इंच थ्रेड का उपयोग केवल घुमाव बनाने के लिए किया जाता है धातु के पाइप। धातु और प्लास्टिक से बने बंधने योग्य फिटिंग के उत्पादन में भी इनच थ्रेड का उपयोग किया जाता है।
इंच और मीट्रिक थ्रेड के बीच अंतर
प्रस्तुत थ्रेडेड कनेक्शन का GOST 6357-81 के संदर्भ में अपना स्वयं का मानकीकरण है, जो इस तरह के थ्रेड मापदंडों को पिच और व्यास के रूप में नियंत्रित करता है।
थ्रेडेड जोड़ों के आयामों पर पाइप के अंत में स्थित ऊपरी बिंदुओं के बीच की दूरी पर निर्भर करेगा।
पाइप धागा और इसके आयाम सीधे उत्पाद के आंतरिक या बाहरी व्यास के मूल्य पर निर्भर करेंगे। वर्तमान में, इस प्रकार के धागे हैं:
- मीट्रिक;
- इंच;
- समलम्बाकार;
- बेलनाकार;
- लगातार;
- शंक्वाकार।
के अतिरिक्त, विभिन्न प्रकार थ्रेड्स का अपना पदनाम है। इसलिए, उदाहरण के लिए, बाएं हाथ के थ्रेड पदनाम को LH अक्षरों से चिह्नित किया गया है। अधिक विस्तृत जानकारी के लिए, एक थ्रेडेड कनेक्शन को अतिरिक्त अक्षरों द्वारा ड्राइंग में दर्शाया गया है, जहां:
- एम - घुमाव के नाममात्र व्यास को इंगित करता है;
- Ph स्ट्रोक का मान है;
- P चरण का मान है।
थ्रेड मेट्रिक के साथ-साथ इंच में 1 से 180 मिमी तक का मानक व्यास होता है। इन दो प्रकारों के बीच के अंतर के बारे में बोलते हुए, यह ध्यान देने योग्य है कि वे एक गोल शिखा के प्रोफाइल के रूप में हैं।
इंच प्रोफाइल नेत्रहीन तेज दिखता है। यह ऊपरी "प्रारंभिक त्रिकोण" के कोण के कारण है, जो कि 55 ° है।

इसके अलावा मीट्रिक पाइप धागा पिच और व्यास मानों की इंच गणना से भिन्न होता है। यह इस तथ्य के कारण है कि मीट्रिक कॉइल मिलीमीटर में अभिविन्यास के साथ बनाए गए हैं।
पाइप का इंच 3.33 सेमी है। दोनों स्थितियों में, पाइप के मोड़ का माप पैरामीटर मिलीमीटर में नहीं, बल्कि थ्रेड्स में मापा जाता है।
यहां धागे 1 इंच पाइप अनुभाग पर उपलब्ध खांचे की सटीक संख्या है। इसलिए, उदाहरण के लिए, मानक जल मेन के केवल दो संस्करणों में एक थ्रेड पदनाम है - 11 धागे (2.31 मिमी की मीट्रिक पिच) और 14 धागे (1.8 मिमी की मीट्रिक पिच)।
ट्रैपेज़ॉइडल धागे का उपयोग सभी प्रकार के शिकंजे के निर्माण में किया जाता है। इनमें मशीनों को काटने के लिए लीड स्क्रू, हाइड्रोलिक प्रेस के स्क्रू, उपकरणों को उठाने और वर्म गियर शामिल हैं।
ऐसे मोड़ नेत्रहीन अन्य प्रकारों से काफी भिन्न होते हैं - वे एक समद्विबाहु समलम्ब के रूप में बने होते हैं। इस मामले में प्रोफ़ाइल कोण का मान 15, 24, 30 और 40 ° के बराबर हो सकता है।
पिच और व्यास का निर्धारण कैसे करें?
ऐसी महत्वपूर्ण विशेषताओं का निर्धारण करते समय, एक उपकरण जैसे:
- कैलिबर;
- कंघी;
- नली;
- माइक्रोमीटर।
कुछ मामलों में, गेज का कार्य पूर्वनिर्धारित आंतरिक या बाहरी कॉइल के साथ युग्मन या फिटिंग द्वारा किया जा सकता है जो पूर्वनिर्धारित मापदंडों के अनुरूप है।
कदम माप प्रदर्शन करते समय, एक बोल्ट का उपयोग किया जाता है, यदि महत्वपूर्ण प्रतिरोध उत्पन्न होता है जब घुमाव में पेंच होता है, तो उन्हें फिर से किया जाता है।
इस घटना में कि प्रक्रिया कठिनाई के बिना होती है और बोल्ट को पाइप में कसकर रखा जाता है, चरण को सही ढंग से निष्पादित करने के लिए माना जाता है।
घुमावों को फिर से बनाते समय, प्रक्रिया एक बड़े कैलिबर बनाने के लिए अभिविन्यास के साथ आगे बढ़ती है। थ्रेड गेज का उपयोग करना काफी सरल है। यह मापने वाली प्लेटों से सुसज्जित है जिन्हें थ्रेडेड कनेक्शनों में डाला जाता है जो अभी तक डॉक नहीं किए गए हैं।
प्लेटें छोटी फाइलों से मिलती-जुलती हैं, और यदि कॉइल के लिए आवेदन किया जाता है, तो प्लेटों की प्रोफाइल आंतरिक या बाहरी सतह पर कॉइल के साथ मेल खाती है, फिर वे सेट मान के अनुरूप होते हैं।
यह मान टूल प्लेट पर इंगित किया गया है। कैलीपर का उपयोग करके, केवल घुमाव के बाहरी व्यास का संकेतक मापा जा सकता है; माइक्रोमीटर भी एक ही कार्य करता है। विशेषज्ञ इसके लिए सबसे उपयुक्त उपकरणों के साथ माप लेने की सलाह देते हैं - कैलिबर।
बाहरी पाइप थ्रेडिंग (वीडियो)
काटने के तरीके
मेट्रिक और पाइप (इंच) दोनों प्रकार के मोड़ आंतरिक और बाहरी दोनों सतहों पर बनाए जा सकते हैं।
यह दो तरीकों का उपयोग करके किया जाता है: यांत्रिक और मैनुअल। मैनुअल विधि को लागू करते समय, इस तरह के उपकरणों को तलवारबाज और मर जाता है।
नल आंतरिक कॉइल बना सकता है, और डाई बाहरी कॉइल बना सकता है। प्रक्रिया इस तथ्य से शुरू होती है कि उत्पाद को मजबूती से एक उपाध्यक्ष में तय किया गया है, और तलवारबाज को गेट में डाला गया है।
डाई का उपयोग करते समय, vortock का कार्य डाई होल्डर द्वारा किया जाता है। उसके बाद, डाई को उत्पाद पर डाल दिया जाता है, और एक नल का उपयोग करते समय, इसे सीधे पाइप के छेद में डाला जाता है।
यदि आवश्यक हो, तो सभी कार्यों को एक बार फिर दोहराया जाता है, जबकि धीरे-धीरे उत्पाद के शरीर में, उस गहराई पर मोड़ बनाए जाएंगे, जो प्रोफ़ाइल की ऊंचाई के बराबर होगा।
आंतरिक और बाहरी मोड़ एक साथ नहीं, बल्कि क्रमबद्ध रूप से काटे जाते हैं। हालांकि, ज्यादातर मामलों में, केवल बाहरी या आंतरिक खांचे वाले सतहों का निर्माण किया जाता है।
यांत्रिक रूप से घुमावों के निर्माण में एक विशेष कटर का उपयोग शामिल होता है जो मशीन के समर्थन से जुड़ा होता है।

काम शुरू करने से पहले, समर्थन वर्कपीस स्वर्ग में चला जाता है, जिसके बाद प्रोफ़ाइल की ऊंचाई अनुप्रस्थ प्रकार के फ़ीड का उपयोग करके सेट की जाती है।
यांत्रिक विधि के साथ, एक स्क्रू डाई का भी उपयोग किया जा सकता है - एक टूल जिसमें कंघी प्रोफ़ाइल होती है।
स्थापित सिर का उपयोग करके, आप बाहरी प्रकार के खांचे के 2-5 आकार बना सकते हैं। मरने वाले सिर में प्लेटें स्थापित होने के बाद, पाइप को एक वाइस में या एक रिंच का उपयोग करके बंद कर दिया जाता है।
उत्पाद का अंतिम चेहरा एक समकोण पर काटा जाता है। उपकरण शुरू करने के बाद, रोटेशन के क्षण में सिर भाग पर खांचे बनाता है।
हमारी मीट्रिक दुनिया में, कभी-कभी अन्य माप प्रणालियों को नेविगेट करना मुश्किल होता है। हम कभी-कभी आश्चर्य करते हैं कि अमेरिकी या ब्रिटिश लंबाई, द्रव्यमान, क्षेत्र आदि के पुराने उपायों का उपयोग कैसे कर सकते हैं। और वे, बदले में, हमें नहीं समझते - एकल माप प्रणाली के नियमों के अनुसार रहना। हालांकि, किसी भी नियम के रूप में, कुछ अपवाद हैं जो सभी के लिए समझ में आते हैं - और अमेरिका के निवासी और मिस्टी एल्बियन और यूरोप और रूस। यह लेख पाइप और मीट्रिक थ्रेड्स की समीक्षा के लिए समर्पित है, जिसकी एक किस्म अक्सर रोजमर्रा की जिंदगी में सामना की जाती है।
मीट्रिक धागे और उनके आवेदन
थ्रेडेड कनेक्शन निर्माण, इंजीनियरिंग, मैकेनिकल इंजीनियरिंग, एयरोस्पेस उद्योग और रोजमर्रा की जिंदगी में बहुत आम हैं। एक पेंच और अखरोट क्या है, यहां तक \u200b\u200bकि बालवाड़ी में बच्चे भी जानते हैं, क्योंकि डिजाइनर के साथ कक्षाएं इन विवरणों के बिना नहीं कर सकती हैं। इस तथ्य के बावजूद कि पहले स्क्रू का आविष्कार आर्किमिडीज़ द्वारा किया गया था, और हमारे प्राचीन पूर्वजों ने जैतून के बीज और सूरजमुखी के बीज से तेल निचोड़ने के लिए प्रेस में पेंच गियर का व्यापक उपयोग किया, साथ ही साथ खेतों की सिंचाई के लिए पानी उठाने के लिए, एक वास्तविक पेंच कनेक्शन बनाने का विचार किया गया था। केवल 15 वीं शताब्दी में, जब स्विस वॉचमेकर्स में से कोई पहली बार सरल उपकरणों का उपयोग करके पहले स्क्रू और नट को पीसने में कामयाब रहा।
इसी समय, तर्कसंगत विचार है कि नक्काशी दुनिया के सभी देशों में समान होनी चाहिए, जल्द ही मानवता के लिए नहीं आई थी। इसलिए, व्यापक और सभी के लिए परिचित, जिनके पास कम से कम तकनीक का अनुभव है, मीट्रिक धागा मीटर, किलोग्राम और दूसरे के मानकों के आधार पर एकीकृत मापन प्रणाली की शुरुआत के बाद ही मानकों में प्रकट और वर्णित किया गया था। तो 19 वीं शताब्दी के अंत से मीट्रिक नक्काशी की तारीखों की उपस्थिति और व्यापक उपयोग। उस समय तक, दुनिया में इंच के धागे हावी थे।
मीट्रिक थ्रेड और एक इंच थ्रेड के बीच मुख्य अंतर यह है कि इसके सभी पैरामीटर एक मिलीमीटर से बंधे हैं, और एक समबाहु त्रिभुज को थ्रेड की प्रोफ़ाइल के लिए आधार के रूप में लिया जाता है, क्योंकि इसके सभी कोणीय आयाम समान और 60 डिग्री के बराबर हैं। मीट्रिक थ्रेडेड कनेक्शन के मानकीकरण में, यह महत्वपूर्ण है कि नट और बोल्ट न केवल धागे के कोणीय आयामों से मेल खाते हैं, बल्कि इसके व्यास और पिच भी हैं। कई, विशेष रूप से जिनके पास कार है, पेंच और नट के समान व्यास होने पर एक असंगत घटना का सामना करना पड़ता है, लेकिन अखरोट में स्क्रू को पेंच करना असंभव है। इससे पता चलता है कि इस स्थान पर छोटी पिच के साथ एक धागा का उपयोग किया जाता है और बिना किसी समस्या के पेंच के लिए इसके थ्रेड पिच को भी कम किया जाना चाहिए।
मीट्रिक थ्रेड्स का वर्णन करने वाले मानकों से संकेत मिलता है कि उन्हें एम अक्षर से इंगित किया जाना चाहिए, और फिर धागे का व्यास और इसकी पिच का संकेत दिया गया है। मीट्रिक थ्रेड्स की व्यास सीमा एक से छह सौ मिलीमीटर तक होती है। धागा पिच का प्रसार 0.075 से 3.5 मिमी तक है। छोटे-पिच थ्रेड्स का उपयोग उपकरणों को मापने के लिए किया जाता है, भागों और असेंबली के लिए मध्यम-पिच थ्रेड्स और कंपन स्थितियों के तहत लोड और संचालन किया जाता है, और बड़े-पिच थ्रेड्स का उपयोग भारी भार-असर संरचनाओं को बन्धन के लिए किया जाता है।
मीट्रिक थ्रेड्स के लिए मानक बनाते समय, विभिन्न सहिष्णुता को ध्यान में रखा गया था, जो धागे से बाहरी किनारे के गोलाई की डिग्री और प्रोफ़ाइल से विचलन को निर्दिष्ट करता है, ताकि स्क्रू और नट को स्वतंत्र रूप से हाथ से रोकने के लिए कस कर दिया जा सके।
हालांकि सील किए गए जोड़ों में मीट्रिक थ्रेड का व्यापक रूप से उपयोग नहीं किया गया है, इस तरह की संभावना मानकों में नीचे रखी गई है। तो, पदनाम एमके के साथ धागे का उपयोग बाहरी और आंतरिक धागे के शंकु के कारण स्व-सीलिंग जोड़ों के लिए किया जाता है। इसके अलावा, एक तंग कनेक्शन के लिए, यह आवश्यक नहीं है कि पेंच और अखरोट एक पतला धागा के साथ हो। यह पर्याप्त है कि इस धागे को एक पेंच पर पिरोया जाए।
बेलनाकार मीट्रिक धागे काफी दुर्लभ हैं। इसका पदनाम एम.जे. मुख्य अंतर पेंच में है, जिसमें धागे पर खोखले की बढ़ी हुई त्रिज्या है, जो एक बेलनाकार मीट्रिक धागा उच्च गर्मी प्रतिरोधी और थकान गुणों के आधार पर थ्रेडेड कनेक्शन देता है। इस धागे का उपयोग एयरोस्पेस उद्योग में किया जाता है। हालांकि, एक नियमित मीट्रिक पेंच को इस तरह के धागे के साथ अखरोट में पेंच किया जा सकता है।
सभी उपकरणों और तंत्रों में दाएं हाथ के धागे की प्रबलता के बावजूद, कुछ कार्यों को लागू करने के लिए बाएं हाथ के धागे का उपयोग करना आवश्यक है। दाएं हाथ के धागे से मीट्रिक का बायां हाथ धागा अलग नहीं है, सिवाय रोटेशन की दिशा के, जो दाएं हाथ के शिकंजे के विपरीत है। यदि एक नियमित पेंच को दक्षिणावर्त घुमा दिया जाता है, तो बायाँ एक ही दिशा में अप्रकाशित होता है।
इसके अलावा, कभी-कभी आप कई मीट्रिक थ्रेड्स के साथ मिल सकते हैं। यह एक सर्पिल में भिन्न नहीं है, लेकिन एक बोल्ट और नट पर एक साथ दो या तीन काट दिया जाता है। मल्टी-थ्रेडिंग का उपयोग अक्सर उच्च-परिशुद्धता उपकरणों में किया जाता है, उदाहरण के लिए, फोटोग्राफिक उपकरणों में, पारस्परिक रोटेशन के लिए भागों की स्थिति को विशिष्ट रूप से स्थिति के लिए। इस तरह के धागे को अंत में दो या तीन शुरुआत से सामान्य रूप से अलग किया जा सकता है।
मीट्रिक थ्रेड्स के बहुत व्यापक उपयोग के बावजूद, दुनिया के कई विकसित देशों में पारंपरिक रूप से तथाकथित इंच थ्रेड्स अधिक उपयोग में हैं। एक पाइप धागा को सार्वभौमिक रूप से इंच में मापा जाता है। और, इन प्रकार के थ्रेड्स के बीच मजबूत अंतर के बावजूद, पूरी दुनिया में प्लंबर को आधे इंच के पाइप और तीन-चौथाई पाइप के बीच के अंतर को समझाने की जरूरत है।
इंच धागे और उनके आवेदन
इंच और मीट्रिक थ्रेड के बीच का अंतर यह है कि धागे के शीर्ष पर कोण 55 डिग्री है, थ्रेड पिच की गणना थ्रेड की लंबाई प्रति इंच थ्रेड्स की संख्या के अनुपात के रूप में की जाती है। एक इंच का मतलब 2.54 सेमी की दूरी को समझा जाता है। जो शुरू में मानव अंगूठे के पहले फलन की लंबाई के अनुरूप था, जो लगभग सभी लोगों के लिए समान है।
चूंकि शीर्ष पर कोण मीट्रिक थ्रेड्स की तुलना में अलग है, इसलिए मीट्रिक और इंच थ्रेड्स को संयोजित करना संभव नहीं है। एक मीट्रिक प्रणाली वाले देशों में, केवल इंच इंच धागे का उपयोग किया जाता है, जो अक्षर जी द्वारा निरूपित किया जाता है। पत्र का पालन एक भिन्नात्मक या पूरे संप्रदाय द्वारा किया जाता है, जो धागे के आकार को नहीं दर्शाता है, लेकिन इंच में पाइप का सशर्त निकासी और इंच का अंश है। पाइप थ्रेड की ख़ासियत यह तथ्य है कि यह पाइप की दीवारों की मोटाई को ध्यान में रखता है, जो निर्माण की सामग्री और पाइप के डिज़ाइन के लिए काम के दबाव के आधार पर मोटा या पतला हो सकता है। इसलिए, पाइप थ्रेड्स का इंच मानक मीट्रिक नियमों के अपवाद के रूप में दुनिया भर में समझा और स्वीकार किया जाता है।
एक साधारण बेलनाकार पाइप धागे के अलावा, एक शंक्वाकार पाइप धागा है। यह एक नियमित पाइप के रूप में एक ही विशेषता है, शंकु के अपवाद के साथ, जो आपको अधिक तंग जोड़ों को बनाने की अनुमति देता है। यह आंतरिक धागे के लिए आर और आंतरिक के लिए आरसी द्वारा पत्र द्वारा निर्दिष्ट किया गया है। बाएं हाथ के धागे को अतिरिक्त रूप से LH अक्षरों से चिह्नित किया जाता है, इसके बाद एक इंच के पूरे और आंशिक अंशों में एक संख्यात्मक संप्रदाय होता है।
प्लंबिंग को छोड़कर अन्य कनेक्शनों में अनुप्रयोगों के लिए, यूएसए और कनाडा में 60 डिग्री के शीर्ष पर एक कोण के साथ इंच थ्रेड्स का उपयोग किया जाता है। इन थ्रेड्स की काफी विस्तृत श्रृंखला है, जो थ्रेड पिच और अन्य विशेषताओं की सीमा में भिन्न हैं। यह ध्यान देने योग्य है कि इंच पंक्ति से कुछ धागे मीट्रिक के साथ मेल खाते हैं, जो कुछ मामलों में हाथ में हो सकते हैं। उदाहरण के लिए, फोटोग्राफिक उपकरणों में, कनेक्टिंग थ्रेड का व्यास जिसके माध्यम से कैमरा एक तिपाई से जुड़ा होता है, दुनिया भर में समान होता है, भले ही निर्माण के देश की परवाह किए बिना, क्योंकि इस धागे की विशेषताएं मीट्रिक और इंच थ्रेड दोनों के लिए समान हैं।
हालांकि, अंग्रेजी इंच के औद्योगिक धागे को भ्रमित न करें, जिसे 1841 में वापस अनुमोदित किया गया था, और इसे खुद जोसेफ व्हिटवर्थ ने विकसित किया था। यह धागा पाइप के धागे को लगभग दोहराता है, क्योंकि इसमें 55 डिग्री के शीर्ष पर एक कोण होता है। इस धागे के साथ शिकंजा और नट अमेरिका और कनाडा के इंच फास्टनरों के साथ संभोग नहीं करते हैं।

इस लेख में मैं मानकों और GOSTs के संदर्भ के साथ एक इंच पाइप थ्रेड के आकार के बारे में न केवल शुष्क तथ्य देना चाहता हूं, बल्कि पाठक को बाद के पदनाम की विशेषताओं के बारे में एक दिलचस्प तथ्य लाना चाहता हूं।
तो, जो कोई पहले से ही पाइप धागे का सामना कर चुका है, वह बार-बार धागे के बाहरी व्यास और इसके पदनाम के बीच विसंगति पर आश्चर्य करता है। उदाहरण के लिए, एक 1/2 इंच धागे में 20.95 मिमी का बाहरी व्यास होता है, हालांकि तार्किक रूप से मीट्रिक थ्रेड्स के साथ यह 12.7 मिमी होना चाहिए। बात यह है कि इंच के धागे वास्तव में पाइप के बोर को इंगित करते हैं, और धागे के बाहरी व्यास को नहीं। इसके अलावा, पाइप की दीवार में छेद के आकार को जोड़ते हुए, हमें एक ऊपरी बाहरी व्यास मिलता है, जिसका उपयोग हम मीट्रिक थ्रेड्स के पदनामों में करते हैं। सशर्त रूप से तथाकथित पाइप इंच 33.249 मिमी है, यानी 25.4 + 3.92 + 3.92 (जहां 25.4 मार्ग है, 3.92 पाइप की दीवारें हैं)। धागे के लिए काम के दबाव के आधार पर पाइप की दीवारों को अपनाया जाता है। पाइप के व्यास के आधार पर, वे तदनुसार भी बढ़ते हैं, क्योंकि एक बड़े व्यास वाले पाइप में समान काम के दबाव के लिए एक छोटे डिमर के साथ पाइप की तुलना में मोटी दीवारें होनी चाहिए।
पाइप धागे को निम्नलिखित में विभाजित किया गया है:
बेलनाकार पाइप धागा
यह एक BSW (ब्रिटिश स्टैंडर्ड व्हिटवर्थ) धागे पर आधारित एक इंच का धागा है और एक BSP (ब्रिटिश मानक पाइप थ्रेड) धागे से मेल खाता है, जिसके चार पिच 28.19, 14.11 धागे प्रति इंच हैं। इसे 6 "आकार में पाइप में काटा जाता है, 6 से अधिक पाइप को वेल्डेड किया जाता है।"
शीर्ष पर प्रोफ़ाइल कोण 55 °, सैद्धांतिक प्रोफ़ाइल ऊंचाई H \u003d 0.960491P।
मानक:
GOST 6357-81 - विनिमेयता के मूल मानदंड।
बेलनाकार पाइप धागा। ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202।
किंवदंती: पत्र जी, इंच (इंच) में नाममात्र पाइप बोर का संख्यात्मक मान, औसत व्यास (ए, बी) की सटीकता वर्ग, और बाएं धागे के लिए पत्र एलएच। उदाहरण के लिए, 1 1/4 "के नाममात्र व्यास के साथ एक धागा, सटीकता वर्ग ए - को जी 1 1/4-ए के रूप में नामित किया गया है। एक बार फिर, याद रखें कि नाममात्र धागे का आकार इंच में पाइप की निकासी से मेल खाता है। पाइप का बाहरी व्यास अंदर है। पाइप की दीवारों की मोटाई द्वारा क्रमशः इस आकार और अधिक के साथ एक निश्चित अनुपात।
पाइप बेलनाकार धागे (जी) के आकार का पदनाम, धागे के बाहरी, मध्य और भीतरी व्यास के चरण और नाममात्र मान, मिमी
| धागा आकार पदनाम | चरण पी | थ्रेड डायमीटर | |||
|---|---|---|---|---|---|
| पंक्ति १ | पंक्ति २ | डी \u003d डी | डी 2 \u003d डी 2 | डी 1 \u003d डी 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29.0Z9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼ " | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½ " | 47,803 | 46,324 | 44,845 | ||
| 1¾ " | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2 " | 65,710 | 64,231 | 62,762 | ||
| 2 " | 75,184 | 73,705 | 72,226 | ||
| 2 " | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3 " | 93,980 | 92,501 | 91,022 | ||
| 3 " | 100,330 | 98,851 | 97,372 | ||
| 3 " | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4 " | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5 " | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
मैकेनिकल इंजीनियरिंग में, थ्रेड्स की तीन प्रणालियों को अपनाया जाता है: मीट्रिक, इंच और पाइप।
मीट्रिक धागा (अंजीर। 145, क) 60 ° के शीर्ष पर एक त्रिकोणीय प्रोफ़ाइल है।
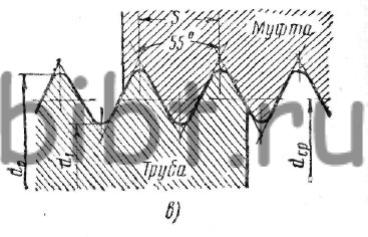
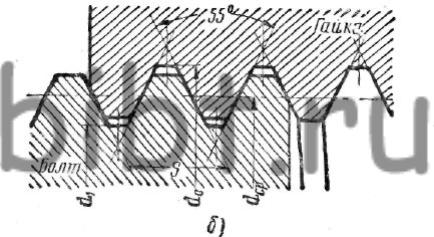
अंजीर। 145। थ्रेड सिस्टम: ए - मीट्रिक, बी इंच, सी - पाइप
छह प्रकार के मीट्रिक धागे हैं: मुख्य और छोटा -1; 2; 3; 4 वें और 5 वें। मिलीमीटर में व्यक्त व्यास के साथ छोटे धागे पिच में भिन्न होते हैं। मीट्रिक थ्रेड्स को एम और संख्याओं द्वारा दर्शाया जाता है जो बाहरी व्यास और पिच के आयाम को दर्शाते हैं। उदाहरण के लिए, M42X4.5 42 मिमी के बाहरी व्यास और 4.5 मिमी की पिच के साथ एक मीट्रिक आधार को दर्शाता है।
ठीक धागा, इसके अलावा, पदनाम में थ्रेड संख्या को इंगित करने वाला एक नंबर है, उदाहरण के लिए 2M20X1.75 - दूसरा मीट्रिक फाइन, बाहरी व्यास 20 मिमी, पिच 1.75 मिमी।
इंच का धागा (चित्र। 145, बी) के शीर्ष पर 55 ° का कोण है। इंच के धागे को मशीनों में इंच कटौती के साथ मशीनों के निर्माण में काटा जाता है और नए उत्पादों पर नहीं काटा जाना चाहिए। इंच के धागे की लंबाई प्रति इंच (1 ") धागे की संख्या से होती है। इंच के धागे का बाहरी व्यास इंच में मापा जाता है।
पाइप का धागा(चित्र। 145, सी) को इंच के समान, इंच में मापा जाता है और प्रति थ्रेड थ्रेड की संख्या प्रति 1 "की विशेषता है। थ्रेड प्रोफ़ाइल का कोण 55 डिग्री है। पाइप के धागे के लिए, पाइप के छेद का व्यास पारंपरिक रूप से लिया जाता है, जिस पर इसकी बाहरी सतह कट जाती है। थ्रेड।
पाइप धागे के साथ पेंच और अखरोट पर प्रोट्रूशियंस के सबसे ऊपर फ्लैट या गोल वर्गों के साथ बनाए जाते हैं।
एक फ्लैट-कट प्रोफ़ाइल का निर्माण आसान है और साधारण पाइप जोड़ों के धागे के लिए उपयोग किया जाता है। पाइप धागा नामित है: 1/4 "पाइप; 1/2" पाइप। आदि (टैब। 25)।
तालिका 25 ड्राइंग में धागे का पदनाम
| धागे का प्रकार | किंवदंती | पदनाम तत्व | बोल्ट और अखरोट के लिए धागा पदनाम का उदाहरण |
मीट्रिक |
म | धागे का बाहरी व्यास (मिमी) या बाहरी व्यास और पिच (मिमी) | M64 या M64X6 या 64x6 |
मीट्रिक छोटा है |
1M | 1M 64X4 या 64X4 | |
| 2 एम | 2M 64X3 या 64X3 | ||
| 3m | 3M 64X2 या 64X2 | ||
| 4M | 4M 64X1.5 या 64X1.5 | ||
| 5M | 5M 64X1 या 64X1 | ||
समलम्बाकार |
सीढ़ी | बाहरी व्यास और धागा पिच (मिमी) | सीढ़ी। 22x5 |
| यूपी | यूपी 70X10 | ||
प्रोफाइल कोण 55 ° के साथ इंच |
इंच में नाममात्र धागा व्यास | 1" | |
ट्यूबलर बेलनाकार |
पाइप। पीआर * पाइप। के.आर. ** | थ्रेड पदनाम इंच में | 3/4 "पाइप। OL 3/4" पाइप। के.आर. |
शंक्वाकार नली |
पाइप। शांकव। | 3/4 "पाइप। |
* प्लेन-कट वर्टिकल (स्ट्रेट लाइन) के साथ प्रोफाइल। ** प्रोफ़ाइल गोल।
धागे दाएं और बाएं हैं; यात्राओं की संख्या के अनुसार - एक-, दो-, तीन-शुरुआत और बहु-शुरुआत।
यह निर्धारित करने के लिए कि थ्रेड की संख्या शुरू होती है, बस स्क्रू या नट के अंत को देखें और गणना करें कि इस पर कितने छोर हैं।
एक नियम के रूप में, सभी फास्टनरों (बोल्ट, शिकंजा, शिकंजा, आदि) में एक ही धागा होता है।
उपायों की प्रणाली के अनुसार थ्रेड्स को मीट्रिक और इंच में विभाजित किया गया है। में मीट्रिक और इंच धागे का उपयोग किया जाता है पिरोया कनेक्शन और पेचदार गियर। थ्रेडेड कनेक्शन थ्रेडेड फास्टनरों के साथ किए गए वियोज्य कनेक्शन हैं - बोल्ट, शिकंजा, नट, स्टड या थ्रेड्स जो सीधे जुड़ने के लिए भागों पर लागू होते हैं।
मीट्रिक धागा (चित्र 1)
यह 60 ° के शीर्ष कोण के साथ प्रोफ़ाइल में एक समभुज त्रिकोण का आकार है। संभोग पेंच और अखरोट के प्रोट्रूशियंस के शीर्ष काट दिए जाते हैं। मिलीमीटर में एक स्क्रू व्यास और मिलीमीटर में एक थ्रेड पिच के साथ एक मीट्रिक धागा द्वारा विशेषता। मीट्रिक धागे बड़े और छोटे चरणों में किए जाते हैं। एक बड़ी पिच के साथ मुख्य धागे के लिए। छोटे धागे समायोजन के लिए उपयोग किए जाते हैं, पतली दीवार वाले पेंच के लिए, साथ ही गतिशील रूप से लोड किए गए भागों के लिए। एक बड़ी पिच के साथ एक मीट्रिक थ्रेड एम अक्षर और मिलीमीटर में नाममात्र व्यास को व्यक्त करने वाले एक नंबर द्वारा इंगित किया जाता है, उदाहरण के लिए एम 20। ठीक मीट्रिक थ्रेड्स के लिए, एक अतिरिक्त चरण इंगित किया गया है, उदाहरण के लिए, M20x1.5।
अंजीर। 1 मीट्रिक धागा
इंच धागा (छवि 2)
इंच थ्रेड (छवि 2) का मीट्रिक थ्रेड के रूप में प्रोफ़ाइल में समान रूप है, लेकिन इसका कोण 55 ° के शीर्ष पर है (व्हिटवर्थ धागा ब्रिटिश मानक BSW (Ww) और BSF) है, शीर्ष पर कोण 60 ° (अमेरिकी मानक है) UNC और UNF)। एक धागे का बाहरी व्यास इंच (1 "\u003d 25.4 मिमी) में मापा जाता है - डैश (") एक इंच का संकेत देता है। यह धागा प्रति इंच धागे की संख्या की विशेषता है। इंच अमेरिकी धागे बड़े (UNC) और छोटे (UNF) चरणों के साथ बनाए जाते हैं।

अंजीर। 2 इंच का धागा
अमेरिकी इंच बड़े पिच धागे (60 डिग्री प्रोफ़ाइल कोण) के लिए बांधनेवाला पदार्थ का आकार चार्ट
| इंच का आकार | मिमी में आकार | चूड़ीदार पेंच |
| यूएनसी नंबर 1 | 1.854 | 64 |
| यूएनसी नंबर 2 | 2.184 | 56 |
| यूएनसी नंबर 3 | 2.515 | 48 |
| यूएनसी नंबर 4 | 2.845 | 40 |
| यूएनसी नंबर 5 | 3.175 | 40 |
| यूएनसी नंबर 6 | 3.505 | 32 |
| यूएनसी नंबर 8 | 4.166 | 32 |
| यूएनसी नंबर 10 | 4.826 | 24 |
| यूएनसी नंबर 12 | 5.486 | 24 |
| यूएनसी 1/4 | 6.35 | 20 |
| यूएनसी 5/16 | 7.938 | 18 |
| यूएनसी 3/8 | 9.525 | 16 |
| यूएनसी 7/16 | 11.11 | 14 |
| यूएनसी 1/2 | 12.7 | 13 |
| यूएनसी 9/16 | 14.29 | 12 |
| यूएनसी 5/8 | 15.88 | 11 |
| यूएनसी 3/4 | 19.05 | 10 |
| यूएनसी 7/8 | 22.23 | 9 |
| UNC 1 " | 25.4 | 8 |
| यूएनसी 1 1/8 | 28.58 | 7 |
| यूएनसी 1 1/4 | 31.75 | 7 |
| यूएनसी 1 1/2 | 34.93 | 6 |
| यूएनसी 1 3/8 | 38.1 | 6 |
| यूएनसी 1 3/4 | 44.45 | 5 |
| UNC 2 " | 50.8 | 4 1/2 |
धागा
धागा आंतरिक और बाहरी हो सकता है।
- बाहरी धागे को बोल्ट, स्टड, शिकंजा, पिन और विभिन्न अन्य बेलनाकार भागों पर काटा जाता है;
- फिटिंग में, नट, flanges, प्लग, मशीन भागों और धातु संरचनाओं आंतरिक धागे को काटें।
अंजीर। 3 धागा तत्व
धागे के मुख्य तत्व अंजीर में दिखाए गए हैं। 3 इनमें निम्नलिखित तत्व शामिल हैं:
- चूड़ीदार पेंच - दो आसन्न मोड़ की चोटियों या ठिकानों के बीच की दूरी;
- धागे की गहराई - धागे के शीर्ष से उसके आधार तक की दूरी;
- धागा प्रोफ़ाइल कोण - अक्ष के विमान में प्रोफ़ाइल के किनारों के बीच संलग्न कोण;
- बाहर व्यास - बोल्ट के धागे का सबसे बड़ा व्यास, धागे की धुरी के लिए लंबवत के शीर्ष पर मापा जाता है;
- भीतरी व्यास - सिलेंडर के व्यास के बराबर दूरी जिस पर धागा खराब हो।
इंच फास्टनरों के बारे में अधिक:

