- क्लैंप कैसे बनाते हैं?
- सुविधाजनक 90 ° वेल्डिंग
- घुमा के लिए एक गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग
- घर का बना इलेक्ट्रोड धारक
- कई महत्वपूर्ण रहस्य
नीचे दी गई जानकारी प्रकाश जुड़नार के उद्देश्य से है जो अक्सर टूट जाती है या निर्माण दोष है। ये सबसे छोटी "बुद्धिमान चीजें" हैं जो वेल्डर को अपना काम कुशलता से करने में मदद करती हैं। इसलिए यहां चुंबकीय कोण या प्रिज्म के बारे में कुछ नहीं कहा जाए तो किसी को आश्चर्य नहीं होना चाहिए। ये गैजेट सबसे अधिक बार स्टोर पर खरीदे जाते हैं।
लगभग हमेशा, वेल्डिंग प्रक्रिया के दौरान, उपकरणों को माउंट करने और ठीक करने की आवश्यकता होती है।
वेल्डिंग अटैचमेंट दो प्रकार के हो सकते हैं:
- स्थापना;
- फिक्सिंग।
चूंकि वेल्डिंग के तरीके बहुत तेजी से आगे बढ़ रहे हैं, इसलिए वर्णित जुड़नार कुछ दुर्लभ लग सकते हैं। लेकिन दूसरी ओर, इसका मतलब है कि यह विभिन्न परिस्थितियों में पाइपों को जोड़ने के अधिक प्रगतिशील और सुरक्षित तरीकों को रास्ता नहीं देता है।
क्लैंप कैसे बनाते हैं?

विभिन्न उत्पादों को वेल्डिंग करते समय क्लैंप एक फिक्सिंग डिवाइस है।
क्लैंप एक फिक्सिंग डिवाइस है। इसे केवल वेल्डिंग के सामान के लिए स्पष्ट रूप से जिम्मेदार नहीं ठहराया जा सकता है, क्योंकि इसका उपयोग किया जाता है:
- बढई का;
- ताला बनाने वाले;
- टर्नर;
- वेल्डर
विभिन्न उद्देश्यों के लिए, इस उत्पाद की विभिन्न शक्तियों की आवश्यकता होती है। वेल्डिंग पाइप और अन्य धातु की चीजों के लिए पर्याप्त रूप से मजबूत क्लैंप की आवश्यकता होती है। जिन्हें स्टोर में खरीदा जा सकता है, वे अक्सर भारी भार का सामना नहीं करते हैं, सबसे अनुचित क्षण में टूट जाते हैं। इसलिए, हाथ से बने उपकरणों पर विचार करने की कोशिश करना उचित है।
इस तरह के उपकरण को अपने हाथों से बनाना मुश्किल नहीं है, इसके लिए आवश्यकता होगी:
- स्टील शीट 10 मिमी मोटी;
- तीन नट;
- बड़े व्यास के कई वाशर;
- नट के आकार के बाहर पिरोया हुआ पाइप।
प्रत्यक्ष निर्माण के लिए यह आवश्यक है:
क्लैंप आरेख: 1 - शरीर; 2 - गोल लकड़ी; 3 - स्टील वॉशर; 4 - स्टील रॉड क्लैंपिंग स्क्रू।
- स्टील शीट की 50 सेमी लंबी और 4 सेमी चौड़ी पट्टी काट लें।
- दो स्ट्रिप्स और कुछ अतिरिक्त छोटे विवरण काटें:
- 25 सेमी के तल पर स्थिर होल्डिंग के लिए;
- जंगम बार 10 सेमी;
- चल भाग (सी) को जोड़ने के लिए दो आयत 5 सेमी प्रत्येक;
- एक छोटा टुकड़ा (डी) जो क्लैंप के स्थिर हिस्से का समर्थन करेगा।
वेल्डिंग में, ऐसा उपकरण आपको पाइप संरचना को स्थिर स्थिति में रखने की अनुमति देता है। आपको चिंता करने की ज़रूरत नहीं है कि वेल्डिंग की पहली पल्स से ही पाइप टूट जाएंगे और काम नए सिरे से शुरू करना होगा।
सामग्री की तालिका पर वापस जाएं
सुविधाजनक 90 ° वेल्डिंग

वेल्डिंग मैग्नेट आपको काम के टुकड़े को 90 ° के कोण पर वेल्डेड करने की अनुमति देता है।
पाइपों को वेल्ड करने में बहुत परेशानी नहीं करने और एक सहायक के बिना करने के लिए, वे वेल्डिंग मैग्नेट के साथ आए जो 90 ° के कोण पर पाइप पकड़ते हैं। पहले, इस तरह के काम के लिए उपकरण मैग्नेट के उपयोग के बिना बनाए गए थे।
इसके लिए निम्नलिखित सामग्रियों की आवश्यकता होगी:
- धातु वर्ग 20-25 सेमी की तरफ;
- एक वर्ग पाइप का एक टुकड़ा;
- उनके लिए 3 छोटे बोल्ट और नट;
- 4 सेमी व्यास और 35 अखरोट के साथ एक मोटी बोल्ट;
- ड्रिल, ड्रिल;
- बॉलपॉइंट पेन के व्यास वाला एक छोटा धातु सिलेंडर;
- सिलेंडर के लिए धारक, वास्तव में, इसका हैंडल;
- वेल्डिंग मशीन।
पाइप 20 और 15 सेमी लंबे वर्ग पर, बदली पक्षों पर, बहुत कोनों में वेल्डेड होते हैं, ताकि पाइप के सिरे वर्ग के विपरीत किनारों पर हों।
दो सहायक भागों को क्राफ्ट करें। एक ही पाइप से एक यू-आकार की आकृति को वेल्ड करें, लगभग 10 सेमी लंबा। उसी पाइप का उपयोग करके, दूसरे को समद्विबाहु ट्रेपेज़ॉइड के रूप में 11.5 सेमी और 5.4 सेमी के आधार के साथ वेल्ड करें।
गणना अधिक सटीक रूप से की जानी चाहिए, पार्श्व भागों के चौराहे पर बनने वाला कोण 90 ° होना चाहिए, इसलिए आधारों की लंबाई बिल्कुल पाइप की चौड़ाई पर निर्भर करेगी।

कोने पर वर्ग के किनारों पर जहां पाइपों को वेल्ड नहीं किया जाता है, एक समद्विबाहु त्रिकोणीय कट बनाएं। एक छोटे बोल्ट के लिए ऊपरी आयत के केंद्र में पहले से एक छेद ड्रिल करने के बाद, एक यू-आकार की आकृति को वेल्ड करें। एक नट के साथ 4 सेमी चौड़ा बोल्ट वर्ग और आकृति के बीच की खाई में रखा जाना चाहिए।
बोल्ट के लिए एक हैंडल संलग्न करें; इसके रूप में, आप एक छेद के साथ एक अखरोट का उपयोग कर सकते हैं जिसमें एक पतली रॉड स्वतंत्र रूप से चलती है।
ट्रेपेज़ॉइड के छोटे आधार की लंबाई के साथ एक छोटे सिलेंडर में, लिए गए छोटे बोल्ट के लिए धागा। इसे केंद्रित करते हुए बड़े बोल्ट की नोक के साथ थ्रेड करें।
डिवाइस का यह रिक्त स्थान लगभग पूरा हो चुका है, यह वर्ग के केंद्र से 5 सेमी ऊपर एक छेद ड्रिल करने के लिए रहता है, तिरछे इसके बिना कटे और केवल मुक्त कोने तक जाता है।
समलम्ब चतुर्भुज के विकर्णों के प्रतिच्छेदन बिंदु पर ऐसे दोनों भागों में एक छेद करें। उनके बीच एक बेलनाकार भाग डाला जाएगा, जिसमें पहले एक धागा बनाया गया था और केंद्र में एक छेद ड्रिल किया गया था। डिवाइस की आगे की असेंबली के लिए, 4 सेमी चौड़े बोल्ट के लिए 35 नट तैयार करना आवश्यक है, इसके लिए, विपरीत किनारों को प्रभावित किए बिना, इसके एक तरफ एक थ्रेड बनाएं।

ए - कोने के जोड़ की विधानसभा के लिए, बी - विवरण के विभिन्न संयोजनों के साथ जोड़ों की विधानसभा के लिए; 1 - कोने वाला चुंबक, 2 - क्लैंप, 3, 5 - चुंबकीय तत्व, 4 - लीवर।
आगे की सभी विधानसभा में भागों के लगाव का सही क्रम होता है। पहले से संलग्न हैंडल के साथ बोल्ट पर, एक थ्रेडेड नट डालें, लगभग आधार तक मुड़ें। बोल्ट के अंत में बेलनाकार भाग को ड्रिल किए गए छेद के साथ महिला धागे से संलग्न करें, और इसे एक छोटे बोल्ट के साथ जकड़ें। अगला, हम बोल्ट का उपयोग करके ट्रेपोज़ाइडल आकृति को ठीक करते हैं, जिनमें से एक को बेलनाकार भाग के धागे में अंकित किया जाता है, दूसरा उसी बेलनाकार आकृति के धागे के माध्यम से ऊपर से कॉन्फ़िगरेशन को ठीक करता है। इसके शीर्ष पर एक तैयार भाग के साथ एक बोल्ट को यू-आकार के समर्थन के तहत खींचा जाता है, इसके नीचे एक थ्रेडेड नट को समायोजित किया जाता है। बोल्ट को बोल्ट के साथ जकड़ें जो यू-आकार की आकृति के केंद्र से होकर गुजरता है और एक विशेष अखरोट के विशेष धागे में खराब हो जाता है। वास्तव में, डिवाइस उपयोग के लिए तैयार है। बोल्ट के हैंडल को घुमाकर इसे ढीला किया जा सकता है। पाइप को समकोण पर डालकर, फिक्स्चर को ठीक करके, आप वेल्ड कर सकते हैं।
इस तरह के उपकरण वेल्डेड मैग्नेट के लिए एक अच्छा विकल्प हैं, जो साधारण घरेलू उपयोग के लिए बहुत महंगा हो सकता है।
सामग्री की तालिका पर वापस जाएं
घुमा के लिए एक गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग
जैसा कि आप जानते हैं, पाइप वेल्डिंग एकमात्र प्रकार नहीं है वेल्डिंग कार्य, यह अक्सर जंक्शन बिंदुओं पर धातु के तारों को जोड़ने, घुमाने और घर के बने थर्मोकपल की मरम्मत या निर्माण के लिए किया जाता है। इस उपकरण को बनाने के लिए, आपको यह समझने की आवश्यकता हो सकती है कि वेल्डिंग क्या है और विद्युत चुम्बकीय प्रेरण का नियम वास्तव में कैसे काम करता है।
इसलिए, वेल्डिंग डिवाइस को अक्सर हाथ से इकट्ठा किया जाता है। यहां एक छोटा "लेकिन" है, इस तरह के उपकरण को बनाने की इच्छा रखते हुए, यह ध्यान में रखा जाना चाहिए कि तैयार उत्पाद की लागत सभी घटकों की खरीद के लिए कुल राशि से कम है। लेकिन अगर पुराने ट्रांसफार्मर, अन्य उपकरणों से स्विच, उदाहरण के लिए, पहले से ही अनावश्यक सरौता, एक स्थिरता बनाने के लिए उपयोग किया जाएगा, तो यह वास्तव में टांका लगाने या जुड़ने के लिए जुड़नार बनाने की कोशिश करने लायक है।
उपयोग की जाने वाली कनेक्शन विधि को गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग के प्रकारों के लिए संदर्भित किया जाता है। इलेक्ट्रोड के रूप में, आप ग्रेफाइट का उपयोग कर सकते हैं, जिसे एक साधारण पेंसिल से आसानी से हटा दिया जाता है, तरल प्रवाह इलेक्ट्रॉनिक्स स्टोर में बेचा जाता है। होममेड फ्लक्स को बोरिक एसिड और पानी के मिश्रण से बनाया जा सकता है, जिसे घोल में बनाया जाता है।
डिवाइस बनाने के लिए, आपको 20-50 वी ट्रांसफॉर्मर की आवश्यकता होगी, नेटवर्क में प्रवेश करने के लिए एक कनेक्टिंग वायर, कनेक्टिंग के लिए दो, इलेक्ट्रोड कनेक्ट करने के लिए एक। किसी भी उपलब्ध साधन का उपयोग इलेक्ट्रोड धारक के रूप में किया जा सकता है, यह शस्त्रागार में उपलब्ध वस्तुओं की क्षमताओं और उपलब्धता पर निर्भर करता है, उदाहरण के लिए, एक फार्मेसी सिरिंज, एक स्कूल तिपाई, सिलेंडर या बोल्ट।

गैर-उपभोज्य इलेक्ट्रोड वेल्डिंग बनाने की प्रक्रिया में, घुमा के लिए एक ट्रांसफॉर्मर कॉइल की आवश्यकता होती है।
एक स्टोर में 20-20 वी ट्रांसफॉर्मर कॉइल आसानी से खरीदा जा सकता है, साथ ही एक वेल्डिंग मशीन के लिए एक फ्रेम भी खरीदा जा सकता है। लेकिन ट्रांसफॉर्मर कॉइल के उपकरण को जानने के बाद, एक अतिरिक्त, पहले से ही अनुपयोगी ट्रांसफॉर्मर होने पर, इसे हमेशा आवश्यक संख्या में घुमावों को जोड़कर ठीक किया जा सकता है। वेल्डिंग मशीन के मानक सर्किट का उपयोग करके, निर्देशों के अनुसार सभी तारों को कनेक्ट करें। यदि वेल्डिंग ट्विस्ट के लिए इलेक्ट्रीशियन द्वारा फिक्स्चर का उपयोग किया जाना है, तो कम से कम 3 मीटर की लंबाई के साथ काम करने वाले तारों का उपयोग करने की सिफारिश की जाती है ताकि छत पर काम करने की स्वतंत्रता हो।
यह सुरक्षा उपायों के पालन का उल्लेख करने योग्य है। चेहरे, खासकर आंखों को वेल्डिंग से बचाने के कुछ तरीके हैं। बेशक, वेल्डिंग मास्क बनाने की यह विधि बहुत ही आदिम है, और किसी भी मामले में इसका उपयोग पाइप वेल्डिंग के दौरान नहीं किया जाना चाहिए, बल्कि केवल पतले तारों के लिए किया जाना चाहिए। अंधेरा लो प्लास्टिक की बोतलकिसी भी पेय से, बहुत लंबी भुजाओं वाले गिलासों को काटकर सिर के पिछले हिस्से पर क्लैंप या क्लिप से जोड़ दें। अल्पकालिक विषम नौकरियों के लिए उपयुक्त। फिर भी, यह याद रखने योग्य है कि आंखें न केवल उज्ज्वल चमक से, बल्कि धातु के लाल-गर्म टुकड़ों के आकस्मिक हिट से भी सुरक्षित हैं। इसलिए, कार्डबोर्ड बॉक्स और अखबारों के साथ मास्क को बदलने से एक व्यक्ति को बहुत खतरा होता है।
वेल्डेड संरचनाओं के निर्माण की प्रक्रिया में, शामिल होने वाले भागों की सापेक्ष स्थिति और तकनीकी प्रक्रिया द्वारा निर्दिष्ट उच्च गुणवत्ता वाले संयुक्त के गठन के लिए सबसे अनुकूल परिस्थितियों को सुनिश्चित किया जाना चाहिए। यह तकनीकी उपकरणों और उपकरणों का उपयोग करके प्राप्त किया जाता है।
तकनीकी उपकरणों को असेंबली वाले में विभाजित किया जाता है, जिन्हें वेल्डिंग के लिए असेंबली के लिए डिज़ाइन किया जाता है और टैक या साधारण यांत्रिक उपकरणों का उपयोग करके भागों को ठीक किया जाता है; वेल्डिंग, एक निश्चित सापेक्ष स्थिति के साथ पूर्व-इकट्ठे भागों को वेल्डिंग के लिए डिज़ाइन किया गया; असेंबली और वेल्डिंग, असेंबली और वेल्डिंग संचालन को गठबंधन करने की इजाजत देता है।
उत्पादन कार्यक्रम (एकल, बैच या बड़े पैमाने पर उत्पादन), उत्पाद डिजाइन (शीट या जाली संरचनाएं, मशीन के पुर्जे, आदि), प्रौद्योगिकी और वर्कपीस (मशीनिंग, गैस) के निर्माण में सटीकता की डिग्री के आधार पर तकनीकी उपकरण का प्रकार चुना जाता है। कटिंग, आदि)। ) और असेंबली और वेल्डिंग तकनीक (अंतराल की आवश्यकता, उनके अनुमेय परिवर्तन या किनारों की अनुमेय अतिरिक्तता, आदि)।
वेल्डिंग जुड़नारवेल्डिंग क्षेत्र के हीटिंग और बाद में ठंडा होने के कारण व्यक्तिगत संरचनात्मक तत्वों की मुक्त आवाजाही की अनुमति देनी चाहिए, और, यदि आवश्यक हो, तो कम करें या, यदि संभव हो तो, तापमान प्रभाव के कारण वेल्डेड उत्पाद और डिवाइस में उत्पन्न होने वाली विकृतियों को समाप्त करें। कम कठोरता (फ्रेम, जाली, शीट) के साथ बड़े आकार की संरचनाओं को वेल्डिंग करते समय, जुड़नार को व्यक्तिगत वेल्डेड किनारों के निर्धारण को सुनिश्चित करना चाहिए, न कि पूरे उत्पाद को। डिवाइस को डिजाइन करते समय, वेल्डिंग और टैकिंग पॉइंट्स तक पहुंच प्रदान करना आवश्यक है, तीव्र हीटिंग के स्थानों से त्वरित गर्मी हटाने, न्यूनतम संख्या में इंस्टॉलेशन के साथ यूनिट की असेंबली, उत्पाद के आयामों की जांच के लिए मुफ्त पहुंच और मुफ्त हटाने इकट्ठे या वेल्डेड उत्पाद का।
तकनिकी यंत्रविशिष्ट किया जा सकता है (एक निश्चित प्रकार के उत्पाद को वेल्डिंग के लिए) या सार्वभौमिक। एक उदाहरण के रूप में, अंजीर। 8-58 फ्रेम संरचना के संयोजन और वेल्डिंग के लिए एक समर्पित स्टैंड दिखाता है। समान उद्देश्यों के लिए एक सार्वभौमिक स्थिरता (चित्र 8-59) में स्लेटेड स्लैब की एक पंक्ति होती है। वेल्डेड किए जाने वाले उत्पाद के कॉन्फ़िगरेशन के आधार पर, वेल्ड किए जाने वाले भागों (क्लैंप, आदि) को आधार बनाने के लिए और आधार सतहों (क्लैंप, टाई, स्पेसर, आदि) पर भागों को दबाने के लिए उपकरणों को प्लेट से जोड़ा जाता है।
कुछ मामलों में, वेल्ड किए जाने वाले भागों के वजन का उपयोग क्लैम्पिंग के लिए किया जा सकता है।
चावल। 8-58. वेल्डिंग फ्रेम संरचनाओं के लिए स्थायी क्लैंप के साथ विशेष स्टैंड
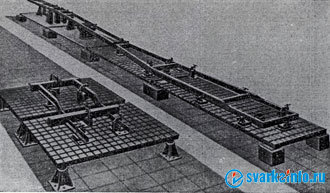
चावल। 8-59. सामान्यीकृत तत्वों से बने यूनिवर्सल असेंबली और वेल्डिंग स्टैंड
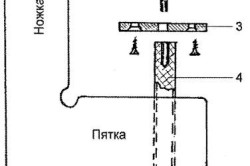
नौकर-चाकर... ये ऐसे तत्व हैं जो संपूर्ण स्थिरता के सापेक्ष वर्कपीस की स्थिति को वेल्ड करने के लिए निर्धारित करते हैं। क्लैम्प्स (चित्र। 8-60) में पॉकेट (ए), स्टॉप: स्थायी (बी), रिमूवेबल (सी) और फोल्डिंग (डी) शामिल हैं; पिन और पिन का पता लगाना: स्थायी (डी), हटाने योग्य (ई); प्रिज्म; कठोर और समायोज्य (जी) और टेम्पलेट्स (एच)।

चावल। 8-60. नौकर-चाकर
हटाने योग्य स्टॉपउनका उपयोग उन उपकरणों में किया जाता है जो भागों के प्रकार द्वारा अनुकूलन योग्य होते हैं या जब वेल्डिंग भागों को स्टॉप के कारण हटाया नहीं जा सकता है। एक नियम के रूप में, स्टॉप भी समर्थन आधार के रूप में काम करते हैं, और कुछ मामलों में वेल्डिंग संभोग भागों के लिए टेम्पलेट्स के रूप में भी काम करते हैं। पिन या पिन भागों की अधिक सटीक स्थिति प्रदान करते हैं और इसका उपयोग तब किया जाता है जब भागों में मशीनी सतह होती है। समायोज्य और कठोर प्रिज्म का उपयोग वेल्डिंग पाइप, प्रोफाइल आदि के लिए किया जाता है।
टेम्पलेट्सइस इकाई में अन्य भागों द्वारा या उत्पाद के कुछ सहायक आकृति द्वारा असेंबली के दौरान स्थापित भागों को ठीक करने के लिए अभिप्रेत है। इस मामले में, उत्पाद ही डिवाइस का सहायक तत्व है।
क्लैंप... ये उपकरणों के तत्व हैं जो उपकरणों के क्लैंप या अन्य असर वाली सतहों पर भागों की क्लैंपिंग सुनिश्चित करते हैं। यांत्रिक, वायवीय, चुंबकीय और हाइड्रोलिक क्लैंप हैं।
यांत्रिक क्लैंपसबसे सरल और इसलिए सबसे आम हैं (चित्र 8-61, ए-ई)। वेज क्लैम्प्स (चित्र 8-61, सी, डी) एक तत्व को दूसरे से असेंबल करने के लिए, किनारों को संरेखित करने के लिए दबाने का काम करते हैं, आदि। सनकी सेल्फ-ब्रेकिंग क्लैम्प्स समान रूप से कार्य करते हैं। सबसे सार्वभौमिक पेंच क्लैंप (चित्र। 8-61, ए, बी)। हालांकि, वे मुख्य रूप से हाथ के औजारों में उपयोग किए जाते हैं। यह इस तथ्य के कारण है कि पेंच स्टॉप के खिलाफ काम करते हैं और वे तेजी से काम नहीं कर रहे हैं। पेंच की पिच में वृद्धि इसके स्वयं-ब्रेकिंग गुणों को नष्ट कर सकती है और भाग को जकड़ने के लिए बड़ी ताकतों की आवश्यकता होती है। स्प्रिंग क्लैंप का उपयोग मुख्य रूप से छोटे, पतले भागों को क्लैंप करने के लिए किया जाता है।

चावल। 8-61. क्लैंप
उपरोक्त के साथ, संयुक्त उपकरणों का उपयोग किया जाता है (एक पच्चर के साथ पेंच, एक वसंत के साथ पेंच, आदि)। लीवर क्लैम्प्स पहली और दूसरी तरह या उनके संयोजन के लीवर होते हैं और क्लैम्पिंग ड्राइव के एम्पलीफायरों के रूप में उपयोग किए जाते हैं। ऐसे लीवर क्लैंप का एक उदाहरण अंजीर में दिखाया गया है। 8-62. रैक 1 की धुरी 2 पर एक ड्राइविंग लीवर 3 और एक इंटरमीडिएट लिंक 4 है, जो पावर लीवर 5 पर कार्य करता है। वर्कपीस को स्टॉप 6 से जकड़ा जाता है।

चावल। 8-62. लीवर दबाना
वायवीय क्लैंपयांत्रिक लोगों की तुलना में, उनके पास कई महत्वपूर्ण फायदे हैं, जिनमें गति, एक ही स्थान से कई क्लैंप को नियंत्रित करने की क्षमता, संपीड़ित हवा की आपूर्ति करने की क्षमता शामिल है। अलग स्थितिअंतरिक्ष में (डिवाइस के ट्रूनियन के माध्यम से या लचीली होसेस के साथ), आदि। वायवीय क्लैंप में एक निश्चित लोच होता है, जो वेल्डेड होने वाले भागों के विरूपण की भरपाई करता है।
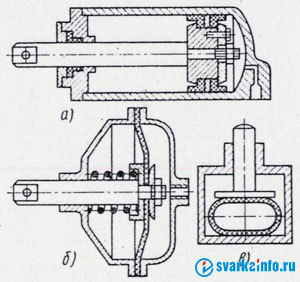
चावल। 8-63. वायवीय क्लैंप
वायवीय सिलेंडर, वायवीय कक्ष और वायवीय होसेस क्लैंप के कार्यशील तत्व के रूप में काम कर सकते हैं। वायवीय सिलेंडर (चित्र 8-63, ए) सिंगल-एक्टिंग या डबल-एक्टिंग हो सकते हैं। सिलेंडर रॉड सीधे क्लैंप किए जाने वाले हिस्से पर या लीवर के माध्यम से कार्य कर सकता है। वायवीय सिलेंडरों के नुकसान में सील का पहनना और भारीपन शामिल है।
ऐसे मामलों में जहां रॉड का स्ट्रोक छोटा होता है, वायवीय कक्षों (चित्र 8-63, बी) को वरीयता दी जाती है, जो एक पिस्टन के बजाय कपड़े के आधार पर रबर डायाफ्राम से सुसज्जित होता है, जो कवर और चैम्बर बॉडी के बीच सैंडविच होता है। अक्सर, वेल्डिंग उपकरणों में एक नली क्लैंप का उपयोग किया जाता है (चित्र 8-63, सी)। जब नली को हवा की आपूर्ति की जाती है, तो बाद वाला घुमाव लीवर क्लैंप की सहायक सतहों पर कार्य करता है। न्यूमो क्लैम्प्स का उपयोग मुख्य रूप से बड़े पैमाने पर और बड़े पैमाने पर उत्पादन और अत्यधिक मशीनीकृत प्रतिष्ठानों में किया जाता है।
चुंबकीय क्लैंपगति, सरलता और गतिशीलता की विशेषता है। उनका उपयोग किनारों को संरेखित करने के लिए किया जाता है (चित्र 8-64, बी) और उन्हें फ्लक्स कुशन (छवि 8-64, बी) के खिलाफ दबाएं। सबसे आम विद्युत चुम्बक हैं, हालाँकि हाल ही में स्थायी चुम्बकों का भी उपयोग किया गया है।
हाइड्रोलिक क्लैंपवेल्डिंग उपकरणों में बहुत कम ही उपयोग किया जाता है। संभवतः, हाइड्रोप्लास्टिक्स के आधार पर निर्मित होल्ड-डाउन - पर्याप्त उच्च तरलता के साथ चिपचिपा मिश्रण - आशाजनक हैं। हाइड्रोलिक क्लैंप के विपरीत, हाइड्रोलिक प्लास्टिक वाले क्लैंप को जटिल और महंगी सील की आवश्यकता नहीं होती है, जिससे प्लंजर के बीच दबाव बल का समान वितरण होता है। वे 500 किग्रा / सेमी 2 तक दबाव की अनुमति देते हैं।

चावल। 8-64। विद्युतचुंबकीय दबाना:
ए - चुंबक का सामान्य दृश्य;
1 - चुंबक शरीर;
2 - कोर;
3 - नीचे;
4 - घुमावदार;
5 - स्विच;
बी-डी - आवेदन योजनाएं;
6 - ब्रैकेट;
7 - विद्युत चुम्बकीय स्टैंड;
8 - जोर;
9 - पेंच दबाना
कसने और स्पेसर डिवाइस (टाई, स्पेसर और जैक)। वे दो या दो से अधिक भागों या असेंबलियों को असेंबल करते समय कसने के लिए अभिप्रेत हैं, किनारों और डेंट को संरेखित करने के लिए, बिना सिलिंडर के लिए (चित्र 8-65)।
विधानसभा और वेल्डिंग जुड़नार सार्वभौमिक या विशिष्ट हो सकते हैं। अंजीर में। 8-59 भारी और जटिल स्थानिक संरचनाओं को वेल्डिंग करने के लिए एक सार्वभौमिक स्थिरता दिखाते हैं।

चित्र 8-65। कसने (ए) और स्पेसर (बी) डिवाइस:
1 - मुख्य लीवर;
2 - ब्रैकेट;
3 - अखरोट;
4 - कसने वाला पेंच;
5 - लीवर;
6 - क्लैंपिंग स्क्रू;
7 - स्पेसर पेंच;
8 - आधार;
9 - जोर असर
फ्लैट शीट संरचनाओं की असेंबली और वेल्डिंग के लिए उपयोग किया जाता है विद्युत चुम्बकीय स्टैंड, जो बिल्ट-इन इलेक्ट्रोमैग्नेट्स के साथ एक फ्लैट या घुमावदार बिस्तर होते हैं, जिसके बीच एक न्यूमेटिक क्लैंप के साथ फ्लक्स-कॉपर या फ्लक्स कुशन होता है। सीम के साथ स्थित इलेक्ट्रोमैग्नेट्स सम्मिलित शीट के किनारों को असेंबली स्टैंड में कसकर आकर्षित करते हैं और फ्लक्स कुशन के दबाव से प्रतिक्रिया का अनुभव करते हैं। मैग्नेट और फ्लक्स पैड का स्थान शीट्स को काटने और अनुभाग में उनकी संख्या से निर्धारित होता है।
अंजीर में। 8-66 एक जिग दिखाता है जिसमें 400-1800 मिमी ऊंचे आई-सेक्शन तत्वों को इकट्ठा करने के लिए उपयोग किए जाने वाले स्क्रू क्लैंप होते हैं। इस जिग में तत्वों की वेल्डिंग एक इच्छुक इलेक्ट्रोड वेल्डिंग ट्रैक्टर द्वारा की जाती है।
![]()
चावल। 8-66. बीम वेल्डिंग जिगो
हर वेल्डर जानता है कि गुणवत्तापूर्ण कार्य के लिए इसकी ठीक से तैयारी करना आवश्यक है। विभिन्न प्रकार के वेल्डिंग उपकरण संपूर्ण संरचना और व्यक्तिगत भागों दोनों को सही ढंग से स्थापित और सुरक्षित करने में मदद करेंगे। आपके काम की अंतिम गुणवत्ता सीधे इस पर निर्भर करती है। लेकिन तैयार उपकरणों को लेना हमेशा संभव नहीं होता है, या अभी कहीं देखने की तुलना में खुद को करना या मरम्मत करना आसान है।
- स्थापना;
- बन्धन।
सेटिंग डिवाइस को भागों को ठीक उसी स्थिति में स्थापित करने के लिए डिज़ाइन किया गया है जिसमें वे अंतिम कार्य में होंगे। उनके कार्यों और डिजाइन के आधार पर, उन्हें स्टॉप, स्क्वायर, प्रिज्म, टेम्प्लेट में विभाजित किया गया है।
बन्धन उपकरणों को वांछित स्थिति में भागों को सुरक्षित करने के लिए डिज़ाइन किया गया है, जिसमें आकस्मिक बदलाव या विकृति की अनुमति नहीं है। इस तरह के उपकरणों में क्लैम्प्स, क्लैम्प्स, क्लैम्प्स, टाई और स्पेसर शामिल हैं।
यह अपने आप करो
फोरमैन द्वारा वेल्डिंग कार्य के दौरान उपयोग किए जाने वाले कुछ उपकरण अक्सर पर्याप्त रूप से टूट जाते हैं या उनमें गलत कार्यक्षमता होती है। हां, ज्यादातर चीजें स्टोर पर खरीदी जा सकती हैं, लेकिन कभी-कभी इसे स्वयं करना आसान होता है और विशेष रूप से आपको जो चाहिए होता है।
इलेक्ट्रोड धारक
एक घर का बना इलेक्ट्रोड धारक बनाने के लिए, आपको तार के तीन टुकड़े लेने होंगे, प्रत्येक में दस सेंटीमीटर, व्यास में आठ मिलीमीटर। उनमें से दो को एक तरफ मोड़ें (यह एक कांटे की तरह दिखेगा) ताकि तार के हिस्से विपरीत दिशाओं (बाएं और दाएं) में निर्देशित हों। शेष तार उनके बीच स्थित होना चाहिए, धातु की छड़ के साथ कनेक्शन की तरफ से ऊपर की ओर झुकना चाहिए, इसकी लंबाई लगभग 0.5 तक। सबसे पहले, साइड पार्ट्स को वेल्डिंग द्वारा जब्त किया जाता है, फिर मध्य भाग लगाया जाता है, फिर अंत में सब कुछ वेल्ड किया जाता है। तार को अधिक गरम होने से बचाने के लिए आपको तार में अतिरिक्त वाइंडिंग जोड़ने की आवश्यकता हो सकती है।
क्लैंप
क्लैंप एक फिक्सिंग डिवाइस है। उन्हें स्वयं बनाने की आवश्यकता उन मॉडलों की अपर्याप्त ताकत के कारण हो सकती है जो दुकानों में बेचे जाते हैं। उदाहरण के लिए, दृढ़ लकड़ी या अन्य धातु की चीजों को वेल्डिंग करते समय, पर्याप्त रूप से मजबूत क्लैंप की आवश्यकता होती है। और स्टोर मॉडल आवश्यक भार का सामना नहीं कर सकते हैं।
विनिर्माण के लिए आपको आवश्यकता होगी:
- स्टील शीट 10 मिलीमीटर मोटी;
- तीन नट;
- बड़े व्यास वाशर;
- नट के आकार के बाहरी धागे के साथ पाइप।
निर्माण प्रक्रिया:
- स्टील की शीट से 50 सेमी और 4 सेमी के किनारों के साथ एक पट्टी काट लें;
- 25 सेमी की लंबाई के साथ तल पर स्थिर होल्डिंग के लिए एक पट्टी काटें;
- 10 सेमी लंबी स्लाइडिंग बार काटें;
- चल भाग को जोड़ने के लिए, दो आयतों को 5 सेमी प्रत्येक में काटें;
- क्लैंप (1) के स्थिर भाग पर समर्थन करने के लिए भाग को काटें;
- सहायक भाग को क्लैंप के आधार पर वेल्ड करें। उन्हें आपस में G अक्षर बनाना चाहिए;
- छोटे किनारे पर भाग (1) फ्लैट को वेल्ड करें;
- एक साथ तीन नट वेल्ड करें;
- एक दूसरे के साथ वेल्ड वाशर;
- चल भाग के संबंध में एक किनारे के साथ नट को वेल्ड करें ताकि स्क्रू-इन रॉड क्लैंप के आधार के समानांतर चले;
- यदि आवश्यक हो, तो एक हैंडल को रॉड से जोड़ा जा सकता है, इसे शीर्ष पर एक नट के साथ सुरक्षित किया जा सकता है;
- बाहरी किनारे के साथ वेल्ड भागों;
- क्लैंप के कुछ हिस्सों के बीच डालें;
- बार संलग्न करके भागों के अंदरूनी किनारे के साथ वेल्ड करें;
- रॉड के किनारे पर वेल्ड वॉशर।
असेंबली के लिए, यदि उपलब्ध हो, तो आप स्टोर क्लैंप से रॉड का उपयोग कर सकते हैं।
कोण क्लैंप, एक नियमित की तरह, उनके बाद के वेल्डिंग के लिए भागों को सुरक्षित करता है। हालांकि, उत्पाद के कुछ हिस्सों को हमेशा सीधा नहीं होना चाहिए। कभी-कभी कोण पर। यह ऐसे क्षणों के लिए है कि वेल्डर के शस्त्रागार में एक कोण क्लैंप होना चाहिए। वे दुकानों में बेचे जाते हैं लेकिन उनके समान नुकसान होते हैं। आप आसानी से एक समकोण वेल्डिंग उपकरण स्वयं बना सकते हैं। सामग्री का सेट पारंपरिक क्लैंप, प्लस नट और स्टड के समान है।

गैर-उपभोज्य इलेक्ट्रोड वेल्डिंग
धातु के तारों को जोड़ने, घुमाने या थर्मोकपल बनाने के लिए एक उपकरण अक्सर अपने हाथों से स्वतंत्र रूप से बनाया जाता है। लेकिन यह ध्यान में रखा जाना चाहिए कि एक स्टोर में खरीदे गए तैयार उत्पाद की कीमत सभी घटकों की कुल राशि से कम हो सकती है यदि आप उन्हें खरीदते हैं। हालांकि, एक नियम के रूप में, भागों को अलग करने के दौरान पाया जा सकता है, और, शायद, उन्हें पुराने उपकरणों को अलग करके प्राप्त किया जा सकता है।
डिवाइस के निर्माण के लिए, आपको 20-50 वी के लिए एक ट्रांसफार्मर, चार कनेक्टिंग वायर (कनेक्शन के लिए दो, इलेक्ट्रोड को जोड़ने और नेटवर्क से कनेक्ट करने के लिए) की आवश्यकता होगी। इलेक्ट्रोड ग्रेफाइट हो सकता है, जिसे पेंसिल से रॉड को हटाकर आसानी से प्राप्त किया जा सकता है। इसके लिए आप जो कुछ भी अनुकूलित कर सकते हैं वह धारक की भूमिका के लिए उपयुक्त है।
ऐसे उपकरणों का संयोजन मानक योजना के अनुसार होता है, जो आसानी से कई स्रोतों में पाया जा सकता है और, बड़े पैमाने पर, तारों के सही कनेक्शन में होता है और इसे मामले में पैक किया जाता है।
औचित्य
होममेड वेल्डिंग जुड़नार के प्रकार वास्तविक कार्य में व्यावहारिक अनुप्रयोग हो सकते हैं और हो सकते हैं।हालांकि, यह याद रखना चाहिए कि स्व-असेंबली बन्धन तंत्र या अन्य उपकरणों का निर्माण करना उचित है। आपको स्पष्ट रूप से समझना चाहिए कि आप क्या हासिल करना चाहते हैं: बढ़ी हुई ताकत, निर्धारण की उच्च कठोरता, या विकल्प को यथासंभव सुविधाजनक बनाना।
वेल्डिंग अटैचमेंट आपको गुणवत्तापूर्ण काम जल्दी करने की अनुमति देता है।और जितना अधिक सुविधाजनक आप उपकरण बनाते हैं या चुनते हैं, उतनी ही तेजी से आप काम की आवश्यक गुणवत्ता प्राप्त करेंगे।
इकट्ठा की जाने वाली संरचना के प्रकार के आधार पर, वेल्डर को आकार धारण की लगातार निगरानी करने की आवश्यकता होती है। इसमें शामिल हैं: विकर्णों की समानता का अनुपालन, कुल्हाड़ियों (पदों) के बीच की दूरी, अनुदैर्ध्य और अनुप्रस्थ विमान, व्यक्तिगत तत्वों के कोने जो मुख्य परिधि में शामिल नहीं हैं। यदि आप सूचीबद्ध संकेतकों में से कोई भी चूक जाते हैं, तो डिजाइन दोषपूर्ण हो जाएगा और उत्पाद को फिर से बनाना होगा। नीरस काम को तेजी से करने के लिए, व्यावहारिक वेल्डिंग उपकरण बनाए गए हैं, जो पहले से निर्धारित आयामों को देखते हुए, वांछित स्थिति में संरचना का निर्धारण सुनिश्चित करते हैं। यह पूरी प्रक्रिया का अनुकूलन करता है और कम समय में अधिक गुणवत्ता वाले उत्पादों का उत्पादन करने की अनुमति देता है।
कंडक्टर असेंबली और वेल्डिंग जुड़नार हैं जिनका उपयोग तौलिया वार्मर, जटिल गढ़ा लोहे के पैटर्न और औद्योगिक तिजोरियों से दरवाजे के फ्रेम के निर्माण में किया जाता है।
धातु की संरचना में किनारों पर दो शंकु के आकार का समर्थन होता है, जिसके बीच एक घूर्णन विमान तय होता है। उत्तरार्द्ध में समायोज्य अनुदैर्ध्य बीम हैं, जिसमें कई स्क्रू क्लैंप हैं। बीम में कई छेदों के लिए धन्यवाद, उत्पाद के आकार के आधार पर, क्लैंप को उनकी पूरी लंबाई के साथ स्थापित किया जा सकता है। तलाक या बीम की कमी के लिए धन्यवाद, इकट्ठे संरचना की चौड़ाई समायोजित की जाती है।

वेल्डिंग के लिए कंडक्टरों के लिए धन्यवाद, उत्पाद के किनारों के बीच की दूरी, इसके अनुदैर्ध्य और अनुप्रस्थ विमानों को तुरंत सेट और बनाए रखा जाता है। वेल्डर केवल विकर्ण की जांच करता है, और आप काम करना शुरू कर सकते हैं। डिवाइस घूमता है, इसलिए बाहरी और आंतरिक दोनों सीमों को वेल्डिंग करने के लिए आसान पहुंच है। रोटेशन के दौरान झुकाव को ठीक करने के लिए, विमान के एक तरफ कई छेद वाले एक सर्कल का उपयोग किया जाता है। इसमें जोर डाला गया है। अधिक जटिल तंत्र में इलेक्ट्रिक मोटर और गियरबॉक्स शामिल हैं।
कंडक्टर के स्लाइडिंग तंत्र इसे बड़ी और छोटी वस्तुओं को वेल्डिंग करने के लिए एक सार्वभौमिक उपकरण के रूप में उपयोग करने की अनुमति देते हैं। साथ काम करते समय स्टेनलेस स्टीलपेंच क्लैंप से खरोंच को रोकने के लिए, बाद वाले को "होंठ" पर महसूस किए गए स्टिकर के साथ प्रदान किया जाता है, और द्रव्यमान को सीधे उत्पाद पर प्रसारित किया जाता है। इस तरह के एक कंडक्टर डिवाइस को प्रोफाइल पाइप से खुद से इकट्ठा किया जा सकता है। चलती भागों को सुरक्षित करने के लिए आपको बीयरिंग और लंबे बोल्ट की आवश्यकता होगी।
टेम्पलेट्स
समतल सतह पर टेम्प्लेट के रूप में सरल समकोण जुड़नार स्थापित किए जाते हैं। भविष्य के उत्पादों का सटीक कोण अग्रिम में निर्धारित किया जाता है। यह स्टॉप को वेल्डिंग करके किया जाता है, कोने के प्रत्येक तरफ दो। वेल्ड किए जाने वाले तत्व को टेम्प्लेट में रखा जाता है, टैक और वेल्डिंग किए जाते हैं।
टेम्प्लेट के "उन्नत" संस्करणों में वेल्डेड संरचना को हटाने की सुविधा के लिए फोल्ड-डाउन स्टॉप हैं। उच्च तापमान के संपर्क में आने पर उत्पाद को आगे बढ़ने से रोकने के लिए वेल्डिंग आर्क, एक तरफ स्टॉप के बजाय, स्क्रू क्लैम्प्स जोड़े जाते हैं, जो टेम्प्लेट में पक्षों को सख्ती से ठीक करते हैं, और उन्हें ऊपर नहीं जाने देते हैं। वेल्डिंग के अंत के बाद, शिकंजा ढीला हो जाता है और संरचना को स्वतंत्र रूप से हटाया जा सकता है। तो, आप एक कोण प्रोफ़ाइल पाइप, शेल्फ की विभिन्न चौड़ाई वाले कोनों पर वेल्ड कर सकते हैं। यह दरवाजे और फाटकों के लिए फ्रेम के उत्पादन में सुविधाजनक है।
सेंट्रलाइज़र
कई असेंबली वेल्डिंग वाले नहीं हैं। ऐसे भागों के साथ काम करने की मुख्य विशेषता पक्षों के संरेखण को सुनिश्चित करना है। यदि अंतर 1.5 मिमी से अधिक है, तो यह नग्न आंखों के लिए ध्यान देने योग्य होगा। महत्वपूर्ण उत्पादों पर, जहां सौंदर्य उपस्थिति महत्वपूर्ण है, यह अस्वीकार्य है।

सेंट्रलाइज़र पक्षों को एक साथ वेल्ड करने के लिए लाते हैं, उन्हें या तो मुख्य रूप से ऊपरी और निचले हिस्सों के साथ, या पूरी परिधि के आसपास संरेखित करते हैं। वे पेंच हैं, जिनमें से परिधि पाइप के सभी किनारों तक पहुंचती है, और क्लैंपिंग - अर्धवृत्ताकार पैरों के साथ। उपकरण पाइप को केंद्र में रखता है और वेल्डिंग होता है। जिसके बाद अनुकूलन हटा दिया जाता है।
चुंबकीय आविष्कार
वे वांछित स्थिति में उत्पाद के किनारों की स्थापना की सुविधा प्रदान करते हैं। सबसे सरल चुंबकीय वर्ग है। यह आकर्षण बल के कारण उत्पाद के दो हिस्सों को कठोरता से ठीक करता है, और उनके बीच 90 डिग्री का कोण सेट करता है। डिवाइस के अधिक सार्वभौमिक संस्करण हैं, जहां विभिन्न डिग्री सेट हैं। इस तरह आप पक्षों को तेज और अधिक कोणों पर वेल्ड कर सकते हैं।

चुंबकीय आवृत्तियों के साथ और भी बहुमुखी आविष्कार आपको धातु तत्व को पकड़ने और सतह के दोनों ओर संलग्न करने की अनुमति देते हैं। यह बहुत मददगार होता है जब पर्याप्त तीसरा हाथ नहीं होता है, और मदद करने वाला कोई नहीं होता है। समान कार्यक्षमता वाला एक होममेड वेल्डिंग डिवाइस धातु के दो वर्गों 30 x 30 मिमी से बनाया जा सकता है, जिसमें एक चुंबक जुड़ा होता है। वर्गों पर "कान" को वेल्डेड किया जाता है, जिसमें बोल्ट कनेक्शन के माध्यम से, दो या अधिक "कोहनी" संलग्न किए जा सकते हैं (3 मिमी की दीवार मोटाई के साथ धातु की स्ट्रिप्स, और 100 x 20 मिमी के आयाम)। इस तरह के एक आविष्कार को इच्छानुसार मोड़ा और नस्ल किया जा सकता है। एक तरफ, यह मुख्य उत्पाद से चिपक जाएगा, और दूसरी तरफ, यह वेल्डेड तत्व को पकड़कर रखेगा।
क्लैंपिंग और स्लाइडिंग डिवाइस
वेल्डिंग उपकरणों में, कई छोटे सहायक होते हैं जो वेल्डिंग के लिए भागों का निर्धारण, मिश्रण या फैलाव प्रदान करते हैं। यहाँ मुख्य हैं।
क्लैंप
यह एक सी-आकार का फ्रेम है, जिसके एक छोर पर उत्पाद को पकड़ने के लिए "होंठ" होता है, और दूसरी तरफ एक चलती स्टॉप होती है। इस उपकरण के साथ, उत्पाद के सामान्य विमान को देखते हुए, चादरों को आधार पर दबाया जाता है। स्टॉप एक पेंच पर या एक दांतेदार रैक के साथ एक कैम तंत्र पर चलता है। बाद वाला विकल्प अधिक व्यावहारिक है, क्योंकि यह संरचना की विभिन्न मोटाई के लिए फिसलने पर समय बचाता है। गला (सी-आकार के फ्रेम का आकार) वेल्ड की जाने वाली सामग्री के आयामों के आधार पर छोटा या बड़ा हो सकता है।
गोन
90 डिग्री के बीच सेट करने में आपकी सहायता करने के लिए सबसे आसान तत्व आकार के पाइपएक वर्ग है। यदि जोड़तोड़ नियमित रूप से किए जाते हैं जिसके लिए 90 डिग्री की त्वरित स्थापना और स्थिति को ठीक करने की आवश्यकता होती है, तो आप अपने हाथों से वेल्डिंग के लिए एक सरल संरचना बना सकते हैं। आपको दो क्लैंप की आवश्यकता होगी, निश्चित "होंठ" जो नीचे से धातु की एक पट्टी से वेल्डेड होते हैं। पट्टी के ऊपर दो छोटे कोने लगे होते हैं। एक वर्ग की मदद से वांछित डिग्री निर्धारित की जाती है और उन्हें जला दिया जाता है। ये पड़ाव हैं। तक पहुंच बनाए रखने के लिए कोनों को एक-दूसरे के करीब लाने की आवश्यकता नहीं है पट्टिका जोड़नाभविष्य के उत्पादों पर।
स्पेसर
संरचना के शिथिल पक्षों को निचोड़ने के लिए, विस्तार करने वाले उपकरणों का उपयोग किया जाता है। ये साइड शीट्स के किनारे हो सकते हैं, जो प्लेन में डायवर्जिंग हो सकते हैं, या एक बड़ी क्षमता के जोड़ का धँसा हुआ हिस्सा हो सकते हैं। किनारों को एक समतल पर लाने के लिए एक बेलन का उपयोग किया जाता है, जिसके अंदर एक मोटा धागा काटा जाता है। बड़े बोल्ट इसके किनारों में खराब हो जाते हैं, और स्टॉप उनके कैप से जुड़े होते हैं, जो उत्पाद के अंदरूनी हिस्से के आकार में उपयुक्त होते हैं (यदि टैंक में चिकनी दीवारें हैं, तो स्टॉप फ्लैट हैं, अगर टैंक की दीवारें गोल हैं , फिर स्टॉप गोल हो जाते हैं)। लीवर माउंटिंग और रोटेशन के लिए सिलेंडर में कई छेद होते हैं। इस मामले में, बोल्ट को हटा दिया जाता है और डिवाइस की कुल लंबाई बढ़ जाती है। यह सैगिंग पक्ष को आवश्यक स्तर तक बाहर की ओर धकेलता है। यदि स्पेसर की लंबाई पर्याप्त नहीं है, तो एक स्टॉप के नीचे एक लकड़ी का इंसर्ट रखा जाता है।
क्लैंप
कभी-कभी, आपको बहुत जल्दी काम करना पड़ता है, और उत्पाद को क्लैंप से दबाने का समय नहीं होता है। यदि वेल्ड किए जाने वाले भागों की मोटाई कम है, तो क्लैंप का उपयोग किया जा सकता है। ये वसंत के साथ छोटे पंजे होते हैं जो दोनों हिस्सों को आकर्षित करते हैं। विशिष्ट उत्पादों के लिए ऐसे उपकरणों के "होंठ" चौड़े या घुमावदार हो सकते हैं। उनके पास काम करने की चौड़ाई को समायोजित करने के लिए एक छोटी सी सीमा है, लेकिन क्लैंप के विपरीत, वे एक सेकंड में सेट हो जाते हैं।
पेंच
जब बड़े अंतराल के बिना पकाने के लिए पक्षों को संयुक्त रेखा के साथ लाने की आवश्यकता होती है, तो पेंच का उपयोग किया जाता है। फ्लैट उत्पादों के मामले में, यह छेद वाले दो कोने हो सकते हैं, जो एक दूसरे के विपरीत क्लच करते हैं और अखरोट को कसने वाले लंबे बोल्ट के साथ पक्षों को एक साथ लाते हैं। यदि बोल्ट में एक लंबा धागा (सिर के नीचे) है, तो डिवाइस को इसके कसने के प्रभाव का पूरी तरह से एहसास होगा। यदि संरचना में ऐसे पक्ष हैं जिन पर आप हुक लगा सकते हैं, तो कोनों को वेल्डिंग करने के बजाय, शीर्ष पर छेद वाले हुक का उपयोग किया जाता है।
विभिन्न सहायक उपकरण वेल्डिंग प्रक्रिया को बहुत आसान और तेज़ बनाते हैं। इन तत्वों को स्वयं बनाकर, आप एक निश्चित राशि बचा सकते हैं।
सभी वेल्डिंग उपकरणों को दो समूहों में विभाजित किया गया है: फिक्सिंग और सेटिंग। सार्वभौमिक उपकरण भी हैं जो दोनों कार्य करते हैं।
स्थापना तत्व
स्थापना उपकरणों में ऐसे उपकरण शामिल होते हैं जिनका उद्देश्य किसी विशिष्ट स्थान पर भागों को ठीक करना होता है, जिस तरह से इसे वेल्डिंग के अंत में देखना चाहिए।
स्थापना तत्व डिजाइन और कार्यात्मक विशेषताओं में एक दूसरे से भिन्न होते हैं। इसमे शामिल है:
- वर्ग;
- नमूना;
- ज़ोर;
- प्रिज्म
एक टेम्पलेट एक उपकरण है जो अतिरिक्त अंकन के बिना जुड़े तत्वों को इकट्ठा करने में मदद करता है, और उन्हें क्लैंप का उपयोग किए बिना ठीक करता है।
स्टॉप को आधार पर वेल्ड करने के लिए भागों को सुरक्षित करने के लिए डिज़ाइन किया गया है। कई प्रकार के उपकरण हैं: तह, हटाने योग्य, स्थायी स्टॉप। स्थायी भाग अक्सर बार या प्लेट होते हैं। यदि अस्थायी रोक लगाना आवश्यक है, तो इस मामले में हटाने योग्य या तह संरचनाओं का उपयोग किया जाता है।
वर्ग एक अनिवार्य उपकरण है जब एक कोण पर भागों को स्थापित करना आवश्यक हो जाता है। सबसे कार्यात्मक रोटरी डिवाइस हैं।
वेल्डिंग बेलनाकार तत्व एक प्रिज्म के बिना शायद ही कभी पूरा होता है जो भागों को वांछित स्थिति में ठीक करता है।
फिक्सिंग पार्ट्स
बन्धन उपकरण ऐसे उपकरण हैं जो भागों के विश्वसनीय निर्धारण के लिए काम करते हैं, जो वेल्डिंग के दौरान तत्वों के बदलाव, विरूपण और शीतलन को समाप्त करता है। इसमे शामिल है:
- दबाना;
- दबाना;
- दबाना;
- स्पेसर;
- पेंच
धातु के साथ काम करते समय त्वरित-रिलीज़ क्लैंप सबसे आम बन्धन तत्वों में से एक है। भाग के विभिन्न आकार और आयाम हैं। क्लैंप का आकार समायोज्य या तय किया जा सकता है।
वेल्डिंग क्लैंप की मदद से, भाग को एक निश्चित स्थिति में आसानी से और सुरक्षित रूप से तय किया जाता है। लाभ प्रक्रिया की सादगी है: क्लैंप से लैस हैंडल का उपयोग करके तत्वों को तेज किया जाता है।
क्लैंपिंग डिवाइस कई प्रकार के होते हैं: लीवर, सनकी, वेज, स्प्रिंग, स्क्रू क्लैंप। वेल्डिंग कार्य करते समय नवीनतम मॉडल सबसे अधिक मांग में है।
टाई का उपयोग बड़े आकार के उत्पादों को जोड़ने और ठीक करने के लिए किया जाता है। एक पेंच के साथ जकड़ने के कई तरीके हैं।
स्पेसर सभी जोड़ों को संरेखित करने, उन्हें आवश्यक आकार देने और दोषों को ठीक करने का कार्य करता है।
वेल्डिंग कार्य के लिए सबसे सुविधाजनक सार्वभौमिक उपकरण हैं जिनमें स्थापना और फिक्सिंग फ़ंक्शन हैं। ऐसे उपकरणों के संचालन का सिद्धांत आसान और सरल है: वांछित भाग को उत्पाद में डाला जाता है, जिसके बाद सनकी और शिकंजा कसकर कड़ा हो जाता है।
सहायक उपकरणों का मुख्य नुकसान यह है कि वे जल्दी खराब हो जाते हैं और अक्सर टूट जाते हैं। उपकरणों की खरीद से जुड़ी लागतों को कम करने के लिए, आप अपने स्वयं के वेल्डिंग जुड़नार बनाने का प्रयास कर सकते हैं। इसके अलावा, यह करना मुश्किल नहीं है।
क्लैंप बनाना
क्लैंप, वेल्डिंग में उपयोग किया जाने वाला एक बन्धन उपकरण, का उपयोग ताला बनाने, बढ़ईगीरी, मोड़ने में भी किया जाता है। इसके लिए फास्टनरों की अलग-अलग ताकत की आवश्यकता होती है। उदाहरण के लिए, कनेक्ट करने के लिए धातु के पाइपआपको ऐसे क्लैंप की आवश्यकता है जो भारी भार का सामना कर सकें। स्टोर-खरीदे गए फिक्स्चर पर्याप्त विश्वसनीय नहीं हैं, इसलिए वेल्डर अक्सर घर के बने वेल्डिंग फिक्स्चर का उपयोग करते हैं।
क्लैंप बनाना मुश्किल नहीं है, आपको इसकी आवश्यकता होगी:
- स्टील शीट, जिसकी मोटाई लगभग 10 मिमी है;
- अखरोट - 3 पीसी ।;
- एक बड़े व्यास के साथ वॉशर - 4-5 पीसी ।;
- एक बाहरी धागे से सुसज्जित एक पाइप जो नट के आकार से मेल खाता है।
डिवाइस के निर्माण के दौरान, एक निश्चित एल्गोरिदम का पालन करना आवश्यक है। स्थिरता आरेख इसकी असेंबली की सुविधा प्रदान करेगा:
स्ट्रिप्स को स्टील की शीट से काटा जाता है, जिसकी चौड़ाई 40 मिमी होती है, और लंबाई के अलग-अलग अर्थ होते हैं:
- आधार के लिए लंबाई 500 मिमी;
- संरचना के तल पर स्थिर होल्डिंग के लिए लंबाई 250 मिमी;
- एक स्लाइडिंग बार बनाने के लिए लंबाई 100 मिमी।
इसके बाद, आपको दो 50 मिमी आयतों (ए) को काट देना चाहिए, जो चल तत्व को जकड़ने का काम करते हैं, और एक भाग (बी), जो उत्पाद के स्थिर हिस्से में जोर देता है। अगला, एक सहायक उपकरण को एल-आकार प्राप्त करने के बाद, क्लैंप के आधार पर वेल्डेड किया जाना चाहिए। भाग बी को छोटे किनारे से संलग्न करें तीन नट एक साथ वेल्डेड होते हैं। वाशर भी एक साथ वेल्डेड होते हैं।
इसके बाद, आपको चल तत्व के किनारे के साथ नट रखना चाहिए और वेल्ड करना चाहिए ताकि जिस रॉड को खराब किया जाएगा वह क्लैंप के मुख्य भाग के समानांतर हो। रॉड को पहले खरीदे गए फिक्स्चर से प्राप्त किया जा सकता है। इसमें, यदि आवश्यक हो, एक नट के साथ तय किए गए लकड़ी के हैंडल जोड़े जाते हैं।
वेल्ड को घटकों ए के बाहरी किनारे के साथ बनाया जाता है, जिसके बीच एक क्लैंप पट्टी डाली जाती है। इसके अलावा, एक जंगम तत्व भागों ए के आंतरिक किनारों से जुड़ा होता है और वेल्डिंग किया जाता है। अंत में, फ्लैट वाशर को धातु की पट्टी के किनारे पर वेल्ड किया जाता है।
परिणामी उत्पाद आपको कतरनी, टूटने और ढलान के बिना धातु पाइप की पर्याप्त बड़ी संरचना रखने की अनुमति देगा।
90° . के कोण पर वेल्डिंग
चुंबक स्थापना आरेख: 
90 ° के कोण पर जुड़ने वाले पाइपों को रखने वाले वेल्डिंग मैग्नेट का उद्देश्य वेल्डिंग कार्य को सुविधाजनक बनाना है। लेकिन अगर ऐसा उपकरण हाथ में नहीं था तो एक साफ सीम कैसे बनाया जाए? इसके लिए आपको लेने की जरूरत है:
- 20-25 सेमी के किनारे के साथ चौकोर धातु की चादर;
- एक वर्ग खंड के साथ एक पाइप का एक खंड;
- नट के साथ छोटे बोल्ट - 3 पीसी ।;
- 4 सेमी के व्यास के साथ एक बोल्ट, इसके लिए एक नट - 3.5 सेमी;
- स्टील सिलेंडर व्यास लगभग 5 मिमी;
- वेल्डिंग मशीन, ड्रिल, ड्रिल।
20 सेमी और 15 सेमी की लंबाई के साथ पाइप के दो टुकड़े धातु वर्ग (कोनों में, विपरीत पक्षों पर) में वेल्डेड होते हैं। इसके बाद, आपको इन पाइपों से कुछ सहायक तत्व बनाने की जरूरत है: पी - आकार, खंडों से 10 सेमी लंबा; और एक समद्विबाहु समलम्बाकार (आधार 11.5 और 5.4 सेमी)।
सभी गणना अधिकतम सटीकता के साथ की जानी चाहिए।
तत्वों को जोड़ने के क्रम के अनुसार स्थायी चुंबक वाले क्लैंप को इकट्ठा किया जाता है। वे पूरी तरह से वेल्डेड मैग्नेट के कार्यों को पूरा करते हैं, जो घरेलू उपयोग के लिए काफी महंगे उत्पाद हैं।
एक होममेड इलेक्ट्रोड धारक एक काफी सामान्य उत्पाद है जिसमें कई आकार और आकार होते हैं, जो काम के प्रकार पर निर्भर करता है: वेल्डिंग ओवरसाइज़्ड पाइप या सोल्डरिंग ट्विस्टेड वायर।
d¾ ”ट्यूब से बना साधारण इलेक्ट्रोड धारक: 
विशेषज्ञ सलाह देते हैं कि पाइप वेल्डिंग के लिए एक टिकाऊ और विश्वसनीय धारक के निर्माण के लिए, एक आरेख तैयार करें जो उत्पाद की सभी विशेषताओं को ध्यान में रखता है। आप स्कूल वर्कशॉप से संपर्क करके उपकरण पर पैसे बचा सकते हैं, जो आमतौर पर थ्रेडिंग और ड्रिलिंग के लिए मशीनों से लैस होता है। घरेलू वेल्डिंग उपकरण के लिए, एक रैक बनाने की सलाह दी जाती है जहां वेल्डिंग कार्य के लिए आवश्यक छोटी वस्तुओं को संग्रहीत किया जाएगा।

