A henger alakú meneteket főként csőcsatlakozásokhoz, csőszerelvényekhez és szerelvényekhez használják. Ez a szál az 1/16-tól 6 "-ig terjedő átmérővel, az 1/2-es menetek számával 28-tól 11-ig terjed.
A csőmenet névleges átmérőjét általában a cső belső átmérőjéhez kell hozzárendelni. A lépcsők és az átmérők aránya szerint a csőszál egy OST 1260 szerint zúzott hüvelyes menet. Ezért a csőmenet egyszerre, a kis metrikus menetek szabványosítása előtt, nemcsak a csőcsatlakozásokhoz, hanem a rögzítőkhöz is használták, amikor szükségessé vált a szálak összehasonlító kis lépésekben, nagy átmérővel. A csőmenet a csövek és a csőszerelvények általános európai szabványa.
A Csőhenger menetének méretei
(GOST 6357-81)
A szabvány a hengeres menetes csatlakozásokban használt hengeres csőmenetekre, valamint a belső hengeres menetnek a külső kúpos menettel való összekapcsolására vonatkozik a GOST 6211-81 szerint.
Az átlagos szálátmérő tűréseit (a GOST 6357-81 szerint) két pontossági osztályba sorolják - A és B. Az átlagos szálátmérő tűrései összesen vannak. A d 1 és D átmérőjű tűréseket nem határozták meg.
méretek mm
| A szál megnevezése | Z lépések száma 25,4 mm hosszon | P lépés | Menet átmérője | Profil munkamagasság H 1 | R sugarú görbe | H | H / 6 | |||
| 1. sor | 2. sor | külső d \u003d D | átlag d 2 \u003d D 2 | belső d 1 \u003d D 1 | ||||||
| 1/16" 1/8" | - | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" | - | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" | 2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| A menetméret kiválasztásakor az 1. sort a másodikhoz kell előnyben részesíteni. | ||||||||||
A Csavarhossz a GOST 6357-81 szerint
A sminkhosszokat két csoportra osztják: normál N és hosszú L.
méretek mm
| kijelölés menetméret | P lépés | Smink hossza | |
| N | L | ||
| 1/16", 1/8" | 0,907 | cB. 4–12 | cB. 12 |
| 1/4", 3/8" | 1,337 | cB. 5-16 | cB. 16 |
| 1/2", 5/8" | 1,814 | cB. 7–22 | cB. 22 |
| 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | cB. 10-30 | cB. 30 |
| 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | cB. 12–36 | cB. 36 | |
| 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | cB. 13–40 | cB. 40 | |
| A sminkhosszok numerikus értékeit empirikusan állapítják meg. | |||
A bal oldali szál szimbólumát LH betűk egészítik ki.
Példák a menetjelölésre az A pontossági osztályhoz:
G 1 1/2-A
bal oldali menet pontossági osztály B:
G 1 1/2 LH-B
Az N kitöltési hosszát a szálmegjelölés nem jelzi.
Az L kitöltési hosszát milliméterben kell megadni.
G 1 1/2 LH-B-40
A leszállást egy töredék jelzi: amelynek számlálója a belső szál pontossági osztályát, a nevező pedig a külső szál pontossági osztályát jelöli.
G 1 1/2-A / A; G 1 1/2 LH-A / B
Az A pontossági osztályba tartozó belső cső hengeres menetének ezen szabványnak megfelelő csatlakoztatását a külső cső kúpos menetével a GOST 6211-81 szerint:
G / R 1 1/2 - A
Ui Egyszerre a hengeres csőmenet menete (az OST 266 szerint) 18 "-ig terjedő átmérőre terjed, az 1 / menet menetek száma 28-tól 8-ig.
Kapcsolódó dokumentumok:
- furatok menetes
GOST 3469-91 - Mikroszkópok. Menet lencsékhez. méretek
GOST 4608-81 - metrikus menet. Interferencia illeszkedik
GOST 5359-77 - Szemszál az optikai műszerekhez. Profil és méretek
GOST 6042-83 - Edison szál kerek. Profilok, méretek és korlátozott méretek
GOST 6111-52 - hüvelykes kúpos menet, 60 fokos szöggel
GOST 6211-81 - Kúpos menet
GOST 6357-81 - hengeres csőmenet
GOST 8762-75 - Kerek menet 40 mm átmérőjű gázálarcokhoz és ehhez kalibrálókhoz. Fő méretek
GOST 9000-81 - metrikus menet 1 mm-nél kisebb átmérőhöz. tűrések
GOST 9484-81 - trapéz menet. profilok
GOST 9562-81 - Egyindító trapéz menet. tűrések
GOST 9909-81 - kúpos menetes szelepek és palackok gázokhoz
GOST 10177-82 - tolószál. Profil és fő méretek
GOST 11708-82 - szál. Fogalmak és meghatározások
GOST 11709-81 - metrikus menet műanyag alkatrészekhez
GOST 13535-87 - Menetálló, megerősített 45 fokban
GOST 13536-68 - Kerek menet az egészségügyi szerelvényekhez. Profil, fő méretek, tűrések
GOST 16093-2004 - metrikus menet. Eltérések. Vámkezelési kirakodások
GOST 16967-81 - Metrikus menet a műszerekhez. Átmérők és lépések
GOST 24737-81 - Egyindító trapéz menet. Fő méretek
GOST 24739-81 - trapéz többszálú
GOST 25096-82 - tolószál. tűrések
GOST 25229-82 - Kúpos metrikus menet
GOST 28487-90 - kúpos rögzítőcérna fúróhúr elemekhez. Profil. Méretek. tűrések
Úgy tűnik, hogy a csövek bonyolultak? Csatlakoztassa és csavarja ... De ha nem vízvezeték-szerelő és nem speciális végzettséggel rendelkező mérnök, akkor minden bizonnyal kérdés merül fel a válaszokkal, hogy bárhová is nézzen. És valószínűleg az első dolog az interneten)
Korábban az átmérőkről beszéltünk fém csövek ebben a cuccban. Ma megpróbáljuk tisztázni a csövek menetes csatlakozásait különböző célokra. Megpróbáltuk nem eloszlatni a cikket a meghatározásokkal. Az alapvető terminológia tartalmazza GOST 11708-82 amelyekkel mindenki megismerheti magát.
Csőhenger menet. GOST 6357 - 81

Irány: Balra
Pontossági osztály: A osztály (magas), B osztály (normál)
Miért hüvelykben?
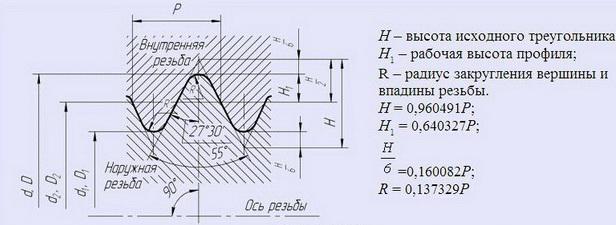
A hüvelyk mérete nyugati kollégáktól érkezett hozzánk, mivel a jelenlegi igények a posztszovjet térben voltak GOSTés a szál alapján megfogalmazva BSW (Brit Whitworth vagy Whitworth szál). Joseph Whitworth (1803 - 1887), 1841-ben a tervezőmérnök és feltaláló bemutatta a leszerelhető illesztések öncímkéző csavarprofilját, és egyetemes, megbízható és kényelmes szabványnak minősítette.
Az ilyen típusú meneteket mind a csövekben, mind a csőcsatlakozások elemeiben használják: záróanyák, csatlakozók, könyök, pólók ( lásd a fenti képet). A profil szakaszában egy egyenlő szárú háromszöget látunk, amelynek 55 fokos szöge van és kerek a kontúr tetején és mélyedésein, amelyeket a csatlakozás nagyfeszültségének biztosítása érdekében végeznek.
A menetes csatlakoztatás legfeljebb 6 ”méretű lehet. A nagyobb méretű csöveket hegesztéssel rögzítik a megbízható csatlakozás és a repedés megelőzése érdekében.
Jelkép a nemzetközi szabványban
Nemzetközi: G
Japán: PF
Egyesült Királyság: BSPP
Jelölje meg a G betűt és a cső furatának átmérőjét (belső Ø) hüvelykben. Maga a menet külső átmérője nem szerepel a kijelölésben.
Példa:
G 1/2 - külső csőmenet, belső cső Ø 1/2 "". A cső külső átmérője 20,995 mm, a 25,4 mm hosszúságú lépések száma 14.
A pontossági osztály (A, B) és a fordulások iránya (LH) szintén megjelölhető.
Például:
G 1 ½ - B - hengeres csőmenet, belső Ø 1 ½ hüvelyk, B pontossági osztály
G1 ½ LH-B - hengeres csőmenet, belső Ø 1 ½ hüvelyk, B pontossági osztály, bal.
A felépítés hosszát utoljára mm-ben tüntettük fel: G1 ½-B-40.
A hengeres belső csőmeneteknél csak azt a Ø csövet kell megjelölni, amelyre a furatot szánták.
A csőszál mérettáblája
| Menet mérete |
Menetmagasság mm |
Menet per inch |
Menetátmérők |
|||
Hogyan lehet meghatározni a hüvelyk menetét?

Hozok egy képet az angol nyelvű internetről, amely világosan szemlélteti a technikát. A cső menetét nem a profil csúcsai közötti méret jellemzi, hanem a menet tengelye mentén 1 hüvelykre eső fordulatok száma. Rendes rulett vagy vonalzó segít. Felvesszük, megmérjük egy hüvelyk (25,4 mm) méretet és vizuálisan megszámoljuk a lépések számát.
A képen egy példával ( lásd fent) szálak - angolul ez szó szerint "szál szála". Ebben az esetben 18 ilyen van. egy hüvelyk.
Még könnyebb, ha a szerszámdobozban egy menetes mérőeszköz van a hüvelyk menetekhez. Nagyon kényelmes a mérések elvégzése, de nem szabad elfelejteni, hogy a próbabábu menete eltérhet 55 ° és 60 ° csúcsszögtől.
Kúpos csőszálak

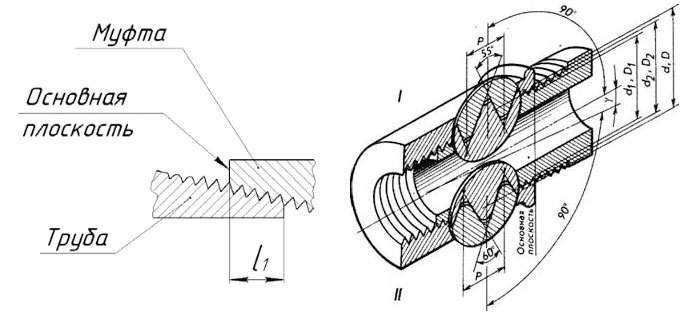
kúpos menetes minta
Kúpos menetes menet GOST 6211-81 (1. standard méret)
Mértékegység: hüvelyk
Megfelel egy 55 ° -os szögű hengeres csőmenet lekerekített profiljának. Lásd. tetejére a "Kúpos csőmenet mintája" háromdimenziós kép (I) része.
szimbólum
Nemzetközi: R
Japán: PT
Egyesült Királyság: BSPT
Az R betű és a Dy névleges átmérője meg van jelölve. Az R megjelölés a menet külső nézetét jelzi, Rc belső, Rp belső henger alakú. A hengeres csőmenettel analóg módon az LH-t használják a bal menethez.
példák:
R1 ½ - külső kúpos menet, névleges átmérő: Dy \u003d 1 ½ hüvelyk.
R1 ½ LH - külső kúpos menet, névleges átmérő: Dy \u003d 1,5 hüvelyk, bal.
Kúpos hüvelyes menet GOST 6111 - 52 (2. méret)
Mértékegység: hüvelyk
Profilszöge 60 °. Lásd. alacsonyabb a „kúpos csőmenet mintája” háromdimenziós kép (II) része. Ezt viszonylag alacsony nyomású gépek és szerszámgépek csővezetékeiben (üzemanyag, víz, levegő) használják. Az ilyen típusú csatlakozás használata a szál szorítását és rögzítését igényli további speciális szerszámok nélkül (lenszálak, fonalak miniummal).
szimbólum
Példa: K ½ GOST 6111 - 52
Dekódolható: hüvelyk alakú kúpos menettel, amelynek fő és síkjának külső és belső átmérője megközelítőleg megegyezik a G ½ hengeres csőmenet külső és belső Ø-jével
Kúphosszú menet fő paramétereinek táblázata
| Menetméret megnevezése (d, hüvelyk) | Az 1 "n szálak száma | Menetmagasság S, mm | Menet hossza mm | A menet külső átmérője a fő síkban, mm | |
| Munka l1 | A cső végétől az l2 fő síkig | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Metrikus kúpos menet. GOST 25229 - 82

Mértékegység: mm
A felületet kúposan 1:16 készítik
Csővezetékek összekapcsolásakor használják. A fordulás tetején a szög 60 °. A fő sík eltolódik a végfelülethez képest ( lásd a fenti képet).
szimbólum
Az MK betűk jelzik az átmérőt a fő síkban és a menetmagasságot mm-ben: MK 30x2
Metrikus kúpos menetméret táblázat
| Menet átmérője d sorban | P lépés | A menet átmérője a fő síkban | ||||||
| 1 | 2 | d \u003d D | d2 \u003d D2 | d1 \u003d D1 | l | l1 | l2 | |
| 6 | --- | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | --- | 8,000 | 7,350 | 6,917 | ||||
| 10 | --- | 10,000 | 9,350 | 8,917 | ||||
| 12 | --- | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| --- | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | --- | 16,000 | 15,026 | 14,376 | ||||
| --- | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | --- | 20,000 | 19,026 | 18,376 | ||||
| --- | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | --- | 24,000 | 23,026 | 22,376 | ||||
| --- | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | --- | 30,000 | 28,701 | 27,835 | ||||
| --- | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | --- | 36,000 | 34,701 | 33,835 | ||||
Metrikus hengeres cső / hüvelyi jellemző
A "hüvelyk" és "cső" hengeres menetek fő jellemzői a fő méretek "metrikus" menetéhez viszonyítva.
|
A szál névleges átmérője, dm-ben |
Hüvelyk menet |
Cső menet |
||||
|
külső átmérő mm-ben |
szálak száma 1 " |
külső átmérő mm-ben |
szálak száma 1 " |
|||
A csővezetéken végzett vágás minősége, a csővezeték átmérőjének való megfelelés - mindez nagyon fontos vízvezeték- vagy fűtőrendszer telepítésekor. Inch-es menet vágása egy szerszámmal nem túl kényelmes. Sokkal könnyebb egy speciális szerszámgépet használni.
Jellemzők
A szeletelés egy csavarmélyedés, változatlan menetmenettel és keresztmetszettel. Ezt kúp alakú, henger alakú termékekre (csavar, csavar elemek), hasonló termékekhez kapcsolódó alkatrészekre (anyák) végzik el.
A mindennapi életben az emberek általában hengeres menetes csatlakozókkal vannak ellátva a csöveken. A fonal mellett, amelynek magasságát milliméterben mérik, a hüvelyk menet nagyon gyakori az Orosz Föderációban.
Főbb paraméterek metrikus vágás - ez a lépés (a mélyedések vagy fésűk közötti távolság, amelyet a termék tengelyére hosszirányban mérnek) és az átmérő.
A hüvelyk menetét egy hüvelykben mért átmérő, az 1 hüvelykre eső hullámok száma jellemzi. Hogyan lehet a szálméret mm-ben megadva, hüvelykben? Egy ilyen fordításhoz meg kell szoroznia a hüvelyk méretét 25,4-rel.

Miben különbözik egy hüvelyk menetes csatlakozás a metrikától? A különbség az, hogy a hüvelyk menettel rendelkezik:
- hegyes fésűk;
- menetes menetek lekerekített teteje.
A mindennapi életben használt szeletek
Háztartási körülmények között az ilyen típusú vágásokkal ellátott csőtermékeket használják leggyakrabban:
- Tizennégy szál / hüvelyk (magasság 1,815 mm).
- Tizenegy szál / hüvelyk (hangmagasság 2.310 mm).
Egy hüvelykes szál megjelenésének és magasságának megállapításához egy szálmérőnek nevezett objektumot használnak. Ezenkívül lehet használni egy közönséges vonalzót, a fúrómérőt.

Egy kapcsolóelem kalibrációs elemként is szolgálhat. Vágni kell, olyan méretűnek, amely megfelel egy hüvelyk menet átmérőjének. A cikk menetes csatlakozásba van csavarva. Ha nem merültek fel nehézségek, szilárdan beragadt a cső alakú termékbe, ami azt jelenti, hogy a mérés befejezhető. Ellenkező esetben ismételje meg az eljárást egy másik kalibráló elemmel.
A menetmérővel még könnyebb. A mérőlemezek egy fájlkészletre hasonlítanak. Ezeket a fájlokat a terméken vagy annak belsejében végzett vágáshoz kell nyomni. Ha a lemez profilja egybeesik a csővel, ez azt jelenti, hogy a hüvelyk menete megegyezik a fájl méretével.
Féknyereggel csak a vágás külső méretét lehet mérni. Ennek fényében a kalibrálási részleteket, a menetmérőket tekintik a legjobb eszközöknek a vágás magasságának és méretének meghatározásához.
 A valóságban természetesen kevés tud elérni kifogástalanul pontos betartást a menetmérettel. Számíthat arra, hogy kiváló minőségű szeleteket hoz létre, ha legalább egy karakter vezet a szám tört részében.
A valóságban természetesen kevés tud elérni kifogástalanul pontos betartást a menetmérettel. Számíthat arra, hogy kiváló minőségű szeleteket hoz létre, ha legalább egy karakter vezet a szám tört részében.
vágás
Ha a darabolást kézzel végzik, és nem szerszámgéppel, ez bizonyos nehézségeket okozhat, különösen akkor, ha a szál külső átmérője meghaladja az 1 hüvelyket.
A menetes kapcsolat létrehozásához a legjobb egy speciális eszköz. Ezt hívják "klupp" -nek. A Klupp tartalmaz egy testet egy pár fogantyúval. Beépíthető mozgatható fésűket tartalmaz. Fésűkkel fokozatosan elmélyítjük a szerszámot.
Ezenkívül cserélhető karimák is használhatók teljes / hiányos menetes profillal. Nem túl olcsók, mert nem mindenki vásárolhatja meg őket. Használhatja a szokásos szerszámot, amelyen keresztül a szeletelés létrejön.
Amikor a lemeztartót az óramutató járásával megegyezően csavarják, rácsavarják a hüvely elemén lévő menetre. A hüvely 3 csőelemmel van rögzítve a cső alakúhoz. Ennek az eszköznek vitathatatlan pluszja van: a vágás kezdetén nem kell a cső alakú termékre összpontosítania.

A kézi szeletelés így történik:
- a csőterméket egy csavarba rögzítik, a csapot behelyezik a csavarba, a szerszámot a tartóba;
- a szerszám a cső alakú termékre van felszerelve, és a csap benne van. Ezután a csörlő vagy tartó fogantyúját görgetve csavarozza be / csavarja be a csapot / szerszámot a csőtermékbe / rá;
- ha szükséges, az eljárást többször megismételjük, amíg a cső alakú termékben egy mélyedést nem vágunk be, amely megegyezik a menetes profil magasságával.
A szeletek létrehozása kívül és belül természetesen nem párhuzamosan, hanem felváltva történik.
A szerszámgéppel történő darabolás a következő:
- a cső alakú terméket rögzítik a fordítókészülék tartójában. A féknyereg elembe be kell szerelni egy vágót, amely megfelel a menet átmérőjének, hüvelykben;
- az eszköz elindul, a cső alakú termékben ferdén jön létre;
- a letörés után a szerszámot eljuttatják a cső külső / belső részéhez, a menet elindul. Ezt megelőzően beállítják a féknyereg elem mozgási sebességét.

Természetesen mind a szerszám, mind a csap használható a szerszámgépre, rögzítve őket az első / hátsó fejlécbe. Érdemes azonban figyelembe venni azt a tényt, hogy a vágószerszám által létrehozott hüvelyk menet paraméterei pontosabbak lesznek.
következtetés
Az anyag rögzítéséhez lásd a hüvelyk méretű táblázatot. GOST-adatokat tartalmaz (az Oroszországban elfogadott szabvány a GOST). Ne feledje, hogy Oroszországban nem minden vágás gyakori. Például az UNC-t és az UNF-et gyakran használják az Egyesült Államokban, Kanadában.
Ne felejtse el, hogy néha le kell fordítania a méreteket egységekből a másikba. A milliméter hüvelykre konvertálásához meg kell vágnia a méretet, például el kell osztania az UNF-et (UNF - egységes finom szál) 25,4-el.
Nem baj, ha hibát követ el, ha otthon menetes kapcsolatot létesít. Ez a gyártásban dolgozók számára a GOST előírásainak való megfelelésre vonatkozik. Ön szabadon gyakorolhatja a szükségtelen alkatrészek vágását.
Hagyjuk elvégezni az összeszerelést és a szétszerelést a szerkezetek, gépek és mechanizmusok integritásának károsítása nélkül. Az ilyen kapcsolat alapja a forgástestek két vagy több felületére alkalmazott menet, amelyet főként az alább leírt mutatók szerint osztanak fel. A szálak osztályozását az alábbi táblázat tartalmazza.
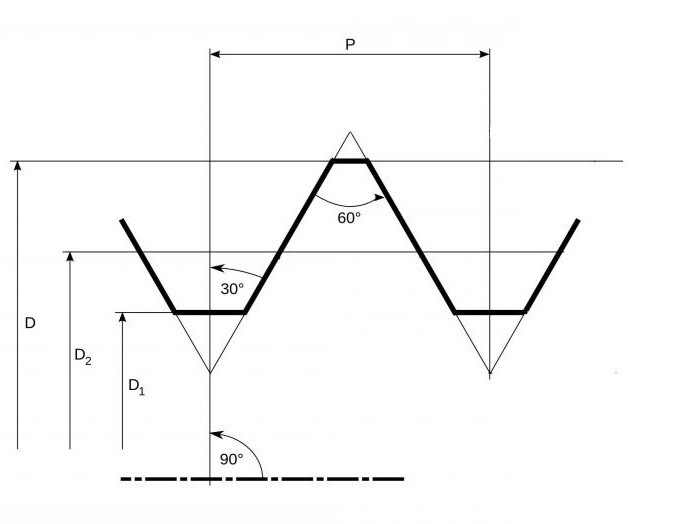
Metrikus menet
Egy olyan csavarmenet, amely fogak profiljával egyenlő szárú háromszög alakú vagy anyagból készül, metrikus menet, méretei milliméterben vannak mérve. A felhordás felületének alakja szerint ez a menet hengeres, de kúpos is lehet.
Ez utóbbi a legnépszerűbb használat során, különösen a következő kötőelemeknél:
- csavarok;
- horgony;
- csavarok;
- hardver;
- csapok;
- dió és egyéb.

A kúpos alapra felvitt csavarmenetet metrikus kúpos menetnek nevezzük. Olyan helyeken használják, ahol gyors illesztésekre van szükség, további tömítés nélkül, és a szivárgásnak a tengely mentén történő egyszerű húzásával történő megszüntetésével. Dugaszok és csőcsatlakozások építéséhez használják:
- olaj;
- olaj;
- gáz;
- a víz;
- levegőt.
Fontos tudni, hogy a kúpos és hengeres meneteknek azonos profilja van, amely lehetővé teszi azok összecsavarozását. A metrikus szálakat méret, forgásirány, hangmagasság és további paraméterek szerint osztályozzák, amelyek a jelölésben tükröződnek.
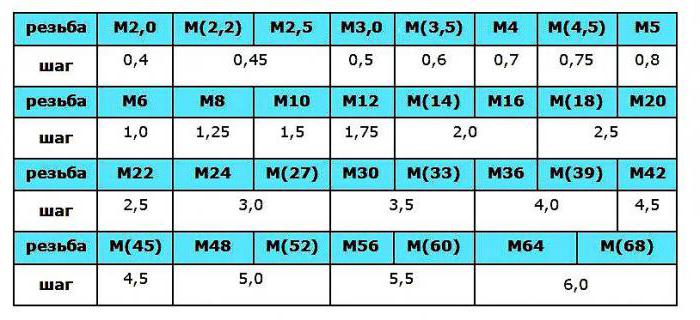
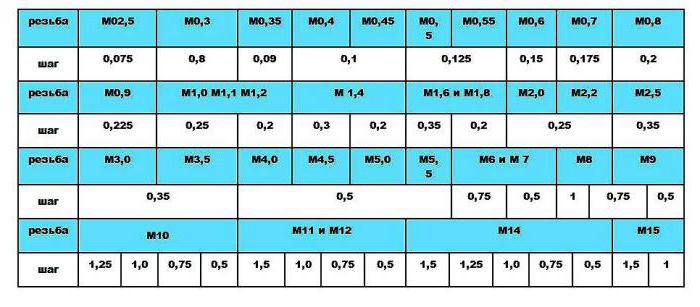
Metrikus szálak méretei
Ennek a szálnak az átmérőjének szórása az iparban 0,25-600 mm, és 68 mm-t meghaladó átmérővel a szál csak kicsi, míg ezen az értéken változik. A nagy hangmagasságú meneteket nagy és ütésterhelésű hézagokban használják. Érdekes az is, hogy nagy meneteknél a hangmagasságot mindig rögzítik az átmérőhöz képest, szemben a kicsivel, amely megváltozhat, amelyet külön jelölnek és kiegészítésként megjelölnek a jelöléskor.

Például, ha az „M16” műszaki dokumentumokban vagy rajzokban található az alkatrészek kereszteződésénél, ez azt jelenti, hogy az M betű metrikus szálat jelent. A fordulók külső átmérőjének mérete 16 mm, a standard menet nagy sorszáma 2 mm, a táblázatban megadott információk szerint (a második sor menete zárójelben van feltüntetve). Tehát a fő méretek (GOST 24705-2004).
Finom szál
A jelölésben egy kis lépést jelölnek az átmérő után. A következőképpen néz ki: “M16 × 0,5”, ahol, mint már ismert, M egy metrikus szál. A külső átmérő mérete 16 mm, a lépcső mérete 0,5 mm. Érdekes, hogy 2 mm átmérő után a menetes hangmagasság közötti különbség jelentősen észrevehető, és elválasztáshoz vezet. Ezen túlmenően, az azonos átmérőjű termékeknek többféle finom menetemelkedéssel kell rendelkezniük, amint azt a 16 mm-ben meghatározzuk:
- 1,5 mm;
- 1,0 mm;
- 0,75 mm;
- 0,5 mm
Példaként a táblázat egy részét adjuk meg, amely lehetővé teszi a kis szálak tartományának megértését és vizuális értékelését anélkül, hogy figyelembe vennénk a korábban tárgyalt nagy lépést.
Metrikus menet: fő méretek (GOST 24705-2004)
Meghatározott paraméterek
Többszálú szálak esetén a lépést külön jelölik (zárójelben), és helyette a bejegyzések számát jelzik. Így jelölhető meg ez és más kiegészítő paraméterek a jelölés során:
- (P1) - ahol P 1 mm hangmagasság és 3 fordulatok (példa: M42 × 3 (P1));
- LH - bal oldali menet (példa: M40 × 2LH);
- MK - metrikus kúpos menet (példa: MK24x1.5);
- EG-M vagy GM, ahol G egy huzalbetét vagy -szerelvény hengeres alapján lévõ szálat jelöl (például: EPL 6-GM5);
- g, h, H a tűrésmező, az átlagos átmérő tűrése a kiemelkedés átmérőjével kombinálva (példa: M12-6g), és a belső és a külső átmérő eltérő tűrése esetén mindkét tűrést a jelölés jelzi (példa: M12-6g / 8H).

Menetátmérők
Az összefoglaló táblázatokban szerepelnek olyan mutatók, amelyeket fontos figyelembe venni olyan esetekben, amikor a metrikus szálakat veszik figyelembe - átmérő mérete:
- külső (D és d);
- belső (D 1 és d 1);
- közeg (D2 és d2);
- belső az üreg alja mentén (d 3).
A csúszó illesztés menetes csatlakozásában történő széles körű alkalmazásával az átlagos átmérő nagyon fontos lett, és az értékek egyenlősége esetén a legnagyobb d 2 csavar és a legkisebb D 2 anya.
A nagybetűvel D a belső menetek átmérőjét, a külső felületre alkalmazott részeket pedig kis betűkkel jelöljük - d. A számok jelzik a helyet. A toleranciamezők pontossági fokát ábécé karakterek szerint osztályozzuk: E, F, G, H, d, e, f, g, h, és az átmérőhöz hasonlóan a helyet a betű mérete jelzi.
A metrikus és az inch szálak aránya
Az európai és a szomszédos országokkal ellentétben, ahol Napóleon uralma után a metrikus rendszer elterjedté vált, a Nagy-Britannia volt gyarmatainak és műholdainak országaiban minden mérésre a császári rendszerben kerül sor. Ebben a rendszerben a szálakat és csatlakozásukat hüvelykben mérik.
Csavarmenet, amelynek fogprofilja egyenlő méretű háromszög alakú, 55 fokos csúcsszöggel. (az USA és Kanada UTS-szabványában - 60 fok) hüvelyk menetnek nevezzük, méretei hüvelykben vannak megadva, és a hangmagasság hüvelyk hüvelykben számban van (1 "\u003d 24,5 mm). Az ilyen rögzítőszálak a tartományban vannak 3/16 "-tól, jelöléskor csak a külső átmérőt kell feltüntetni.

A hüvelyk és a metrikus menetek méretét féknyereggel mérik, és ha metrikus menet ez elegendő lesz, majd mérés után inch-ben használjon egy speciális táblát. A szálak mérésekor speciális sablonokat használnak, de van egy népszerű módszer a hangmagasság mérésére is: ha egy papírlapot egy szálra tekercselve, a terméket többször görgetve, egy nyom nyomtatódik a papírra, és ez lehetővé teszi a vonalzóval történő mérést. Ha egy notebook lapot dobozban használ papírokkal, akkor nincs szükség vonalzóra - elegendő megjelölni a jelek számát 2 cellában (1 cm), és elosztani tízszerrel.
![]()
Lyukak mérete
A szálak megszerzésének oka:
- hideg hengerlés hengerekkel és fejekkel;
- vágás vágókkal, fésűkkel vagy vágókkal;
- kocka vagy csapkodás;
- precíziós öntés;
- csiszoló vagy EDM.

A külső menetek vágásához a munkadarab hengeres és rézsű, és a belső menet alá egy kissé kisebb, mint a szükséges menetes metrikus (méretek) lyuk, de nagyobb, mint a belső átmérője. Valójában a metrikus menet furatainak méretének meghatározásakor figyelembe kell venni, hogy egy bevágás vágásakor az anyag részleges extrudálása történik, amely később részt vesz a menetes profil kialakításában. Fontos figyelembe venni az anyag tulajdonságait, amelyben a fúrást elvégezzük, ezáltal a fúró méretét 0,1 mm-rel csökkentjük.
Dió méretek metrikus menettel
Az anya a belső menetes rögzítőelemek egyik alkotóeleme. Magasságuk az átmérő és az erő függvényében változhat, a rendeltetés és az elrendezés szerint. A legszélesebb körben használt kulcsrakész vagy hexanyarák, itt található ezek listája az állami szabványokkal:
- GOST 5915-70 - közepes méretű;
- GOST 15523-70 - magas;
- GOST 22354-77 - megnövelt szilárdság;
- GOST 5916-70 - alacsony anya mélyedéssel;
- GOST 10605-94 - 48 mm-nél nagyobb szálátmérőhöz.

Sok dió van és speciális célokat szolgál, itt talál példákat néhányra és azok GOST-jára:
- kupak típusa (hexa) - GOST 11860-85;
- kézi csavarozáshoz (szárnyas anyák) - GOST 3032-74;
- réselt, göndörített - GOST 5919-73;
- nyílással lekerekített - GOST 11871-88, GOST 10657-80;
- kerek, véggel, radiális lyukakkal - GOST 6393-73;
- kötélzethez (szem dió) - GOST 22355 (DIN580, DIN 582).
A legfontosabb szálcsatlakozási paraméter az anyák és a menetek illesztése. A népszerűbb, nagy hangmagasságú szálak értékeit az alábbi táblázat mutatja, ahol S a kulcsrakész méret, pl — az anya szélessége, és m a magassága.
A szálak és anyák megfelelési táblázata (GOST 5915-70 és GOST 10605-94)

szabványok
A fő menetes méretek megfelelnek a GOST 24705-2004 szabványnak, amely módosítja az ISO 724: 1993 (nemzetközi osztályozás) szabványt. 2005. július 1-je óta ez a GOST az Oroszországi Föderáció állami szabványa, és figyelembe veszi további 12 olyan ország gazdasági érdekeit, amelyek korábban a Szovjetunió részét képezték. A GOST 9150 általános menetű meneteinek mérete, valamint a GOST 8724 átmérője és lépései a hatálya alá tartoznak.
A cserélhetőségi szabványok alapján ez a GOST a következő nemzetközi és nemzeti szabványrendszerekre utal:
- GOST 8724-2002 (ISO 261-1998);
- GOST 9150-2002 (ISO 68-1: 1998);
- GOST 11708–82;
- GOST 16093-2004 (ISO 965-1: 1998 és ISO 965-3: 1998).
Ez a GOST rögzíti az átmérő kiszámításához szükséges összes fő méretet, lehetséges tűrést, terminológiát és képleteket:
- D2 \u003d D - 2 x 3/8 H \u003d D - 0,6495 P;
- d2 \u003d d - 2 x 3/8 H \u003d d - 0,6495 P;
- D 1 \u003d D - 2 x 5/8 H \u003d D - 1,0825 P;
- d 1 \u003d d - 2 x 5/8 H \u003d d - 1,0825 P;
- d 3 \u003d d - 2 17/24 H \u003d d - 1,2267 P.
Nehéz elképzelni a modern életet gépek és mechanizmusok nélkül, még nehezebb elképzelni a technológiát a szál által biztosított leválasztható csatlakozások nélkül. Hatékonyság, viszonylag egyszerű gyártás és kényelmes használat menetes csatlakozások a becsület helye a világtörténelemben.
Az olyan paraméterek, mint a csőmenet minősége, a cső tengelyének való megfelelése kulcsszerepet játszanak a vízvezeték-szerelés és fűtési rendszerek. Bizonyos esetekben a csináld magad-darabolást használják. Azt kell mondanom, hogy ez a munka nehéz, nem hatékony és sok időt vesz igénybe. Sokkal jobb vágni egy maróval eszterga segítségével.
Általános szálinformáció
A csőszálak azonos keresztmetszetű kiemelkedések és üregek, amelyek hengeres vagy kúpos alakú felületen vannak egyenletesen elosztva (például anyák, csavarok, csavarok). Az azonos hangmagasságú spirálon helyezkednek el.
A mindennapi életben általában hengeres menettel ellátott alkatrészeket használnak. Vannak azonban más típusú is. A metrikus szálaknak két meghatározó paramétere van: hangmagasság és átmérő. Az inch-menet ilyen nevet visel, mivel meghatározó jellemzői az átmérő hüvelykben vagy hüvelyk-ben kifejezve. Fontos paraméter ebben az esetben a hüvelyk hossza mentén elforduló fordulók száma is. A méret hüvelykben jelzi a hézagot az elemben, míg az alkatrész külső átmérője nagy.

GOST cső menetasztal
Fontos: Egy hüvelyk 2,54 cm-rel megegyezik, és van még egy mértékegység - egy cső hüvelyk. Ez egyenlő 33, 249 mm-rel. Mi ez a hüvelykes mértékegység? Így jött létre: a hüvelykben megadott értékhez hozzáadott egy olyan értéket, amely a cső mindkét falának vastagságát jellemzi.
Kétféle cső létezik, amelyek osztályozásának paramétere a hüvelyk hüvelyk:
- 33, 249 mm külső átmérőjű termék;
- Termék külső átmérője 21,25 mm.
Az inch-menet a csövek, szerelvények és más alkatrészek összekapcsolásához szükséges paraméterkészlet. A metrikától többek között az alábbi jellemzőkben különbözik:
- Hegyes címerek;
- Kerek hegycsúcsok.

méretek
Háztartási körülmények között a GOST által meghatározott paraméterekkel és méretekkel leggyakrabban találkozhat csövekkel:
- Menet 14 szálat / 1 hüvelyk. A hangmagasság 1.814 mm. Az átmérő ½ vagy ¾ lehet;
- 11 szál / hüvelyk. Ebben az esetben a hangmagasság 2,309 mm. Az átmérő 1, 1 ¼, 1 1/2, 2 lehet.
A hüvelyk menetet csak olyan csővezetékeken végzik, amelyek mérete nem haladja meg a 6 ″ -ot. Ha a cső paraméterei nagyobb, akkor azt a rendszerbe szerelik be hegesztési munkák. Jelölése a GOST szerint: G (az elemek áthaladásának értéke hüvelykben megadva), A, B (az átmérők pontossági foka).

Egy hüvelyk cső kiválasztásához sok paraméter ismerete szükséges. E célból számos táblázat található, amelyekben minden fontos értéket feltüntetnek. Vannak táblák, amelyekből megtudhatja a lépéseket és azok kapcsolatát a hüvelykben lévő szálakkal. Így gyorsan és egyszerűen megismerheti az összes szükséges információt. Megtalálja az összes szükséges táblát a weboldalunkon. Segítenek a csövekkel való munkában, nemcsak az amatőrök, hanem a szakemberek számára is.

