Untuk kategori:
Teknik Pengelasan Busur
Sambungan vertikal, horizontal, dan plafon
Lapisan vertikal (pantat dan sudut) dilakukan dalam arah dari bawah ke atas. Platform logam horisontal pada awalnya disiapkan dengan pengelasan dengan penampang yang sama dengan logam las yang diendapkan. Area ini dibuat oleh gerakan transversal elektroda dengan segitiga (Gbr. 1). Penetrasi pada akar jahitan dipastikan oleh penundaan pembakaran busur di tempat ini ketika elektroda bergerak dalam segitiga. Penetrasi terbesar dari akar jahitan dicapai ketika elektroda tegak lurus terhadap sumbu vertikal. Pembengkakan logam cair dicegah dengan memiringkan elektroda ke bawah, seperti yang ditunjukkan oleh garis putus-putus pada Gambar. 1, a, b.

Fig. 1. Posisi dan pergerakan elektroda saat pengelasan dalam posisi vertikal: a - butt welds dengan tepi bevel, b - fillet welds, c-welding searah dari atas ke bawah
Pengelasan lapisan vertikal elektroda berdiameter besar dan pada arus listrik tinggi sulit karena limpasan logam dan pembentukan jahitan yang buruk. Oleh karena itu, elektroda dengan diameter hingga 4 mm, jarang 5 mm, digunakan, dan arus pengelasan berkurang dibandingkan dengan pengelasan di posisi yang lebih rendah.
Pengelasan vertikal searah dari atas ke bawah (Gbr. 1, c) dimungkinkan dengan elektroda memberikan slag yang tipis. Logam di kolam las mengeras lebih cepat dan praktis tidak luntur. Untuk pengelasan vertikal dari atas ke bawah, elektroda dengan selulosa, lapisan plastik dari jenis organik digunakan (OZS -9, WCC -1, WCC -2; WCC -3, dll.). Kinerja pengelasan top-down lebih unggul daripada kinerja pengelasan bottom-up. Lapisan vertikal juga nyaman digunakan dengan elektroda dengan pelapis bertumpu pada tepi yang dilas.
Horisontal dan lapisan langit-langit lebih sulit dilakukan daripada yang vertikal (Gbr. 2). Ketika melakukan jahitan horisontal Pemotongan sering dibentuk di atas lembaran, dan ketika pengelasan di posisi langit-langit, penetrasi lengkap dari akar jahitan sulit. Dalam kedua kasus tersebut, pengelasan harus dilakukan dengan busur pendek dengan gerakan osilasi yang cukup cepat.
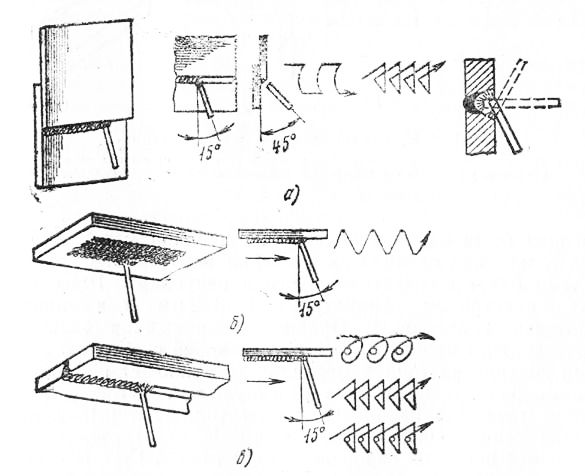
Fig. 2. Posisi dan gerakan elektroda selama pengelasan dalam posisi horisontal dan langit-langit: a - janda sudut horisontal, b-permukaan di posisi langit-langit, c - langit-langit butt weld
Logam dengan ketebalan lebih dari 8 mm dilas dengan lapisan multi-pass. Rol pertama pada akar jahitan horizontal diaplikasikan dengan elektroda dengan diameter 4 mm, dan yang berikutnya dengan diameter 5 mm. Rol pertama pada akar sambungan plafon dibuat dengan elektroda dengan diameter 3 mm, dan berikutnya dengan diameter tidak lebih dari 4 mm. Rol pelipit horizontal dan langit-langit mudah digunakan dengan elektroda dengan penopang pelapis. Saat melakukan sambungan plafon, gas yang dilepaskan selama pengelasan dengan elektroda berlapis akan naik dan dapat tetap berada di sambungan. Oleh karena itu, untuk pengelasan dalam posisi langit-langit, elektroda yang dikeringkan dengan baik harus digunakan, memberikan terak kecil.
Lapisan las pada posisi vertikal jauh lebih sulit daripada las pada posisi yang lebih rendah, karena logam cair cenderung mengalir keluar dari kolam las. Untuk mengurangi volume logam cair dalam bak saat pengelasan jahitan vertikal, kekuatan arus pengelasan berkurang 10-15% dibandingkan dengan pengelasan pada posisi lebih rendah. Pengelasan selalu berupa busur pendek, yang berkontribusi terhadap transisi yang lebih baik dari logam cair elektroda ke dalam wadah cairan. Untuk menghindari kebocoran logam las dari kolam las, disarankan untuk memindahkan elektroda secara relatif cepat dari tengah lapisan ke samping dan ke atas. Ini berkontribusi pada pembentukan jahitan yang cepat.
Ada dua cara untuk mengelas sambungan vertikal: bawah ke atas dan atas ke bawah. Yang paling umum adalah metode pertama.
Gambar 52. Pengelasan lasan filet menjadi "perahu"
Pengelasan top-down digunakan saat menghubungkan lembaran tipis. Saat melakukan pelipisan vertikal "dari atas ke bawah," kegagalan total tidak diperoleh.
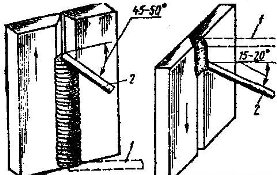
Teknik pengelasan jahitan vertikal “dari bawah ke atas” adalah sebagai berikut. Pertama-tama, perlu untuk memposisikan elektroda dengan benar terhadap bidang jahitan. Saat pengelasan dengan elektroda dengan lapisan tipis (Gbr. 53, a), sudut kemiringan diambil dalam 15-20 °; saat pengelasan dengan elektroda berlapis tebal (Gbr. 53, b), kemiringan elektroda ke garis horizontal harus sekitar 45-50 °. Kemiringan besar elektroda dengan lapisan tebal diperlukan untuk memastikan drainase terak yang lebih mudah dari bak dan untuk mempertahankan logam cair.
Busur menyala pada titik terendah dari jahitan, dan setelah pembentukan bak dengan logam cair, ujung elektroda, dengan busur sesingkat mungkin, dialihkan ke kanan atau kiri dan agak ke atas. Dengan gerakan elektroda ini, partikel logam cair dibiarkan membeku dengan cepat dan membentuk semacam ambang batas yang diperlukan untuk menunda tetes berikutnya dari logam cair. Gerakan elektroda diulang, dan logam las mengambil bentuk jahitan. Aktif lapisan vertikal timbangan lebih jelas, dan atas dasar ini, lapisan vertikal berbeda dari bawah.

Gambar 53. Gbr.54. Posisi elektroda saat pengelasan jahitan vertikal dengan metode "bawah ke atas"; atas ke bawah
Saat mengelas lapisan vertikal dari atas ke bawah, elektroda tegak lurus terhadap permukaan yang dilas. Setelah eksitasi busur dan pembentukan tetes pertama dari logam cair, elektroda dimiringkan ke bawah (Gbr. 54), sambil terus melelehkan logam tidak mulia. Secara bertahap memberi makan elektroda dan mempertahankan busur pendek, perlu untuk mencegah logam menetes dengan ujung elektroda, dan dengan menariknya ke samping dan ke bawah, ini membantu untuk memantapkan tetesan yang disimpan dan membentuk sebuah jahitan.
Dengan kedua metode pembuatan lapisan vertikal, elektroda harus diberi tahu tentang gerakan osilasi transversal. Dalam hal ini, perlu untuk memilih jalur elektroda semacam itu di mana pergerakan sepanjang lapisan akan terjadi tanpa konsentrasi panas yang lama di satu tempat.
Saat pengelasan dari atas ke bawah mengurangi ukuran bak mandi dengan logam cair, kekuatan arus pengelasan dan diameter elektroda harus ditetapkan sedikit kurang dari saat pengelasan dari bawah ke atas. Saat melakukan lasan butt vertikal dengan lekukan tepi berbentuk-X dan berbentuk X, serta pelipit roller, urutan pengelasan, multilayer, penetrasi bagian atas sudut dilakukan mirip dengan pengelasan pelipit bawah.
Judul artikel mengungkapkan kontennya. Artikel terakhir, di samping itu, menjelaskan cacat yang muncul dalam proses pengelasan listrik, dan metode untuk eliminasi mereka.
Sebelum mulai mempelajari teknologi untuk melakukan pengelasan vertikal, kami sarankan Anda membiasakan diri dengan artikel di atas (masalah yang dibahas di dalamnya tidak akan diulang di sini). Jika pertanyaan tambahan muncul (misalnya, terkait dengan mesin las, masker, elektroda, dll.), Maka sebaiknya gunakan layanan "Pencarian Situs". Anda dapat mengajukan pertanyaan di bagian "Komentar" dan administrasi situs pasti akan memberikan jawaban dalam waktu dekat.
Pidato Umum Pendahuluan
Sebelum pengelasan bagian, perlu untuk mempersiapkan logam. Edging dilakukan sesuai dengan ketebalan bagian yang akan dilas dan jenis sambungan. Bagian yang disiapkan diperbaiki dalam pengaturan timbal balik yang diperlukan (ditentukan oleh dokumentasi desain). Untuk melakukan ini, mereka dihubungkan dengan jahitan melintang pendek ("paku payung") dengan peningkatan beberapa puluh milimeter. Genggaman tidak memungkinkan bagian bergerak relatif satu sama lain.
Selama pengelasan bagian dengan jahitan vertikal, logam cair dari kolam las, di bawah aksi beratnya sendiri, akan meluncur ke bawah. Untuk menghindari merobek tetesan, gunakan busur sesingkat mungkin. Untuk mencapai ini, perlu untuk membawa ujung elektroda sedekat mungkin ke kolam las. Jika elektroda las tidak lengket digunakan, maka itu harus didukung pada salah satu bagian yang akan dilas.
Jahitan vertikal dapat dimasak "dari atas ke bawah" atau "dari bawah ke atas".
Jahitan vertikal "bottom-up"
Perhatikan bahwa lebih mudah untuk mengelas jahitan vertikal dengan pengelasan listrik dengan gerakan elektroda dari bawah ke atas. Hal ini disebabkan oleh fakta bahwa dalam hal ini busur listrik "mendorong" kolam las ke atas dan mencegahnya turun ke bawah. Ini sangat memudahkan untuk mendapatkan jahitan berkualitas tinggi. Desain lasan seperti itu ditunjukkan pada gambar.
Video berikut menunjukkan cara memasak lapisan vertikal dengan pengelasan listrik dengan gerakan elektroda "dari bawah ke atas tanpa pemisahan." Teknik untuk membuat roller pendek ditunjukkan:
- gerakan elektroda hanya terjadi naik dan turun;
- tidak ada perpindahan horisontal.
Hasilnya, jahitan yang sangat rata diperoleh.
Video berikutnya menunjukkan cara memasak jahitan vertikal dengan pengelasan listrik dengan gerakan elektroda "dari bawah ke atas dengan celah." Teknik teknologi semacam itu mungkin lebih nyaman bagi pemula, karena logam berhasil mendingin selama detasemen elektroda las. Untuk kesederhanaan, itu diperbolehkan untuk meletakkan elektroda di rak kawah yang dilas. Dalam video yang sama, ada banyak tips umum yang berguna untuk tukang las. Misalnya, efek arus pada bentuk jahitan ditampilkan. Secara umum, arus pengelasan harus 5 ... 10 A kurang dari yang direkomendasikan untuk jenis elektroda yang dipilih dan ketebalan logam. Tetapi, seperti yang ditunjukkan dalam video, ini tidak selalu benar dan ditentukan terutama secara eksperimental.
Jahitan vertikal "top-down"
Pengelasan dengan gerakan elektroda "dari atas ke bawah" digunakan saat menghubungkan lembaran logam tipis. Saat mengelas dengan cara ini, panaskan busur pengelasan cenderung ke atas (tanpa memanaskan kolam las). Oleh karena itu, untuk mendapatkan penetrasi yang baik dari lasan, arus harus diatur ke nilai yang sedikit lebih besar (pada 5 ... 10A) daripada saat pengelasan dengan gerakan elektroda dari bawah ke atas.
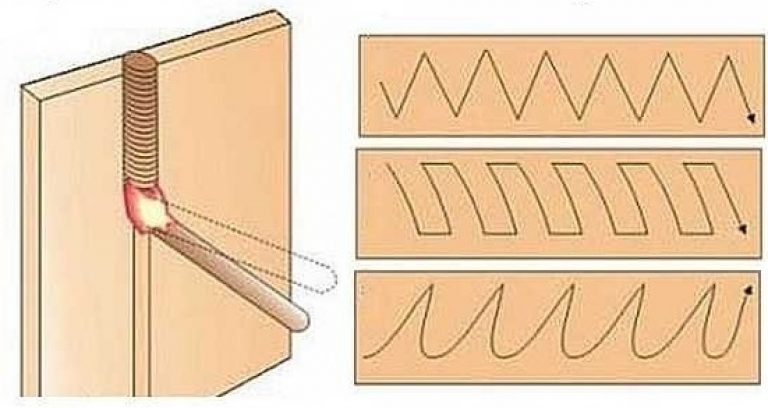
Teknik pengelasan top-down jauh lebih rumit dari yang sebelumnya, dan oleh karena itu kami akan membahasnya lebih detail. Saat melakukan jahitan vertikal dengan gerakan elektroda "top-down", tegak lurus terhadap permukaan yang akan dilas. Setelah penyalaan busur dan pembentukan tetes logam cair pertama, ia dimiringkan dan logam dasar terus meleleh. Perlahan menggerakkan elektroda (dan terus mempertahankan busur pendek) dengan ujungnya harus mencegah logam mengalir dari kolam las. Pada saat yang sama, ujungnya harus dibawa ke samping dan ke bawah, mis., Perlu untuk melakukan gerakan osilasi melintang. Ini akan berkontribusi pada solidifikasi tetesan yang diendapkan dan pembentukan jahitan. Dalam hal ini, konsentrasi panas yang berkepanjangan di satu tempat seharusnya tidak diperbolehkan.
Cacat las
Saat melakukan pekerjaan pengelasan, cacat (terutama untuk tukang las pemula) dimungkinkan lasan. Selain itu, beberapa dari mereka sangat kritis, beberapa tidak. Kami cukup memperhatikan topik ini di situs dan kami tidak akan mengulanginya sekarang.
Sekarang kita akan fokus hanya pada cacat yang merupakan karakteristik dari sambungan vertikal. Mereka muncul ketika kekuatan dan ukuran busur saat ini salah dipilih. Tabel menunjukkan penampilan skematis mereka dan penyebab yang menyebabkannya.
Jenis cacat lain yang terjadi selama pengelasan listrik, dan metode untuk menghilangkannya dapat ditemukan dalam artikel. Sebagai kesimpulan, kami sarankan menonton video lain pada pengelasan vertikal. Semoga sukses!
Jahitan bawah horisontal dapat dibuat bahkan oleh tukang las pemula. Dengan operasi ini, pelatihan pengelasan dimulai. Mengelas jahitan vertikal sedikit lebih rumit. Setelah menguasai operasi ini, Anda dapat mengklaim gelar spesialis berpengalaman.
Dalam artikel ini, kami menjelaskan fitur-fitur implementasi dari proses pertama dan kedua. Jika Anda menggunakan tips kami, maka pengelasan jahitan vertikal dan horizontal tidak akan menyebabkan Anda sedikit kesulitan. Bagaimanapun, pada umumnya, kedua operasi ini cukup mudah untuk dikuasai, bahkan dengan pengetahuan yang minim dan pengalaman yang relatif sedikit dalam pengelasan. Lagi pula, tukang las pemula, dulu, semuanya.
Pengelasan horisontal
Pengelasan lapisan horizontal adalah operasi teknologi yang sederhana dan kompleks. Memang, selain lapisan bawah, yang dimasak relatif mudah, ada juga lapisan atas (langit-langit) yang hanya bisa dibuat oleh spesialis berpengalaman.
Selain itu, dalam kasus pertama dan kedua, proses pembentukan jahitan dipersulit oleh gravitasi. Dari lapisan bawah, logam mengalir menuju tepi bawah, dan gelembung hidrogen yang berkurang naik dari bawah ke permukaan, membentuk permukaan busa. Dari lapisan atas, logam hanya menetes, kadang-kadang langsung ke tukang las, dan aerosol gas menembus roller permukaan dari bawah ke atas.
Oleh karena itu, pengelasan jahitan horizontal memerlukan ketangkasan tertentu, mata yang baik dan pemahaman tentang esensi manipulasi yang dilakukan.
Teknik Pengelasan Horisontal
 Pengelasan dalam posisi horizontal dari jahitan dilakukan pada busur "pendek", "sedang" atau arus lemah. Selain itu, perhatian khusus diberikan pada lokasi elektroda, baik relatif terhadap bidang bagian yang akan disambungkan, dan relatif terhadap sumbu pusat dari rol yang terbentuk.
Pengelasan dalam posisi horizontal dari jahitan dilakukan pada busur "pendek", "sedang" atau arus lemah. Selain itu, perhatian khusus diberikan pada lokasi elektroda, baik relatif terhadap bidang bagian yang akan disambungkan, dan relatif terhadap sumbu pusat dari rol yang terbentuk.
Nah, dalam praktiknya, teknik pengelasan adalah sebagai berikut:
- Manik las pertama dibentuk pada busur pendek. Seperlima elektroda bergerak di sepanjang garis persimpangan, tanpa osilasi di bidang transversal. Sudut sumbu elektroda ke sumbu rol adalah 80 derajat. Sudut ini menjamin penetrasi sambungan ke kedalaman maksimum dan keluarnya sebagian besar terak ke permukaan permukaan. Selain itu, jika Anda menempatkan elektroda "sudut ke depan", maka kedalaman pengendapan akan meningkat, dan jika "sudut ke belakang", maka itu akan berkurang sesuai.
- Manik las kedua terbentuk pada nilai rata-rata arus pengelasan, menggerakkan "sudut ke depan" elektroda tanpa getaran melintang, hanya di sepanjang garis persimpangan. Lebar bagian, tentu saja, akan meningkat, sehingga rol kedua dimasak dengan elektroda dengan diameter lebih besar.
- Manik las ketiga diletakkan di antara bidang atas kedua dan tepi antarmuka. Selain itu, jika rol kedua muncul dengan tonjolan, maka "perahu" antara rol sebelumnya dan dinding partisi diisi dengan lapisan ketiga. Nah, jika roller kedua ternyata normal, mengisi seluruh bidang separasi, maka lapisan ketiga terbentuk dalam dua lintasan, meletakkan roller di sepanjang tepi kiri dan kanan.
- Ruang antara rol yang berdekatan dari lapisan ketiga diisi dengan permukaan keempat. Selain itu, jika jarak ini sama dengan diameter elektroda, maka rol keempat terbentuk dalam satu lintasan, tetapi jika lapisan permukaan sebelumnya berjarak terpisah pada jarak yang lebih besar, sambungan antara rol diisi menggunakan gerakan transversal dan longitudinal dari elektroda.
- Lapisan berikut ini dibentuk sesuai dengan prinsip yang sama dengan roller ketiga.
Pada saat yang sama, untuk mencegah kebocoran permukaan dari lasan, sepiring bahan tahan api, seperti asbes, harus ditempatkan di bawah tepi bawah. Dan ketika Anda mencapai batas atas dari bagian itu, ada baiknya menggandakan perhatian dan ketekunan Anda - sebagian besar cacat lapisan "terbentuk" pada saat ini.
Pengelasan vertikal
 Las busur pelipit vertikal diimplementasikan sangat berbeda dari teknologi (horisontal) sebelumnya. Memang, "musuh" abadi tukang las - gaya gravitasi - mengganggu proses pembentukan las dengan cara yang sama sekali berbeda: pengisi cair dan logam dasar mengalir ke bawah, di sepanjang garis las, aerosol gas terangkat (dalam arah yang sama).
Las busur pelipit vertikal diimplementasikan sangat berbeda dari teknologi (horisontal) sebelumnya. Memang, "musuh" abadi tukang las - gaya gravitasi - mengganggu proses pembentukan las dengan cara yang sama sekali berbeda: pengisi cair dan logam dasar mengalir ke bawah, di sepanjang garis las, aerosol gas terangkat (dalam arah yang sama).
Oleh karena itu, dalam proses pengelasan vertikal, nuansa berikut harus diperhitungkan:
- Pertama, Anda harus memahami bahwa logam cair mengalir ke bawah, menyebabkan penampilan kendur. Karena itu, rol sambungan horizontal harus tipis. Dan dalam proses pembentukannya, perpindahan elektroda yang melintang harus dihindari.
- Kedua, pengelasan pada posisi vertikal jahitan melibatkan pembentukan roller, yang dimensinya sebanding dengan diameter elektroda. Tentu saja, kelebihan ganda diperbolehkan (ketika rol lebih besar dari diameter elektroda, bahkan dengan mempertimbangkan dimensi lapisan), tetapi tidak lebih.
- Ketiga, kekuatan arus pengelasan harus maksimum, tetapi ketika memilih nilai-nilai tertentu, perlu untuk mengurangi risiko "melemahkan" logam dasar dengan busur yang terlalu kuat. Karena itu, kekuatan saat ini, bagaimanapun, tidak boleh mencapai maksimum.
- Keempat, sudut kemiringan elektroda (ke arah bidang benda kerja) harus setidaknya 80 derajat. Pada nilai yang lebih rendah, efek "puncak" muncul, yang mencegah peleburan logam utama. Dengan demikian, dengan menyesuaikan sudut kemiringan, dimungkinkan untuk mempengaruhi suhu dan kedalaman peleburan di zona kolam las. Sumbu dari roller (sambungan jahitan) dan elektroda harus sejajar satu sama lain.
- Kelima, lebar jahitan dikendalikan oleh kecepatan permukaan dan lintasan tumit elektroda. Dengan membuat gerakan bolak-balik ke atas dan ke bawah, Anda dapat memengaruhi lebar permukaan. Tetapi dalam hal ini, perlu untuk mempertahankan "sudut ke depan" kemiringan 80 derajat.
- Keenam, roller masuk ke bagian vertikal "rak". Artinya, setiap lapisan berikutnya didasarkan pada permukaan sebelumnya.
Pengelasan lapisan vertikal lebih rumit secara teknologi daripada bekerja di bidang horizontal. Logam cair sangat cair dan hanya mengapung karena gravitasi.
Pada artikel ini, kami akan mempertimbangkan metode dasar memasak lapisan vertikal, dan juga memberi tahu Anda dengan peralatan apa yang lebih mudah untuk melakukan pekerjaan seperti itu.
Masalah pengelasan vertikal
Proses pengelasan terdiri dari peleburan bagian logam yang saling berhubungan setelah pendinginan. Dengan jenis pengelasan horizontal, semuanya sederhana, hal utama adalah mempelajari cara membakar busur dan memimpin jahitan dengan benar. Tapi bagaimana dengan tampilan vertikal? Di bawah pengaruh tarik-menarik, logam terus mengalir dan sangat sulit untuk mengendalikan kolam las. Hasilnya adalah senyawa yang tidak rata yang dibentuk oleh tetesan dan noda.
Saat pengelasan dalam posisi vertikal, masalah seperti kurangnya penetrasi logam atau, sebaliknya, pemangkasan dimungkinkan. Mereka muncul karena pemilihan arus yang tidak sesuai kekuatannya. Dengan logam yang tidak tercerna, leburan memercik di sekitar dan menyebar ke permukaan. Pemangkasan dibentuk dalam bentuk alur di lapisan ketika busur yang terlalu kuat memotong bahan dari zona las.
Masalah lain dari jahitan vertikal terbentuk dengan penundaan busur panjang pada satu titik. Kolam las "jatuh", seolah-olah, membentuk luka bakar di benda kerja.
Bagaimana Anda bisa menghindari pembusukan pada sambungan dengan pengelasan vertikal dan teknik apa yang cocok untuk kasus ini?
Inverter atau semi-otomatis
Inverter dengan fungsi MMA adalah manual yang sama pengelasan busur, tetapi bekerja dengan prinsip berbeda, tidak seperti transformator. Dalam hal ini, elektroda peleburan yang dilapisi digunakan.
Alat semiotomatis memasak karena pencairan kawat yang dimasukkan ke dalam zona pengelasan. Perangkat semacam itu memungkinkan Anda membuat jahitan yang lebih baik, karena tidak ada percikan logam cair, dan nadi, pada kenyataannya, mendorong setiap titik ke dalam sambungan.
Jadi apa yang lebih baik untuk memasak jahitan vertikal?
Bagaimanapun, tukang las pemula perlu berlatih bekerja dengan salah satu perangkat ini. Tanpa pengalaman, segera membuat koneksi berkualitas tinggi tidak mungkin berhasil.
Pengelasan manual inverter memerlukan lebih banyak perhatian pada proses dan mengontrol pergerakan elektroda. Jika posisi dudukan dan sudut kemiringan tidak dipilih dengan benar, pernikahan akan terjadi. Anda perlu memasak dengan margin, menciptakan efek. Dalam hal ini, logam akan menyemprot dan menyebar ke permukaan produk. Hanya dengan banyak latihan akan diperoleh jahitan berkualitas tinggi.
Perangkat semi otomatis juga membutuhkan kontrol yang cermat terhadap proses pengelasan. Di sini, posisi dudukan yang dipilih dan teknik pengelasan juga penting. Saat menggunakan gas pelindung dalam pengelasan semi-otomatis jumlah percikan dan noda berkurang, tetapi sambungan semacam itu akan lebih mahal biayanya.
Keuntungan utama adalah Anda dapat mengurangi kecepatan umpan kawat, dan karenanya memperlambat proses overheating logam. Hasilnya, dengan praktik yang baik dengan mesin las semi-otomatis, dimungkinkan untuk mengurangi limpasan lebur. Untuk efek yang serupa dengan menggunakan pengelasan manual, elektroda khusus digunakan yang mempercepat kristalisasi logam.
Banyak tukang las merekomendasikan untuk menggunakan perangkat semi otomatis ketika mengelas lapisan vertikal, yang memungkinkan Anda untuk mendapatkan koneksi berkualitas tinggi. Tetapi, dengan tidak adanya peralatan seperti itu, menggunakan teknik kerja yang tepat, Anda bisa mendapatkan kekuatan ikat berkualitas tinggi dan dengan pengelasan manual konvensional.
Teknologi untuk pengelasan sambungan vertikal
Aturan utamanya adalah untuk menerapkan jahitan vertikal dari bawah ke atas! Dalam posisi ini, lengkungan entah bagaimana akan mendorong kolam las dan tidak membiarkannya mengalir ke bawah. Dan juga posisi ini berkontribusi pada penekanan setetes logam cair di lapisan bawah yang sudah beku.
Fitur pengelasan manual
Ketika bekerja dengan pengelasan manual, beberapa persyaratan khusus harus dipenuhi.
- Saat mengelas dengan jahitan vertikal, Anda perlu mengatur arus sedikit lebih rendah dari biasanya. Ini berkontribusi pada pembentukan lebih sedikit panas, yang berarti bahwa logam tidak akan menyebar dengan cepat.
- Untuk menghindari aliran intensif dari lelehan ke bawah, perlu untuk menahan busur yang lebih pendek.
- Dudukan dengan elektroda diposisikan sehingga ujung batang terlihat ke atas dan sedikit ke samping.
- Jahitan dipimpin secara bertahap dengan gerakan translasi melintang. Cara terbaik adalah bergerak dalam zig-zag atau herringbone.
- Kualitas terbaik adalah sambungan yang dilas dengan timah. Ketika elektroda dilepas dan dibawa lebih dekat ke permukaan produk.
Jika Anda memiliki sedikit pengalaman dalam jenis pekerjaan ini, yang terbaik adalah bereksperimen secara terpisah dari produk, memilih kekuatan arus dan kecepatan jahitan yang optimal, dan baru kemudian memulai pekerjaan utama.
Pengelasan semi otomatis
- Jika ketebalan logam mencapai 3 milimeter, maka pengelasan sebaiknya dilakukan dari atas ke bawah.
- Untuk bagian dengan dinding 3 mm atau lebih, jahitan sebaliknya, dari bawah ke atas.
- Pembakar semi otomatis diposisikan pada sudut 45 derajat ke permukaan.
- Arus harus dikurangi, serta kecepatan umpan kawat (proses peleburan lebih cepat dari pada memasak manual).
Saat mengelas jahitan vertikal dengan perangkat semi otomatis, Anda perlu dipandu oleh tiga aturan utama: pertahankan panjang busur yang diinginkan (lebih pendek), pastikan gerakan yang seragam dari dudukan dan atur sudut yang diinginkan ke permukaan yang akan dilas.
Keselamatan Pengelasan Vertikal
Peralatan pengelasan cukup traumatis, tetapi, selain aturan umum untuk operasi yang aman (pelindung mata, keselamatan listrik, dan lainnya), ada beberapa persyaratan untuk implementasi berbagai jenis jahitan.
Langkah-langkah keamanan saat pengelasan lapisan vertikal, karena fakta bahwa logam mengalir ke bawah dan percikan ke bawah, memberikan perhatian khusus pada perlindungan dari faktor ini.
Untuk menghindari bahan panas pada pakaian, Anda harus memilih posisi yang tepat, terutama - agak jauh dari zona bahaya. Juga, jangan bekerja tergeletak di bawah titik pengelasan.
Pastikan untuk mendekati peralatan dengan cermat. Untuk pengelasan, gunakan sarung tangan tahan api yang menutupi tangan Anda. Dan, tentu saja, untuk memastikan perlindungan lengkap dari seluruh tubuh dari masuknya lelehan pada kulit.
Seringkali jahitan vertikal harus direbus di ruang terbatas (misalnya, di bawah mobil), dalam hal ini perlu untuk menyediakan ventilasi yang andal dan masuknya udara segar. Terutama jika gas pelindung (argon atau karbon dioksida) digunakan.
Juga, jangan lupakan keamanan listrik.
Dan apa yang bisa Anda tambahkan ke materi artikel ini. Bagikan pengalaman Anda dalam pengelasan sambungan vertikal. Apa cara terbaik untuk menggunakan, menurut Anda: perangkat semi otomatis atau pengelasan manual? Tinggalkan komentar Anda di bagian diskusi bahan ini.

