Uspostavljen je all-Union Standard GOST 5263-50 simboli zavara i pravila za njihovo označavanje na crtežima (tab. 18, 19, 20 i 21).
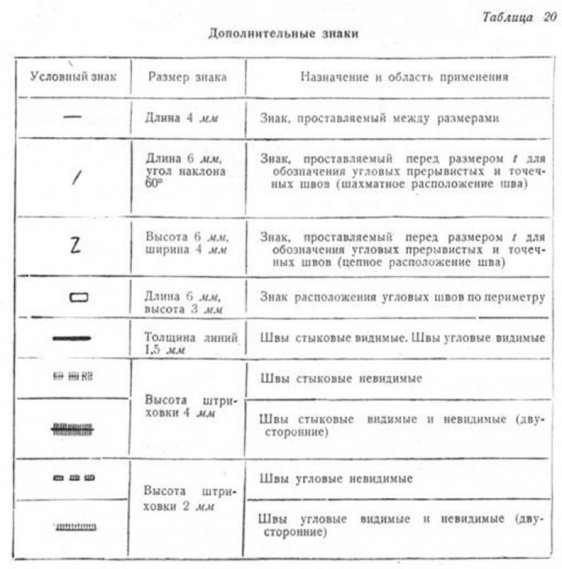
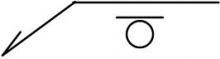
1. Zavarivanja su na crtežima označena isprekidanom linijom, koja se sastoji od vodoravnog i nagnutog presjeka, koji završava jednosmjernom strelicom koja pokazuje mjesto zavara.
Zapaljivi plinovi, poput acetilena, prirodni gaspropan itd. A plinovi koji se formiraju u laserskom zavarivanju nisu obuhvaćeni ovim međunarodnim standardom. Prijevoz i rukovanje plinovima i kontejnerima moraju biti u skladu s lokalnim, nacionalnim i regionalnim standardima i propisima.
Definira uvjete za vizualni pregled zavara prije, za vrijeme i nakon zavarivanja, ali ne određuje stupanj provjere. Opremljen je preporučenim senzorima mjerača tlaka zavarivanja i potrebnom opremom za izravan i neizravan vizualni pregled zavarenih spojeva.
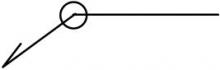
3. Dopušteno je dvostruko pomicanje linije strelice, kao i smanjenje nekoliko strelica koje ukazuju na iste šavove na zajednički vodoravni presjek.

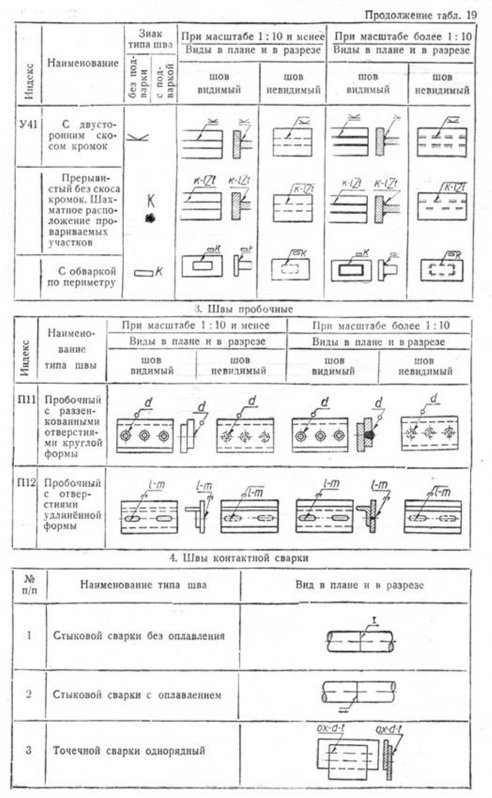
4. Svi simboli i dimenzije šavova, osim plute, kao i šavovi s prodorom bez proreza, pričvršćeni su: na vidljivom šavu iznad vodoravnog dijela strelice, na nevidljivom šavu ispod njega.
Ovaj se standard primjenjuje na materijale debljine 8 mm ili više koji pokazuju slabo prigušenje ultrazvučnog vala. Uobičajeno je da je standard za ispitivanje zavara gdje je materijal zavarivanja i osnovni materijal ferit. Standard definira četiri ispitivanja.
Ovaj standard definira stupanj tolerancije 2 i 3 za ispitivanje potpuno zavarenog zavareni spojevi u feritnim čelicima debljine od 8 mm do 100 mm. Ovaj standard opisuje postupak provođenja poprečnih ispitivanja savijanjem ispitnih šipki, bočnih ili bočnih ispitivanja bočnih zavoja uzetih iz tupih zavarenih spojeva. Ovaj standard također definira dimenzije ispitnih štapova i dodatno definira postupak uzdužnog ispitivanja savijanjem iz korijena i površine zgloba.

5. Šavovi od pluta, kao i šavovi s prodorom bez proreza, označeni su znakovima u tablici. 19 pričvršćen na nagnut dio strelice.
![]()
Ti međunarodni standardi navode dimenzije ispitnih šipki i postupak ispitivanja zatezanjem za određivanje vlačne čvrstoće i lokacije zavara. Ovi standardi primjenjuju se na metalne materijale. Ovaj međunarodni standard određuje metodu koja opisuje položaj ispitnih šipki, orijentaciju njihovih udubljenja za ispitivanje i bilježenje podataka o udarima testova savijanja na tupim zavarenim spojevima u protokolu. To uključuje metodu označavanja ispitne šipke i dodatne zahtjeve izvješća o ispitivanju.
![]()
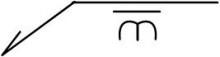
6. Šavovi koji treba napraviti tijekom instalacije dodatno su označeni slovom M iznad nagnutog dijela strelice.
7. Na crtežima načinjenim u mjerilu većem od 1: 10 dopušteno je označavati šavove pored strelica kako bi se koristilo izlijevanje ili zadebljanje crta u planu i fasadi, kao i popunjavanje kontura šava tintom u odjeljku.
Ovaj dio norme definira ispitivanja tvrdoće za poprečne presjeke zavarenih spojeva zavarenih metalnih materijala lučno zavarivanje i ne može se koristiti za ispitivanja austenitnim zavarivanjem nehrđajući čelici, Standard obuhvaća glavne skupine metoda, skupina i podskupina. Broj bilo koje metode ima najviše tri znamenke. Ovaj sustav smatra se alatom za računalnu obradu, crteže, radne dokumente, definiranje postupaka zavarivanja itd.
Koristi se uglavnom za feritne čelike, ali može se koristiti i za druge pogodne materijale. Ovaj međunarodni standard daje proizvođačima upute o načinu toplinske obrade ili proizvodnje toplotno obrađenih proizvoda ili komponenti. Standard se može koristiti i kao proizvođač kao osnova za procjenu njegove sposobnosti toplinske obrade.
8. Kada su svi šavovi proizvoda ili jedinice izrađeni zavarivanjem iste vrste, potonji je označen u napomeni uz crtež ili u tehnički uvjeti, Ako se koristi za isti proizvod ili sklop različite vrste zavarivanje, na vodoravnom presjeku nalaze se strelice:

Očekuje se da će standard postati fleksibilan temelj za opskrbu. S obzirom na to da su izmjene normi objavljivane gotovo kontinuirano, u članku se spominju samo one koje se odnose na zavarivanje, a one koje su promijenjene prošle godine.
Crtanje nedjeljivih zavara Preliminarne informacije Zavarivanje je postupak kontinuiranog lijepljenja metalnih dijelova iz istih ili sličnih materijala. Ovaj postupak uključuje lokalizirano taljenje povezanih dijelova. Mjesto izravne veze dva povezana elementa naziva se zavarom. Često se događa da postupak zavarivanja zahtijeva uporabu dodatnog materijala koji se naziva vezivo. Izvor topline potreban za postupak zavarivanja, to jest lokalno taljenje povezanih dijelova, može biti plinski plamen ili električni luk.


Ovisno o izvoru topline, može se koristiti plinsko ili lučno zavarivanje. Kombinacija dviju ili više komponenti tijekom postupka zavarivanja rezultira stvaranjem zavarenog spoja, koji se sve više naziva i zavarenom strukturom. Primjer zavarene konstrukcije prikazan je na Sl. Pokušaj podudaranja zavarene konstrukcije i spoja u tehničkom crtežu zahtijeva poznavanje uvjeta i načela zavarivanja.
U literaturi i tehničkoj dokumentaciji najčešći su sljedeći izrazi: prednja strana zavarene vanjske površine zavara sa strane njegovog polaganja, spajanje zavarene suprotne površine zašivene poprečno vezane površine zavarivačkog žljeba u zavariizrađeni s jedne strane, zavareni kontinuirani zavarivanje duž cijele duljine, povremeno zavareni zavarivi u pravilnim razmacima, simetrični zavareni zavarivi presjek istog oblika na prednjoj površini i na grebenu.
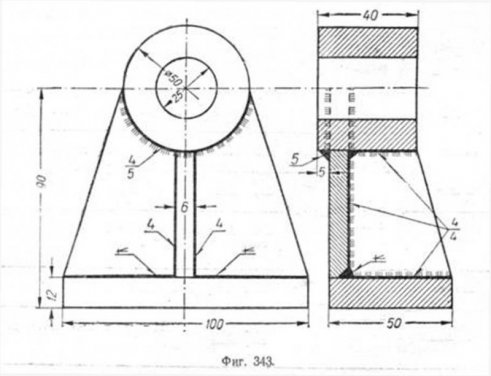
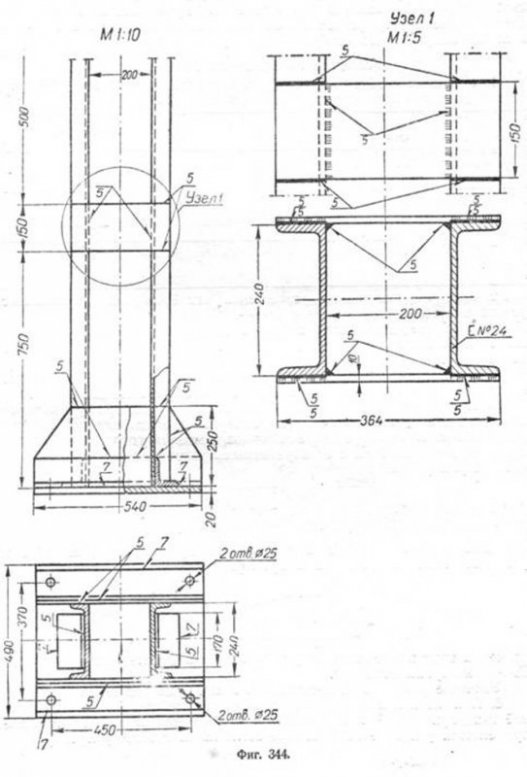
Na Sl. 343 i 344 daju primjere zavara za nosač i stupac.
2. Kut nagiba strelice prema liniji šava preporučuje se uzeti od 30 do 60 °.
3. Dopušteno je dvostruko pomicanje linije strelice, kao i smanjenje nekoliko strelica koje ukazuju na iste šavove na zajednički vodoravni presjek.
Primjer simetričnog zavara Vrste zavara Vrste zavara su usko povezane sa svojim oblikom i izgledom. Ovo se odnosi i na izgled i na presjek. Primjeri zavara, spojeva, njihovih oblika, imena i oznaka ugovora prikazani su u tablici. Tanka linija na prikazu oblika zavarivanja predstavlja stanje rubova prije izvođenja postupka zavarivanja i, samim tim, predstavlja postupak pripreme rubova zavarivačkih elemenata.
Vrste zavara i spojeva i njihove oznake slaganja Tablica Naziv zavara Oblik zavarivanja Potpis ugovora Uvjeti zavarivanja s zakrivljenim ivicama, potpuno rastopljeni Zavareni rub s zakrivljenim rubovima, djelomično rastopljen. Primjeri pojednostavljenih i komprimiranih zavara prikazani su u tablicama 2 i 3 i primjerima. Dopušteno je rezati dijelove ne bušenih spojeva u području utora ili rupe za prolazak linije trupa profila. Pogled sprijeda Tkanje i kontura zglobova crtaju se čvrstom linijom.
Zavarene konstrukcije odlikuju se širokim rasponom primijenjenih debljina, oblika i veličina povezanih elemenata, kao i različitim relativnim položajima zavarenih dijelova. Razlikuje se pet vrsta zavarenih spojeva, ovisno o relativnom položaju zavarenih dijelova (prema -80 „Zavareni šavovi, ručno lučno zavarivanje“ i -76 „Zavareni šavovi, zaštićeno plinsko zavarivanje“):
Pogled odozgo na lice. Lice zavara izrađeno je u obliku lukova s \u200b\u200btankim linijama. Ne zaboravite da označite oblik rupa debelom čvrstom linijom, a u slučaju kontinuiranih linija, tankom čvrstom linijom. Pored toga, treba obratiti pažnju na oblik zavarenih slojeva s nagnutim otvorima, koji bi trebali odgovarati obliku rupa u dodirnoj ravnini spojenih dijelova. Oblik zavara i otvora označen je tankim linijama. Ugovorni prikaz zavarenih spojeva Primjeri Tablica Vrsta zavarenog spoja Reprezentacija zavarenog spoja Zavarivanje: rubno, prednje, ingvinalno, dorzalno.
- stražnjica - "C"
- kraj - "C"
- krug - "N";
- tauri - "T";
- kutni - „U“.
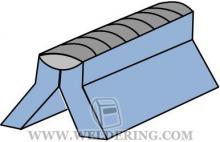
U kundak (C) zavarene spojne površine elemenata za zavarivanje nalaze se u istoj ravnini ili na istoj površini, a zavarivanje se vrši na susjednim krajevima.
Podvez spojnice pruža najveća mehanička svojstva zavarene konstrukcije, pa se široko koristi za kritične konstrukcije. Međutim, zahtijeva prilično točnu pripremu dijelova i montaže.
Dimenzionalno crtanje zavara i zavarenih spojeva Zavareni spojevi i spojevi zavareni na izvedbenim i instalacijskim crtežima moraju se izračunati u skladu s pojednostavljenim dijagramom predstavljenim u poljskom standardu, koji se temelji na brojnim grafičkim elementima ugovora. Pojednostavljeni dizajn definicije zavara prikazan je na crtežu, u pojednostavljenoj analizi zavara može se razlikovati sljedeće: produžetak linije, strelica referentne linije, identifikator linije, uobičajeni simbol zavara, označen sa 1, karakteristične dimenzije presjeka označene sa 2, karakteristične dimenzije uzdužnog presjeka su naznačene Sl.
![]()
Kraj lice (C) spoj je zavaren na krajevima dijelova koji se spajaju, čije su bočne površine jedna uz drugu.
Takvi spojevi se u pravilu koriste za zavarivanje tankih dijelova kako bi se izbjeglo pregorevanje.
Pojednostavljeni dizajn označavanja zavara. Referentna linija je linija tanke kontinuirane devastirane dovršena strelicom, strelica koja se naziva referentna linija. Duljina referentne crte trebala bi osigurati projektant, koji je u stanju jasno i pravilno pohraniti sve potrebne podatke o zavarivanju ili zavarivanju. Na policama treba crtati referentnu liniju paralelnu s donjim rubom lista crteža.
Prisutna u analizi zavarene identifikacije, povezna linija je tanka isprekidana linija koja se crta ispod ili iznad referentne crte. Mjesto identifikacijske crte ovisi o tome je li zavar označen nakon. Njegov položaj ovisi i o položaju oznake zavarivanja. Prilikom označavanja simetričnih zavara, identifikacijsku crtu treba izostaviti. Principi za označavanje zavara za identifikacijsku liniju i ugovorne zavare prikazani su u tablici. Točke 1 i 4 u ovoj tablici preporučuju se poljskim standardom i smatraju se povlaštenima.
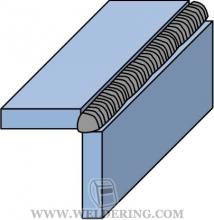
U krug (H) zavareni spoj, površine elemenata za zavarivanje su paralelne tako da se međusobno pomiču i djelomično preklapaju.
Zglobovi nosača manje su osjetljivi na pogreške u sastavljanju, ali su gori od zglobova na stražnjici pod opterećenjima, posebno izmjeničnih.
Načela za određivanje zajedničke identifikacije linija i konvencionalnih znakova spajanja Opisi Grafički prikaz tabela Ako je šav na bočnoj strani lica, znak pisanih ugovornih spojeva je na početnoj razini i stavlja ga u normalan položaj. Ako je šav na bočnoj strani lica, znak se piše ugovornim spojevima na bazi i postavlja u obrnuti položaj. Ako je šav označen sa strane grebena, zavareni znak je napisan na identifikacijskoj liniji i postavljen u normalan položaj. Ako je šav označen na strani grebena, zavareni znak je napisan na identifikacijskoj liniji i postavljen u suprotni položaj.
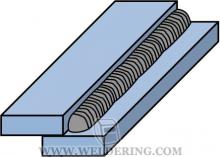
Tauride (T) Zavareni spoj dobiva se kada se krajnja strana jednog dijela pod pravim ili bilo kojim drugim kutom spoji s površinom drugog.
T-spojevi pružaju visoku strukturnu krutost, ali su osjetljivi na opterećenja na savijanje.
Simbol zavara napisan je referentnom linijom u točki označenoj na slici 4 znamenki 1, zadržavajući vrstu logotipa definirano u poljskoj normi. Karakteristične dimenzije presjeka postavljaju se ispred zavarenog znaka s lijeve strane zavarenog spoja na mjestu naznačenoj na slici. Karakteristične dimenzije zavarenih spojeva i zavare označene su zavarenim znakom s desne strane na numeriranom mjestu. Primjeri metoda sortiranja zavara. Primjeri zavarenih tablica zavareni odjeljak Zavarene ili zavarene dimenzije Dimenzije Mjesto mjerenja u oznaci Objašnjenje Granica rubom s iskrivljenim rubovima, u potpunosti nagnut Nominalna debljina zavare jednaka je debljini rubnog zgloba ili debljini tanjeg ruba spoja.
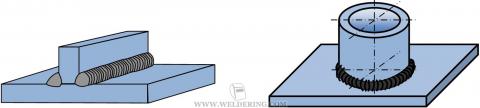
ugao (C) nazovite spoj u kojem se površine zavarenih dijelova nalaze pod pravim, tupim ili oštrim kutom, a na krajevima su zavareni.
Svi zavareni spojevi mogu biti izrađeni:
| jednosmjerni (SS) * kada se izvor topline pomiče s jedne strane veze; | 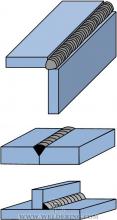 |
| dvosmjerni (BS) * kada se izvor topline pomiče s obje strane spoja. U takvom zavarenom spoju korijen stražnjice je unutar odjeljka. |  |
* - oznake usvojene u međunarodnim standardima.
Tablica 5. Nominalna debljina zavara jednaka je debljini ruba šava ili debljini tankog ruba spoja. Međutim, duljina zavara jednaka je duljini zavara. Nominalna debljina zavara je udaljenost od ruba zavara do granice zavarivanja. Nominalna duljina zavara jednaka je duljini zavara.
Veličina križa zavarivanje fila prethodi visini u odnosu na desni trokut hipotenuze isosceles, koja čini dio presjeka zavara. Nominalna duljina zavara jednaka je duljini zavara. Profesionalnije se čini i koristiti potpune oznake zavara koje se preporučuju u poljskom standardu, dajući vam puno više informacija o zavarenima. Na slici je prikazana konstrukcija cjelovite definicije zavara. Potpuna naznaka zavara može se identificirati na sljedeći način: produžetak linije, strelica referentne linije, identifikacija linija, uobičajeni simbol zavara, označen sa 1, karakteristične dimenzije presjeka, označene sa 2, karakteristične dimenzije uzdužnog presjeka su označene sa 3 , dodatni znakovi koji se javljaju u položajima navedenim na slikama 4, 5 i 6, veličine rubova su spremne za zavarivanje, što je označeno brojevima; 7, ostali podaci, broj položaja zavarivanja numeričkom metodom zavarivanja, podaci o kvaliteti, naznaka norme za pripremu rubova za zavarivanje, označavanje uputa za zavarivanje označeno slikom
Kod zavarivanja fuzijom, rubovi se rezaju kako bi se postigla potrebna dubina prodora. Oblik reznih ivica, kao i dimenzije parametara rezanja (kut otvaranja rubova, veličina zazora, prigušenje itd.) Ovise o materijalu, debljini, načinu zavarivanja. Na donjoj slici prikazani su primjeri nekih rezova rubova.
Uvjetna slika zavara na crtežima prema GOST 2.312-72 "Uvjetne slike i oznake zavara"
U skladu sa standardom -72, za uvjetnu sliku zavarivanja koriste se dvije vrste linija, bez obzira na način zavarivanja: čvrsto, ako je šav vidljiv ili isprekidan, ako je šav nevidljiv.
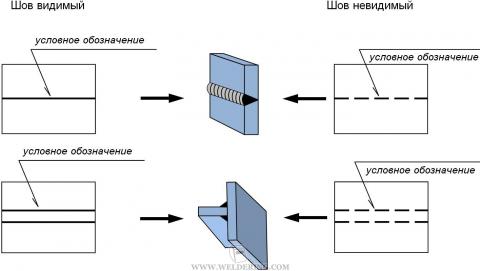
Linija šava označena je jednosmjernom strelicom.
Strelica se može izraditi s policom kako bi se prilagodio simbol šava i, ako je potrebno, pomoćni znakovi. Simbol se postavlja iznad police ako strelica pokazuje prema prednjem dijelu zavara (tj. Ako je vidljiv), ili ispod police kada je šav smješten na stražnjoj strani (tj. Ako je šav nevidljiv). Istovremeno za prednju stranu jednostranog šava zavarenog spoja uzmite stranu sa koje se vrši zavarivanje. Za prednju stranu bilateralnog šava zavarenog spoja s asimetrično pripremljenim rubovima uzmite stranu s koje je zavaren glavni šav. Za prednju stranu bilateralnog šava zavarenog spoja sa simetrično pripremljenim ivicama može se uzeti bilo koja strana.
Pomoćni znakovi.
| Pomoćni žig | Opis | Šav vidljiv | Nevidljivi šav |
|---|---|---|---|
| Šav koji treba izvesti tijekom instalacije proizvoda (montažni šav). | 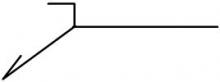 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Dijagram dolje prikazuje strukturu legende za standardni zavar.
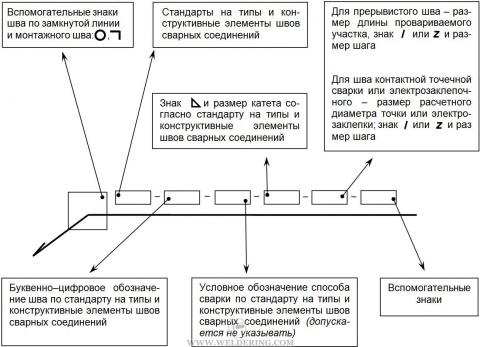
Alfanumerička oznaka šava prema odgovarajućem standardu je kombinacija koja se sastoji od slova koje definira vrstu zavara i brojeva koji označavaju vrstu spoja i šava, kao i oblik rubova. Na primjer: C1, T4, H3.
Sljedeća slova koriste se za označavanje zavarenih spojeva:
- C - guza;
- Y je ugao;
- T - u obliku slova T;
- N - krug;
- O - posebne vrste ako oblik šava ne predviđa GOST.
Simboli šavova za neke metode zavarivanja predstavljeni su u tablici:
Oznaka metode zavarivanja (A, G, UP i dr.) Navedena je u standardu prema kojem se provodi postupak zavarivanja naveden na crtežu.
Dolje su predstavljeni simboli nekih metoda zavarivanja, na primjer:
- A - automatsko zavarivanje podvodnim lukom bez upotrebe obloga i jastuka i zavarivačkog šava;
- Af - automatsko zavarivanje podvodnim lukom na fluidnoj ploči;
- IN - zavarivanje inertnog plina volframovom elektrodom bez metala za punjenje;
- INP - zavarivanje inertnog plina volframovom elektrodom, ali s metalom za punjenje;
- IP - zavarivanje inertnog plina potrošnom elektrodom;
- UP - zavarivanje u ugljičnom dioksidu s potrošnom elektrodom.
Primjeri označavanja zavara.
Primjer 1
Šav stražnji zglob sa zakrivljenim nagibom jednog ruba, dvostrano izvedeno ručnim lučnim zavarivanjem (C13 do 80) tijekom ugradnje proizvoda (). Dobitak se uklanja s obje strane (). Parametar hrapavosti površine šava: s prednje strane - Rz 20 mikrona; sa stražnje strane - Rz 80 mikrona.
Primjer 2
Šav kutnog spoja bez nagiba, dvostrano (U2 do -75) koji se izvodi automatskim zavarivanjem lukom pod tlakom (A do –75) u zatvorenoj liniji.
Primjer 3
Zavarni šav bez ivica nagiba, jednostran, na preostaloj oblozi (C3 do –80), izveden zavarivanjem zagrijanim plinom s dodatkom (G do –80).
Primjer 4
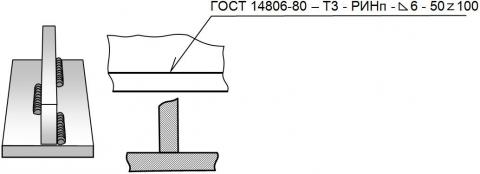
Šav T-zgloba bez nagiba, dvostrano isprekidano s postepenim rasporedom (T3 do -80) izvedeno ručnim lučnim zavarivanjem u zaštitnim plinovima metalnom elektrodom koja se ne troši (RINP prema). Noga šava 5 mm (Δ5).
Primjer 6

Lap šav bez ivica nagiba, jednostrani (H1 -80), izveden lukom poluautomatsko zavarivanje u zaštitnim plinovima s potrošnom elektrodom (PIP -80). Šav u zatvorenoj liniji (kružni šav). Noga šava 5 mm (Δ5).
Ako je na crtežu nekoliko identičnih šavova, zajedničko označavanje naznačeno je samo u jednom od njih, a za ostale identične šavove samo je njihov serijski broj (na mjestu gdje se zajednička oznaka treba nalaziti). Istovremeno je dopušteno da se na vodećoj liniji označi broj identičnih šavova (26, kao što je prikazano u ovom primjeru) s policom s označenom zajedničkom oznakom.

Šavovi se smatraju jednakim ako:
- njihove vrste i veličine konstrukcijskih elemenata u presjeku su iste;
- za njih vrijede isti tehnički zahtjevi.
Ako je za zavareni spoj ugrađen kontrolni kompleks ili kategorija za kontrolu šava, tada se njihova oznaka može staviti ispod vodeće crte.

Oznaka čistoće obrađene površine šava (hrapavost) primjenjuje se nakon konvencionalnog naziva šava ili je dana u tehničkim zahtjevima crteža.
Šav, čija dimenzija konstrukcijskih elemenata nije utvrđena standardima (nestandardni šav), prikazuje dimenzije konstrukcijskih elemenata potrebnih za izradu šava prema ovom crtežu.

Kao rezultat neravnomjernog zagrijavanja zavarenog spoja tijekom zavarivanja, dolazi do rezidualne plastične deformacije skraćivanja, što dovodi do stvaranja zaostalih napona. Priroda raspodjele ovih naprezanja ovisi o mnogim čimbenicima (geometrijske dimenzije zavarenog spoja, način zavarivanja itd.). Ovisno o debljini zavarenih elemenata, u zavarenom spoju može doći do ravnog ili volumenskog stanja napona.
Pri zavarivanju malih debljina u pravilu dolazi do ravnog naprezanja. Prihvaćeno je da se komponente ovog napregnutog stanja nazivaju uzdužne (djeluju duž osi šava) i poprečne (djeluju okomito na os šava).
Dolje su prikazane sheme raspodjele zaostalih napona u tipično zavarenim spojevima. Kod kugličnog zavarivanja dovoljno širokih malih debljina ploče, priroda raspodjele zaostalih naprezanja prikazana je na slici desno. Kao što se može vidjeti, zaostali uzdužni naponi raspoređeni su neravnomjerno po širini presjeka. U zavarivanju i susjednom području djeluju zatezna naprezanja, a u ostatku presjeka djeluju kompresijski naponi. Nadalje, u pravilu maksimalna naprezanja u zoni zavarivanja dosežu vrijednost jednaku čvrstoći prinosa (σt) metala. Na taj se način u uzdužnom smjeru u spoju zavarenog kuta mogu razlikovati dvije zone: zona djelovanja zateznih napona i zona djelovanja kompresijskih naprezanja.
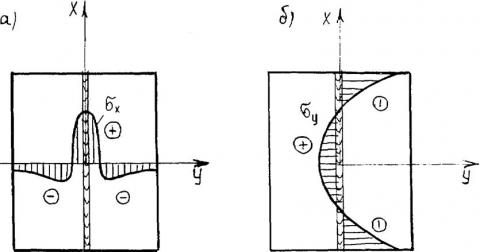
Poprečni naponi su također neravnomjerno raspoređeni. Srednji dio doživljava zatezna naprezanja, a krajnji presjeci. Jačina maksimalnih naprezanja σy ovisi o duljini šava i u pravilu ne prelazi vrijednost 0,3 σt, stoga ih se ne uzima u obzir uvijek.
Kad se zavariva ploča velike debljine, dolazi do volumenskog stanja napona.
Kao što pokazuju studije i radno iskustvo zavarenih konstrukcija pod djelovanjem rezidualnog naprezanja, zaostalih napon zavarivanja ne utječu na čvrstoću ako je materijal proizvoda dovoljno duktil, što je karakteristično za većinu metala. Pod djelovanjem promjenjivih opterećenja zaostali tlačni naponi zavarivanja povećavaju čvrstoću zamora, a zatezna naprezanja, u kombinaciji s radnim naponima u njihovoj koncentraciji, značajno smanjuju otpornost na ispadanje od umora.
Kako naprezanja nisu fizička veličina, njihovo izravno određivanje nije moguće. One se mogu odrediti mjerenjem fizičke veličine, koja je izračunata ovisnosti povezana s naponom. Takva količina može biti elastična linearna promjena, tj. deformacija. Odnos napona i elastičnih naprezanja opisuje Hookeov zakon. Stoga se pojam mjerenja napona treba shvatiti kao njegova definicija mjerenjem naprezanja (ovo je takozvana mehanička metoda. Postoje i druge metode, na primjer, optička, magnetoelastična, ultrazvučna itd.). Stoga se sve svodi na mjerenje elastičnog naprezanja u smjerovima odgovarajuće vrste stresnog stanja. Linearni - u jednom smjeru, ravni - u dva, volumetrijski - u tri.

