- Bagaimana cara membuat klem?
- Pengelasan 90 ° yang nyaman
- Pengelasan dengan elektroda yang tidak dapat dikonsumsi untuk memutar
- Pemegang elektroda buatan sendiri
- Beberapa rahasia penting
Informasi di bawah ini ditujukan untuk perlengkapan pencahayaan yang sering rusak atau memiliki cacat produksi. Ini adalah "hal bijak" terkecil yang membantu tukang las melakukan pekerjaan mereka secara efisien. Oleh karena itu, orang tidak perlu heran jika tidak ada yang dikatakan di sini tentang sudut magnet atau bahkan prisma. Gadget ini paling sering dibeli di toko.
Hampir selalu, selama proses pengelasan, ada kebutuhan untuk memasang dan memperbaiki perangkat.
Lampiran las dapat terdiri dari dua jenis:
- instalasi;
- pemasangan.
Karena metode pengelasan berkembang sangat cepat, perlengkapan yang dijelaskan mungkin tampak agak langka. Tetapi di sisi lain, ini berarti bahwa itu tidak memberi jalan bagi metode penyambungan pipa yang lebih progresif dan lebih aman dalam kondisi yang berbeda.
Bagaimana cara membuat klem?

Penjepit adalah perangkat pemasangan saat mengelas berbagai produk.
Penjepit adalah perangkat pemasangan. Itu tidak dapat secara tegas dikaitkan hanya dengan aksesori pengelasan, karena digunakan:
- tukang kayu;
- tukang kunci;
- turner;
- tukang las.
Untuk tujuan yang berbeda, kekuatan yang berbeda dari produk ini diperlukan. Klem yang cukup kuat diperlukan untuk mengelas pipa dan benda logam lainnya. Mereka yang dapat dibeli di toko sangat sering tidak tahan terhadap beban berat, rusak pada saat yang paling tidak tepat. Karena itu, ada baiknya mencoba mempertimbangkan perangkat buatan tangan.
Tidak sulit untuk membuat perangkat seperti itu dengan tangan Anda sendiri, ini akan membutuhkan:
- lembaran baja setebal 10 mm;
- tiga kacang;
- beberapa mesin cuci berdiameter besar;
- pipa berulir di luar ukuran mur.
Untuk pembuatan langsung perlu:
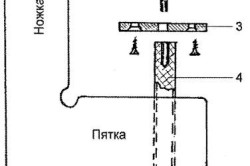
Diagram klem: 1 - badan; 2 - kayu bulat; 3 - mesin cuci baja; 4 - sekrup penjepit batang baja.
- Potong lembaran baja dengan panjang 50 cm dan lebar 4 cm.
- Potong dua strip dan beberapa detail kecil tambahan:
- untuk pegangan statis di bagian bawah 25 cm;
- batang bergerak 10 cm;
- dua persegi panjang masing-masing 5 cm, untuk memasang bagian bergerak (c);
- sepotong kecil (d) yang akan menopang bagian statis klem.
Dalam pengelasan, perangkat semacam itu memungkinkan Anda untuk menjaga struktur pipa dalam posisi stasioner. Anda tidak perlu khawatir bahwa dari denyut pertama pengelasan, pipa akan berantakan dan pekerjaan harus dimulai lagi.
Kembali ke daftar isi
Pengelasan 90 ° yang nyaman

Magnet las memungkinkan Anda memegang benda kerja yang akan dilas pada sudut 90 °.
Agar tidak terlalu merepotkan untuk mengelas pipa dan melakukannya tanpa asisten, mereka datang dengan magnet las yang menahan pipa pada sudut 90 °. Sebelumnya, perangkat untuk pekerjaan semacam ini dibuat tanpa menggunakan magnet.
Ini akan membutuhkan bahan-bahan berikut:
- persegi logam dengan sisi 20-25 cm;
- sepotong pipa persegi;
- 3 baut dan mur kecil untuk mereka;
- baut tebal dengan diameter 4 cm dan mur 35;
- bor, bor;
- silinder logam kecil dengan diameter bolpoin;
- dudukan untuk silinder, sebenarnya, pegangannya;
- mesin las.
Pipa sepanjang 20 dan 15 cm dilas ke bujur sangkar, di sisi yang dapat diganti, di sudut paling ujung, sehingga ujung pipa berada di sisi berlawanan dari bujur sangkar.
Buat dua bagian tambahan. Las gambar berbentuk U dari pipa yang sama, panjangnya sekitar 10 cm. Dengan menggunakan pipa yang sama, las yang kedua dalam bentuk trapesium sama kaki dengan alas 11,5 cm dan 5,4 cm.
Perhitungan harus dilakukan lebih akurat, sudut yang terbentuk di persimpangan bagian samping harus 90 °, sehingga panjang alas akan persis tergantung pada lebar pipa.

Di sisi bujur sangkar di sudut tempat pipa tidak dilas, buat potongan segitiga sama kaki. Las sosok berbentuk U ke sana, setelah sebelumnya mengebor lubang di tengah persegi panjang atas untuk baut kecil. Baut selebar 4 cm dengan mur harus ditempatkan di celah antara kotak dan gambar.
Pasang pegangan ke baut; karena itu, Anda dapat menggunakan mur dengan lubang di mana batang tipis bergerak bebas.
Dalam silinder kecil dengan panjang dasar trapesium yang lebih kecil, ulir untuk baut kecil yang diambil. Masukkan di sepanjang ujung baut besar, letakkan di tengah.
Perangkat kosong ini hampir selesai, tetap mengebor lubang 5 cm di atas pusat bujur sangkar, bergerak secara diagonal ke sudut yang belum dipotong dan satu-satunya yang bebas.
Pada titik perpotongan diagonal trapesium, buat lubang di kedua bagian tersebut. Bagian silinder akan dimasukkan di antara mereka, di mana benang sebelumnya dibuat dan lubang dibor di tengah. Untuk perakitan perangkat lebih lanjut, perlu menyiapkan mur 35 untuk baut dengan lebar 4 cm, untuk ini, buat ulir tembus di satu sisinya, tanpa mempengaruhi permukaan yang berlawanan.

a - untuk perakitan sambungan sudut, b - untuk perakitan sambungan dengan berbagai kombinasi detail; 1 - magnet sudut, 2 - penjepit, 3, 5 - elemen magnet, 4 - tuas.
Semua perakitan lebih lanjut terdiri dari urutan pemasangan bagian yang benar. Pada baut dengan pegangan yang sudah terpasang, pasang mur berulir, putar hingga hampir ke alas. Pasang bagian silinder ke ujung baut, dengan lubang yang dibor ke ulir betina, dan kencangkan dengan baut kecil. Selanjutnya, kami memperbaiki gambar trapesium menggunakan baut, salah satunya tersembunyi di ulir bagian silinder, yang kedua memperbaiki konfigurasi dari atas, melalui utas gambar silinder yang sama. Baut dengan bagian yang disiapkan di atasnya ditarik di bawah penyangga berbentuk U, menyesuaikan mur berulir di bawahnya. Kencangkan baut dengan baut yang melewati bagian tengah gambar berbentuk U dan disekrup ke ulir khusus mur khusus. Perangkat ini, pada kenyataannya, siap untuk digunakan. Dengan memutar pegangan baut, itu bisa dilonggarkan. Dengan memasukkan pipa di sudut kanan, memperbaiki perlengkapan, Anda bisa mengelas.
Perangkat semacam ini adalah pengganti yang baik untuk magnet yang dilas, yang bisa terlalu mahal untuk penggunaan rumah tangga sederhana.
Kembali ke daftar isi
Pengelasan dengan elektroda yang tidak dapat dikonsumsi untuk memutar
Seperti yang Anda ketahui, pengelasan pipa bukan satu-satunya jenis pekerjaan pengelasan, sering dilakukan untuk menghubungkan kabel logam pada titik persimpangan, melakukan puntiran, dan untuk perbaikan atau pembuatan termokopel buatan sendiri. Untuk membuat perangkat ini, Anda mungkin perlu memahami apa itu pengelasan dan bagaimana tepatnya hukum induksi elektromagnetik bekerja.
Oleh karena itu, perangkat las sering dirakit dengan tangan. Ada "tetapi" kecil di sini, yang ingin membuat perangkat seperti itu, harus diingat bahwa biaya produk jadi lebih rendah daripada jumlah total untuk pembelian semua komponen. Tetapi jika transformator lama, sakelar dari perangkat lain, misalnya, tang yang sudah tidak perlu, akan digunakan untuk membuat perlengkapan, maka benar-benar layak untuk mencoba membuat perlengkapan untuk menyolder atau menyambung.
Metode penyambungan yang digunakan mengacu pada jenis pengelasan dengan elektroda yang tidak habis pakai. Sebagai elektroda, Anda dapat menggunakan grafit, yang mudah dihilangkan dari pensil sederhana; fluks cair dijual di toko elektronik. Fluks buatan sendiri dapat dibuat dari campuran asam borat dan air, dibuat menjadi bubur.
Untuk membuat perangkat, Anda memerlukan transformator 20-50 V, satu kabel penghubung untuk memasuki jaringan, dua untuk menghubungkan, satu untuk menghubungkan elektroda. Alat apa saja yang tersedia dapat digunakan sebagai pemegang elektroda, itu tergantung pada kemampuan dan ketersediaan barang-barang yang tersedia di gudang, misalnya, jarum suntik farmasi, tripod sekolah, silinder atau baut.

Dalam proses pembuatan las elektroda non-consumable diperlukan kumparan transformator untuk puntiran.
Kumparan transformator 20-20 V dapat dengan mudah dibeli di toko, serta bingkai untuk mesin las. Tetapi mengetahui perangkat kumparan transformator, memiliki transformator tambahan yang sudah tidak dapat digunakan, selalu dapat diperbaiki dengan menambahkan jumlah putaran yang diperlukan. Menggunakan sirkuit standar mesin las, sambungkan semua kabel sesuai dengan instruksi. Jika perlengkapan akan digunakan oleh ahli listrik untuk mengelas tikungan, disarankan untuk menggunakan kabel kerja dengan panjang minimal 3 m sehingga ada kebebasan akses untuk bekerja di langit-langit.
Perlu disebutkan kepatuhan terhadap langkah-langkah keamanan. Ada beberapa cara untuk melindungi wajah, terutama mata dari pengelasan. Tentu saja, metode pembuatan topeng las ini sangat primitif, dan tidak boleh digunakan selama pengelasan pipa, tetapi hanya untuk kabel tipis. Ambil gelap botol plastik dari minuman apa pun, potong gelas dengan lengan yang sangat panjang darinya dan hubungkan di bagian belakang kepala dengan penjepit atau klip. Cocok untuk pekerjaan sampingan yang berumur pendek. Namun, perlu diingat bahwa mata dilindungi tidak hanya dari cahaya terang, tetapi juga dari hantaman logam panas yang tidak disengaja. Karena itu, mengganti topeng dengan kotak kardus dan koran, seseorang berisiko besar.
Dalam proses pembuatan struktur yang dilas, posisi relatif dari bagian-bagian yang akan disambung dan kondisi yang paling menguntungkan untuk pembentukan sambungan berkualitas tinggi, yang ditentukan oleh proses teknologi, harus dipastikan. Ini dicapai dengan menggunakan perangkat dan peralatan teknologi.
Perangkat teknologi dibagi menjadi perangkat perakitan, dirancang untuk perakitan untuk pengelasan dan pemasangan bagian menggunakan paku payung atau perangkat mekanis sederhana; pengelasan, dirancang untuk mengelas bagian yang sudah dirakit sebelumnya dengan posisi relatif tetap; perakitan dan pengelasan, memungkinkan untuk menggabungkan operasi perakitan dan pengelasan.
Jenis perangkat teknologi dipilih tergantung pada program produksi (produksi tunggal, batch atau massal), desain produk (struktur lembaran atau kisi, bagian mesin, dll.), Teknologi dan tingkat presisi dalam pembuatan benda kerja (pemesinan, gas pemotongan, dll.) ) dan teknologi perakitan dan pengelasan (kebutuhan akan celah, perubahan yang diizinkan atau kelebihan tepi yang diizinkan, dll.).
Perlengkapan pengelasan harus memungkinkan pergerakan bebas elemen struktural individu karena pemanasan dan pendinginan selanjutnya dari zona pengelasan, dan, jika perlu, mengurangi atau, jika mungkin, menghilangkan deformasi yang timbul pada produk yang dilas dan pada perangkat itu sendiri karena efek suhu. Saat mengelas struktur berukuran besar dengan kekakuan rendah (bingkai, kisi, lembaran), perlengkapan harus memastikan fiksasi masing-masing tepi yang dilas, dan bukan seluruh produk secara keseluruhan. Saat merancang perangkat, perlu untuk menyediakan akses ke titik pengelasan dan penyambungan, penghilangan panas cepat dari tempat-tempat yang sangat panas, perakitan unit dengan jumlah instalasi minimum, akses gratis untuk memeriksa dimensi produk dan pemindahan gratis dari produk yang dirakit atau dilas.
Perangkat teknologi dapat khusus (untuk mengelas jenis produk tertentu) atau universal. Sebagai contoh, Gambar. 8-58 menunjukkan dudukan khusus untuk perakitan dan pengelasan struktur rangka. Perlengkapan universal untuk tujuan serupa (Gbr. 8-59) berisi deretan pelat berlubang. Tergantung pada konfigurasi produk yang akan dilas, perangkat dipasang ke pelat untuk mendasarkan bagian yang akan dilas (klem, dll.) dan untuk menekan bagian ke permukaan dasar (klem, pengikat, spacer, dll.).
Dalam beberapa kasus, berat bagian yang akan dilas dapat digunakan untuk menjepit.
Beras. 8-58. Dudukan khusus dengan klem permanen untuk struktur rangka pengelasan
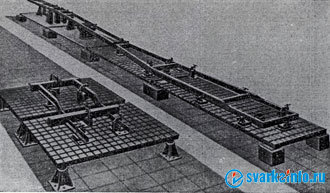
Beras. 8-59. Rakitan universal dan dudukan las terbuat dari elemen yang dinormalisasi
Pengikut... Ini adalah elemen yang menentukan posisi benda kerja yang akan dilas relatif terhadap seluruh perlengkapan. Klem (Gbr. 8-60) termasuk kantong (a), berhenti: permanen (b), dilepas (c) dan lipat (d); menemukan pin dan pin: permanen (d), dilepas (e); prisma; kaku dan dapat disesuaikan (g) dan templat (h).

Beras. 8-60. Pengikut
Perhentian yang dapat dilepas Mereka digunakan pada perangkat yang dapat disesuaikan berdasarkan jenis suku cadang atau saat mengelas suku cadang yang tidak dapat dilepas karena berhenti. Sebagai aturan, pemberhentian juga berfungsi sebagai pangkalan pendukung, dan dalam beberapa kasus sebagai templat untuk bagian kawin pengelasan. Pin atau pin memberikan pemosisian suku cadang yang lebih akurat dan digunakan bila ada permukaan yang dikerjakan dengan mesin di suku cadang. Prisma yang dapat disesuaikan dan kaku digunakan untuk mengelas pipa, profil, dll.
Template dimaksudkan untuk memperbaiki bagian yang dipasang selama perakitan oleh bagian lain di unit ini atau oleh beberapa kontur pendukung produk. Dalam hal ini, produk itu sendiri adalah elemen pendukung perangkat.
klem... Ini adalah elemen perangkat yang memastikan penjepitan bagian ke klem atau permukaan bantalan perangkat lainnya. Ada klem mekanik, pneumatik, magnetik dan hidrolik.
Klem mekanis adalah yang paling sederhana dan karena itu yang paling umum (Gbr. 8-61, a-e). Klem baji (Gbr. 8-61, c, d) berfungsi untuk menekan satu elemen yang akan dirakit ke elemen lain, untuk menyelaraskan tepi, dll. Klem rem otomatis eksentrik bertindak serupa. Klem sekrup paling universal (Gbr. 8-61, a, b). Namun, mereka terutama digunakan dalam perkakas tangan. Hal ini disebabkan oleh fakta bahwa sekrup bekerja melawan stop dan tidak bekerja dengan cepat. Peningkatan pitch sekrup dapat merusak sifat pengereman sendiri dan membutuhkan kekuatan besar untuk menjepit bagian tersebut. Klem pegas terutama digunakan untuk menjepit bagian kecil dan tipis.

Beras. 8-61. klem
Bersamaan dengan yang di atas, perangkat gabungan digunakan (sekrup dengan irisan, sekrup dengan pegas, dll.). Klem tuas adalah tuas jenis ke-1 dan ke-2 atau kombinasinya dan digunakan sebagai penguat penggerak klem. Contoh penjepit tuas seperti itu ditunjukkan pada gambar. 8-62. Pada sumbu 2 rak 1 ada tuas penggerak 3 dan tautan perantara 4, bekerja pada tuas daya 5. Benda kerja dijepit oleh penghenti 6.

Beras. 8-62. Penjepit tuas
Klem pneumatik dibandingkan dengan yang mekanis, mereka memiliki sejumlah keunggulan signifikan, termasuk kecepatan, kemampuan untuk mengontrol sejumlah klem dari satu tempat, kemampuan untuk memasok udara terkompresi ke klem yang menempati posisi berbeda di ruang angkasa (melalui trunnion perangkat atau di sepanjang selang fleksibel), dll. Klem pneumatik memiliki elastisitas tertentu, yang mengkompensasi deformasi bagian yang dilas.
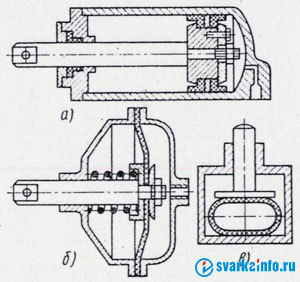
Beras. 8-63. Klem pneumatik
Silinder pneumatik, ruang pneumatik, dan selang pneumatik dapat berfungsi sebagai elemen kerja penjepit. Silinder pneumatik (Gbr. 8-63, a) dapat bekerja tunggal atau ganda. Batang silinder dapat bekerja langsung pada bagian yang akan dijepit atau melalui tuas. Kerugian dari silinder pneumatik termasuk keausan segel dan bulkiness.
Dalam kasus di mana stroke batang kecil, preferensi diberikan ke ruang pneumatik (Gbr. 8-63, b), dilengkapi dengan diafragma karet pada dasar kain alih-alih piston, diapit di antara penutup dan badan ruang. Seringkali, klem selang digunakan dalam perangkat pengelasan (Gbr. 8-63, c). Ketika udara disuplai ke selang, yang terakhir bekerja pada permukaan pendukung klem tuas rocker. Klem pneumo digunakan terutama dalam produksi massal dan skala besar dan dalam instalasi yang sangat mekanis.
Klem magnetik dibedakan oleh kecepatan, kesederhanaan dan kemampuan manuver. Mereka digunakan untuk menyelaraskan tepi (Gbr. 8-64, b) dan menekannya ke bantalan fluks (Gbr. 8-64, b). Yang paling umum adalah elektromagnet, meskipun magnet permanen juga telah digunakan baru-baru ini.
Klem hidrolik digunakan dalam perangkat pengelasan cukup jarang. Agaknya, penahan yang dibangun berdasarkan hidroplastik - campuran kental dengan fluiditas yang cukup tinggi - menjanjikan. Tidak seperti klem hidraulik, klem dengan plastik hidraulik tidak memerlukan segel yang rumit dan mahal, memberikan distribusi gaya tekan yang merata di antara plunger. Mereka memungkinkan tekanan hingga 500 kgf / cm 2.

Beras. 8-64. Klem elektromagnetik:
a - pandangan umum magnet;
1 - tubuh magnet;
2 - inti;
3 - bawah;
4 - berliku;
5 - beralih;
b-d - skema aplikasi;
6 - braket;
7 - dudukan elektromagnetik;
8 - penekanan;
9 - klem sekrup
Perangkat pengencang dan pengatur jarak (dasi, pengatur jarak, dan dongkrak). Mereka dimaksudkan untuk mengencangkan saat merakit dua atau lebih bagian atau rakitan, untuk menyelaraskan tepi dan penyok, untuk melepas silinder (Gbr. 8-65).
Perlengkapan perakitan dan pengelasan dapat bersifat universal atau khusus. dalam gambar. 8-59 menunjukkan perlengkapan universal untuk mengelas struktur spasial yang besar dan kompleks.

Gambar 8-65. Perangkat pengencang (a) dan spacer (b):
1 - tuas utama;
2 - braket;
3 - kacang;
4 - sekrup pengencang;
5 - tuas;
6 - sekrup penjepit;
7 - sekrup pengatur jarak;
8 - dasar;
9 - bantalan dorong
Untuk perakitan dan pengelasan struktur lembaran datar digunakan dudukan elektromagnetik, yang merupakan tempat tidur datar atau melengkung dengan elektromagnet internal, di antaranya terdapat bantalan fluks-tembaga atau fluks dengan penjepit pneumatik. Elektromagnet yang terletak di sepanjang jahitan dengan kuat menarik tepi lembaran yang disambung ke dudukan rakitan dan merasakan reaksi dari tekanan bantalan fluks. Lokasi magnet dan bantalan fluks ditentukan oleh pemotongan lembaran dan jumlahnya di bagian tersebut.
dalam gambar. 8-66 menunjukkan jig dengan klem sekrup yang digunakan untuk merakit elemen bagian I setinggi 400-1800 mm. Pengelasan elemen dalam jig ini dilakukan oleh traktor las elektroda miring.
![]()
Beras. 8-66. Jig las balok
Setiap tukang las tahu bahwa untuk pekerjaan yang berkualitas, perlu untuk mempersiapkannya dengan benar. Berbagai perangkat pengelasan akan membantu memasang dan mengamankan seluruh struktur dan bagian individual dengan benar. Kualitas akhir pekerjaan Anda secara langsung tergantung pada ini. Tetapi tidak selalu mungkin untuk mengambil perangkat yang sudah jadi, atau saat ini lebih mudah untuk melakukan atau memperbaiki sendiri daripada mencari di suatu tempat.
- Instalasi;
- Pengancing.
Perangkat pengaturan dirancang untuk memasang bagian-bagian di posisi yang persis sama di mana mereka akan berada dalam pekerjaan akhir. Tergantung pada fungsi dan desainnya, mereka dibagi menjadi pemberhentian, kotak, prisma, templat.
Perangkat pengencang dirancang untuk mengamankan bagian pada posisi yang diinginkan, di mana pergeseran atau deformasi yang tidak disengaja tidak diperbolehkan. Perangkat tersebut termasuk klem, klem, klem, ikatan dan spacer.
Lakukan sendiri
Beberapa alat yang digunakan mandor pada saat pekerjaan pengelasan cukup sering putus atau memiliki fungsi yang salah. Ya, sebagian besar barang dapat dibeli di toko, tetapi terkadang lebih mudah untuk melakukannya sendiri dan terutama apa yang Anda butuhkan.
Pemegang elektroda
Untuk membuat dudukan elektroda buatan sendiri, Anda perlu mengambil tiga potong kawat, masing-masing sepuluh sentimeter, dengan diameter delapan milimeter. Tekuk keduanya ke samping (akan terlihat seperti garpu) sehingga bagian-bagian kawat diarahkan ke arah yang berlawanan (kiri dan kanan). Kawat yang tersisa harus ditempatkan di antara mereka, ditekuk ke arah atas dari sisi sambungan dengan batang logam, hingga kira-kira 0,5 panjangnya. Pertama-tama, bagian samping disita dengan pengelasan, kemudian bagian tengah diterapkan, lalu semuanya akhirnya dilas. Anda mungkin perlu menambahkan gulungan ekstra ke kawat agar tidak terlalu panas.
klem
Penjepit adalah perangkat pemasangan. Kebutuhan untuk membuatnya sendiri mungkin karena kekuatan model-model yang dijual di toko-toko tidak mencukupi. Misalnya, saat mengelas kayu keras atau benda logam lainnya, diperlukan klem yang cukup kuat. Dan model toko mungkin tidak tahan terhadap beban yang diperlukan.
Untuk pembuatan Anda akan membutuhkan:
- Lembaran baja setebal 10 milimeter;
- Tiga kacang;
- Mesin cuci berdiameter besar;
- Pipa dengan ulir eksternal seukuran mur.
Proses pembuatan:
- Potong strip dengan sisi 50 cm dan 4 cm dari lembaran baja;
- Potong strip untuk pegangan statis di bagian bawah dengan panjang 25 cm;
- Potong bilah geser sepanjang 10 cm;
- Untuk menempelkan bagian yang dapat digerakkan, potong dua persegi panjang masing-masing 5 cm;
- Potong bagian untuk menopang pada bagian statis klem (1);
- Las bagian bantu ke dasar klem. Mereka harus membentuk huruf G di antara mereka sendiri;
- Las bagian (1) rata di tepi pendek;
- Las tiga mur bersama-sama;
- Mesin cuci las satu sama lain;
- Las mur dengan ujung dalam kaitannya dengan bagian yang dapat digerakkan sehingga batang yang disekrup berjalan sejajar dengan dasar klem itu sendiri;
- Jika perlu, pegangan dapat dipasang ke batang, mengamankannya dengan mur di atasnya;
- Bagian las di sepanjang tepi luar;
- Tempel di antara bagian penjepit;
- Las di sepanjang tepi bagian dalam dengan memasang palang;
- Las mesin cuci di tepi batang.
Untuk perakitan, Anda dapat menggunakan batang dari penjepit toko, jika tersedia.
Penjepit sudut, seperti yang biasa, mengamankan bagian-bagian untuk pengelasan berikutnya. Namun, bagian dari produk tidak selalu harus lurus. Terkadang di sudut. Untuk saat-saat seperti itulah penjepit sudut harus ada di gudang tukang las. Mereka dijual di toko-toko tetapi memiliki kelemahan yang sama. Anda dapat dengan mudah membuat alat las sudut kanan sendiri. Kumpulan bahannya sama dengan klem konvensional, ditambah mur dan stud.

Pengelasan elektroda yang tidak dapat dikonsumsi
Peralatan untuk menghubungkan kabel logam, memutar, atau membuat termokopel cukup sering dibuat secara mandiri dengan tangan Anda sendiri. Tetapi harus diingat bahwa harga produk jadi yang dibeli di toko mungkin lebih rendah daripada jumlah total semua komponen jika dibeli. Namun, sebagai suatu peraturan, suku cadang juga dapat ditemukan selama pembongkaran, atau mungkin dapat diperoleh dengan membongkar peralatan lama.
Untuk pembuatan perangkat, Anda memerlukan satu transformator untuk 20-50 V, empat kabel penghubung (dua untuk koneksi, untuk menghubungkan elektroda dan menghubungkan ke jaringan). Elektroda dapat berupa grafit, yang dapat diperoleh dengan mudah dengan melepaskan batang dari pensil. Apa pun yang dapat Anda sesuaikan cocok untuk peran pemegangnya.
Perakitan perangkat tersebut dilakukan sesuai dengan skema standar, yang dapat dengan mudah ditemukan di banyak sumber dan, pada umumnya, terdiri dari koneksi kabel yang benar dan mengemas semuanya ke dalam kasing.
Pembenaran
Varian perlengkapan las buatan sendiri dapat dan memiliki aplikasi praktis dalam pekerjaan nyata. Namun, harus diingat bahwa disarankan untuk membuat mekanisme pemasangan sendiri atau perangkat lain. Anda harus memahami dengan jelas apa yang ingin Anda capai: peningkatan kekuatan, kekakuan fiksasi yang lebih tinggi, atau buat opsi senyaman mungkin.
Lampiran las memungkinkan Anda melakukan pekerjaan berkualitas dengan cepat. Dan semakin nyaman Anda membuat atau memilih alat, semakin cepat Anda akan mencapai kualitas pekerjaan yang diperlukan.
Bergantung pada jenis struktur rakitan, tukang las perlu terus-menerus memantau penahan ukuran. Ini termasuk: kepatuhan dengan kesetaraan diagonal, jarak antara sumbu (tiang), bidang memanjang dan melintang, sudut-sudut elemen individu yang tidak termasuk dalam perimeter utama. Jika Anda melewatkan salah satu indikator yang terdaftar, maka desain akan menjadi cacat dan produk harus dibuat ulang. Untuk melakukan pekerjaan monoton dengan cepat, perangkat pengelasan praktis telah dibuat, yang memastikan fiksasi struktur pada posisi yang diinginkan, dengan mengamati dimensi yang telah ditentukan. Ini mengoptimalkan seluruh proses dan memungkinkan lebih banyak produk berkualitas diproduksi dalam waktu yang lebih singkat.
Konduktor adalah perlengkapan perakitan dan pengelasan yang digunakan dalam pembuatan penghangat handuk, pola besi tempa yang rumit, dan kusen pintu dari brankas industri.
Struktur logam memiliki dua penyangga berbentuk kerucut di sisinya, di antaranya bidang yang berputar dipasang. Yang terakhir memiliki balok memanjang yang dapat disesuaikan, dengan sejumlah klem sekrup. Berkat banyak lubang di balok, klem dapat dipasang sepanjang panjangnya, tergantung pada ukuran produk. Berkat perceraian atau pengurangan balok itu sendiri, lebar struktur rakitan disesuaikan.

Berkat konduktor untuk pengelasan, jarak antara sisi produk, bidang memanjang dan melintang, segera diatur dan dipertahankan. Tukang las hanya memeriksa diagonal, dan Anda dapat mulai bekerja. Perangkat berputar, sehingga ada akses mudah untuk mengelas baik jahitan eksternal maupun internal. Untuk memperbaiki kemiringan selama rotasi, digunakan lingkaran dengan banyak lubang di satu sisi bidang. Penekanan dimasukkan ke dalamnya. Mekanisme yang lebih kompleks termasuk motor listrik dan gearbox.
Mekanisme geser konduktor memungkinkannya digunakan sebagai alat universal untuk mengelas barang besar dan kecil. Saat bekerja dengan baja tahan karat Untuk mencegah goresan dari klem sekrup, yang terakhir dilengkapi dengan stiker kempa pada "bibir", dan massa disiarkan langsung ke produk. Perangkat konduktor semacam itu dapat dirakit sendiri dari pipa profil. Anda akan membutuhkan bantalan dan baut panjang untuk mengamankan bagian yang bergerak.
Template
Perlengkapan sudut kanan yang lebih sederhana dipasang dalam bentuk templat pada permukaan yang rata. Sudut yang tepat dari produk masa depan ditentukan sebelumnya. Ini dilakukan dengan mengelas stop, dua di setiap sisi sudut. Elemen yang dilas diletakkan di templat, paku payung dan pengelasan dibuat.
Versi "lanjutan" dari templat memiliki penahan lipat untuk memfasilitasi pelepasan struktur yang dilas. Untuk mencegah produk dari memimpin saat terkena suhu tinggi busur las, alih-alih berhenti di satu sisi, klem sekrup ditambahkan, yang dengan kaku memperbaiki sisi-sisi di templat dan tidak membiarkannya naik. Setelah akhir pengelasan, sekrup dilonggarkan dan struktur dapat dilepas dengan bebas. Jadi, Anda dapat mengelas pada pipa profil sudut, sudut dengan lebar rak yang berbeda. Lebih mudah dalam produksi bingkai untuk pintu dan gerbang.
Sentralisasi
Tidak banyak yang mengelas perakitan. Fitur utama bekerja dengan bagian-bagian tersebut adalah untuk memastikan keselarasan sisi. Jika perbedaannya lebih dari 1,5 mm, maka akan terlihat dengan mata telanjang. Pada produk kritis, di mana penampilan estetika penting, ini tidak dapat diterima.

Centralizer menyatukan sisi-sisi yang akan dilas, menyelaraskannya terutama di sepanjang bagian atas dan bawah, atau di sekitar seluruh keliling. Mereka adalah sekrup, yang ketebalannya mencapai semua sisi pipa, dan menjepit - dengan kaki setengah lingkaran. Peralatan memusatkan pipa dan pengelasan berlangsung. Setelah itu adaptasi dihapus.
Penemuan magnetik
Mereka sangat memudahkan pemasangan sisi produk pada posisi yang diinginkan. Yang paling sederhana adalah kotak magnet. Ini dengan kaku memperbaiki dua bagian produk karena kekuatan tarik-menarik, dan menetapkan sudut 90 derajat di antara keduanya. Ada versi perangkat yang lebih universal, di mana derajat yang berbeda ditetapkan. Dengan cara ini Anda dapat mengelas sisi pada sudut yang tajam dan tumpul.

Bahkan penemuan yang lebih serbaguna dengan frekuensi magnetik memungkinkan Anda untuk memegang elemen logam dan menempelkannya ke kedua sisi permukaan. Ini sangat membantu ketika tidak ada cukup tangan ketiga, dan tidak ada yang membantu. Perangkat las buatan sendiri dengan fungsi serupa dapat dibuat dari dua kotak logam berukuran 30 x 30 mm, yang masing-masing dipasangi satu magnet. Pada kotak "telinga" dilas yang, melalui sambungan baut, dua atau lebih "siku" dapat dipasang (strip logam dengan ketebalan dinding 3 mm, dan dimensi 100 x 20 mm). Penemuan semacam itu dapat ditekuk dan dikembangkan sesuai keinginan. Di satu sisi, itu akan menempel pada produk utama, dan di sisi lain, itu akan mencengkeram dan menahan elemen yang dilas.
Perangkat penjepit dan geser
Di antara perangkat las, ada banyak pembantu kecil yang menyediakan fiksasi, konvergensi, atau penyebaran bagian untuk pengelasan. Berikut adalah yang utama.
Penjepit
Ini adalah bingkai berbentuk C, di salah satu ujungnya ada "bibir" untuk mencengkeram produk, dan di ujung lainnya ada pemberhentian yang bergerak. Dengan perangkat ini, lembaran ditekan ke alas, mengamati bidang umum produk. Penghenti bergerak pada sekrup atau mekanisme cam di sepanjang rak bergigi. Opsi terakhir lebih praktis, karena menghemat waktu geser untuk ketebalan struktur yang berbeda. Tenggorokan (ukuran rangka-C) bisa kecil atau besar, tergantung pada dimensi bahan yang akan dilas.
Gon
Elemen termudah untuk membantu Anda mengatur 90 derajat antara pipa berbentuk adalah persegi. Jika manipulasi dilakukan secara teratur yang memerlukan pemasangan cepat 90 derajat dan memperbaiki posisi, maka Anda dapat membuat struktur sederhana untuk pengelasan dengan tangan Anda sendiri. Anda akan membutuhkan dua klem, "bibir" tetap yang dilas dari bawah ke potongan logam. Di atas strip, dua sudut kecil terpasang. Dengan bantuan bujur sangkar, derajat yang diinginkan diatur dan mereka tersiram air panas. Ini adalah perhentian. Tidak perlu mendekatkan sudut satu sama lain untuk menjaga akses ke las fillet pada produk masa depan.
Spacer
Untuk memeras sisi struktur yang kendur, perangkat yang diperluas digunakan. Ini bisa berupa tepi lembaran samping, menyimpang di bidang, atau sisi cekung dari sambungan berkapasitas besar. Untuk membawa ujung-ujungnya ke satu bidang, sebuah silinder digunakan, di mana benang kasar dipotong. Baut besar disekrup ke tepinya, dan stop dipasang pada tutupnya, yang bentuknya sesuai dengan bagian dalam produk (jika tangki memiliki dinding yang halus, maka stopnya rata, jika dinding tangkinya bulat , maka pemberhentian dibulatkan). Silinder memiliki beberapa lubang untuk pemasangan dan rotasi tuas. Dalam hal ini, baut dibuka dan panjang total perangkat bertambah. Ini mendorong sisi yang kendur ke luar ke tingkat yang diperlukan. Jika panjang spacer tidak cukup, sisipan kayu ditempatkan di bawah salah satu pemberhentian.
klem
Terkadang, Anda harus bekerja dengan sangat cepat, dan tidak ada waktu untuk menekan produk dengan klem. Jika ketebalan bagian yang akan dilas kecil, Anda dapat menggunakan klem. Ini adalah cakar kecil dengan pegas yang menarik kedua bagian. "Bibir" perangkat semacam itu bisa lebar atau melengkung, untuk produk tertentu. Mereka memiliki rentang kecil untuk menyesuaikan lebar kerja, tetapi tidak seperti klem, mereka diatur dalam satu detik.
Screed
Ketika diperlukan untuk membawa sisi di sepanjang garis sambungan untuk memasak tanpa celah besar, maka screed digunakan. Dalam hal produk datar, itu bisa berupa dua sudut dengan lubang, yang saling berhimpitan dan menyatukan sisi-sisinya dengan baut panjang, mengencangkan mur. Perangkat akan sepenuhnya menyadari efek pengencangannya jika baut memiliki ulir panjang (di bawah kepala). Jika struktur memiliki sisi yang dapat Anda kaitkan, maka alih-alih mengelas sudutnya, kait dengan lubang di bagian atas digunakan.
Berbagai aksesoris membuat proses pengelasan menjadi lebih mudah dan cepat. Dengan membuat elemen-elemen ini sendiri, Anda dapat menghemat jumlah tertentu.
Semua perangkat pengelasan dibagi menjadi dua kelompok: pemasangan dan pengaturan. Ada juga perangkat universal yang melakukan kedua fungsi tersebut.
Elemen instalasi
Perangkat instalasi termasuk perangkat yang tujuannya adalah untuk memperbaiki bagian-bagian di tempat tertentu, dengan cara yang harus dilihat pada akhir pengelasan.
Elemen instalasi berbeda satu sama lain dalam desain dan fitur fungsional. Ini termasuk:
- persegi;
- Sampel;
- tekanan;
- prisma.
Templat adalah alat yang membantu merakit elemen yang terhubung tanpa tanda tambahan, dan memperbaikinya tanpa menggunakan klem.
Berhenti dirancang untuk mengamankan bagian yang akan dilas ke dasar. Ada beberapa jenis perangkat: lipat, dapat dilepas, berhenti permanen. Bagian permanen paling sering adalah batang atau pelat. Jika perlu untuk menghentikan sementara, maka dalam hal ini, struktur yang dapat dilepas atau dilipat digunakan.
Kotak adalah perangkat yang sangat diperlukan ketika diperlukan untuk memasang bagian pada suatu sudut. Yang paling fungsional adalah perangkat putar.
Pengelasan elemen silinder jarang lengkap tanpa prisma yang memperbaiki bagian-bagian pada posisi yang diinginkan.
Bagian penahan
Perangkat pengikat adalah perangkat yang berfungsi untuk fiksasi bagian yang andal, yang menghilangkan pergeseran, deformasi, dan pendinginan elemen selama pengelasan. Ini termasuk:
- penjepit;
- penjepit;
- penjepit;
- pengatur jarak;
- screed.
Klem penjepit cepat adalah salah satu elemen pengikat paling umum saat bekerja dengan logam. Bagian tersebut memiliki berbagai bentuk dan dimensi. Ukuran penjepit dapat disesuaikan atau permanen.
Dengan bantuan penjepit las, bagian tersebut dengan mudah dan aman dipasang pada posisi tertentu. Keuntungannya adalah kesederhanaan proses: elemen diikat menggunakan pegangan yang dilengkapi dengan penjepit.
Ada beberapa jenis perangkat penjepit: tuas, eksentrik, baji, pegas, penjepit sekrup. Model terbaru paling laris saat melakukan pekerjaan pengelasan.
Dasi digunakan untuk menghubungkan dan memperbaiki produk berukuran besar. Ada beberapa cara untuk mengencangkan dengan screed.
Spacer berfungsi untuk menyelaraskan semua sambungan, memberi mereka bentuk yang diperlukan, dan memperbaiki cacat.
Yang paling nyaman untuk pekerjaan pengelasan adalah perangkat universal yang memiliki fungsi pemasangan dan pemasangan. Prinsip pengoperasian perangkat tersebut mudah dan sederhana: bagian yang diinginkan dimasukkan ke dalam produk, setelah itu eksentrik dan sekrup dikencangkan dengan erat.
Kerugian utama dari alat bantu adalah fakta bahwa mereka cepat aus dan sering pecah. Untuk mengurangi biaya yang terkait dengan pembelian perangkat, Anda dapat mencoba membuat perlengkapan las sendiri. Apalagi hal ini tidak sulit untuk dilakukan.
Pembuatan penjepit
Penjepit, alat pengikat yang digunakan dalam pengelasan, juga digunakan dalam pekerjaan tukang kunci, pertukangan, pembubutan. Ini membutuhkan kekuatan pengencang yang berbeda. Misalnya, untuk menghubungkan pipa logam Anda membutuhkan klem yang dapat menahan beban berat. Perlengkapan yang dibeli di toko tidak cukup andal, jadi tukang las sering menggunakan perlengkapan las buatan sendiri.
Tidak sulit untuk membuat klem, Anda perlu:
- lembaran baja, yang ketebalannya sekitar 10 mm;
- kacang - 3 buah;
- mesin cuci dengan diameter besar - 4-5 pcs.;
- pipa yang dilengkapi dengan ulir luar yang sesuai dengan ukuran mur.
Selama pembuatan perangkat, perlu untuk mematuhi algoritma tertentu. Diagram fixture akan sangat memudahkan perakitannya:
Strip dipotong dari selembar baja, yang lebarnya 40 mm, dan panjangnya memiliki arti yang berbeda:
- panjang 500 mm untuk alasnya;
- panjang 250 mm untuk penahan statis di bagian bawah struktur;
- panjang 100 mm untuk membuat batang geser.
Selanjutnya, Anda harus memotong dua persegi panjang 50 mm (A), yang berfungsi untuk mengencangkan elemen bergerak, dan bagian (B), yang memberikan penekanan pada bagian statis produk. Selanjutnya, perangkat tambahan harus dilas ke dasar penjepit, setelah menerima berbentuk L. Pasang bagian B ke tepi pendek. Tiga mur dilas menjadi satu. Mesin cuci juga dilas bersama.
Selanjutnya, Anda harus meletakkan mur dengan ujung ke elemen bergerak dan mengelas sehingga batang yang akan disekrup sejajar dengan bagian utama penjepit. Batang dapat diperoleh dari perlengkapan yang dibeli sebelumnya. Untuk itu, jika perlu, ditambahkan gagang kayu yang diikat dengan mur.
Lasan dibuat di sepanjang tepi luar komponen A, di antaranya strip penjepit dimasukkan. Selanjutnya, elemen bergerak dilekatkan ke tepi bagian dalam bagian A dan pengelasan dilakukan. Akhirnya, ring datar dilas ke tepi batang logam.
Produk yang dihasilkan akan memungkinkan Anda untuk mempertahankan struktur pipa logam yang cukup besar tanpa geser, pecah, dan miring.
Pengelasan pada sudut 90 °
Diagram pemasangan magnet: 
Magnet las yang menahan pipa yang akan disambung pada sudut 90 ° dirancang untuk memudahkan pekerjaan pengelasan. Tetapi bagaimana cara membuat jahitan yang rapi jika perangkat seperti itu tidak ada? Untuk ini, Anda perlu mengambil:
- lembaran logam persegi dengan sisi 20-25 cm;
- bagian dari pipa dengan bagian persegi;
- baut kecil dengan mur - 3 pcs.;
- baut dengan diameter 4 cm, mur - 3,5 cm;
- diameter silinder baja sekitar 5 mm;
- mesin las, bor, bor.
Dua potong pipa dengan panjang 20 cm dan 15 cm dilas ke kotak logam (di sudut, di sisi yang berlawanan).Selanjutnya, Anda perlu membuat beberapa elemen tambahan dari pipa-pipa ini: Berbentuk P, dari segmen panjang 10 cm; dan trapesium sama kaki (alas 11,5 dan 5,4 cm).
Semua perhitungan harus dilakukan dengan akurasi maksimum.
Klem dengan magnet permanen dirakit sesuai dengan urutan menghubungkan elemen. Mereka dengan sempurna memenuhi fungsi magnet yang dilas, yang merupakan produk yang cukup mahal untuk keperluan rumah tangga.
Tempat elektroda buatan sendiri adalah produk yang cukup umum yang memiliki banyak bentuk dan ukuran, tergantung pada jenis pekerjaannya: mengelas pipa besar atau menyolder kabel bengkok.
Tempat elektroda sederhana yang terbuat dari tabung d¾ ”: 
Para ahli merekomendasikan bahwa untuk pembuatan dudukan yang tahan lama dan andal untuk pengelasan pipa, buat dulu diagram yang memperhitungkan semua fitur produk. Anda dapat menghemat uang untuk peralatan dengan menghubungi bengkel sekolah, yang biasanya dilengkapi dengan mesin untuk threading dan pengeboran. Untuk perangkat las rumah tangga, disarankan untuk membuat rak di mana barang-barang kecil yang diperlukan untuk pengelasan akan disimpan.

