A hegesztési munka időnként kevesebb erőfeszítést és időt igényel, mint az arra való felkészülés. Legfontosabb részük a hegesztett szerkezet összeszerelése, amelynek során rögzíteni kell az elemeket a kívánt helyzetbe. Ez a munka a mester figyelmét igényli, mert attól függ a termékek minősége.
Ha a munkadarabok gondos igazítása és beszerelése után a szerkezet szétesik az elektróda érintésétől, bosszantó lesz, akkor újra össze kell gyűjtenie. Előfordulhat, hogy az elemet hegesztik, de nem a szükséges helyzetben. Ez észlelhetetlen nyírással vagy deformációval fordulhat elő a fém lehűtése után. Ezért kell a hegesztési munkák megkezdése előtt minden szükséges eszközt felhalmozni.
Problémamegoldás
Az ilyen hibák elkerülése érdekében speciális hegesztőberendezéseket használnak. Időt és energiát takaríthatnak meg, kiváló minőségű termékeket biztosítva a kijáratnál. A mai napig számos mechanizmus és eszköz használható hegesztésre. Ha az emberek ipari környezetben dolgoznak, ahol a tömeg és a tömegtermelés született, automatizált és gépesített berendezéseket használnak, ide kell tartozniuk a stílussági mechanizmusok, a szállítóeszközök, a technológiai összeszerelési eszközök stb. Ha a mesternek otthon kell dolgoznia, akkor hegesztőberendezéseket is használhat, amelyeket önmagában elkészíteni kell. Csökkentik az alkatrészek deformációját.
Bilincs készítése
Önnek készíthető kapocs nélkül egyetlen hegesztő sem képes megbirkózni a munkával. Ezenkívül ez az eszköz segít a fémmegmunkálás és ácsmunkák során felmerülő problémák megoldásában. Ennek a készüléknek különféle lehetőségei vannak - speciális és univerzális. Nemrégiben megjelent egy másik módosítás, amely a Használata révén akár 450 kg nyomóerőt képes biztosítani. Ezeknek az eszközöknek a fő feladata azonban az, hogy rögzítsék a köztük lévő összeköttetést.
Munka sarokkapocson: előkészítés

Hegesztő berendezéseket széles választékban kínálnak ma eladásra, de elkészítheti magát. Mivel a munka szerszámai és anyagai:
- acél sarok;
- menetes csapok;
- diófélék;
- fúrni;
- acéllemezek;
- rúd kapukhoz;
- hegesztőgép;
- érintse.
Munkálatok elvégzése

Derékszögben a sarkokat az acéllemezekhez kell rögzíteni. A férgek szerkezetét mindkét oldalon hegesztéssel rögzítik. Ez egy sarok hegesztett anyával vagy egy sűrítővel, amelyben a menetet a csapszegek figyelembe vételével vágja le. Fontos figyelmet fordítani a potenciális munkadarabra is, mert ez meghatározza a munkarés szélességét. Ha az alkatrészek mérettartománya széles, a legjobb, ha több szorítót készít.
A csavart a munkaanyába csavarják be, majd a végén összegyűjtik a hangsúlyt. Ez a kivitel két különböző méretű fém alátétből áll. Fontos biztosítani, hogy a csap ütközője elforduljon. A kapu hátulját lyukkal kell ellátni, amelybe acélrúd van felszerelve. Karként fog működni. Az ilyen hegesztőberendezések helyesen vannak felszerelve, ha felhasználhatók az acél alkatrészek biztonságos rögzítéséhez. A kivitel nagyon egyszerű, és improvizált anyagokból is készíthető.
Egy meglehetősen nehéz feladat a csövek hegesztése a végén. Ebben az esetben a munkadarabnak pontosan az űrben kell lennie. Ha egy darab csövet hegesztenek a kész rendszerhez, a feladat egyszerűsödik. A szabadon fekvő munkadarabokat azonban hegeszteni kell, mások bevonásával vagy speciális eszköz használatával. A munka során acéllemezeket és fém sarkokat kell felvinni. A szorító felét hagyományosan rögzítik, ehhez menetes csapokat kell használni. Ennek eredményeként hatékony és egyszerű kialakítás érhető el.
Kullancs készítés

A házi hegesztő készülékek fogókat is tartalmaznak. Gyűjtheti őket, de ehhez türelmesnek kell lennie. Munkavégzéshez réz dartot kell készíteni, amelynek hossza 2 m. Átmérője 30 mm. Ez a munkadarab kissé hosszabb lehet, ebben az esetben meghajlik. Az elem meghajlik, és patkó alakú alakot hoz létre. A végükön 18 mm-es lyukakat készítünk, miután meg kellett fordulnunk és vágni kell.
Az eredmény az elektródák bilincsei. Két transzformátort párhuzamosan kötünk össze, ezekben a másodlagos és az elsődleges tekercset közvetlenül kell csatlakoztatni. Az áramellátás függetlenül beállítható. Az ilyen házi hegesztő készülékeket lehűteni kell, és ehhez vizet kell használni. A lábpedál segítségével eltávolíthatja az elektródákat.
A fentiekből arra lehet következtetni, hogy a fogóknak van egy karja az elektródák elforgatására, egy transzformátor és egy fogantyú egy tolókarral. A kart zsanérok tartják, amelyek tengelyei szemben vannak. Időnként fogókat készítenek, amelyek nyomógombjai között rugó van. Egy ilyen csövek hegesztésére szolgáló eszköz azonban nem nevezhető kényelmesnek. Végül is a rugó összenyomása forgás közben meglehetősen nehéz lesz.
Mágneses tartó készítése

Ha érdekli az összeszereléshez és hegesztéshez szükséges szerelvények, akkor ezeket is elkészítheti, elutasítva a gyári opciók megvásárlását. Ez vonatkozik a mágneses tartóra is, amelyre a következő anyagokat kell elkészíteni:
- fémlemez;
- száraz tábla;
- mágneses kötőelemek.
A fém előkészítésekor bizonyos paramétereket kell figyelembe venni, a lemez vastagsága 1 és 3 mm között változhat. Ha létrehoz egy sablont a jövőbeli tervezéshez, akkor jobb, ha olyan monolit változatot hajt végre, amelynek méretei megfelelnek a mester igényeinek. A sablont rögzíteni kell fémlemezre, és vágni ugyanazt a munkadarabot 2 darab mennyiségben. Fontos megőrizni geometriájukat.
A hegesztőberendezések rajzai legjobban önállóan készülhetnek, néhányat a cikkben talál. A lámpatestek elérésének következő lépése a mágnes középső részének előkészítése. Ehhez vágnia kell egy fadarabot fémlemezek formájában, de mérete nem szabad teljesen megismételni a mintát. 2 mm-re legyen eltolva a szélektől. Ennek az elemnek a vastagságának 2 mm-rel nagyobbnak kell lennie, mint a mágnesek szélessége.

A termék külső része ebben a szakaszban készen áll, most létre kell hoznia a belső tartalmat. Ebben az esetben a mágnektől kell kezdenie. A lemezek között helyezkednek el, és a vastagság 10-50 mm között változhat. Ha ilyen rögzítést készítenek egy szögben történő hegesztéshez, akkor jobb, ha kerek mágnest használunk, amelyek mindegyikének lyukak vannak a középső részben. A munkavégzéshez azonban használhat más munkadarabokat is, amelyeket előre rögzítenek a rögzítőelemek rögzítéséhez szolgáló furatok vágásával. Az utolsó lépés a fúrás és az összeszerelés. Az acéllemezek mindkét oldalára fadarabokkal vannak felszerelve, a mágneseket a hornyokban rögzítik. Ennek alapján feltételezhetjük, hogy a termék készen áll, azt a gyakorlatban tesztelni kell.
Készítsen egy jig-et a hegesztéshez
Ha kézi szerelvényekre van szüksége hegesztéshez, akkor meg lehet gyártani egy vezetőt. Keretek és összetett minták készítésénél használják. A kivitelnek kúp alakú támaszai vannak, amelyeket oldalra kell helyezni. Között egy forgó sík van rögzítve. Állítható hosszanti gerendákkal kell ellátni, több csavaros szorítóval.
A gerendákban lyukak lesznek, ezért a bilincseket a teljes méret mentén be lehet szerelni, ami a termék méretétől függ. Az összeszerelt szerkezet szélessége a gerendák bevezetése és hígítása miatt beállítható. A leírt eszköz csúszó mechanizmusai univerzális szerszámként használhatók kis és nagy termékek hegesztésére. Ha úgy dönt, hogy rozsdamentes acélt használ, akkor fontos, hogy kiküszöbölje a karcolásokból esetlegesen fellépő karcolásokat. Ezért az utóbbit az ajkakra felszerelt filcmatricákkal kell kiegészíteni. Egy ilyen készüléket össze lehet szerelni hosszú csavarok és csapágyak szükségességéből, amelyek utolsó előttire szükség van a mobil alkatrészek felszereléséhez.

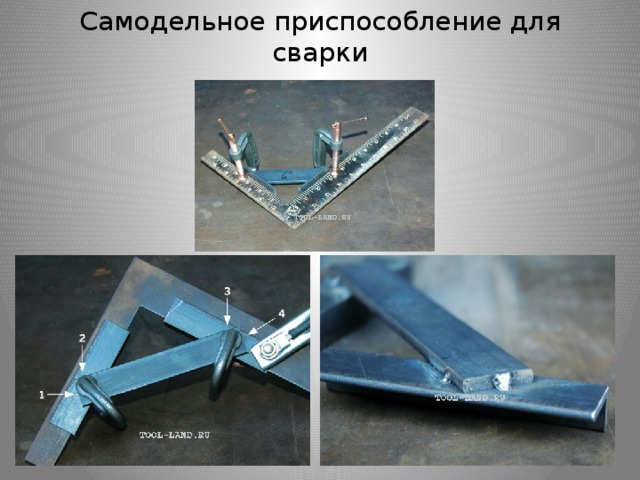
90 fokos hegesztőkészlet
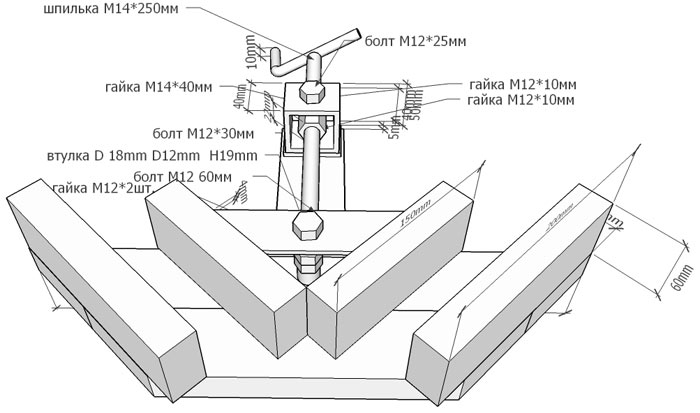
Egyes szerelvények lehetővé teszik a problémák elkerülését, amikor alkatrészeket derékszögben kell csatlakoztatni. A szerkezet összeszerelésével végzett műveletekhez elő kell készíteni egy fém négyzetet, csavarokat, anyákat, egy darab négyzet alakú csövet, egy csavart, egy kis fémhengert, fúrót, fúrót, tartót, hegesztőgépet.
A négyzet elkészítésekor figyelembe kell venni, hogy annak oldala 20 cm lesz, vastag csavar kiválasztásakor pedig a 4 cm átmérőjűt kell választania. A fém henger kiválasztásakor el kell készítenie egy golyóstoll méretű palackot.
A módszer a munka
A fent említett, saját kezű hegesztéshez használt készülék gyártásánál egy négyszögletes csőre kell hegeszteni, amelynek hossza 15 és 20 cm. A sarkokba úgy kell felszerelni, hogy a csövek végei a négyzet egymással szemben legyenek. Most elkezdheti a kiegészítő alkatrészek gyártását. Ehhez a csőből P betű alakú ábrát készítünk, amelynek hossza 10 cm, a második rész ugyanabból a csőből készül, azonban az elemeket egyenlő szárú trapéz alakban hegesztjük össze.
A négyzet oldalán egyenlő szélességű háromszög készül. Hegesztettünk egy U alakú figurát, amelynek közepén egy lyukat készítünk egy kis csavar számára. Az ábra és a négyzet közötti résbe 4 centiméter csavarnak kell beleférnie. Az utóbbihoz egy fogantyú van csatlakoztatva, szerepet játszhat egy lyukas anyával. Egy kis hengerben menet a kis csavarokra. Egy nagy csavar végén halad. A trapéz átlójának metszéspontjában mindkét részben lyukakat kell készíteni. Között egy hengeres elem kerül telepítésre, amelyben a menet előzetesen végrehajtódik.
következtetés
A mai értékesítéses hegesztési munkák megkönnyítése érdekében rengeteg szerelvényt és eszközt találhat. Közülük külön helyet foglalnak el azok, amelyek függetlenül elvégezhetők. A fent bemutatott információk alapján azt lehet állítani, hogy az ilyen szerkezetek improvizált anyagokból készülnek, nem kell másikat vásárolnia, ezért türelmesnek kell lennie, és rajzokat kell készítenie.
A látszólag egyszerű hegesztési munka általában egy meglehetősen profi és felelősségteljes megközelítést igényel. Mivel a kiváló minőségű és megbízható munka elvégzéséhez speciális eszközökre lesz szüksége. A hegesztési szögbilincs olyan szerszámgé válhat, amely lehetővé teszi a hegesztési munkák sokkal könnyebb és gyorsabb elvégzését.
A sarokbilincs egyfajta univerzális szerelvény, amely hegesztés közben rögzíti a megmunkált felületeket. Egy ilyen rögzítőelem szorosan összenyomja a szükséges elemeket egy bizonyos szögben, és ezáltal megkönnyíti az anyagok hegesztését és feldolgozását. Ez az első hegesztőberendezés, amely nélkülözhetetlen, és amely nélkül a termelékenység károsodása és a munka során felmerülő rendkívüli kellemetlenségek nélkül nem lehetséges. A bilincsek lehetnek különböző méretű és formájú. A kulcs nélküli lehetőségeket különösen kényelmesnek tekintik. A hegesztési munka folyamatos végrehajtásához a szakemberek általában különféle konfigurációjú szorítókészlet készítését javasolják.
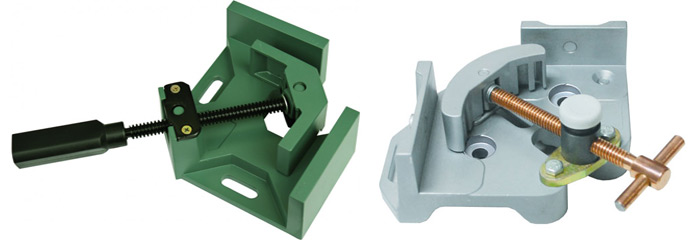
Hegesztett sarokbilincs kialakítása
A bilincsek gyakran több verzióban kaphatók, és hegesztésre tervezték. fém csövek egy bizonyos szögben (30-90 fok). Különböző formában elkészíthetők, a csövek szélességétől, számától és a hegesztési szögetől függően.
A szögbilincsek megkülönböztető tulajdonságai:
- szivacs vastagsága - a szorítópofák vastagabbak, hogy növeljék az ízületek merevségi fokát. Ennek eredményeként: hegesztővarrás nem hajlik meg a hegesztés során;
- rögzítő csavar anyag - a hegesztés során gyakran olvadt fémrészecskék kerülnek permetezésre, amelyek a közeli felületekre települnek. Ha a menetes részekre kerülnek, akkor tapadásuk megtörténhet, és ennek eredményeként a bilincs meghibásodhat. Ennek elkerülése érdekében réz- vagy rézbevonatú szorítócsavarokat kell felszerelni rájuk. A réz viszont megakadályozza a fröccsent tapadást és meghosszabbítja a hegesztő berendezés élettartamát;
- munkafelület - az alkatrészek összekapcsolódásának helyén az elektródákkal a kívánt szögben történő munkavégzéshez a bilincs növeli a munkaterületet.

Maga a bilincs mozgatható elemből és egy fő keretből áll. A mozgó alkatrészt általában további speciális szorítókkal látják el - egy csavarral vagy karral, amely szabályozza az alkatrészek összenyomódásának mértékét. Egy mozgatható elem segítségével a szerszám és az állkapocs közötti távolságot ellenőrizzük.
Az eszköz szerkezetének maximális mobilitása miatt a bilincs különböző méretű és keresztmetszetű anyagokat képes tartani. És ha több szögletes eszközt használ, bármilyen szerkezetet kialakíthat a kényelmesebb és hatékonyabb hegesztéshez. A szorítóelemek nagy részét hegesztési anyagokhoz tervezték, maximális átmérőjük 390 mm.
A hegesztés szögbilincsének T alakú fogantyúja van, amely lehetővé teszi a működés során keletkező szorítóerő átvitelét a munkadarabra. Az öntöttvas kapcsok hegesztés közben még a legmagasabb hőnek is ellenállnak.
Szögletes bilincs kiválasztásakor figyelembe kell venni a tervezett munka típusát. Tehát például a G-szorítókat általában a kis vastagságú munkadarabok rögzítésére használják. Ha nagy vastagságú fémtermékek beszerelését kell elvégezni, érdemes egy állítható szorítóelemmel ellátott F-alakú szögletes bilincset használni.
A bilincs bármilyen helyiségbe felszerelhető műhelyben vagy garázsban az asztalon sima felülettel.
Csináld magad szorítót
A legtöbb modell standard felszerelési szöge 90 fok, de a szöget megváltoztatni képes eszközök szintén rendelkezésre állnak. A piacon felmerülő költségeik nagyságrenddel magasabbak, tehát néha érdemes saját kezűleg elkészíteni a mintát.
A szögletes bilincs meglehetősen egyszerű kialakítású, és sok számára könnyű összeszerelni még otthon is.
A házi bilincs gyártásánál az optimális anyag vasnak tekinthető.
A bilincs saját gyártásához a következőket kell tennie:
- Hozza létre a struktúra alapját - az eszköz alapjának kialakításához kívánatos 8 - 10 mm vastag fémlemez használata. A rögzítő elem a kívánt méretű sarok lesz. Az alkatrészek rögzítését leginkább elektromos hegesztéssel lehet végezni, mivel a menetes rögzítőelem kevésbé megbízható.
- Szerelje be a bilincset - csavarbilincs készítéséhez ajánlott 2 vagy 3 összehegesztett anyát használni. Ebben az esetben jobb konzol készítése egy központi menetes lyukkal, vastagsága 30–40 mm. Csavarokkal van rögzítve, így a szál törése esetén meg lehet változtatni.
- Alkot egy sarkot - egy szögletes bilincsnél különös figyelmet kell fordítani a szorítókonzolok helyére. Hegesztéskor a sarkoknak ideálisan illeszkedniük kell egymáshoz. Ebből a célból az egyik sarok hegesztett a bilincshez, amelyre a második sarkot ráhelyezik, összepréselik és a tartóhoz hegesztik.
- Ellenőrizze az alap mozgását - a szerkezet oldalsó felületein olyan vezetőket kell felszerelni, amelyek lehetővé teszik a bilincs belső alapjának mozgatását. Ehhez vágjon egy 8-10 mm szélességű hornyot a sarokkészülék felezője mentén.
- Fúrjon furatokat - fúró segítségével a bilincs felső aljában, amelybe csavar van behelyezve, amely anyával és alátéttel van meghúzva. Az alapok egymáshoz viszonyított mozgásának szabadnak kell lennie, ezért jobb, ha a csavar menete nem éri el a fejet. A fej konzollal az aljára is felszerelhető.

A szorító ilyen szokásos verziója működtetése során, tekintettel arra, hogy az eszköz helyzetét derékszögben korlátozzák, előbb vagy utóbb felmerülhet a kérdés, hogy szűk-e a munka. Ezt ki lehet javítani úgy, hogy egy korábban rögzített elem helyére leszerelhető csavarkötést helyeznek el. Opcionálisan befogható beállító csavar is felszerelhető, amelynek köszönhetően lehetővé válik a kívánt szög kiválasztása későbbi rögzítésével.
A fentiekre tekintettel emlékeztetni kell arra, hogy a professzionális hegesztési illesztés megszerzéséhez magas színvonalú szerszámra van szükség a munka egyszerűsítéséhez, valamint az illesztés és illesztés előfordulásának megakadályozásához.
Leckék témája: szerelési - hegesztő készülékek Az óra célja: a hegesztőberendezések típusainak, eszközeinek és céljainak tanulmányozása
Az összeszerelési és hegesztőberendezések fő típusai
Az összes összeszerelési és hegesztőkészüléket két fő típusra lehet osztani: telepítés és rögzítés. Különösen kényelmes mechanizmusok, amelyek kombinálják mindkét funkciót.

Berendezések beállítása . A szerelvényeket úgy tervezték, hogy az alkatrészt a kívánt helyzetbe szereljék - pontosan abban a helyzetben, amelyben a késztermékben lesz.

terek az alkatrészek egymással szemben meghatározott (90 °, 60 °, 30 °, 45 °) szögben történő felszerelésére szolgálnak. A szögek kényelmesek a használatához, amelyek felületei forgóképesek, és lehetővé teszik a kívánt szög beállítását közöttük.


megálló az alkatrészek rögzítésére szolgálnak az alapfelületeken, és lehetnek állandóak, levehetők vagy összecsukhatóak (csapkodó, elforgatható). Az állandó ütközők, amelyek általában szokásos lemezek vagy rudak, hegesztve vannak vagy csavarozva vannak az alaphoz. Az eltávolítható vagy dönthető ütközőket akkor állítják be, ha állandó jelenlétük az alkatrészben szerkezetileg elfogadhatatlan.

sablonok úgy tervezték, hogy az összeszerelés során beszerelt alkatrészeket rögzítsék az egység többi alkatrészén vagy a termék bármely támasztó körvonala mentén. Ebben az esetben maga a termék az eszköz támasztó eleme.
Rögzítő eszközök .
A hegesztő rögzítőelemek segítségével az alkatrészeket a kívánt helyzetbe történő felszerelés után szilárdan rögzítik, hogy véletlenül eltolódjanak vagy deformálódjanak a hűtés után. A rögzítő eszközök közé tartoznak a bilincsek, bilincsek, bilincsek, rögzítőelemek, távtartók.

Univerzális szerszám, amelyet szinte minden fémmegmunkáláshoz használnak. A hegesztõ számára ez az elsõ fontos eszköz, amely - ha lehetséges - csak a rendkívüli kellemetlenségek költségén és a termelékenység kárára adható meg.









távtartók lehetővé teszi az összeszerelt alkatrészek széleinek igazítását, az alkatrészek kívánt formájának biztosítását, a helyi hibák kiküszöbölését.






Mágneses négyzetek. Segítségükkel nagyon kényelmes a lapok, keretszerkezetek, állványok stb. Összekapcsolása a kívánt szögbe.


Rögzítők. Ezek olyan elemek, amelyek meghatározzák a hegesztett rész helyzetét a teljes szerelvényhez viszonyítva
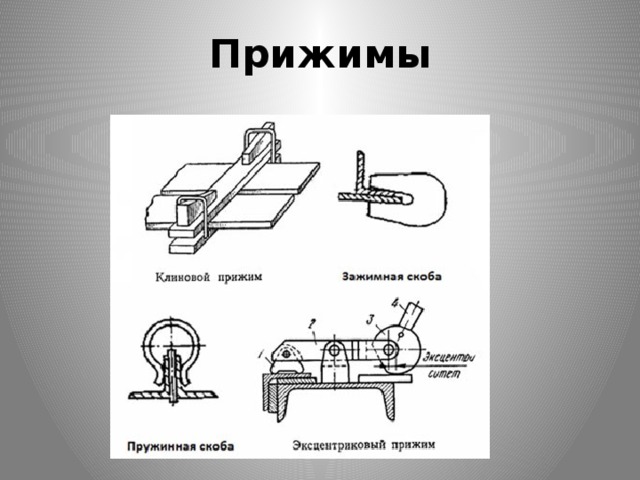
Zsebek (a),
Hangsúly: állandó (b), levehető (c) és összecsukható (g);
Szerelési ujjak és csapok: állandó (e), eltávolítható (e); prizmák; merev és állítható (g) és minták (h).

Kar rögzítő
Az 1 állvány 2. tengelyén van egy 3 hajtókar és egy 4 közbenső összekötő elem, amelyek az 5 erőkarra hatnak. A munkadarabot egy 6 ütköző rögzíti.

Pneumatikus bilincsek A mechanikus eszközökhöz képest számos jelentős előnnyel jár, többek között a sebesség, a képesség számos bilincs egy helyről történő vezérlésére, a sűrített levegő betáplálására a bilincsben, amely különböző helyzeteket foglal el a térben, stb. A pneumatikus bilincsnek van bizonyos rugalmassága, amely kompenzálja a hegesztett alkatrészek deformációját. .

Mágneses bilincsek különböznek a sebességről, az egyszerűségről és a manőverező képességről. Ezeket használják a szélek igazításához és a fluxus betéthez való nyomásához
a a mágnes általános képe; 1 - mágnestest; 2 - mag; 3 - alsó; 4 - tekercselés; 5 - kapcsoló; bd - alkalmazási minták; 6 - tartó; 7 - elektromágneses állvány; 8 - hangsúly; 9 - csavarbilincs

Csavarok a hidraulikus eszközön. Ilyen szorítók léteznek, de ritkán használják őket, mivel az ilyen bilincsek nyomóereje hatalmas 500 kg-tól. négyzetméterenként.

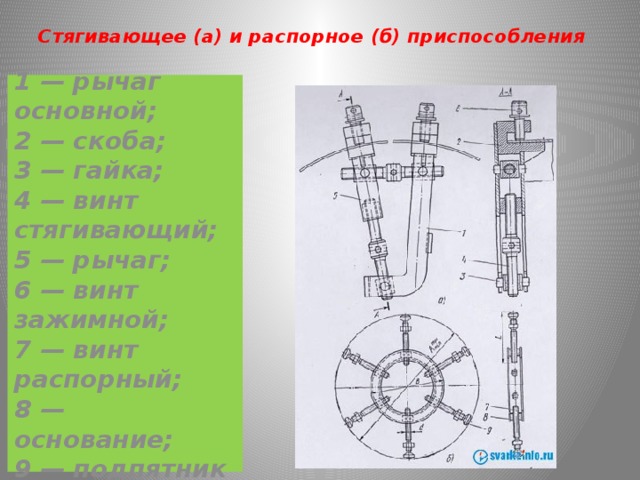
Meghúzó (a) és expanziós (b) eszközök
1 - főkar; 2 - tartó; 3 - anya; 4 - meghúzó csavar; 5 - kar; 6 - szorítócsavar; 7 - távtartó csavar; 8 - alap; 9 - nyomócsapágy



Minden hegesztő tudja, hogy a minőségi munka elvégzéséhez elő kell készülnie. A hegesztőberendezések széles választéka elősegíti a teljes szerkezet és az egyes alkatrészek helyes telepítését és rögzítését. Munkád végső minősége közvetlenül ettől függ. De nem mindig lehetséges elkészíteni az eszközöket, vagy most könnyebb elkészíteni vagy megjavítani, mint valahol megnézni.
- telepítés;
- Megerősítése.
A telepítő szerszám célja, hogy az alkatrészeket pontosan ugyanabba a helyzetbe telepítse, amelyben a végső munkában vannak. A funkcióktól és a kialakítástól függően ezek meg vannak osztva ütközőkre, szögekre, prizmákra, mintákra.
A rögzítőberendezéseket úgy tervezték, hogy rögzítsék az alkatrészeket a kívánt helyzetbe, ahol véletlenszerű eltolódások vagy deformációk nem megengedettek. Ilyen eszközök lehetnek bilincsek, bilincsek, bilincsek, rögzítőelemek és távtartók.
Csináld magad
Néhány szerszám, amelyet a kézműves hegesztési munkák során használ, meglehetősen gyakran bontódik le, vagy hibásan működik. Igen, a legtöbb dolgot meg lehet vásárolni a boltban, de néha könnyebb megcsinálni magad, és pontosan azt, amire szüksége van.
Elektródatartók
Házi elektródatartó elkészítéséhez három darab huzalt kell vennie tíz centiméter átmérőn, nyolc milliméterrel. Kettőt hajlítsa oldalra (úgy néz ki, mint egy dugó) úgy, hogy a huzal alkatrészei ellentétes irányba (balra és jobbra) legyenek irányítva. Közöttük kell lennie a fennmaradó huzalnak, amelyet a fémrudakkal való összeköttetés tetejére hajlítanak, hossza kb. 0,5-ig. Mindenekelőtt az oldalsó alkatrészeket hegesztéssel fogják el, majd a középső részt felhordják, majd mindent teljesen hegesztenek. Lehet, hogy a huzalhoz további tekercset kell hozzáadnia, amely megvédi a túlmelegedéstől.
bilincsek
A bilincs rögzítő eszköz. A készítés szükségességét a boltokban értékesített modellek elégtelen ereje okozhatja. Például twood vagy más fémdarab hegesztésekor kellően erős bilincsekre van szükség. És az áruház-modellek nem ellenállnak a szükséges terhelésnek.
A gyártáshoz szüksége lesz:
- 10 mm vastag acéllemez;
- Három dió
- Nagy átmérőjű alátétek;
- Cső, külső menettel, anyacsavar méretű.
Gyártási folyamat:
- Vágj le egy acéllemezből egy 50 cm és 4 cm oldalsó sávot;
- Vágj le egy szalagot statikus tartáshoz 25 cm alatt;
- Vágj egy 10 cm hosszú mobil rúdot;
- A mobil rész rögzítéséhez vágjon két 5 cm-es téglalapot;
- Vágja le az alkatrészt a szorító statikus részének támogatására (1);
- Hegeszteni kell a kiegészítő részt a szorító aljára. A G betűt kell magukban foglalniuk;
- Hegessze fel az alkatrészt egy rövid szélen (1);
- Hegessze össze három anyát;
- Hegeszteni a alátéteket egymással;
- Hegeszteni kell az anyák élét a mozgatható részhez képest úgy, hogy a becsavarható rúd párhuzamosan haladjon a bilincs alapjával;
- Szükség esetén fogantyút lehet rögzíteni a tengelyhez, rögzítve egy anyával a tetején;
- Hegeszteni kell az alkatrészeket a külső él mentén;
- Helyezze be a bilincs részeit;
- Hegeszteni kell az alkatrészek belső széle mentén egy rudat rögzítve;
- Hegesztési alátétek a rúd szélén.
Az összeszereléshez használhatja a magazin bilincsének rúdját, ha van ilyen.
A szokásos sarokbilincs rögzíti az alkatrészeket későbbi hegesztésükhöz. A termék egyes részeinek azonban nem mindig kell közvetlenül elhelyezkedniük. Néha szögben. A hegesztő arzenáljában ilyen pillanatokban szögben kell lennie. Eladják az üzletekben, de ugyanazokkal a hátrányokkal rendelkeznek. Könnyedén elkészítheti szerszámát derékszögű hegesztéshez. Az anyagkészlet megegyezik a szokásos bilincsekkel, valamint anyákkal és csapokkal.

Nem fogyó elektródahegesztés
A fémhuzalok, csavarok összekapcsolására vagy hőelemek gyártására szolgáló készüléket gyakran önállóan, saját kezükkel készítik el. De ne feledje, hogy a boltban vásárolt késztermék ára alacsonyabb lehet, mint az összes alkatrész teljes összege, ha megvásárolja. Általános szabály azonban, hogy az alkatrészek is megtalálhatók a szétszereléseknél, és talán a régi berendezések szétszerelésével szerezhetők be.
A készülék gyártásához egy transzformátorra lesz szüksége 20-50 V feszültséggel, a csatlakozó vezetékek négy darabból állnak (kettő a csatlakoztatáshoz, az elektróda csatlakoztatásához és a hálózathoz történő csatlakoztatáshoz). Az elektróda grafit lehet, amely könnyen előállítható a rúdnak a ceruzáról történő eltávolításával. Minden, amit erre képes adaptálni, alkalmas a birtokos szerepére.
Az ilyen eszközök összeszerelését a szokásos séma szerint hajtják végre, amely különféle forrásokból könnyen megtalálható, és általában véve a huzalok megfelelő csatlakoztatását és mindegyikének csomagolását jelenti.
illendőség
A házi hegesztőberendezésekhez való opciók gyakorlati alkalmazásokkal rendelkezhetnek valódi munkában. Nem szabad azonban szem előtt tartani az öngyártott rögzítőszerkezetek vagy más eszközök gyártásának megvalósíthatóságát. Világosan meg kell értenie, mit akar elérni: megnöveli a szilárdságot, a rögzítés nagyobb merevségét, vagy választhatja a legkényelmesebb lehetőséget.
A hegesztőberendezés lehetővé teszi a minőségi munka gyors elvégzését. És minél kényelmesebben készít vagy válogat egy szerszámot, annál gyorsabban érheti el a kívánt munkaminőséget.
Az összeállítandó szerkezet típusától függően a hegesztőnek folyamatosan ellenőriznie kell a mérettűrést. Ide tartozik: az átlók egyenlőségének, a tengelyek (állványok) közötti távolság, a hosszirányú és keresztirányú sík, az egyes elemek szögeinek megfigyelése, amelyek nem tartoznak a fő kerületbe. Ha elmulasztja ezen mutatók valamelyikét, a formatervezés hibás lesz, és a terméket újra kell gyártani. Gyakorlati hegesztőkészülékeket hoztak létre a gyors ismétlődő munkavégzéshez, amelyek biztosítják, hogy a szerkezet rögzítve legyen a helyén, az előre beállított méretek betartásával. Ez optimalizálja a teljes folyamatot, és lehetővé teszi, hogy rövid idő alatt több minőségi terméket állítson elő.
A vezetők olyan összeszerelési és hegesztési eszközök, amelyeket törülközőtartók, kovácsolt elemek összetett mintáinak és ipari széfekből álló ajtókeretek gyártásához használnak.
A fémszerkezet oldalán két kúp alakú tartó van, amelyek között egy forgó sík van rögzítve. Az utolsóon állnak hosszanti gerendák, számos csavarral. A gerendák számos lyukának köszönhetően a bilincseket a termék méretétől függően teljes hosszában be lehet szerelni. A válásnak vagy a gerendák csökkentésének köszönhetően a szerelvény szélessége szabályozható.

A hegesztésvezetőknek köszönhetően a termék oldalainak, a hossz- és keresztirányú síkjának a távolságát azonnal beállítják és tartják. A hegesztő csak az átlót ellenőrzi, és elkezdheti dolgozni. A készülék forog, így könnyű hozzáférést biztosít a külső és a belső varratok hegesztéséhez. A döntés rögzítéséhez forgás közben egy kört használnak, amelyen a sík egyik oldalán számos lyuk található. A hangsúly kerül rá. A bonyolultabb mechanizmusok tartalmaznak elektromos motort és sebességváltót.
A kocsi csúszó mechanizmusai lehetővé teszik, hogy univerzális szerszámként használjon nagy és kicsi termékek hegesztésére. Amikor dolgozik rozsdamentes acéloka csavarbilincsek karcolásainak elkerülése érdekében az utóbbiakat filcmatricákkal szállítják az „ajkakon”, és a tömeget közvetlenül a termékhez továbbítják. Egy ilyen vezetőberendezés magából a profilcsőből összeállítható. Szüksége lesz csapágyakra és hosszú csavarokra a mozgó alkatrészek rögzítéséhez.
sablonok
Több egyszerű, derékszögű eszközt telepítenek sablonok formájában egy sík síkban. A jövőbeni termékek pontos szögét előre meghatározzák. Ez az ütközők hegesztésével történik, két darab a sarok mindkét oldalán. A hegesztendő elemet a sablonba helyezzük, csapokat és hegesztést készítünk.
A sablonok „fejlett” verziói hajtogatókkal rendelkeznek, amelyek megkönnyítik a hegesztett szerkezet kinyerését. Annak érdekében, hogy a termék ne vezessen magas hőmérsékletnek kitéve hegesztőívaz egyik oldalon lévő ütközők helyett csavarbilincsek kerülnek behelyezésre, amelyek szilárdan rögzítik a sablon oldalát, és megakadályozzák, hogy azok felkeljenek. Hegesztés után a csavarok meglazulnak és a szerkezet meglazul. Tehát szögprofilként hegeszthet csöveket, sarkokat, különböző szélességű polcokkal. Kényelmes ajtók és kapuk keretének gyártásában.
központosítókat
Az összeszerelés nem sok hegesztés. Az ilyen részletekkel való munka fő jellemzője a felek egymáshoz igazodásának biztosítása. Ha a különbség nagyobb, mint 1,5 mm, akkor szabad szemmel észrevehető lesz. A kritikus termékeknél, ahol az esztétika fontos, ez elfogadhatatlan.

A központosítók hegesztett oldalakat hoznak egymáshoz, vagy egymáshoz igazítva, elsősorban a felső és az alsó rész mentén, vagy az egész kerület mentén. Csavarozva vannak, amelyeknek környezete eléri a cső minden oldalát, és szorítók - félkör alakú lábakkal. A berendezés központosítja a csövet és a hegesztés folyamatban van. Ezután az eszközt eltávolítják.
Mágneses találmányok
Nagyon könnyű beállítani a termék oldalát a kívánt helyzetbe. A legegyszerűbb a mágneses négyzet. Szorosan rögzíti a termék két részét a vonzerőerő miatt, és 90 fokos szöget hoz létre közte. Az eszköz univerzálisabb verziói vannak, ahol más fokozat van beállítva. Így hegesztheti az oldalakat éles és tompa szögekben.

A sokoldalúbb mágneses frekvenciájú találmányok lehetővé teszik egy fém elem rögzítését és a felület mindkét oldalához történő rögzítését. Ez sokat segít, ha nincs elég harmadik kéz, de senki sem segít. A hasonló funkciójú hegesztéshez készített házi lámpatest két, 30 x 30 mm méretű fém négyzetből készül, amelyekhez egy mágnes van rögzítve. A négyzeteknél a „füleket” hegesztik, amelyekhez csavarozott csatlakozáson keresztül két vagy több „könyök” csatlakoztatható (3 mm falvastagságú és 100 x 20 mm méretű fémcsíkok). Egy ilyen találmány hajlítható és tenyészthető, ahogy tetszik. Az egyik oldalon a fő termékhez tapad, másrészt megragadja és tartja a hegesztett elemet.
Befogó és csúszó eszközök
A hegesztéshez szükséges szerelvények között sok apró asszisztens található, amelyek rögzítik, keverik vagy hegesztik az alkatrészeket. Itt vannak a főbbek.
fogó
Ez egy C alakú keret, amelynek egyik végén egy „ajak” található a termék megfogásához, a másikon pedig mozgó hangsúly. Ezt az eszközt arra használják, hogy a lemezeket az alaphoz rögzítsék, a termék általános síkjának megfelelően. A hangsúly a csavaron vagy a bütykös mechanizmuson mozog a fogaskerék mentén. Ez utóbbi lehetőség praktikusabb, mivel időt takarít meg a szerkezet különböző vastagságain történő csúszáshoz. A garat (C-keret méret) lehet kicsi és nagy, a hegesztett anyagok méretétől függően.
könyök
A legegyszerűbb elem a 90 fok közötti beállításhoz profilcsövek - ez egy négyzet. Ha rendszeresen végeznek olyan manipulációkat, amelyek megkövetelik a 90 fokos gyors beszerelést és a helyzet rögzítését, akkor egyszerűen elkészítheti a DIY hegesztést. Két szorítóra van szükség, amelyek rögzített „ajkai” alulról egy fémcsíkhoz vannak hegesztve. Két kis sarok van rögzítve a csík tetejéhez. A szög segítségével állítsa be a kívánt fokot, és megsérülnek. Ez a hangsúly. A sarkokat nem kell egymáshoz közel helyezni, hogy a hozzáférés megmaradjon filé varrás a jövőbeli termékekre.
távtartók
A szerkezet zsugorodó oldalainak kiszorításához betörő eszközöket használnak. Ezek lehetnek az oldallapok szélei, amelyek eltérnek a síkban, vagy a nagy kapacitású illesztés elsüllyedt oldala. A szélek azonos síkhoz történő hengerezéséhez hengert kell használni, amelyen belül egy nagy menetet vágnak. A nagy csavarokat csavarjuk be a széleibe, és kalapjukon rögzített ütközők vannak, amelyek alakja megfelelő a termék belsejéhez (ha a tartálynak egyenletes falai vannak, akkor az ütközők laposak, ha a tartály falai kerek, akkor az ütközők kerekítve vannak). A hengernek több furata van a kar felszereléséhez és a forgatáshoz. Ebben az esetben a csavarokat kicsavarják, és az eszköz teljes hossza megnő. Ez kitágítja a zsugorodó oldalt a kívánt szintre. Ha a távtartó hossza nem elég, akkor az egyik ütköző alá fabetét kerül.
klip
Időnként nagyon gyorsan kell dolgoznia, és nincs idő ideje, hogy a terméket szorítóval nyomja meg. Ha a hegeszthető alkatrészek vastagsága kicsi, bilincsek használhatók. Ez egy kis karom, rugóval, amely mindkét felét vonzza. Az ilyen készülékek „ajkai” szélesek vagy ívesek lehetnek bizonyos termékekhez. Kisméretű tartományuk van a munkaszélesség beállításához, de ellentétben a bilincsekkel, egy másodpercre vannak beállítva.
esztrich
Ha nagy hézag nélküli főzéshez szükséges az oldalakat az összekötő vonal mentén csökkenteni, akkor használjon kötözőelemeket. Lapos termékek esetében ezek lehetnek két sarok, lyukakkal, amelyek egymással szemben vannak, és hosszú csavarral csökkentik az oldalakat, meghúzva az anyát. A készülék teljes mértékben megvalósítja szűkítő hatását, ha a csavarnak hosszú menete van (a fej alatt). Ha a konstrukciónak vannak lökhárítói, amelyekbe be lehet húzni, akkor a sarokhegesztés helyett a tetején lyukakkal ellátott horgokat használnak.
Különböző kiegészítők nagyban megkönnyítik és felgyorsítják a hegesztési folyamatot. Ha ezeket az elemeket önmagával készíti, pénzt takaríthat meg.

