Az inch-szálat csak in-ek fordítások létrehozására használják fém csövek. A hüvelyk menetet fém és műanyag összecsukható szerelvények gyártásához is használják.
Különbségek a hüvelyk és a metrikus szálak között
A bemutatott menetes csatlakozásnak saját szabványa van a GOST 6357-81 hivatkozással, amely szabályozza az olyan menetes paramétereket, mint a hangmagasság és az átmérő.
A menetes illesztések méretei a cső végén lévő, egymással szemben elhelyezkedő felső pontok közötti távolságtól függenek.
A cső menete és méretei közvetlenül a termék belső vagy külső átmérőjének értékétől függenek. Jelenleg léteznek olyan típusú szálak, mint:
- Metric;
- Hüvelyk;
- Trapéz;
- Hengeres;
- Kitartó;
- Kúpos.
Kívül, különböző fajták A szálak saját megjelöléssel rendelkeznek. Tehát például a bal oldali menetjelölést LH betűk jelzik. Részletesebb információkért a menetes csatlakozást a rajzokon további betűk jelzik, ahol:
- M - jelzi a fordulások névleges átmérőjét;
- Ph a stroke értéke;
- P a lépés értéke.
A metrikus menet és a hüvelyk átmérője standard, 1 és 180 mm között van. A két típus közötti különbségről szólva érdemes megjegyezni, hogy ezek kerek címer profilját képezik.
A hüvelyk profil szemmel láthatóan élesebb. Ennek oka a felső „kezdő háromszög” szöge, amely 55 °.

A metrikus cső menete különbözik az inch kiszámításánál a hangmagasság és az átmérő értékeitől. Ennek oka az a tény, hogy a metrikus tekercsek milliméter irányban készülnek.
A cső hüvelykje 3,33 cm, mindkét esetben a cső fordulásainak paraméterét nem milliméterben, hanem menettel mérik.
A menetek itt a pontos hornyok számát mutatják, amelyek elérhetők egy hüvelykes csőszakaszon. Tehát például a szokásos vízvezetékeknél csak két verzió van megjelölve - 11 menetes (metrikus hangmagasság 2,31 mm) és 14 menetes (metrikus hangmagasság 1,8 mm).
A trapéz menetet mindenféle csavar gyártásához használják. Ezek magukban foglalják a vágógépek ólomcsavarjait, a hidraulikus prések csavarjait, az emelőberendezéseket és a féregváltókat.
Az ilyen fordulások vizuálisan jelentősen különböznek a többi típustól - egyenlő szárú trapéz alakban készülnek. A profilszög értéke ebben az esetben 15, 24, 30 és 40 ° lehet.
Hogyan lehet meghatározni a hangmagasságot és az átmérőt?
Az ilyen jelentős jellemzők meghatározásakor olyan eszköz, mint:
- Kaliber;
- Fésű;
- Körző;
- Mikrométer.
Bizonyos esetekben a mérőműszer funkcióját előre definiált belső vagy külső tekercsekkel való összekapcsolással vagy illesztéssel lehet végrehajtani, amelyek megfelelnek az előre meghatározott paramétereknek.
A lépésmérésnél csavart használnak, ha jelentős ellenállás merül fel, amikor a fordulókba csavarodnak, akkor ezeket megjavítják.
Abban az esetben, ha a folyamat nehézségek nélkül zajlik, és a csavart szorosan behelyezik a csőbe, akkor a lépést helyesen hajtják végre.
A fordulatok újbóli létrehozásakor a folyamat az orientációval folytatódik, hogy nagyobb kaliberű legyen. A menetmérő használata meglehetősen egyszerű. Fel van szerelve mérőlemezekkel, amelyeket a még nem dokkolt menetes csatlakozásokba helyeznek.
A lemezek apró reszelőkhöz hasonlítanak, és ha a tekercsekre felhordva a lemezek profilja egybeesik a belső vagy külső felületre vágott tekercsekkel, akkor azok megfelelnek a beállított értéknek.
Ezt az értéket a szerszámlemez jelzi. Féknyereg alkalmazásával csak a fordulások külső átmérőjének mutatója mérhető, a mikrométer ugyanazt a funkciót végzi. A szakértők azt javasolják, hogy végezzen méréseket az ehhez legmegfelelőbb eszközökkel - kalibrálókkal.
Cső külső menete (videó)
Vágási módszerek
Mind a metrikus, mind a cső (hüvelyk) analóg forgatható a belső és a külső felületen.
Ezt két módszerrel hajtják végre: mechanikus és kézi. A kézi módszer végrehajtásakor olyan eszközöket használnak, mint a kardosok és a meghalók.
A csap belső tekercseket hozhat létre, a szerszám külső tekercseket hozhat létre. A folyamat azzal a ténnyel kezdődik, hogy a terméket szorosan rögzítik egy rúdban, és a kardját behelyezik a kapuba.
A szerszám használatakor az örvény funkcióját a szerszámtartó látja el. Ezután a szerszámot felhelyezik a termékre, és csap használatakor közvetlenül a cső lyukába illesztik.
Ha szükséges, akkor az összes műveletet megismételjük még egyszer, miközben fokozatosan fordul elő a termék teste, abban a mélységben, amely megegyezik a profil magasságával.
A belső és a külső forgásokat nem egyszerre vágják, hanem egymás utáni sorrendben. A legtöbb esetben azonban csak a külső vagy belső hornyokkal rendelkező felületek jönnek létre.
A fordulások mechanikus létrehozása magában foglalja egy speciális marógép használatát, amelyet a gép tartójához rögzítenek.

A munka megkezdése előtt a tartó a munkadarab-paradicsomba mozog, majd a profil magasságát keresztirányú betáplálással állítja be.
A mechanikus módszernél csavarmenetes is használható - egy szerszám fésűs profilú lemezekkel.
A beépített fej segítségével 2-5 méretű barázdát hozhat létre külső típusú. Miután a lemezeket a szerszámfejbe behelyezték, a csövet csavarral vagy csavarkulccsal rögzítik.
A termék véglapját derékszögben vágják le. A szerszám elindítása után a fej hornyokat hoz létre az alkatrészen a forgás pillanatában.
Metrikus világunkban néha nehéz navigálni más mérési rendszerekben. Néha azon töprengettünk, hogy az amerikaiak vagy a brit hogyan használhatják az elavult hossz-, tömeg-, terület-, stb. És ők viszont nem értenek minket - az egyetlen mérési rendszer törvényei szerint élünk. Ugyanakkor, mint minden szabály, vannak bizonyos kivételek, amelyek érthetők mindenki számára - és Amerika, valamint a Ködös Albion, valamint Európa és Oroszország lakosai számára. Ez a cikk egy áttekintést a cső és metrikus szálak, amelynek sokszínűségét gyakran tapasztalják a mindennapi életben.
Metrikus szálak és alkalmazásuk
A menetes csatlakozások nagyon általánosak az építőiparban, a gépiparban, a gépiparban, az űriparban és a mindennapi életben. Mi az a csavar és anya, még az óvodáskorú gyermekek is tudják, mivel a tervezővel folytatott osztályok nem képesek ezeknek a részleteknek a nélkül. Annak ellenére, hogy az első csavart az Archimedes találta ki, és ősi őseink széles körben használtak csavaros fogaskerekeket sajtolókban olajsajtoláshoz az olajbogyó-magvakból és a napraforgómagból, valamint a talajok öntözéséhez szükséges víz emelésére, valódi csavarkötés létrehozásának ötlete valósult meg. csak a 15. században, amikor a svájci órák egyikének először sikerült az első csavart és anyát egyszerű eszközökkel megmunkálni.
Ugyanakkor, az ésszerű gondolat, hogy a faragványoknak azonosaknak kell lenniük a világ minden országában, nem sokkal az emberiségre jött. Tehát széles körben elterjedt és ismert mindenki számára, aki legalább kevés tapasztalattal rendelkezik a technológiával kapcsolatban, metrikus menet megjelentek, és a szabványokban csak az egységes mérési rendszer bevezetése után kerültek ismertetésre, amely a méter, a kilogramm és a másodperc szabványokra épül. Tehát a metrikus faragás megjelenése és széles körű használata a 19. század végétől származik. Addig az inch szálak uralták a világot.
A metrikus szál és az egy hüvelyk menet közötti fő különbség az, hogy minden paraméterét milliméterhez kötik, és maga a menet profiljának alapjául egyenlõ oldalú háromszöget vesznek alapul, mivel valamennyi szögmérete megegyezik és egyenlő 60 fokkal. A metrikus menetes csatlakozások szabványosításakor fontos, hogy az anyának és a csavarnak ne csak a menet szögmérete, hanem az átmérője és a hangmagassága is megegyezzen. Sokan, különösen azok, akiknek autói vannak, érthetetlen jelenséggel szembesültek, amikor a csavar és az anyák átmérője azonos, de a csavart az anyába csavarni lehetetlen. Ez azt sugallja, hogy ezen a helyen kisebb menetet alkalmaznak, és annak érdekében, hogy a csavar problémamentesen becsavaródjon, a menetemelkedését szintén csökkenteni kell.
A metrikus szálakat leíró szabványok azt jelzik, hogy azokat M betűvel kell jelölni, majd meg kell jelölni a szál átmérőjét és annak hangmagasságát. A metrikus szálak átmérője egy és hat száz milliméter között lehet. A menetmagasság eloszlása \u200b\u200b0,075-3,5 mm. A kis hangmagasságú meneteket a szerszámok mérésére, a közepes hangmagasságú meneteket a részekre és szerelvényekre terhelt és rezgéskörülmények között működtetik, a nagy hangmagasságú meneteket pedig a nehéz teherhordó szerkezetek rögzítéséhez.
A metrikus menetekre vonatkozó szabványok kidolgozásakor különféle tűréseket vettünk figyelembe, amelyek meghatározzák a menet külső széle kerekítésének fokát és a profiltól való eltéréseket, hogy a csavart és az anyát kézzel szabadon meg lehessen húzni az ütközésig.
Bár a metrikus szálakat nem használták széles körben a lezárt illesztésekben, ezt a lehetőséget a szabványok rögzítik. Tehát az MK jelöléssel ellátott menet az önzáró illesztésekhez használható, a külső és a belső menetek kúpossága miatt. Ezenkívül a szoros csatlakozáshoz nem szükséges, hogy a csavar és az anya kúpos menettel legyen ellátva. Elegendő, ha ezt a menetet egy csavarra menetelik.
A hengeres metrikus szálak meglehetősen ritkák. Megnevezése MJ. A fő különbség a csavarban van, amelynek megnövekedett a menetes üreges sugara, amely a hengeres metrikus menet alapján a menetes összeköttetést nagyobb hőálló és fáradtsági tulajdonságokkal rendelkezik. Ezt a szálat az űriparban használják. Egy szokásos metrikus csavart azonban egy menetes anyához csavarozhatunk.
Annak ellenére, hogy az összes eszközben és mechanizmusban túlnyomórészt a jobbkezes menetek vannak, bizonyos funkciók végrehajtásához továbbra is balkezes meneteket kell használni. A metrikus balmenet nem különbözik a jobb oldali menettől, kivéve a forgásirányt, amely ellentétes a jobb oldali csavarokkal. Ha egy szokásos csavart az óramutató járásával megegyezően csavarnak, akkor a bal oldali csavart ugyanabba az irányba csavarják ki.
Ezenkívül több metrikus szálaval is találkozhat. Ez abban különbözik, hogy nem egy spirál, hanem kettő vagy akár három is egyidejűleg vágva egy csavaron és anyán. A többszálú menetet gyakran használják nagy pontosságú berendezésekben, például fényképészeti berendezésekben, az alkatrészek helyzetének egyedileg történő pozicionálására a kölcsönös elforgatás során. Egy ilyen szál a végén két vagy három fordulat alapján megkülönböztethető a szokásostól.
Annak ellenére, hogy a metrikus szálakat nagyon széles körben használják, a világ sok fejlett országában az úgynevezett hüvelykes szálak hagyományosan továbbra is használatosak. A cső menetét általában hüvelykben mérik. És az ilyen típusú menetek közötti nagy különbségek ellenére a vízvezeték-szerelőknek világszerte meg kell magyarázniuk a fél hüvelyk és a háromnegyed cső közötti különbségeket.
Hüvelykes szálak és alkalmazásuk
Különbségek hüvelykes szálak metrikus értelemben, mivel a szál tetejénél a szög 55 fok, a szálmagasságot a szálhossz és a szálhossz hányadosaként számítják. Egy hüvelyk alatt 2,54 cm távolságot értünk, amely kezdetben megegyezett az emberi hüvelykujj első falának hosszával, amely szinte minden ember esetében azonos.
Mivel a csúcsnál a szög eltér a metrikus szálaktól, a metrikus és hüvelyk meneteket nem lehet kombinálni. A metrikus rendszerrel rendelkező országokban csak hüvelyk hüvelykes szálakat használnak, amelyeket G. betű jelöl. A betűt frakcionált vagy teljes megnevezés követi, amely nem a szál méretét jelzi, hanem a cső feltételes hézagát hüvelykben vagy hüvelykben kifejezve. A csőmenet sajátossága pontosan az a tény, hogy figyelembe veszi a csőfalak vastagságát, amely vastagabb vagy vékonyabb lehet, a gyártás anyagától és az üzemi nyomástól függően, amelyre a csöveket tervezték. Ezért a hüvelyk hüvelyk méretű szabványa érthető és elfogadható az egész világon, a metrikus szabályok alóli kivételként.
Az egyszerű hengeres csőmeneten kívül van egy kúpos csőmenet. Ugyanazokkal a tulajdonságokkal rendelkezik, mint a normál csövek, a kúpos kivételével, amely lehetővé teszi szorosabb kötések létrehozását. A jelzés a külső menet R betűjével, a belső Rc betűvel jelölve. A bal oldali szálakat ezenkívül LH betűkkel jelölik, amelyeket numerikus megnevezés egész és hüvelyk töredékeként követ.
Más csatlakozási alkalmazásokhoz - a vízvezeték-szerelvény kivételével - az Egyesült Államokban és Kanadában hüvelyes meneteket használnak, amelyek csúcspontja 60 fok. Ezeknek a szálaknak a meglehetősen széles tartománya van, amelyek különböznek a menetek hangmagasságának és más jellemzőinek tartományában. Érdemes megjegyezni, hogy a hüvelyk sorból származó egyes szálak egybeesnek a metrikával, ami bizonyos esetekben kéznél is lehet. Például a fényképészeti felszerelésben az összekötő menet átmérője, amelyen keresztül a fényképezőgépet az állványhoz rögzítik, az egész világon azonos, függetlenül a gyártó országától, mivel ennek a szálnak a jellemzői a metrikus és hüvelyk menet.
Ne tévessze össze azonban az angol collos ipari szál, amelyet 1841-ben hagytak jóvá, és amelyet maga Joseph Whitworth fejlesztett ki. Ez a szál majdnem megismétli a cső menetét, mivel a csúcspontja 55 fokos. Az ezzel a menettel rendelkező csavarok és anyák nem illeszkednek az amerikai és kanadai hüvelyes rögzítőkhöz.

Ebben a cikkben nemcsak száraz tényeket szeretnék közölni egy hüvelyk méretű csőszál méretéről, hivatkozással a szabványokra és a GOST-okra, hanem érdekes tényt szeretnék az olvasóval felvázolni az utóbbi megnevezésének jellemzőit.
Tehát bárki, aki már találkozott a csőmenettel, ismételten elgondolkodott azon, hogy a menetek külső átmérője és megnevezése között milyen eltérések vannak. Például egy 1/2 hüvelykes menetes szál átmérője 20,95 mm, bár logikusan metrikus menettel 12,7 mm-nek kell lennie. A helyzet az, hogy az inch-es menetek valójában a cső furatát jelzik, nem pedig a menet külső átmérőjét. Ezenkívül, kiegészítve a cső falán lévő lyuk méretét, olyan túlbecsült külső átmérőt kapunk, amelyhez a metrikus szálak megjelölésében szoktunk. Feltételesen úgynevezett cső hüvelyk 33,249 mm, vagyis 25,4 + 3,92 + 3,92 (ahol 25,4 a járat, 3,92 a cső falai). A csőfalakat a menet üzemi nyomása alapján fogadják el. A cső átmérőjétől függően ezek szintén növekednek, mivel egy nagyobb átmérőjű cső vastagabb falúak legyenek, mint egy kisebb tompítóval ellátott csőnél, azonos munkanyomáshoz.
A csőszálakat a következőkre osztják:
Hengeres csőmenet
Ez egy hüvelykes szál, amely egy BSW (brit szabványos Whitworth) szálon alapszik, és egy BSP (brit szabványos csőszál) szálnak felel meg, négy pontja hengerenként 28,19, 14,11. 6 "méretű csövekbe vágják, a 6" feletti csöveket hegesztik.
Profilszög 55 ° csúcson, elméleti profilmagasság H \u003d 0,960491P.
szabványok:
GOST 6357-81 - A felcserélhetőség alapvető normái.
Hengeres csőmenet. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Jelmagyarázat: a G betű, a névleges csőfurat numerikus értéke hüvelykben (hüvelykben), az átlagos átmérő pontossági osztálya (A, B) és az LH betűk a bal oldali menetnél. Például egy menet, amelynek névleges átmérője 1 1/4 ", az A pontossági osztály - G1 1/4-A-nak van jelölve. Ismételjük meg még egyszer, hogy a névleges menetes méret megfelel a cső hézagának hüvelykben. A cső külső átmérője egy bizonyos hányadot ennek a méretnek, illetve a csőfalak vastagsága szerint.
A cső hengeres menete méretének (G), a menet külső, középső és belső átmérőjének lépései és névleges értékei, mm
| Menetméret megjelölése | P lépés | Menetátmérők | |||
|---|---|---|---|---|---|
| 1. sor | 2. sor | d \u003d D | d 2 \u003d D 2 | d 1 \u003d D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29.0Z9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼ " | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½ " | 47,803 | 46,324 | 44,845 | ||
| 1¾ " | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼ " | 65,710 | 64,231 | 62,762 | ||
| 2½ " | 75,184 | 73,705 | 72,226 | ||
| 2¾ " | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼ " | 93,980 | 92,501 | 91,022 | ||
| 3½ " | 100,330 | 98,851 | 97,372 | ||
| 3¾ " | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½ " | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½ " | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
A gépiparban a menet három rendszerét alkalmazzák: metrikus, hüvelyk és cső.
Metrikus menet (145. ábra, a) háromszög alakú profilja 60 ° csúcsán van.
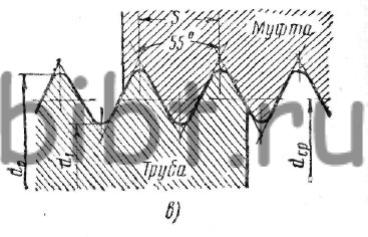
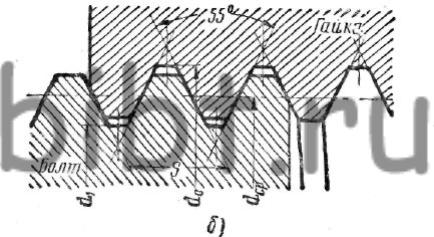
Ábra. 145. Menetrendszerek: a - metrikus, b - hüvelykes, c - cső
A metrikus szálaknak hat típusa van: fő és kicsi -1; 2; 3; 4. és 5. A kis szálak hangmagassága különbözik egy adott átmérőtől, milliméterben kifejezve. A metrikus szálakat M betű és számok jelzik, amelyek a külső átmérő és a hangmagasság méretét jellemzik. Például az M42X4.5 egy metrikus alapot jelöl, amelynek külső átmérője 42 mm és hangmagassága 4,5 mm.
A finom szál ezenkívül a megnevezésben tartalmaz egy számot, amely jelzi a szál számát, például 2M20X1.75 - a második metrikus finom, külső átmérője 20 mm, hangmagasság 1,75 mm.
Hüvelyk menet (144. ábra, b) 55 ° -os szöggel rendelkezik a csúcsán. Az inch-menetet vágják inch-vágással rendelkező gépek alkatrészeinek gyártásakor, és nem szabad új termékekre vágni. A hüvelyk méretű szálakat a szálak száma hüvelykben (1 ") hosszúságban jellemzi. Egy hüvelyk menet külső átmérőjét hüvelykben mérik.
Cső menet(145. ábra, c) ábrát ugyanúgy mérik, mint a hüvelyk, hüvelykben, és az 1/1 menetmenetek számával jellemezhető. A menetprofil 55 ° -os szöget zár be. Csőmenet esetén a csőfurat átmérőjét hagyományosan úgy veszik figyelembe, mint amelyen a külső felületét vágják. cérna.
A csőmenettel ellátott csavarnál és anyánál a kiemelkedések tetejét sík vagy lekerekített szakaszokkal készítik.
A lapos vágású profilt könnyebb gyártani, és a szokásos csőcsatlakozók meneteire használják. A csőmenet menete: 1/4 "PIPE; 1/2" PIPE. stb. (25. fül).
25. táblázat A szálak megnevezése a rajzokon
| A szál típusa | Legenda | Jelölési elemek | Példa a csavarok és anyák menetmegjelölésére |
Metric |
M | A menet külső átmérője (mm) vagy a külső átmérő és a hangmagasság (mm) | M64 vagy M64X6 vagy 64x6 |
Metrikus kicsi |
1M | 1M 64X4 vagy 64X4 | |
| 2M | 2M 64X3 vagy 64X3 | ||
| 3m | 3M 64X2 vagy 64X2 | ||
| 4M | 4M 64X1.5 vagy 64X1.5 | ||
| 5M | 5M 64X1 vagy 64X1 | ||
Trapéz |
LÉTRA | Külső átmérő és menetes hangmagasság (mm) | LÉTRA. 22x5 |
| FEL | UP 70X10 | ||
Hüvelyk 55 ° -os szöggel |
Névleges szálátmérő hüvelykben | 1" | |
Csőhengeres |
PIPA. PR * PIPE. KR ** | A szál megnevezése hüvelykben | 3/4 "cső. OL 3/4" cső. KR |
Kúpos cső |
PIPA. KÚPOS. | 3/4 "cső. |
* Profil síkkal vágott csúcsokkal (egyenes). ** Profil lekerekített.
A szálak jobb és bal; a látogatások száma szerint - egy-, két-, három-induló és több-induló.
A menetek elindulásának számának meghatározása érdekében nézzük csak a csavar vagy anya végét, és számoljuk ki, hogy hány fordulat van rajta.
Általános szabály, hogy minden rögzítő elem (csavarok, csavarok, csavarok, stb.) Egyetlen menettel rendelkezik.
A mérési rendszer szerint a szálakat metrikusra és hüvelykre osztják. Metrikus és hüvelyk szálakat használnak a menetes csatlakozások és spirális fogaskerekek. A menetes összeköttetések menetes rögzítőelemekkel - csavarok, csavarok, anyák, csapok vagy menetek - közvetlenül a csatlakoztatandó részekre rögzített csavarok, csavarok, csavarok.
Metrikus menet (1. ábra)
A profilban egyenlő oldalú háromszög alakú, amelynek csúcsszöge 60 °. A párosító csavar és az anya kiemelkedéseinek tetejét levágják. Jellemezhető egy metrikus menettel, amelynek csavarátmérője milliméterben, és menetmenetes milliméterben található. A metrikus szálakat nagy és kis lépésekben hajtják végre. A fő menethez egy nagy hangmagassággal. Kis meneteket használnak a beállításhoz, a vékonyfalú és a dinamikusan terhelt alkatrészek csavarozásához. A nagy hangmagasságú metrikus menet M betűvel és számmal jelöli a névleges átmérőt milliméterben, például M20. Finom metrikus szálak esetén egy további lépést jeleznek, például M20x1.5.
Ábra. 1 metrikus menet
Hüvelyk menet (2. ábra)
A hüvelyk menet (2. ábra) ugyanolyan megjelenésű a profilban, mint a metrikus menet, de a csúcspontja 55 ° (Whitworth menet a brit BSW (Ww) és BSF szabvány), a csúcs szöge 60 ° (amerikai szabvány) UNC és UNF). A szál külső átmérőjét hüvelykben (1 "\u003d 25,4 mm) kell mérni - kötőjelek (") hüvelykhöz mutatnak. Ezt a szálat a hüvelykben lévő szálak száma jellemzi. Inch-es amerikai szálak nagy (UNC) és kicsi (UNF) lépésekkel készülnek.

Ábra. 2 hüvelykes menet
Rögzítő méretének táblázata az amerikai hüvelyk UNC nagy hangmagasságú menethez (60 fokos szög)
| Hüvelyk méret | Méretek mm-ben | Menet szurok |
| 1. sz. UNC | 1.854 | 64 |
| 2. sz | 2.184 | 56 |
| 3. sz. UNC | 2.515 | 48 |
| 4. sz. UNC | 2.845 | 40 |
| UNC 5. szám | 3.175 | 40 |
| UNC 6. szám | 3.505 | 32 |
| 8. sz. UNC | 4.166 | 32 |
| 10. sz. UNC | 4.826 | 24 |
| UNC 12. szám | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1 " | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2 " | 50.8 | 4 1/2 |
cérna
A menet lehet belső és külső.
- A csavarokra, csapokra, csavarokra, csapokra és más hengeres alkatrészekre külső menet kerül vágásra;
- Szerelvényekben, anyákban, karimákban, dugókban, gépalkatrészekben és fémszerkezetek vágja le a belső menet.
Ábra. 3 szál elem
A szálak fő elemeit az 1. ábra mutatja. 3 Ezek a következő elemeket tartalmazzák:
- menetmagasság - a két szomszédos fordulat csúcsainak vagy bázisai közötti távolság;
- menetmélység - a szál teteje és az alapja közötti távolság;
- menetes profil szöge - a profil oldalainak a tengely síkjában lezárt szöge;
- külső átmérő - a csavar menetének legnagyobb átmérője, a menet tetején merőlegesen a menet tengelyére;
- belső átmérő - a henger átmérőjével megegyező távolság, amelyen a menet becsavaródik.
További információ a hüvelyk rögzítőkkel kapcsolatban:

