A metrikus szál méretei és az értéktáblázat lehetővé teszi, hogy kiváló minőségű vágást végezzen anélkül, hogy összetett matematikai számításokkal kellene foglalkoznia. A táblázat tartalmazza a furatok átmérőjével, az alkalmazott hangmagassággal, fúróval stb. Kapcsolatos információkat. Az összes paraméter szabványosítva, amely lehetővé teszi, hogy kiváló minőségű és megbízható menetes csatlakozást kapjon saját kezével.

Fotó metrikus szál táblázat
- A kötőelemek túlnyomó része hazai metrikus meneteken alapul;
- A metrikus menet háromszög profiljának szöge 60 fok;
- Minden méret milliméterben van megadva;
- A metrikus vágást termékekre osztják nagy és kis lépésekkel;
- A nagy hangmagasság az 1-68 mm átmérőre, a kis hangmagasság az 1-600 mm átmérőre vonatkozik;
- A nagyméretű darabolást olyan hézagokban használják, amelyek ütésterhelésnek vannak kitéve;
- A finomszálak fontosak a vékony falú alkatrészeknél és az illesztések szorosságának biztosításához;
- A kisszálú vágás elterjedté vált a szerelési és beállító rögzítőelemekben. Ennek oka az a tény, hogy segítségükkel könnyű beállítani a paramétereket nagy pontossággal;
- Minden modern gépet csak metrikus vágásokkal terveztek.
Jellemzők és megnevezések
A táblázat a fő méretek fotója
Van metrikus, hüvelyk, csővágás. Mindegyiket több kritérium szerint osztályozzák:
- A fordulások iránya bal és jobb;
- Profil alak - kerek, kitartó, háromszög alakú stb .;
- Helyszín - külső, belső;
- A felület jellege és funkciója - hüvelyk, metrikus, kúpos stb .;
- A bejegyzések száma egyszeri és többszörös.
Ugyanakkor a hüvelyk és a csövek vágása nem olyan általános, mint a metrikus. Ebben a tekintetben, hüvelyk és csőszálak, és vegye figyelembe a mutatót részletesebben.
A szálnak két fő jellemzője van.
- Névleges átmérő Ezeket a jelölésben használt hagyományos méreteknek nevezzük. A névleges átmérő megegyezik az anya és a csavar külső átmérőjével, amelyek azonosak.
- Menet hangmagasság. A menetmagasság méretei megegyeznek a legközelebbi profilok két azonos pontja közötti távolsággal, amelyek ugyanabban a síkban helyezkednek el. A meghatározás meglehetősen bonyolult, de a gyakorlatban nagyon egyszerű megtalálni ezeket a méreteket. A méretek meghatározásához be kell csavaroznia egy csavart egy nagy sűrűségű papírlapra a magjában, és meg kell mérnie, hogy melyik lépés van a legközelebbi hornyok között. Ez egy lépés. Az ilyen méretek ilyen módon történő meghatározása nem nagy pontosságú módszer. De a méretek helyes kiszámításának biztosítása érdekében van egy speciális táblázat. Ez a táblázat lehetővé teszi a számítások ellenőrzését, vagy a szükséges paraméterek meghatározását mérések vagy matematikai számítások igénybevétele nélkül.
A hüvelyk, a cső és a metrikus vágások bizonyos méretmegjelöléseket és egyéb paramétereket tartalmaznak. Annak érdekében, hogy a táblázat nem okoz sok felesleges kérdést, megpróbálunk beszélni az abban bemutatott jelölés minden árnyalatról.
Betűket és számokat használunk a szálak jelölésére. Példaként az M40 szál. Itt:
- Az M betű a vágás típusát jelenti. M metrikus. Ő nem egy hüvelyk, egy cső. Itt minden nagyon világos;
- 40 névleges átmérő. A betű utáni szám azt jelzi, hogy a szál melyik névleges átmérőjét jellemzi. Esetünkben ez 40 mm;
- Ha a szálmagasság nagy, akkor ez nem jelenik meg a kijelölésben. Meg lehet határozni a GOST szerint.
Alternatív megoldásként vegyen figyelembe egy példát egy kis lépéssel - M30x2.
- Itt a helyzet átmérővel hasonló - ez az érték 30;
- Metrikus vágás, ahogy az M betű mondja nekünk;
- 2 azt jelenti, hogy a hangmagasság 2 mm.
És néhány fontos pont.
- A cérna különböző lépései lehetnek, és bal- vagy jobbkezesek lehetnek.
- A jobb oldali menetet a jelölések nem tartalmazzák.
- Ha olyan dolgot látsz, mint az M20 LH, ez a menet bal oldali irányát jelzi.
- A látogatások száma. Egyszálú esetén a számot nem jelöli, mivel mindig 1. Ha többszálú, akkor a megnevezés így néz ki - M30x3 (P2). Itt a zárójelben jelölje meg a szálmagasságot, a 2 pedig a bejegyzés számát.
Koppintson a Kiválasztás elemre
A csap a fő munkaeszköz, amellyel a jövő belső forgácsolható menetes csatlakozások. Mert készíteni különböző fajták A szálakat egy adott lépéssel meg kell választani egy csapot helyesen a feladatok elvégzéséhez.
- Mindenekelőtt a mesternek ki kell választania a csap típusát, amely megfelelő a tervezett menethez. Esetünkben a metrikus vágás csapjairól beszélünk;
- Ezután meghatározzuk a célt - lépés, tűrések, profil forma;
- A pontossági osztálytól függően a mester eldönti, hogy lehetséges-e egyetlen érintéssel, vagy elvégezni-e egy készlethez szükséges műveletet - vázlatot és végső csapot;
- Az anyag, amelyen a darabolást végzik. A fém alapanyaga a fém. Sőt, erősségétől függően különbözhet, amely közvetlenül meghatározza a csaptelepek jellemzőit;
- A fogak élezésének elülső szöge. Minden fémetípusnak van egy bizonyos értéke. Ha acél, a szög 5-10 fok, réz esetében - 0-5 fok, alumínium esetén pedig 25-30 fok;
- Csapokat lehet készíteni a közönséges, nagy szilárdságú acél vagy közönséges fémből, de fokozott szilárdságú forrasztókkal. Ez utóbbi opció lehetővé teszi a csapok gyártásának költségeinek csökkentését, de megőrizheti azok nagy megbízhatóságát;
- A csap kiválasztásának kulcsa a lyuk átmérője. Éppen rajta lesz a belső menet vágása;
- Ebben az esetben a szerszám átmérőjének kissé kisebbnek kell lennie, mint a lyuk átmérőjének. Ha metrikus típusú M20 típusú menetre van szüksége, azaz a csap átmérője 20 mm, akkor a furat átmérője 19 mm. Az összes szükséges paramétert egy speciális szabványosított táblázat határozza meg;
- Ha a szálnak nincs különleges követelménye, akkor a táblázatban megadott standard lépést kell alkalmazni.
A szeletelés nátája
A kívánt szál átmérőjének és egyéb paramétereinek meghatározásakor és a csap kiválasztásakor meg kell vágni.
- A munkadarabot, amelyen a darabolást végzik, rögzítik egy csavarral.
- A furat tengelyét a lehető leg merőlegesebben kell elhelyezni az asztalhoz képest.
- A csapot a gallér aljzatába kell felszerelni, függőleges helyzetben a munkadarab lyuk alatt lévő letörésbe kezd.
- Két kezével a mester tartja a gombot, a csapot a részhez nyomja és az óramutató járásával megegyező irányban forgatva.
- A szerszámot óvatosan, simán és egyenletesen, kissé nyomva kell forgatni.
- Két teljes fordulat megtörténik, majd egy fél fordulatot hátrafelé fordítunk az óramutató járásával ellentétesen.
- A szál gyártása során a szerszámot szükségszerűen lehűtik. Ha alumínium, kerozint használnak, a terpentin hűtőként szolgál a réz számára, és az emulzió az acéltermékeknél. Az öntöttvas és a bronz nem igényel hűtést.
- A belső menetet egy csapos készlet hajtja végre.
- Először egy durva szerszámot használunk, majd a középső szerszámot, és a befejező munka befejeződik. Az egyik csap kivételével nem gyorsítja fel a vágási folyamatot, de maga a menet sokkal rosszabb minőségű lesz.
Fuss metrikus vágás nem nehéz, ha a megfelelő eszközöket használja, és a speciális táblák szabványos paramétereire támaszkodik.
A menetes lyukak átmérőjének táblázata
cérna állandó keresztmetszetű spirális horony, amelyet a külső (külső menet) és a belső (belső menet) hengeres vagy kúpos felületén készítenek. Alkatrészek összekapcsolására, valamint a forgó mozgások transzlációs vagy fordított átalakítására használható mechanizmusokban és gépekben.
cérna vannak egykerekű, egy spirál (szál) által alkotott, vagy többfutós, két vagy több vonalból álló.
A spirál irányába cérna jobbra és balra osztva.
A méretrendszertől függően cérna vannak metrikus, hüvelyk, cső.
Metrikusan faragás a háromszög profil szöge 60 °, a külső, középső és belső átmérő és szög cérna milliméterben kifejezve. A nagy hangmagasságú metrikus szálakat betűvel és számmal jelöljük, amelyek milliméterben kifejezik a külső átmérőt: M10, M16 és így tovább. Jelezni cérna egy kis lépéssel (a fordulók közötti távolsággal) ezekhez az adatokhoz hozzáadják a lépést kifejező számot cérna milliméterben: M6 × 0,6, M20 × 1,5 és hasonlók.
Hüvelykben faragás a háromszög profil szöge 55 °, a szál átmérőjét hüvelykben (1 hüvelyk \u003d 2,54 cm) fejezik ki, a hangmagasság pedig a szálak száma hüvelykenként.
Jelölési példa: 1 1/4 ″ (külső átmérő cérna hüvelykben).
Pipa cérna abban az inch-nél különbözik, hogy kezdeti mérete nem a külső átmérője, hanem a csőfurat átmérője, amelynek külső felületén elvágás van cérna.
Jelölési példa: 3/4 ″ cső. (számok jelzik a cső belső átmérőjét hüvelykben).
Vágás cérna fúró-, esztergáló- és speciális menetvágó (profil-gördülő) gépeken, valamint kézzel. A fémek kézi feldolgozásakor a belső cérna vágjuk csapokkal, és a külső csapokkal.
Ennek megfelelően, a vágás profiljától függően cérna a csapokat három típusra osztják: metrikus, hüvelyk és csöves.
A kézi (lakatos) csapokat általában három vagy két darabból álló sorozatban hajtják végre. Első és második csapok cérna előre megvágva, és a harmadik adja meg a végső méretet és formát, általában a készlet egyes csapjainak számát a farokon lévő minták száma jelöli. Vannak olyan készletek, amelyek két csapból állnak: előzetes (huzat) és tisztességes. Az első és a második. A csapok nagy szilárdságú szén- és ötvözött acélból készülnek.
Matricák vagy előlapok, amelyek a külső vágáshoz készültek cérnaa kialakítástól függően kerekre és prizmákra (csúszó) vannak osztva.
A szálak vágásakor a kerek matricákat egy speciális menetes tartóba rögzítik.
Belső menet
A belső vágáshoz cérna először egy lyukat készítünk egy csappal. A fúró átmérője valamivel nagyobb, mint a kívánt belső átmérő cérna: ha ezek az átmérők azonosak, a vágás során extrudált anyag erősen nyomja meg a szerszám fogait. Ennek eredményeként a fogak felmelegednek és a fémrészecskék ragaszkodnak hozzájuk, cérna szakadt fésűkagylókkal (szálakkal) derül ki, és lehetséges a csap lebontása.
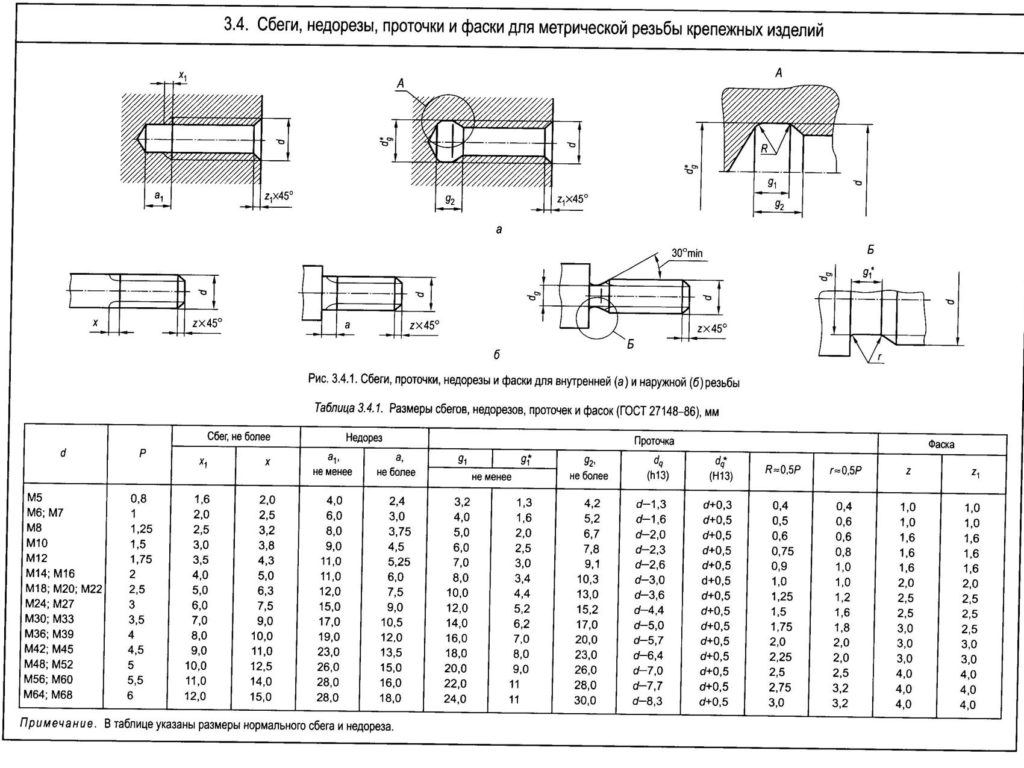
Az ábra a belső vágást mutatja cérna:
a - csap, b - vágás cérna.
Érintse meg a tervezést
1 - szívó rész;
2 - kalibráló rész;
3 - horonyhorony;
4 - szár;
5 egy négyzet.

Az alábbi ábra a külső rész vágását mutatja cérna:
a - kerek szerszám, b - prizmás (csúszó) szerszám, c - vágás cérna.
Főbb megnevezések:
d1 - belső átmérő cérna csavarokat.
D2 - átlagos átmérő cérna csavarokat.
D1 - belső átmérő cérna dió.
D2 - átlagos átmérő cérna dió.
P - lépés cérna.
H1 - profilmagasság.
d lyukak - a vágáshoz használt lyuk átmérője cérna.
Annak érdekében, hogy ne számítsuk ki az alsó lyuk átmérőjét
cérna, használhatja a táblázatot.
| Menet átmérője mm-ben | D 2 \u003d d 2 mm-ben | D 1 \u003d d 1 mm-ben | P mm-ben | H 1 mm-ben | d lyukak mm-ben |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
INTERSTATE STAND
METRIKUS FÉNY
Átmérők és lépések
Hivatalos kiadás
SZABVÁNYOSSÁGI, METROLÓGIAI ÉS HITELESÍTÉSI ÉRTELMEZŐ TANÁCS
ISS 21.040.10 G13 csoport
a GOST 8724-2004 (ISO 261-98) szabványra. Menet metrikus. Átmérők és lépések
(2004. évi ICS 10. szám)
Előszó
1 A Gépészmérnöki Mérőeszközök Tudományos Kutató és Tervező Intézete (OJSC "Mérési Kutatóintézet") fejlesztette ki
2 BEVEZETT Oroszország állami szabványa szerint
3 ELFOGADTA az Állami Szabványügyi, Metrológiai és Hitelesítési Tanács (2002. november 6-i jegyzőkönyv 22.)
4 Ez a szabvány az ISO 261-98, az ISO általános célú szálai azonos szövege. Átmérők és lépcsők az átmérőtartományban 1 és 300 mm között ”, és kiegészítő követelményeket tartalmaz, amelyek tükrözik az ország gazdaság igényeit
5 Az Állami Bizottság rendelete Orosz Föderáció a szabványosításról és a metrológiáról, 2003. június 23-án kelt, a GOST 8724-2002 (ISO 261-98) 201-ös államközi szabványt 2004. január 1-jén közvetlenül az Orosz Föderáció állami szabványaként hajtották végre.
6 KICSERÉLÉS GOST 8724-81
© IPK Standards Kiadó, 2003
Ezt a szabványt az Orosz Föderáció területén nem lehet teljes egészében vagy részben sokszorosítani, lemásolni és hivatalos kiadványként terjeszteni az orosz állami szabvány engedélye nélkül.
1 felhasználási terület ............................................... ......... 1
3 meghatározások ................................................ .............. 1
4 Átmérők és lépések kiválasztása ............................................. ....... 1
5 szálmegjelölések ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
INTERSTATE STANDARD
Alapvető cserélhetőségi szabványok
METRIKUS FÉNY
Átmérők és lépések
A felcserélhetőség alapvető normái. Metrikus csavarmenetek. Általános terv
Bevezetés dátuma 2004-01-01
1 felhasználási terület
Ez a szabvány az általános célú metrikus szálakra vonatkozik, amelyek profilja a GOST 9150 szabvány, és átmérőjük 0,25–600 mm, és 0,075–8 mm.
A metrikus szálak fő méretei összhangban állnak a GOST 24705 előírásokkal.
A menettoleranciák összhangban vannak a GOST 9000 és a GOST 16093 előírásokkal.
Az ország gazdaság igényeit tükröző további követelmények dőlt betűvel vannak feltüntetve.
GOST 9000-81 A felcserélhetőség alapvető normái. Metrikus menet 1 mm-nél kisebb átmérőhöz. tűrések
GOST 9150-2002 A felcserélhetőség alapvető normái. Menet metrikus. Profil
GOST 11708-82 A felcserélhetőség alapvető normái. Cérna. Kifejezések és meghatározások
GOST 16093-70 A felcserélhetőség alapvető normái. Menet metrikus. Eltérések. Vámkezelési kirakodások
GOST 24705-81 A felcserélhetőség alapvető normái. Menet metrikus. Fő méretek
3 Fogalommeghatározások
Fogalmak és meghatározások - a GOST 11708 szerint.
4 Átmérők és lépések kiválasztása
4.1 Az átmérőknek és a menetes lépéseknek meg kell egyezniük az 1. táblázatban megadottakkal.
A menet átmérőjének kiválasztásakor az első sort a második, a második és a harmadik helyett előnyben kell részesíteni.
Hivatalos kiadás
| Asztal 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Névleges menetátmérő d \u003d D |
|||||||||||
| Az 1. táblázat folytatása |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Névleges menetátmérő d \u003d D |
||||||||||
| Az 1. táblázat vége |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 Menetmegjelölések
5.1 A szál méretének szimbólumának tartalmaznia kell: M betűt, a szál névleges átmérőjét és a szál hangmagasságát milliméterben kifejezve, és "x" -vel elválasztva.
Példa: M8x1,25
A szálmegjelölés egyik fő lépését ki lehet hagyni.
Példa: M8.
5.2 A bal oldali menet szimbólumát LH betűkkel kell kiegészíteni.
M8x1. Példa - LH
5.3 A többszálú szálakat az M betű, a szál névleges átmérője, az x jel, a Ph betűk, a menet menete, a P betű és a hangmagasság értéke jelzi.
Példa egy 16 mm névleges átmérőjű, 3 mm lökettel és 1,5 mm hangmagasságú kettős menet menetmegjelölésére:
Ugyanez vonatkozik a bal szálra:
M16xRMP1,5 - LH
Az érthetőség kedvéért a zárójelben a szöveg megmutathatja, hogy hányszor indul a szál.
Példa: М16хРМ1.5 (két megközelítés)
5.4 A szál teljes megnevezése magában foglalja a szál méret- és tűrésmezőinek a GOST 9000 vagy GOST 16093 szerinti meghatározását.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Kulcsszavak: szál, metrikus menet, átmérők, lépések, elrendezések
Szerkesztő R.G. Goverdovskaya műszaki szerkesztő V.N. Prusakova Corrector M.S. Kabashova Computer layout S.V. Ryabovoy
Ed. személyek. 02354 sz., 2000. július 14-én. Helyezze be a készletbe 2003. augusztus 12-én. Aláírták a közzétételre 2003. szeptember 15-én. Szolgáltatás nyomtatása 1.40. Tudományos kiadvány 0.65.
Kiadás 1150 példányban. C 11890,3ac, 786.
IPK Standards Kiadó, 107076 Moszkva, Kolodezny per., 14. http://www.standards.ru e-mail: [e-mail védett]
Gépelés a Kiadóban, egy PC-fiókban, IPK Szabványkiadó - type. „Moszkva nyomtató”, 105062 Moszkva, Lyalin per., 6.

