Dimensi dan tabel nilai dari benang metrik memungkinkan Anda untuk melakukan pemotongan berkualitas tinggi tanpa menggunakan perhitungan matematika yang rumit. Tabel ini memberikan informasi yang diperlukan mengenai diameter lubang, pitch yang diterapkan, bor, dll. Semua parameter terstandarisasi, yang memungkinkan Anda untuk mendapatkan koneksi berulir yang berkualitas tinggi dan andal dengan tangan Anda sendiri.

Tabel utas metrik foto
- Sebagian besar pengencang didasarkan pada benang metrik di negara kita;
- Sudut profil segitiga ulir metrik adalah 60 derajat;
- Semua dimensi dalam milimeter;
- Pemotongan metrik dibagi menjadi produk dengan langkah besar dan kecil;
- Pitch besar relevan untuk diameter 1-68 mm, dan pitch kecil - untuk diameter 1-600 mm;
- Pemotongan skala besar digunakan pada sambungan yang mengalami beban kejut;
- Fine-threading relevan untuk bagian berdinding tipis dan untuk memberikan kekencangan pada sambungan;
- Pemotongan kecil-benang telah meluas dalam pemasangan dan pengencang penyesuaian. Hal ini disebabkan oleh fakta bahwa dengan bantuan mereka, mudah untuk menyesuaikan parameter dengan akurasi tinggi;
- Semua mesin modern dirancang hanya menggunakan potongan metrik.
Karakteristik dan penunjukan
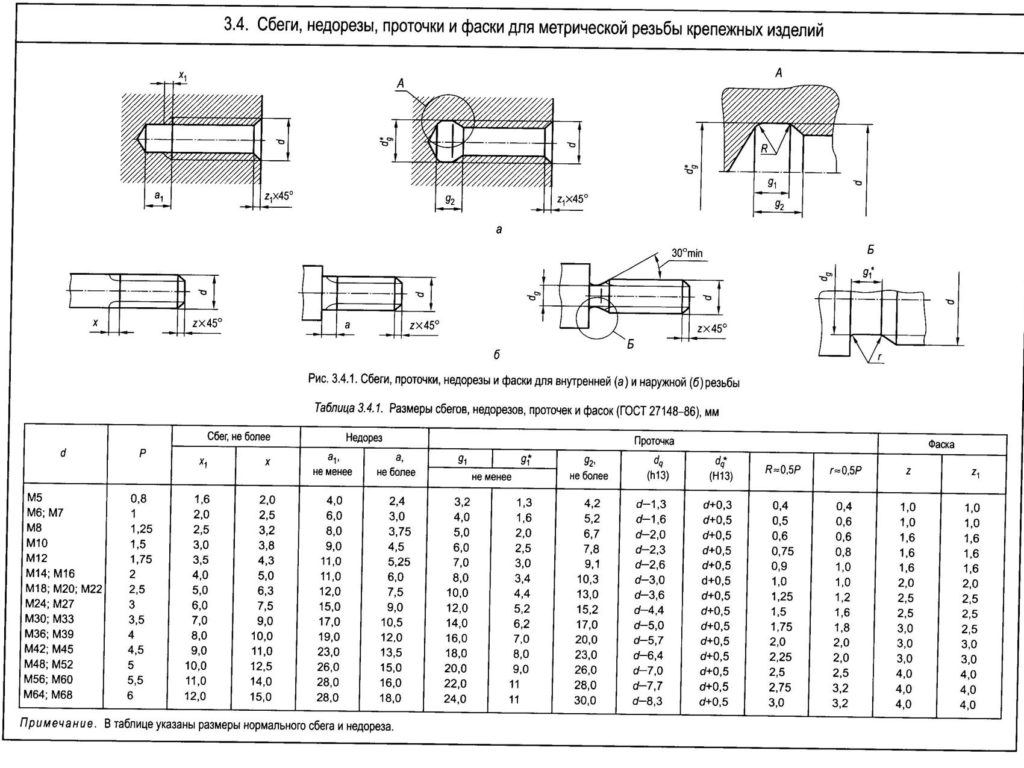
Foto tabel ukuran utama
Ada metrik, inci, pemotongan pipa. Masing-masing diklasifikasikan berdasarkan beberapa kriteria:
- Arah belokan ke kiri dan kanan;
- Bentuk profil - bulat, gigih, segitiga, dll;
- Lokasi - eksternal, internal;
- Sifat permukaan dan fungsi - inci, metrik, kerucut, dll.
- Jumlah entri adalah entri tunggal dan banyak entri.
Pada saat yang sama, pemotongan inci dan pipa tidak biasa seperti metrik. Dalam hal ini, meninggalkan inci dan benang pipa, dan pertimbangkan metrik lebih detail.
Thread memiliki dua karakteristik utama.
- Diameter nominal Mereka disebut ukuran bersyarat yang digunakan dalam notasi. Diameter nominal sama dengan diameter luar mur dan baut, yang sama satu sama lain.
- Pitch utas. Dimensi pitch thread sama dengan jarak antara dua titik identik dari profil terdekat, yang terletak di bidang yang sama. Definisi ini cukup rumit, tetapi dalam praktiknya, menemukan ukuran ini sangat sederhana. Untuk menentukan dimensi, Anda harus menggulung baut pada selembar kertas berkepadatan tinggi pada intinya dan mengukur langkah apa yang berada di antara lekukan terdekat yang ada. Ini sebuah langkah. Untuk menentukan dimensi seperti itu dengan cara ini bukan metode presisi tinggi. Tetapi untuk memastikan bahwa dimensi dihitung dengan benar, ada tabel khusus. Tabel ini memungkinkan Anda memeriksa dengan perhitungan Anda, atau menentukan parameter yang diperlukan tanpa menggunakan pengukuran atau perhitungan matematis.
Inci, pipa dan potongan metrik kami memiliki sebutan tertentu untuk ukuran dan parameter lainnya. Agar tabel tidak menimbulkan banyak pertanyaan yang tidak perlu, kami akan mencoba membicarakan semua nuansa notasi yang disajikan di dalamnya.
Huruf dan angka digunakan untuk menunjukkan utas. Sebagai contoh, M40 thread. Di sini:
- Huruf M berarti jenis irisan. M adalah metrik. Dia bukan satu inci, pipa. Semuanya sangat jelas di sini;
- 40 adalah diameter nominal. Angka setelah surat menunjukkan diameter nominal utas. Dalam kasus kami, itu adalah 40 mm;
- Jika pitch thread besar, ini tidak ditampilkan dalam penunjukan. Itu dapat ditentukan sesuai dengan GOST.
Sebagai alternatif, perhatikan contoh dengan langkah kecil - M30x2.
- Di sini situasinya sama dalam diameter - angka ini adalah 30;
- Pemotongan metrik, apa yang diceritakan huruf M kepada kita;
- 2 berarti pitch adalah 2 milimeter.
Dan beberapa poin penting.
- Utas dapat memiliki langkah yang berbeda dan dapat dilakukan dengan tangan kiri atau tangan kanan.
- Thread kanan tidak ditunjukkan dalam peruntukan.
- Jika Anda melihat sesuatu seperti M20 LH, ini menunjukkan arah kiri utas.
- Jumlah kunjungan. Untuk satu utas, angkanya tidak ditunjukkan, karena selalu 1. Jika multi-utas, maka penunjukannya terlihat seperti ini - M30x3 (P2). Di sini, di dalam tanda kurung menunjukkan pitch thread, dan 2 adalah jumlah entri.
Ketuk pilihan
Keran adalah alat kerja utama yang dengannya pemotongan internal di masa depan koneksi berulir. Karena untuk membuat berbagai macam utas dengan langkah tertentu, Anda harus memilih ketukan dengan benar untuk menyelesaikan tugas.
- Pertama-tama, master harus memilih jenis keran yang cocok untuk utas yang direncanakan. Dalam kasus kami, kami berbicara tentang keran untuk pemotongan metrik;
- Selanjutnya, tujuannya ditentukan - langkah, toleransi, bentuk profil;
- Bergantung pada kelas akurasi, master memutuskan apakah mungkin dilakukan dengan satu ketukan, atau untuk menyelesaikan operasi yang Anda butuhkan untuk mendapatkan kit - draft dan ketukan terakhir;
- Bahan di mana pemotongan dilakukan. Bahan utama tempat benang dibuat adalah logam. Selain itu, dapat berbeda dalam hal kekuatan, yang secara langsung menentukan pilihan karakteristik keran;
- Sudut depan mengasah gigi. Untuk setiap jenis logam ada nilai tertentu. Jika baja, sudutnya dari 5 hingga 10 derajat, untuk tembaga - dari 0 hingga 5 derajat, dan dalam kasus aluminium - dari 25 hingga 30 derajat;
- Keran dapat dibuat dari baja biasa, berkekuatan tinggi atau dari logam biasa, tetapi dengan kekuatan yang lebih tinggi. Opsi terakhir memungkinkan Anda untuk mengurangi biaya produksi keran, tetapi untuk menjaga keandalannya yang tinggi;
- Kunci untuk memilih keran adalah diameter lubang. Di sinilah pemotongan benang internal akan dilakukan;
- Dalam hal ini, diameter pahat harus sedikit lebih kecil dari diameter lubang. Jika Anda membutuhkan jenis metrik jenis ulir M20, yaitu diameter keran adalah 20 mm, maka diameter lubangnya adalah 19 mm. Semua parameter yang diperlukan ditentukan oleh tabel standar khusus;
- Jika utas tidak memiliki persyaratan khusus, langkah standar yang ditentukan dalam tabel diterapkan.
Nuansa mengiris
Ketika diameter dan parameter lain dari utas yang diperlukan telah ditentukan dan keran itu sendiri dipilih, operasi pemotongan harus dilakukan.
- Benda kerja di mana pemotongan dilakukan diperbaiki dalam sifat buruk.
- Sumbu lubang harus diposisikan sejajar mungkin dengan desktop.
- Keran dipasang di soket kerah, dalam posisi vertikal itu mulai ke talang di bawah lubang di benda kerja.
- Dengan dua tangan, master memegang kenop, menekan keran ke bagian dan memutar searah jarum jam.
- Alat harus diputar dengan lembut, lancar dan merata, dengan sedikit tekanan.
- Dua putaran penuh dibuat, setelah setengah putaran dibuat mundur, berlawanan arah jarum jam.
- Dalam proses pembuatan utas, alat tersebut harus didinginkan. Jika itu aluminium, minyak tanah digunakan, terpentin bertindak sebagai pendingin untuk tembaga, dan emulsi untuk produk baja. Besi cor dan perunggu tidak perlu didinginkan.
- Utas internal dilakukan oleh satu set keran.
- Pertama, alat kasar digunakan, lalu yang tengah, dan pekerjaan finishing selesai. Dengan mengecualikan salah satu keran, Anda tidak akan mempercepat proses pemotongan, tetapi utas itu sendiri akan berubah menjadi jauh lebih buruk dalam kualitas.
Lari potongan metrik tidak sulit jika Anda menggunakan alat yang sesuai dan mengandalkan parameter standar tabel khusus.
Tabel diameter lubang berulir
Utas merupakan alur heliks dari penampang konstan, dibuat pada permukaan eksternal (ulir eksternal) dan internal (ulir internal) silinder atau kerucut. Ini digunakan untuk menghubungkan bagian-bagian, serta untuk mengubah gerakan rotasi ke translasi atau sebaliknya, dalam mekanisme dan mesin.
Utas ada start-tunggal, dibentuk oleh satu heliks (utas), atau multi-start, dibentuk oleh dua garis atau lebih.
Dalam arah heliks utas dibagi lagi menjadi kanan dan kiri.
Tergantung pada sistem ukuran utas ada metrik, inci, pipa.
Dalam metrik ukiran sudut profil segitiga adalah 60 °, diameter dan pitch luar, tengah dan dalam utas dinyatakan dalam milimeter. Thread metrik dengan pitch besar ditunjukkan dengan huruf dan angka yang mengekspresikan diameter luar dalam milimeter: M10, M16, dan sebagainya. Untuk menunjukkan utas dengan langkah kecil (jarak antara belokan), angka yang menyatakan langkah ditambahkan ke data ini utas dalam milimeter: M6 × 0,6, M20 × 1,5 dan sejenisnya.
Dalam inci ukiran sudut profil segitiga adalah 55 °, diameter ulir dinyatakan dalam inci (1 inci \u003d 2,54 cm), dan nada adalah jumlah utas per inci.
Contoh penunjukan: 1 1/4 ″ (diameter luar utas dalam inci).
Pipa ukiran berbeda dari inci dalam bahwa ukuran awalnya bukan diameter luar, tetapi diameter lubang pipa, pada permukaan luar yang dipotong ukiran.
Contoh penunjukan: 3/4 ″ pipa. (angka menunjukkan diameter bagian dalam pipa dalam inci).
Memotong utas dilakukan pada mesin pengeboran, pembubutan dan mesin pemotong benang khusus (profil-knurling), serta secara manual. Dalam pengolahan logam secara manual, bagian dalam utas dipotong dengan keran, dan yang luar dengan mati.
Dengan demikian, tergantung pada profil cut utas keran dibagi menjadi tiga jenis: untuk metrik, inci dan pipa.
Keran manual (logam) biasanya dilakukan dalam satu set tiga atau dua potong. Keran pertama dan kedua utas pre-cut, dan yang ketiga memberikan ukuran dan bentuk akhir.Biasanya, jumlah setiap ketukan kit ditandai dengan jumlah pola pada ekor. Ada kit yang terdiri dari dua keran: pendahuluan (draf) dan adil. Yang pertama dan kedua. Keran terbuat dari karbon dan baja paduan berkekuatan tinggi.
Dies atau faceplates dirancang untuk memotong bagian luar utas, tergantung pada desain, dibagi menjadi bulat dan prismatik (geser).
Saat memotong benang, putaran mati dipasang pada penahan sekrup - mati khusus.
Pemotongan benang
Untuk memotong bagian dalam utas sebuah lubang pertama kali disiapkan dengan keran. Bor mengambil diameter sedikit lebih besar dari diameter bagian dalam yang dibutuhkan utas: jika diameter ini sama, bahan yang diekstrusi selama pemotongan akan sangat menekan gigi alat. Akibatnya, gigi memanas dan partikel logam menempel padanya, ukiran itu akan berubah dengan kerang robek (utas), sementara kerusakan tap mungkin terjadi.
Gambar tersebut menunjukkan pemotongan bagian dalam utas:
a - ketuk, b - potong utas.
Ketuk desain
1 - bagian asupan;
2 - bagian kalibrasi;
3 - alur seruling;
4 - betis;
5 adalah bujur sangkar.

Gambar berikut menunjukkan pemotongan bagian luar utas:
a - bulat mati, b - prismatik (geser) mati, c - cutting utas.
Penunjukan kunci:
d1 - diameter dalam utas baut.
D2 - diameter rata-rata utas baut.
D1 - diameter bagian dalam utas kacang.
D2 - diameter rata-rata utas kacang.
P - langkah utas.
H1 - tinggi profil.
d lubang - diameter lubang untuk memotong utas.
Agar tidak menghitung diameter lubang di bawah
utas, Anda bisa menggunakan tabel.
| Diameter ulir dalam mm | D 2 \u003d d 2 dalam mm | D 1 \u003d d 1 dalam mm | P dalam mm | H 1 dalam mm | d lubang dalam mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
BERDIRI INTERSTATE
BENANG METRIC
Diameter dan langkah
Edisi Resmi
INTERSTATE COUNCIL UNTUK STANDARISASI, METROLOGI DAN SERTIFIKASI
ISS 21.040.10 Grup G13
hingga GOST 8724-2004 (ISO 261-98) Norma dasar yang dapat dipertukarkan. Metrik utas. Diameter dan langkah
(ICS No. 10 tahun 2004)
Kata Pengantar
1 DIKEMBANGKAN oleh Lembaga Penelitian dan Desain Ilmiah untuk Alat Ukur dalam Teknik Mesin (OJSC "Lembaga Penelitian Pengukuran")
2 DIPERKENALKAN oleh Standar Negara Rusia
3 DIADOPSI oleh Dewan Antar untuk Standarisasi, Metrologi dan Sertifikasi (Risalah No. 22 dari 6 November 2002)
4 Standar ini adalah teks identik dari standar internasional ISO 261-98 “Utas tujuan umum ISO. Diameter dan langkah dalam kisaran diameter dari 1 hingga 300 mm ”dan berisi persyaratan tambahan yang mencerminkan kebutuhan ekonomi negara
5 Keputusan Komite Negara Federasi Rusia tentang standardisasi dan metrologi tertanggal 23 Juni 2003 No. ° Standar interstate 201-st GOST 8724-2002 (ISO 261-98) diberlakukan secara langsung sebagai standar negara Federasi Rusia mulai 1 Januari 2004
6 REPLACEMENT GOST 8724-81
© Rumah Penerbitan Standar IPK, 2003
Standar ini tidak dapat sepenuhnya atau sebagian diperbanyak, digandakan, dan didistribusikan sebagai publikasi resmi di wilayah Federasi Rusia tanpa izin dari Standar Negara Rusia.
1 Lingkup ................................................... ......... 1
3 Definisi .................................................... .............. 1
4 Memilih diameter dan langkah ............................................. ....... 1
5 sebutan utas ................................................... ......... 7
GOST 8724-2002 (ISO 261-98)
STANDAR ANTAR
Standar Pertukaran Dasar
BENANG METRIC
Diameter dan langkah
Norma-norma dasar yang dapat dipertukarkan. Ulir sekrup metrik. Rencana umum
Tanggal Pendahuluan 2004-01-01
1 Lingkup
Standar ini berlaku untuk ulir metrik serba guna dengan profil sesuai dengan GOST 9150 dan menyetel diameternya dari 0,25 hingga 600 mm dan langkah-langkah 0,075 hingga 8 mm.
Dimensi utama untaian metrik sesuai dengan GOST 24705.
Toleransi benang sesuai dengan GOST 9000 dan GOST 16093.
Persyaratan tambahan yang mencerminkan kebutuhan ekonomi negara ditunjukkan dalam huruf miring.
GOST 9000-81 Norma-norma dasar yang dapat dipertukarkan. Thread metrik untuk diameter kurang dari 1 mm. Toleransi
GOST 9150-2002 Norma-norma dasar yang dapat dipertukarkan. Metrik utas. Profil
GOST 11708-82 Norma-norma dasar yang dapat dipertukarkan. Utas Ketentuan dan definisi
GOST 16093-70 Norma dasar untuk pertukaran yang dapat dipertukarkan. Metrik utas. Toleransi. Pendaratan Izin
GOST 24705-81 Norma-norma dasar yang dapat dipertukarkan. Metrik utas. Dimensi utama
3 Definisi
Persyaratan dan definisi - menurut GOST 11708.
4 Memilih diameter dan langkah
4.1 Diameter dan langkah ulir harus sesuai dengan yang ditunjukkan pada tabel 1.
Saat memilih diameter ulir, baris pertama harus lebih disukai ke yang kedua, dan yang kedua ke yang ketiga.
Edisi Resmi
| Tabel 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diameter ulir nominal d \u003d D |
|||||||||||
| Lanjutan tabel 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diameter ulir nominal d \u003d D |
||||||||||
| Akhir tabel 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 sebutan utas
5.1 Simbol untuk ukuran utas harus mencakup: huruf M, diameter nominal utas dan nada utas, dinyatakan dalam milimeter dan dipisahkan oleh x.
Contoh: M8x1.25
Langkah utama dalam penunjukan utas dapat dihilangkan.
Contoh: M8.
5.2 Simbol untuk utas kiri harus dilengkapi dengan huruf LH.
Contoh M8x1 - LH
5.3 Beberapa utas harus ditunjukkan dengan huruf M, diameter nominal utas, tanda x, huruf Ph, nilai stroke benang, huruf P dan nilai pitch.
Contoh penunjukan konvensional benang ganda dengan diameter nominal 16 mm, goresan 3 mm, dan nada 1,5 mm:
Hal yang sama untuk utas kiri:
M16xRMP1.5 - LH
Untuk kejelasan, dalam tanda kurung, teks dapat menunjukkan berapa kali utas dimulai.
Contoh: М16хРМ1.5 (dua pendekatan)
5.4 Penunjukan penuh utas mencakup penunjukan bidang ukuran dan toleransi utas menurut GOST 9000 atau GOST 16093.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Kata kunci: utas, benang metrik, diameter, langkah, konvensi
Editor R.G. Editor Teknis Goverdovskaya V.N. Prusakova Corrector M.S. Tata letak Komputer Kabashova S.V. Ryabovoy
Ed. orang. 02354 tanggal 14 Juli 2000. Diserahkan pada 12 Agustus 2003. Ditandatangani pada cetak 15 September 2003. Layanan Cetak 1.40. Penerbitan Akademik 0,65.
Sirkulasi 1150 salinan. C 11890.3ac. 786.
Rumah penerbitan IPK standar, 107076 Moskow, Kolodezny per., 14. http://www.standards.ru email: [dilindungi email]
Diketik di Rumah Penerbitan pada PC Cabang IPK Rumah Penerbit Standar - jenis. "Printer Moskow", 105062 Moskow, Lyalin per., 6.

