengan simpul bidang-potong (garis lurus). ** Profil dibulatkan.
Utas kanan dan kiri; sesuai dengan jumlah kunjungan - satu, dua, tiga mulai dan multi-mulai.
Untuk menentukan jumlah ulir dimulai, lihat saja ujung sekrup atau mur dan hitung berapa ujung belokan yang ada.
Biasanya, semua pengencang (baut, sekrup, sekrup, dll.) Memiliki satu utas.
Dalam artikel ini, saya ingin tidak hanya memberikan fakta kering tentang ukuran ulir pipa inci dengan referensi ke standar dan GOST, tetapi untuk membawa kepada pembaca fakta menarik tentang fitur penunjukan yang terakhir.
Jadi, siapa pun yang telah mengalami ulir pipa sering terkejut dengan ketidakcocokan diameter luar ulir dan peruntukannya. Misalnya, ulir 1/2 inci memiliki diameter luar 20,95 mm, meskipun secara logis dengan ulir metrik itu harus 12,7 mm. Masalahnya adalah bahwa di benang inci sebenarnya menunjukkan lubang pipa, dan bukan diameter luar benang. Pada saat yang sama, menambah ukuran lubang di dinding pipa, kita mendapatkan diameter luar yang terlalu tinggi yang biasa kita gunakan dalam peruntukan benang metrik. Disebut kondisional inci pipa adalah 33.249 mm, yaitu 25.4 + 3.92 + 3.92 (di mana 25.4 adalah bagian, 3.92 adalah dinding pipa). Dinding pipa diadopsi berdasarkan tekanan kerja untuk benang. Tergantung pada diameter pipa, mereka juga meningkat sesuai, karena pipa dengan diameter lebih besar harus memiliki dinding yang lebih tebal daripada pipa dengan dimmer yang lebih kecil untuk tekanan kerja yang sama.
Benang pipa dibagi menjadi sebagai berikut:
Ulir pipa silinder
Ini adalah ulir inci yang didasarkan pada ulir BSW (British Standard Whitworth) dan sesuai dengan ulir BSP (ulir pipa standar Inggris), memiliki empat nilai nada 28,19,14,11 ulir per inci. Dipotong menjadi pipa hingga ukuran 6 ", pipa lebih dari 6" dilas.
Sudut profil pada puncak 55 °, ketinggian profil teoritis H \u003d 0,960491P.
Standar:
GOST 6357-81 - Norma-norma dasar yang dapat dipertukarkan.
Ulir pipa silinder. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Legenda: huruf G, nilai numerik bore nominal dalam inci (inci), kelas akurasi diameter rata-rata (A, B), dan huruf LH untuk utas kiri. Misalnya, utas dengan diameter nominal 1 1/4 ", kelas akurasi A - ditetapkan sebagai G1 1/4-A. Sekali lagi, mari kita ingat bahwa ukuran utas nominal sesuai dengan jarak pipa dalam inci. Diameter luar pipa ada di proporsi tertentu dengan ukuran ini dan lebih banyak, masing-masing, dengan ketebalan dinding pipa.
Penunjukan ukuran benang dari pipa silinder (G), langkah-langkah dan nilai nominal dari diameter luar, tengah dan dalam dari benang, mm
| Penunjukan ukuran benang | Langkah P | Diameter ulir | |||
|---|---|---|---|---|---|
| Baris 1 | Baris 2 | d \u003d D | d 2 \u003d D 2 | d 1 \u003d D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29,0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼ " | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½ " | 47,803 | 46,324 | 44,845 | ||
| 1¾ " | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼ " | 65,710 | 64,231 | 62,762 | ||
| 2½ " | 75,184 | 73,705 | 72,226 | ||
| 2¾ " | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼ " | 93,980 | 92,501 | 91,022 | ||
| 3½ " | 100,330 | 98,851 | 97,372 | ||
| 3¾ " | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½ " | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½ " | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
Perbedaan antara metrik dan utas inci. Elemen utas.
Utas menurut sistem ukuran dibagi menjadi metrik dan inci. Benang metrik dan inci digunakan pada koneksi berulir dan roda gigi ulir. Koneksi berulir adalah koneksi yang dapat dilepas yang dibuat dengan pengencang berulir - baut, sekrup, mur, kancing atau benang yang langsung diterapkan ke bagian yang akan disambungkan.
1. Benang metrik (Gbr. 1) memiliki bentuk segitiga sama sisi dalam profil dengan sudut puncak 60 °. Bagian atas tonjolan sekrup dan mur kawin terpotong. Ditandai dengan ulir metrik dengan diameter ulir dalam milimeter dan ulir benang dalam milimeter. Thread metrik dilakukan dalam langkah besar dan kecil. Untuk utas utama dengan nada besar. Utas kecil digunakan untuk penyetelan, untuk memasang bagian berdinding tipis, serta dinamis. Thread metrik dengan pitch besar ditunjukkan oleh huruf M dan angka yang menyatakan diameter nominal dalam milimeter, misalnya M20. Untuk utas metrik halus, langkah tambahan ditunjukkan, misalnya M20x1.5
Fig. 1 utas utas
2. Ulir inci (Gbr. 2) memiliki penampilan yang sama di profil dengan ulir metrik, tetapi memiliki sudut apeks 55 ° (Ulir Whitworth adalah BSW (Ww) dan BSF standar Inggris), sudut pada apeks adalah 60 ° ( American standard UNC dan UNF). Diameter luar ulir diukur dalam inci (1 "\u003d 25,4 mm) - tanda hubung (") menunjukkan inci. Utas ini ditandai dengan jumlah utas per inci. Benang Amerika Inch dibuat dengan pitch besar (UNC) dan kecil (UNF).
Fig. 2 inci benang
Tabel 1. Bagan ukuran pengikat untuk benang inch-pitch UNC inci Amerika (sudut profil 60 derajat)
Ukuran inci | Ukuran dalam mm | Pitch Utas |
Utas dapat berupa internal dan eksternal.
Ø Ulir eksternal dipotong pada baut, kancing, sekrup, pin, dan berbagai bagian silinder lainnya;
Ø Pada bagian berbentuk, mur, flensa, kemacetan lalu lintas, bagian mesin, dan struktur logam, benang internal terpotong.
Fig. 3 Elemen Utas
Elemen utama utas ditunjukkan pada Gambar. 3
Ini termasuk elemen-elemen berikut:
Thread pitch - jarak antara puncak atau pangkalan dari dua belokan yang berdekatan;
Kedalaman utas - jarak dari bagian atas utas ke dasarnya;
Sudut profil ulir - sudut terlampir di antara sisi profil pada bidang sumbu;
Diameter luar - diameter terbesar dari benang baut, diukur pada bagian atas benang yang tegak lurus terhadap sumbu benang;
Diameter dalam adalah jarak yang sama dengan diameter silinder tempat ulir diputar.
Thread inch digunakan untuk membuat belokan hanya dalam pipa logam. Juga, benang inci digunakan dalam proses pembuatan alat kelengkapan yang dapat dilipat yang terbuat dari logam dan plastik.
Perbedaan antara benang inci dan metrik
Diserahkan koneksi berulir Ini memiliki standarisasi sendiri dengan mengacu pada GOST 6357-81, yang mengatur parameter ulir seperti pitch dan diameter.
Dimensi bahwa sambungan berulir akan tergantung pada jarak antara titik atas yang ditempatkan di ujung pipa.
Ulir pipa dan dimensinya akan secara langsung bergantung pada nilai diameter dalam atau luar produk. Saat ini, ada beberapa jenis utas seperti:
- Metrik;
- Inci;
- Trapesium;
- Silinder;
- Gigih;
- Berbentuk kerucut.
Juga berbagai macam utas memiliki penunjukan mereka sendiri. Jadi, misalnya, penunjukan utas kiri ditandai dengan huruf LH. Untuk informasi lebih rinci, koneksi berulir ditunjukkan dalam gambar dengan surat tambahan, di mana:
- M - menunjukkan diameter nominal belokan;
- Ph adalah nilai dari stroke;
- P adalah nilai langkah.
Metrik ulir maupun inci memiliki diameter standar dari 1 hingga 180 mm. Berbicara tentang perbedaan antara kedua jenis ini, perlu dicatat bahwa mereka berada dalam bentuk profil lambang bulat.
Profil inci terlihat lebih tajam secara visual. Ini karena sudut "segitiga asli" atas, yaitu 55 °.

Juga benang pipa metrik berbeda dari perhitungan inci pada nilai pitch dan diameter. Ini disebabkan oleh fakta bahwa belokan metrik dibuat dengan orientasi dalam milimeter.
Inci pipa adalah 3,33 cm.Dalam kedua kasus, parameter pitch dari belokan pipa diukur tidak dalam milimeter, tetapi dalam benang.
Thread di sini adalah jumlah persis alur yang tersedia pada bagian pipa 1 inci. Jadi, misalnya, pipa air standar memiliki penunjukan benang hanya dalam dua versi - 11 benang (metric pitch 2,31 mm) dan 14 thread (metric pitch 1,8 mm).
Benang trapesium digunakan dalam pembuatan semua jenis sekrup. Ini termasuk sekrup timah untuk mesin pemotong, sekrup pengepres hidrolik, alat pengangkat dan roda gigi cacing.
Lekukan seperti itu sangat berbeda dari jenis lain secara visual - mereka dibuat dalam bentuk trapesium sama kaki. Nilai sudut profil dalam hal ini dapat sama dengan 15, 24, 30, dan 40 °.
Bagaimana cara menentukan pitch dan diameter?
Ketika menentukan karakteristik signifikan seperti itu, alat seperti:
- Kaliber
- Sisir;
- Caliper;
- Mikrometer
Dalam beberapa kasus, fungsi pengukur dapat dilakukan dengan kopling atau pemasangan dengan gulungan internal atau eksternal yang diterapkan sebelumnya yang sesuai dengan parameter yang telah ditentukan.
Saat melakukan pengukuran langkah, baut digunakan, jika resistensi yang signifikan muncul saat memasang ke belokan, baut tersebut dipasang kembali.
Jika proses terjadi tanpa kesulitan dan baut ditempatkan dengan kuat di dalam pipa, langkah tersebut dianggap dilakukan dengan benar.
Saat membuat kembali belokan, proses dilanjutkan dengan orientasi untuk membuat kaliber yang lebih besar. Menggunakan pengukur ulir cukup sederhana. Itu dilengkapi dengan pelat pengukur yang dimasukkan ke dalam koneksi berulir yang belum merapat.
Pelat menyerupai file kecil, dan jika, ketika diterapkan pada gulungan, profil pelat bertepatan dengan gulungan yang dipotong pada permukaan bagian dalam atau luar, maka mereka sesuai dengan nilai yang ditetapkan.
Nilai ini ditunjukkan pada pelat pahat. Dengan menggunakan caliper, hanya indikator diameter luar belokan yang dapat diukur, mikrometer juga melakukan fungsi yang sama. Para ahli merekomendasikan untuk melakukan pengukuran dengan instrumen yang paling cocok untuk ini - kaliber.
Threading pipa eksternal (video)
Metode pemotongan
Analog belokan metrik dan tubular (inci) dapat dibuat pada permukaan internal dan eksternal.
Ini dilakukan dengan menggunakan dua metode: mekanis dan manual. Ketika menerapkan metode manual, perangkat seperti pendekar pedang dan mati digunakan.
Keran dapat membuat gulungan internal, dan cetakan dapat membuat gulungan eksternal. Prosesnya dimulai dengan fakta bahwa produk terpasang dengan kokoh di sebuah wakil, dan pendekar pedang dimasukkan ke dalam gerbang.
Saat menggunakan die, fungsi vortock dilakukan oleh pemegang die. Setelah itu, cetakan diletakkan pada produk, dan ketika menggunakan keran, dimasukkan langsung ke lubang di pipa.
Jika perlu, maka semua tindakan diulangi sekali lagi, sementara putaran secara bertahap akan dibuat di badan produk, pada kedalaman itu, yang akan sama dengan ketinggian profil.
Putaran dalam dan luar tidak dipotong secara bersamaan, tetapi dalam urutan berurutan. Namun, dalam kebanyakan kasus permukaan dengan hanya alur eksternal atau internal dibuat.
Penciptaan belokan secara mekanis melibatkan penggunaan pemotong khusus, yang melekat pada dukungan mesin.

Sebelum mulai bekerja, dukungan pindah ke surga benda kerja, setelah itu ketinggian profil diatur menggunakan umpan dari tipe melintang.
Dengan metode mekanis, sekrup mati juga dapat digunakan - alat dengan pelat yang memiliki profil sisir.
Dengan menggunakan kepala yang dipasang, Anda dapat membuat 2-5 ukuran alur eksternal. Setelah pelat dipasang di kepala die, pipa dijepit di wakil atau menggunakan kunci pas.
Wajah akhir produk dipotong pada sudut kanan. Setelah memulai alat, kepala membuat alur pada bagian tersebut pada saat rotasi.

