Liigesed Intervjuu eksperdiga
24.09.2016 , 10:32
Selja- ja liigeseprobleemid on otsene tee puudeni! Kuidas säästa ennast ja unustada valu, ütleb meditsiiniteaduste doktor, professor Sergei Mihhailovitš Bubnovski
2015-10-25Toimetajalt: statistika järgi põeb osteokondroosi ja erinevaid liigesehaigusi (artroos, artriit, radikuliit) iga 8. venelane. Tundub, et see pole surmav, aga... Alguses peavad patsiendid mitte elama, vaid eksisteerima. Ja alles siis tekivad piiratud liikumisvõime tõttu kaasuvad haigused nagu song, ainevahetushäired ja kõndimisvõimetus. Küsisime meditsiiniteaduste doktorilt, professor Sergei Mihhailovitš Bubnovskilt, kuidas vabaneda luu- ja lihaskonna probleemidest ning saada terveks inimeseks.
Tere, Sergei Mihhailovitš. Öelge: kas vastab tõele, et esmapilgul mitte surmavad haigused, nagu radikuliit ja osteokondroos, võivad põhjustada tõsisemaid haigusi? Kas vastab tõele, et iga 8. venelane on haige?
Tere pärastlõunast, Irina. Osteokondroosi ja radikuliidi enda kätte nad ei sure. Aga üks on oluline punkt- kui neid ei ravita, ilmneb kuue kuu jooksul sõna otseses mõttes hunnik kaasuvaid haigusi. See hõlmab kaalutõusu, selgroo kõverust ja ainevahetushäireid. Ja kõige hullem on see, et viimastel etappidel võivad tekkida liigesed kasvajad, mis põhjustavad vähki.
Näiteks võib hernia ilma ravita muutuda pahaloomuliseks kasvajaks. Jah, seda saab opereerida, aga... See on seljaosa. Võite jääda invaliidiks.
Statistika kohta: kahjuks jah - osteokondroos ja radikuliit kokku mõjutavad üle 50% Venemaa elanikkonnast. Ja kõige hullem on see, et see haigus "jääb nooremaks". Kui varem pöördusid ravile üle 40-aastased, siis nüüd on hakanud peale tulema ka noori.
Seega, kui selg, kael või liigesed hakkavad valutama, ei tohiks kõike väsimuse arvele panna. Tõenäoliselt on üks neist haigustest teieni jõudnud.
- Mida sellises olukorras teha?
Vastus on – saada ravi. Sellega on ainult kaks probleemi.
Esiteks: enamikus haiglates pole reumatoloog-kirurge, kes suudaks õigel ajal diagnoosi panna ja ravi määrata.
Teiseks: kohalikud reumatoloogid-kirurgid ei süvene sageli probleemi olemusse, kuna neid haigusi peetakse kroonilisteks ja mitte ohtlikeks. Nad kirjutavad lihtsalt välja valu eemaldavad geelid ja soovitavad harjutusi teha. See tähendab, et selle tulemusena jääb inimene oma probleemi ja valuga üksi.
Loomulikult püüame meie instituut, mina ja mu meeskond seda olukorda lahendada. Aga kahjuks ei saa me rajoonikliinikutele korraldusi anda ja olukorda reguleerida.
Seetõttu otsustasime valida teistsuguse tee ja tegime hiljuti tõelise läbimurde rahvusvaheline projekt"Valuta". Oleme kindlad, et see aitab muuta olukorda riigis ja aitab inimestel elada täisväärtuslikku elu.
- Niisiis, kas teil on juba lahendus selja-, kaela- ja liigesevalu probleemile?
Jah mul on. Projekti raames saime juurdepääsu esimesele selle programmi raames loodud ravimile - . Varem seda toodet Venemaale ei tarnitud, kuna puudus luba ja vajalik võimsus ning kõik saadaolevad partiid osteti Hiinast endast ja USA-st. Meil õnnestus osaleda kreemi "Artropant" väljatöötamises ja uurimises ning nüüd tarnitakse seda Venemaale!
- Mis täpselt on läbimurre, mis ravim see on?
Arthropant on tõestatud kreem liigesevalu, artriidi ja artroosiga võitlemiseks, see lihtsalt taaskäivitab keha ja võimaldab kahjustatud rakkude taastumist. See tähendab, et see kõrvaldab valu põhjuse ja tagastab selgroo ja liigesed nende algsesse normaalsesse olekusse. See tähendab, et selle tulemusena ei vabane patsient mitte ainult sümptomitest, vaid muutub täiesti terveks inimeseks.
Alguses taaskäivitab Arthropant keha regenereerimissüsteemid, samal ajal peatudes valu sündroom. Vaid kahe-kolme nädalaga saab ravi läbi ning peaasi, et ravikuuri koheselt kordades välditakse valu kordumist.
- Kas Arthropant kreem aitab ainult osteokondroosi, radikuliidi ja artroosi vastu?
Mitte ainult. Tema abiga saate ravida kõiki liigese- või lülisambahaigustega seotud haigusi - artroosi ja artriiti, ishiast, reumat, radikuliiti ja osteokondroosi, lülisamba ketaste nihkumist. Seda saab kasutada ka kannuste ja konnasilmade puhul, "turja" (rasva ladestumise neljanda selgroo piirkonnas), vigastuste, luumurdude, nihestuste ja paljude muude haiguste kõrvaldamiseks.
See on väga huvitav tööriist. Ja mis, see tõesti vabaneb kõigist nendest haigustest, mitte ainult ei kaota valu?
Kreem "Artropant" kõrvaldab nii valu (ravi algfaasis) kui ka täielikult kõrvaldab haiguse. Nüüd on see ainus omataoline vahend, mis tõesti aitab.
- Nii et selgub, et Arthropanti saab Venemaal osta? Ja muide, kus see tehtud on?
Jah, Artropanti saab nüüd Venemaalt osta. See sai võimalikuks tänu sellele, et liitusime projektiga ja aitame seda arendada. Artropant on valmistatud Loode-Siberis elavate selkupide iidse retsepti järgi. Retsepti antakse edasi põlvest põlve ja seda hoitakse rangelt konfidentsiaalselt.
Lisaks otsustas tervishoiuministeerium programmis osaleda ja hüvitada tarnekulud. Seetõttu maksab Artropant kreem 2 korda vähem kui seda müüakse teistes riikides.
- Kust saab Arthropanti osta?
Tahtsime alustada suuremahulist müüki riigi apteegikettides, kuid paraku ei taha apteegid Artropanti kreemi müüa alla omahinna ja tahavad suurt protsenti.
Seetõttu loobusime sellest ideest ja otsustasime hoida selle maksumuse taskukohasena ning anda võimalikult paljudele võimalus end ravida. Nüüd saate kreemi osta projekti ametlikul veebisaidil.
Kohaletoimetamine toimub posti teel, sularahas ja kreemi kasutamiseks ei ole vaja spetsialisti järelevalvet – ravi on võimalikult lihtne.
Sergei Mihhailovitš, tänan teid intervjuu eest! Kas on midagi, mida tahaksite meie lugejatele enne hüvastijätmist öelda?
Jah muidugi. Tahan juhtida lugejate tähelepanu tõsiasjale, et selja- ja liigesehaigused “nooruvad” ning ka kerge perioodiline valu on põhjust probleemile tähelepanu pöörata. Samal ajal sõltub teie tervise säästmine otseselt ainult teist. Arst ei veena teid ravile minema. Kõik teie kätes.
Samuti tasub meeles pidada, et selja- ja liigesevaludest tulenevad haigused ei tekita ainult ebamugavust. Nad jätavad teid ilma normaalsest elust ja lühendavad teie eluiga 10-15 aasta võrra. Ja Arthropant kreemiga säästate need aastad ja saate neid normaalselt elada.
Aitäh, Sergei Mihhailovitš! Ja tuletame meelde, et kommentaarides saate Arthropant kreemi kohta oma küsimusi esitada või arvamust avaldada.
P.S.: Pärast intervjuud pöördusime palvega Sergei Mihhailovitši poole. Ja meie saidi lugejatel on nüüd võimalus tellida kreemi "Artropant". täiendav allahindlus! Ja unustage igaveseks liigeste ja selgrooga seotud haigused
Intervjueeris Irina Mahagonova
Fotod avatud allikatest
Keevitamine- keerukas protsess, mille rakendamine tuleb läbi viia teatud toimingute ranges järjestuses, mis on seotud metalli ettevalmistamise, keevisühenduse teostamise ja järgneva kontrolliga. Kui keevisõmblusele ei pöörata piisavalt tähelepanu, on see iga keeviskonstruktsiooni nõrk koht. Selle põhjuseks võivad olla puudujäägid keevitustehnoloogia arengus või selle puudumine üldse, ebapiisav kontroll, keevitusseadmete ja -materjalide kehv valik. Tulemuseks on suur hulk defekte ja kahjusid, mida organisatsioon kannab nende kõrvaldamiseks. Saate kaotusi ära hoida, kui koostate täitmisjuhised õigesti keevitustööd ja jälgida selle rakendamist.
Mis on keevitamise vooskeem? Kaart tehnoloogiline protsess keevitamine või, nagu seda nimetatakse ka keevitamise vooskeemiks, on dokument, mis on konkreetse vuugi keevitustehnoloogia väljatöötamise tulemus, mis määrab keevisühenduse loomise kõige olulisemad tehnoloogilised parameetrid keevisliidete juhend. Marsruutimine keevitamine kiideti heaks ja võeti aktiivsesse kasutusse 1. jaanuaril 1984, enam kui 30 aastat tagasi. Metallkonstruktsioonide keevitamise tehnoloogia väljatöötamisel tuleb iga keevisliide teha vastavalt selle jaoks välja töötatud keevitusskeemile.
Keevitusprotsessi leht peab sisaldama järgmisi andmeid:
1. Teave mitteväärismetalli kohta.
2. Teave vuugi kvaliteedi ja keevitamiseks ettevalmistamise kohta: andmed lõike kohta (vahe suurus, nüri suurus, lõike kaldenurk jne), takkide arvu ja asukoha kohta, andmed servade eelpuhastuse kohta, õmbluse mõõtmed.
3. Andmed keevitatud toote fikseerimise ja võimaliku kuumutamise kohta. Nagu ka keevisõmbluse läbimiste järjekord.
4. Teave keevitusseadmete ja kasutatud keevitusmaterjalide kohta. Keevitusmaterjalide ja -seadmete valikul lähtutakse mitmesugusest kirjandusest, sh erialasest keevituskirjandusest (ajakirjad, artiklid), isiklikust kogemusest, aga ka organisatsioonide tagasisidest.
5. Teave keevitusrežiimi kohta, olenevalt keevitusmeetodist, võib sisaldada järgmist: keevitusvool, kaarepinge, keevituskiirus, keevituspolaarsus, kaitsegaasi kulu, traadi etteande kiirus jne. Soovitatavate keevitusrežiimide rikkumine võib põhjustada keevisõmbluse haprust. metallist ja kuumusest mõjutatud tsoon.
6. Teave keevisliite kuju, keevisliite kvaliteedikontrolli meetodite ja ulatuse kohta.
Keevitusprotsessi kaardi koostamine algab keevitatava materjali analüüsist ja keevitusmeetodi valikust. Pärast seda analüüsitakse keevitatud konstruktsiooni töötingimusi ja määratakse kindlaks, millised normatiivdokumendid reguleerivad selle konstruktsiooni valmistamist ja töötamist. Järgmisena määratakse vastavalt normatiivkirjandusele ja arvutuslikele andmetele keevitusrežiim, arvutatakse vajalik läbimiste arv, keevisühenduse geomeetria ja muud parameetrid.
Iga keevitusprotsessi leht saab oma identifitseerimisnumbri, mida kasutatakse seejärel tehnilises dokumentatsioonis ja projekti spetsifikatsioonides tähistamiseks. Arendaja ise kinnitab keevitusprotsessi kaarti ja paneb ka oma allkirja vormi lõppu.
Rajatise ehitamise ajal peab komplekt olema tootmiskohas olemas 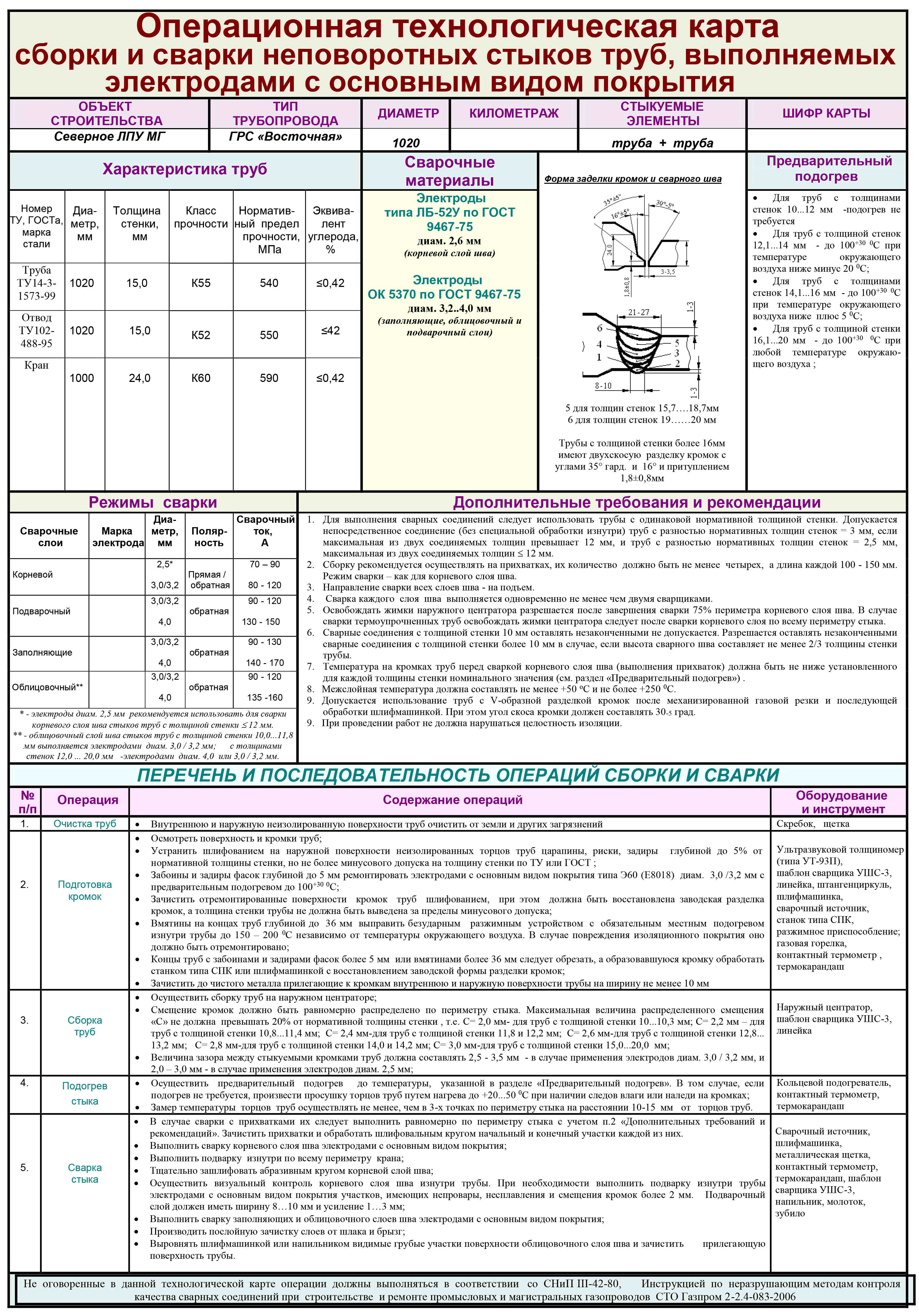 igat tüüpi keevisliidete tehnoloogilised kaardid. Täielik keevitusprotsessi kaartide komplekt on hoiul peakeevitaja osakonnas. Kui keevitaja läheb vahetusse, saab ta tööprotsessi käigus teostatavate keevisliidete tehnoloogilised kaardid. Ettevalmistatud servade ja valmis keevisliidete ülevaatust ja kontrolli teostab tehnilise kontrolli talitus vastavalt keevisliidete kvaliteedikontrolli ja katsetamise peatükile. Seega ei teki segadust teenuste vahel, kuna kõik vajalik on märgitud keevisvuugi voolulehel.
igat tüüpi keevisliidete tehnoloogilised kaardid. Täielik keevitusprotsessi kaartide komplekt on hoiul peakeevitaja osakonnas. Kui keevitaja läheb vahetusse, saab ta tööprotsessi käigus teostatavate keevisliidete tehnoloogilised kaardid. Ettevalmistatud servade ja valmis keevisliidete ülevaatust ja kontrolli teostab tehnilise kontrolli talitus vastavalt keevisliidete kvaliteedikontrolli ja katsetamise peatükile. Seega ei teki segadust teenuste vahel, kuna kõik vajalik on märgitud keevisvuugi voolulehel.
Igas ettevõttes tuleb keevitamise tootmise korraldamisel koostada keevitustehnoloogilise protsessi kaardid, vastasel juhul on raske teostatava töö kvaliteedi jaoks vajalikke parameetreid säilitada. Mõned ettevõtted ei saa endale lubada kallite inseneride ülalpidamist keevitamise tootmiseks. minimeerib teie kulud inseneri- ja tehniliste töötajate ülalpidamiseks ning töötab lepingu ja tehniliste kirjelduste alusel võimalikult lühikese aja jooksul välja keevitusprotsessi lehtede komplekti ning valib seadmed ja materjalid.
Keevitustöödel tehtud töö kvaliteetse tulemuse saamiseks peab keevitaja juhinduma dokumendist, mis kirjeldab õigesti kõiki keevitamisetappe ehitusplatsil. Tehnoloogilisel kaardil antud soovituste eiramine võib viia keevisliide töö käigus hävimiseni, mis võib kaasa tuua pöördumatuid tagajärgi.
TÜÜPILINE TEHNOLOOGIAKAART (TTK)
TÜÜPILINE TEHNOLOOGIAKAART METALLKONSTRUKTSIOONIDE PAIGALDAMISEKS KAARKEEVITUSMEETODIL
1 kasutusala
1 kasutusala
Tehnoloogiline kaart on välja töötatud metallkonstruktsioonide paigaldamiseks kasutades kaarkeevitus keevitusseadmete ja -seadmete kasutamine. Tehnoloogiakaarti saab kasutada juhendina tööde tehnoloogiliselt korrektseks sooritamiseks komponentide ja detailide keevitamisel erinevatel eesmärkidel ehitusplatsil montaažisõlmede valmistamiseks.
Tehnoloogilisel kaardil käsitletud metallkonstruktsioonide paigaldamisel keevitamise teel tehtavate tööde maht hõlmab:
- metallist vihmaveerennide ja -ribade keevitamine sirgete osadena tagumikul ja nende keevitamine seinakonsoolide või nurkade külge;
- metallist vihmaveerennide ja -liistude keevitamine 90° nurga all, konstruktsioonide keevitamine seina nurkade külge seina läbimisel, konstruktsioonide keevitamine vertikaalselt seinas olevatele sulgudele;
- rennide, ribade ja muude konstruktsioonide keevitamine nende laskumisel karkassireas ja põrandakatte läbimisel;
- sulgude paigaldamine ja keevitamine hoonesisesesse šahti;
- metallkonstruktsioonide paigaldamine keevitamise teel šahti ja hoone sees;
- põhikonstruktsioonide kinnitamine keevitamise teel teiste konstruktsioonide külge ja kuni 3,0 m ulatuses;
- konstruktsioonide, torude ja vabaõhurennide kinnitamine keevitamise teel insenerikommunikatsiooni elementide paigaldamiseks.
Metallkonstruktsioonide paigaldust kaarkeevitusmeetodil saab teostada varikatuse all, ehitatava hoone ruumides, kaevandustes, üleminekutunnelites ja muudes keevitustöödeks sobivates ruumides. Eritingimustes töö tegemisel võib täpsustada tööde koostist ja ulatust ning keevitusmeetodeid.
2. Üldsätted
Metallkonstruktsioonide komponentide ja osade keevitustöid saab teha erinevates ruumides, insenerkonstruktsioonidest vabades või seadmete juuresolekul, avatud ja suletud, külmas ja isoleeritud. Keevitustööde tegemisel, eriti sisse talvine periood, voolu-väljatõmbeventilatsioon, kui see on olemas, peab olema sisse lülitatud ning keevitustööde tegemisel ventilatsiooni puudumisel isolatsiooniks suletud ruumides on soovitatav kasutada kaasaskantavaid ventilatsiooniseadmeid. Keevitustööde tegemisel ruumides, kus paigaldatud seadmed seadmeid tuleb kaitsta metallipiiskade ja katlakivi eest.
Üldine informatsioon keevisliidete kohta
Keevisliide on keeviskonstruktsioonielement, mis koosneb kahest või enamast konstruktsiooniosast ja neid osi ühendavast keevisõmblusest (vt GOST 5264-80. “Keevisliited”).
Metallkonstruktsioonide paigaldamisel puututakse kokku järgmiste peamiste ühenduste tüüpidega: põkk-, süler-, T- ja nurk.
Põkkvuugid on kõige tüüpilisemad keevisliited, mille puhul ühendatavate detailide otsad või servad asetsevad nii, et nende vahele jääb 1-2 mm vahe. Kuni 6 mm paksused osad keevitatakse ühepoolse õmblusega ja kuni 6 mm paksused osad kahepoolse õmblusega.
Ringühendused tehakse, asetades ühe ühenduselemendi teise peale. Ülekatte suurus peab olema vähemalt kahekordne toote keevitatud servade paksuste summa. Keevitamisel keevitatakse osad mõlemalt poolt.
T-liited on ühendused, milles ühe elemendi ots külgneb teatud nurga all teise keevitava konstruktsioonielemendi pinnaga. Tugeva õmbluse saamiseks peaks keevitatud elementide vahe olema 23 mm.
Nurgaühendused tehakse siis, kui keevitavad elemendid asetsevad täis- või suvalise nurga all ja keevitatakse piki nende elementide servi ühel või mõlemal küljel.
Kõik ülalkirjeldatud keevisliited on valmistatud õmblusega, mis on karastatud keevismetall, mis ühendab keeviskonstruktsiooni elemente. Keevisõmblused jagunevad vastavalt järgmistele omadustele: positsiooni järgi mõjuva jõu suhtes (joon. 1
), asukoha järgi ruumis (joonis fig. 2
), välisel kujul (joon. 3
).
Joonis 1. Keevisõmbluste asukoht efektiivse jõu suhtes:
A) külgmine, b) eesmine, c) kaldus
Joonis 2. Keevisõmbluste asukoht ruumis:
A) alumine, b) horisontaalne, c) vertikaalne, d) lagi
Joonis 3. Välised vormid keevisõmblused:
A) kumer, b) normaalne, c) nõgus
Keevituselektroodi läbimõõt määratakse sõltuvalt keevitavate servade paksusest, keevisliite tüübist ja õmbluse suurusest. Sest tagumiku liigesed Elektroodi läbimõõdu valimiseks olenevalt keevitavate servade paksusest on vastu võetud praktilised soovitused:
|
Keevitatud servade paksus, mm |
||||||
|
Elektroodi läbimõõt, mm |
Nurga- ja T-liidete tegemisel arvestatakse keevisjala suurust: 35 mm keevisjalaga keevitatakse 34 mm läbimõõduga elektroodiga ja 68 mm jalaga elektroodid kasutatakse läbimõõtu 45 mm. Elektroodi valitud läbimõõdu põhjal määratakse keevitusvoolu väärtus, mis tuleks märkida elektroodide pakendile liimitud tehasesildile.
46 mm elektroodide keevitusvoolu väärtuse saab määrata järgmise valemiga:
Kus on keevitusvoolu suurus A;
Elektroodi läbimõõt, mm.
Alla 4 mm ja üle 6 mm läbimõõduga elektroodide keevitusvoolu suuruse saab määrata järgmise valemiga:
Sel juhul tuleks parandused teha, võttes arvesse metalli paksust ja keevisõmbluse asukohta.
Kui serva paksus on 1,3 kuni 1,6, vähendatakse keevitusvoolu arvutatud väärtust 1015% ja kui serva paksus on üle 3, suurendatakse seda 1015%. Vertikaalsete ja lae õmblused teostada vooluga, mis on 1015% väiksem kui arvutatud.
Kaarkeevitamiseks mõeldud metallelektroodid on valmistatud vastavalt standardile GOST 9466-75. "Kattega metallelektroodid käsitsi kaarkeevitamiseks ja pindamiseks. Klassifikatsioon, mõõtmed ja üldised tehnilised nõuded."
GOST-i kehtestatud mõõtmed:
Tabel 1
|
Elektroodi läbimõõt, mm |
Elektroodi pikkus, mm |
|
|
valmistatud süsinik- ja legeeritud traadist |
valmistatud kõrgsulamist traadist |
|
Keevituse vooskeem on dokument, mis määratleb konkreetsete materjalide tehnoloogia ja keevitusprotsessi. See kirjeldab olulist tehnilised kirjeldused ja keevisõmbluse loomisel vajalike tööde järjekord. Keevitusõmblus on konstruktsiooni nõrgim koht, seetõttu töötatakse välja tehnoloogiline kaart vastavalt kehtivatele GOST-idele ja seda jälgivad spetsiaalsed kontrolliteenistused.
Kaardi koostamine algab materjali uurimisest ja keevitusmeetodi valikust. Analüüsitakse tingimusi, milles saadud struktuur töötab. Tuginedes teatmekirjandusele ja arvutustele määratakse keevitusrežiimid, käikude arv, keevisõmbluse geomeetria ja muud parameetrid.
Keevitusprotsessi kaart koosneb järgmistest andmetest:
- keevitatud osade teave ja omadused;
- teave vuugi ettevalmistamise kohta enne keevitamist (serva kuju, nurk ja faaside suurus);
- andmed tihvtide arvu, asukoha ja suuruse kohta;
- teave selle kohta, kuidas detail on fikseeritud ja kuidas vältida detailide deformeerumist või nihkumist keevitamise ajal;
- temperatuuri keskkond, milles on lubatud keevitamine või andmed kütteosade kohta (vajadusel) enne keevitamist;
- andmed kasutatavate seadmete ja kasutatavate kulumaterjalide (elektroodid, keevitustraat, kaitsegaas) kohta;
- teave keevitusrežiimide kohta (milline vool ja pinge tuleks seadistada, automaatide puhul on näidatud keevituskiirus, arvutatud gaasikulu ja keevitustraadi etteande kiirus);
- teave saadud keevisõmbluse kontrollimise ja jälgimise meetodite kohta.
Kaardi koostamisel on põhiosa keevitatavate materjalide, nende omaduste ja omaduste uurimine. Kui materjal on teadmata päritoluga ja selle omadused teadmata, siis võetakse proovid, mis saadetakse laborisse analüüsiks ja koostise määramiseks. Saadud andmete põhjal valitakse kulumaterjalid ning määratakse nende osade jaoks kõige sobivamad tingimused ja keevitusmeetod. Päriselt konstruktsiooniterased on valmistatud rangelt vastavalt standarditele ja mallidele, seega on enamlevinud metallide ja materjalide tehnoloogilised kaardid juba ammu loodud.
Tehnoloogiline kaart koosneb järjestikuste tööde loetelust, joonistest ja nende kohta tehtud selgitustest. Rikete, õnnetuste ja kaotuste vältimiseks on vaja tehnilise protsessi arendamist väga tõsiselt võtta, kuna tegemist on terve tööde kompleksiga. Viga ühes etapis võib põhjustada keevisõmbluse hävimise isegi siis, kui kõik muud toimingud tehti õigesti.
Tehnoloogiline kaart metallkonstruktsioonide keevitamiseks
See sisaldab selle tehnoloogia rakendusala kirjeldust. See näitab, millised selle tehnoloogia tüübid, mis kaugusel ja millise nurga all tuleb ühendatavad osad kinnitada, et tagada konstruktsiooni töökindlus ja vastupidavus. See määrab, millistel tingimustel ja millistel temperatuuridel tuleks keevitamist läbi viia (väljas või siseruumides).
Järgmine punkt on tehnilises protsessis kõige ulatuslikum ja kõige olulisem. See sisaldab teavet keevitustehnoloogia enda ja selle tehniliste parameetrite kohta, mis koosneb järgmistest lõikudest:
- ettevalmistustööd ja nende rakendamise reeglid;
- teave keevitustööde liikide kohta;
- iga tööetapi järjestuse kirjeldus (klappide paigaldamine, õmbluste järjestus);
- skeemid ja joonised, mis näitavad, kuhu tüüblid on paigutatud, kuidas õmblused rakendatakse, nende selgitused;
- protsessi läbiviimise tingimused ja ohutuseeskirjad;
- sooritajate arv ja eeldatav aeg iga toimingu ja kogu töö jaoks tervikuna;
- vajalike kulumaterjalide arvutamine.
Viimased punktid võimaldavad arvutada tehnilisi kulusid, tööde teostamise tähtaegu ja nende kasulikkust. Nii on võimalik protsessi juba ammu enne keevitustööde algust muuta ja seda korrigeerida. Protsessikaart lõpeb ressursside ja rahaliste vahendite ning keevitusprotsessi läbiviimiseks kuluva inimeste arvu ja aja arvutamisega.
Torude keevitamise tehnoloogiline kaart
Ta esitab dokumendi, mis koosneb järgmistest põhipunktidest:
- tehnilise protsessi rakendusala;
- üldsätted ja soovitused;
- tehnoloogia ja töökorraldus;
- kvaliteedinõuded;
- ja töökaitse;
- kasutatud regulatiivse ja tehnilise dokumentatsiooni ning kirjanduse loetelu;
- keevitamise tehnoloogilised kaardid.
Esiteks näidatakse, millistele objektidele see kaart on rakendatav. Siis sisse üldsätted on kirjeldatud:
- töötehnika;
- kvaliteeditingimused ja tööde vastuvõtmise eeskirjad;
- tööohutuse ja töötervishoiu meetmed.
- käesoleva tehnoloogilise kaardi järgi teostatavate tööde liigid (torustiku keevitamine, montaaž, servade ettevalmistamine).
Oluline osa on kõigi toimingute juhised ja nende teostamise järjekord. Eelnevalt on mainitud, kuidas pindade visuaalset eelkontrolli teha. Toru, sulge- ja jaotusventiilid kontrollitakse kahjustuste suhtes, õõnsused puhastatakse ja valmistatakse ette monteerimiseks. Oluline punkt on juhised, mida teha, kui tuvastatakse vastuvõetavaid norme ületavate (kahjustuste) olemasolu. Pinnadefektid kõrvaldatakse lihvimisega ja seina jääkpaksus ei tohiks olla väiksem kui lubatud miinus miinimum. Torude otsad, millel on murtud ja täkked, lõigatakse ära. Keevitatud torude ühendamisel tehases valmistatud piki- või spiraalõmblused kohustuslik nihutatud üksteise suhtes 75 mm.
Ohutusmeetmed hõlmavad juhiseid, mida tuleb enne keevitamise alustamist järgida. Samuti on märgitud nõuded selle kohta, kuidas varustada tootmiskohta. tehniline paigaldus metallkonstruktsioonide komponendid keevitamisel ja milliseid tulekustutusvahendeid kasutada. Keevitamine peaks toimuma vastavalt sellel tehnoloogilisel kaardil sisalduvatele töö- ja tehnoloogilistele kaartidele, mis põhinevad keevitavate torude läbimõõdul.
Nõuded töö kvaliteedile sisaldavad keevisõmbluste ja lubatud kõrvalekallete kontrollimise meetodite loetelu. Ebarahuldavate kontrollitulemuste korral näidatakse ära defektide parandamise kord ja meetod.
Operatiiv- ja tehnoloogilised kaardid sisaldavad kõike spetsifikatsioonid keevitamiseks vajalik:
- keevitusobjekt;
- toru omadused;
- keevitusmaterjalid;
- serva ja keevisõmbluse kuju;
- eelsoojendus (vajadusel);
- keevitusrežiimid;
- lisanõuded ja soovitused;
- montaaži- ja keevitustoimingute loetelu ja järjestus.
Torude ja muude metallkonstruktsioonide keevitamise tehnoloogilised kaardid on täiesti identsed välimus, kuid erinevad sisu ja sisu poolest.
NSV Liidu SIDEMINISTEERIUM
SPETSIALSEERITUD JA ARENDATUD STRUKTUURITEHNOLOOGIA
B JURO EHITUSTEHNIKA SVI YAZI
MA KINNITASIN
Z am. GRSSi juht
A. I. Poln ikov
27. märts 1989
MARSRUUTIMINE
METALLKONSTRUKTSIOONIDE PAIGALDAMISEKS ATS MEETODIL
KAARKEEVITUS
MOSKVA – 1989
1 KASUTUSALA
1.1. Metallkonstruktsioonide paigaldamiseks on välja töötatud tehnoloogiline kaart ATS meetod kaarkeevitus keevitusseadmete ja -seadmete abil. Tehnoloogiakaarti saab kasutada juhendina tööde tehnoloogiliselt korrektseks sooritamiseks erinevatel eesmärkidel komponentide ja detailide keevitamisel autopoes, murdmaa-, kaevandus- ja toiteseadmetes. 12. Metallkonstruktsioonide paigaldamisel tehtavate tööde maht ATS meetod tehnoloogilisel kaardil käsitletav keevitamine hõlmab: - avatud tüüpi vihmaveerennide keevitamist sirgete lõikudena tagumikul ja nende keevitamist seinakonsoolide või nurkade külge; - avatud tüüpi otsaesiste keevitamine 90° nurga all, rennide keevitamine seinanurkade külge seina läbimisel, otsaesiste keevitamine vertikaalselt seinas olevatele sulgudele; - seda tüüpi lahtiste vihmaveerennide keevitamine, kui need laskuvad raamireas ja läbivad põrandaplaati; - varraste kronsteinide paigaldamine ja keevitamine šahti; - metallkonstruktsioonide paigaldus võll- ja ristkeevitusega; - pearennide kinnitamine keevitamise teel tavaliste rennide ja pearenni külge kuni 2,5 m ulatuses; - lahtist tüüpi õhurennide kinnitamine keevitamise teel juhtmete ja raamide ristühendamiseks testpesadega abonendi ristkilbis. 1. 3. Metallkonstruktsioonide komponentide ja osade keevitustöid saab teha autohalli, kaevanduse, crossoveri, alaldi ja aku ruumides. Keevitustööde tegemisel, eriti talvel, tuleb sisse lülitada voolu-väljatõmbe ventilatsioon ning siseruumides ja šahtides keevitustööde tegemisel on soovitatav kasutada kaasaskantavaid ventilatsiooniseadmeid. Metallakende sise- ja akukeevitustööd peavad olema lõpetatud enne akupaakide paigaldamise alustamist. Paigaldatud seadmetega ruumides keevitustööde tegemisel tuleb seadmeid kaitsta metallipiiskade ja katlakivi eest. 14. Tehnoloogilise kaardi sidumisel konkreetse objekti ja ehitustingimustega täpsustatakse tööde maht, tööjõukulude arvestus, tehnilised ja majanduslikud näitajad ning mehhaniseerimisvahendid, arvestades olemasoleva paigaldusmehhanismide ja -seadmete pargi maksimaalset kasutamist.2. TÖÖDE TEOSTAMISE KORRALDUS JA TEHNOLOOGIA
2.1. Ettevalmistustööd
2. 1 .1 . Valmistage ette tehnilised ruumid, kus metallkonstruktsioonide sõlmede paigaldamine toimub keevitamise teel, vastavalt standarditele GOST 1 2.3.003.75, GOST 1 2.2.007.75 ja varustage need tulekustutusvahenditega. 2. 1.2. Tarnida vajalikud konstruktsioonid ja osad töökohtadele ning korrastada need vastavalt paigaldustööde tehnoloogilisele järjestusele. 2. 1 .3. Tutvuge töötingimustega ja vajadusel varustage tööala vastavalt "Ohutus- ja tuleohutuse eeskirjadele" (SNiP III-4-80, SNiP II -01-0 2-8 5). 2. 1 .4. Veenduge, et sissepuhke- ja väljatõmbeventilatsioon töötab korralikult. 2. 1 .5. Valmistada ette keevitustöödeks vajalik dokumentatsioon, tööriistad ja tarvikud. 2. 1 .6. Veenduge, et teie keevitusseadmed on töökorras.2.2. Üldteave keevisliidete kohta
2.2. 1 . Keevisliide on keeviskonstruktsiooni element, mis koosneb kahest või enamast konstruktsiooniosast ja neid osi ühendavast keevisõmblusest (vt GOST 5264-80. “Keevisliited”). 2.2.2. Metallkonstruktsioonide paigaldamisel puututakse kokku järgmiste peamiste ühenduste tüüpidega: põkk-, süler-, T- ja nurk. 2.2. 3. Põkkvuugid on kõige tüüpilisemad keevisliited, mille puhul ühendatavate osade otsad või servad asetsevad nii, et nende vahele jääb 1 - 2 mm vahe. Kuni 6 mm paksused osad keevitatakse ühepoolse õmblusega ja kuni 6 mm paksused osad kahepoolse õmblusega. 2.2. 4. Kattuvad ühendused tehakse, asetades ühe ühenduselemendi teise peale. Ülekatte suurus ei tohi olla väiksem kui kahekordne tooriku keevitatud servade paksuste summa. Keevitamisel keevitatakse osad mõlemalt poolt. 2.2.5. T-liited on ühendused, milles ühe elemendi ots külgneb teatud nurga all teise keevitava konstruktsioonielemendi pinnaga. Tugeva õmbluse saamiseks peaks keevitatud elementide vahe olema 2 ÷ 3 mm. 2.2.6. Nurgaühendused tehakse siis, kui keevitavad elemendid asetsevad täis- või suvalise nurga all ja keevitatakse piki nende elementide servi ühel või mõlemal küljel. 2.2.7. Kõik ülalkirjeldatud keevisliited on valmistatud õmblusega, mis on keeviskonstruktsiooni elemente ühendav karastatud ladestunud metall. Keevisõmblused jagunevad järgmiste tunnuste järgi: asukoha järgi mõjuva jõu suhtes (vt joonis 1), asukoha järgi ruumis (vt joonis 2), väliskuju järgi (vt joonis 3).Riis. 1. Keevisõmbluste asend mõjuva jõu suhtes:
a) külgmine, b) eesmine, c) kaldus
![]()
Riis. 2. Keevisõmbluste asukoht ruumis:
a) alumine, b) horisontaalne, c) vertikaalne, d) lagi
Riis. 3. Keevisõmbluste väliskujud:
a) kumer, b) normaalne, c) nõgus
2.2.8. Keevitamiseks kasutatava elektroodi läbimõõt määratakse sõltuvalt keevitatud servade paksusest, keevisliite tüübist ja keevisõmbluse suurusest. Põkkliidete puhul on järgitud praktilisi soovitusi elektroodi läbimõõdu valimiseks sõltuvalt keevitatud servade paksusest: 2.2.9. Nurga- ja T-liidete tegemisel võetakse arvesse keevisjala suurust: keevisjalaga 3 ÷ 5 mm keevitatakse elektroodiga läbimõõduga 3 ÷ 4 mm ja jalaga 6 ÷ 8 mm, kasutatakse elektroode läbimõõduga 4 ÷ 5 mm. 2.2.1 0. Elektroodi valitud läbimõõdu põhjal määratakse küpsetusvoolu väärtus, mis tuleb märkida elektroodide pakendile liimitud tootja etiketile. 2.2. üksteist . Elektroodide küpsetusvoolu väärtuse 4 ÷ 6 mm saab määrata järgmise valemiga:
Y = (40 ÷ 60) D e,
kus Y on küpsetusvoolu väärtus, A; D e - elektroodi läbimõõt, mm. 2.2. 1 2. Alla 4 mm ja üle 6 mm läbimõõduga elektroodide keevitusvoolu väärtuse saab määrata järgmise valemiga:
Y = (20 + 6D e) · D e.
Sel juhul tuleks parandused teha, võttes arvesse metalli paksust ja keevisõmbluse asukohta. Kui serva paksus on 1,3 D e kuni 1,6 D e, vähendatakse keevitusvoolu arvutatud väärtust 1 0 ÷ 1 5% ja serva paksusega üle 3 D e suurendatakse seda 1 0 ÷ 15 %. Vertikaalsete ja laeõmbluste keevitamine toimub vooluga, mis on 1 0 ÷ 1 5% väiksem kui arvutatud. 2.2. 1 3. Kaarkeevituse metallelektroodid valmistatakse vastavalt standardile GOST 9466-75. “Kaetud metallelektroodid käsitsi kaarkeevitamiseks ja pinnakatteks. Klassifikatsioon, mõõtmed ja üldised tehnilised nõuded". GOST-i kehtestatud mõõtmed:
Tabel 1
|
Elektroodi läbimõõt, mm |
Elektroodi pikkus, mm |
||
|
valmistatud süsinik- ja legeeritud traadist |
valmistatud kõrgsulamist traadist |
||
2.3. Tööde sooritamise järjekord ja meetodid
2.3. 1 . Pange kokku keevituspost (vt joonis 4), mille jaoks:
Riis. 4. Ühendusskeem küpsetusjaamast käsitsi küpsetamiseks
A) paigaldage keevitustrafo spetsiaalselt varustatud kohta, järgides ohutus- ja tuleohutuseeskirju. Mark keevitustrafo vali tabeli järgi. 2.
tabel 2
|
Trafo kaubamärk |
Keevitusvool, A |
Pinge, V |
Nimivõimsus, kVA |
Üldmõõtmed, mm |
Kaal, kg |
hinnatud töökorras |
tühikäik |
|
|
nominaalne |
regulatiivsed piirangud |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD – 251U 2 |
420 × 260 × 450 |
|||||||
| TD – 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM-50 3U 2 |
555 × 585 × 888 |
|||||||
| T DM- 50 2U2 |
720 × 845 × 780 |
|||||||
Riis. 5 . Klambrid keevitusjuhtme ühendamiseks keevitatava tootega:
a) välimine, b) kruvi
E) ühendage keevitustrafo teine klemm elektrihoidikuga (vt joonis 6) P RGD või P RGDO juhtmetega (GOST 6731-77E);

Riis. 6. Elektriliste komponentide tüübid
E) valige toiduvalmistamiseks mõeldud juhtmete ristlõige, mille pikkus ei ületa 30 m vastavalt soovitatavatele standarditele:
|
Keevitusvoolu suurim väärtus A |
||||
| Juhtmete ristlõikepindala, mm 2: | ||||
| vallaline | ||||
| kahekordne |
U l = 1,73 Jρl / s,
kus U l on pingelang, V; J - keevitusvool, A; ρ - juhtmete eritakistus, Ohm m; l - juhtmete pikkus, m; s - juhtmete ristlõikepindala, mm 2. Kui U l väärtus ületab lubatud väärtust rohkem kui 5%, on vaja juhtmete ristlõikepindala suurendada; h) kasutage keevitustöödel silmade ja näonaha kaitsmiseks kilpe, maske või kiivreid (GOST 1 361-69) (vt joonis 7).
Riis. 7. Kaitse keedukaare ja metallipritsmete eest
2.3.2. Paigaldage vastavalt projektile ja juhenddokumentatsioonile kõik vajalikud seinaklambrid, autosalongi ruumides olevad kronsteinid, crossover, võlli ja toiteseadmed. 2.3.3. Asetage avatud tüüpi vihmaveerennide osad seinte külge kinnitatud kronsteinidele, nihutage neid üksteise poole nii, et nende vahele jääks 1 ÷ 2 mm vahe, keevitage üksikud vihmaveerennide osad ühepoolse õmblusega (vt joon. 8) ja keevitada saadud renni trass mõlemalt poolt kronsteini külge (vt joonis 9) renni laiusega 400 ÷ 6 00 mm või ühelt poolt ruudukujuliselt - renni laiusega 1 50 ÷ 300 mm.
Riis. 8. Veerennide keevitamine otsast otsani
Peamiste vihmaveerennide otsad keevitatakse mõlemalt poolt seinanurkade külge, nagu on näidatud joonisel fig. 9.
Riis. 9. Renni kinnitamine kronsteini või nurga külge piki seina
2.3.4. Viige põhi- ja põhirenn läbi ruumi seinas oleva augu, viige see põhirenne, asetage ja kinnitage (vt punkt 2.3.3) nii, et rennide vahe oleks 1 ÷ 2 mm, ja teostage põkk. pearennide keevitamine 90° nurga all (vt. joon. 10 ja joon. 11). Sel juhul keedetakse renni iga külgriba igast küljest.

Riis. 11. Pearenni kinnitamine 90° ühenduskohas
2.3.5. Keevitage pearenn läbi seina läbipääsu seinakonsoolide külge (vt joonis 12). Keevitamine toimub renni ühel küljel, kasutades ühepoolset malemustriga õmblust.
Riis. 12. Põhikaebuse läbimine läbi seina
2.3.6. Keevitage vertikaalsed põhirennid ruumi seinale kinnitatud sulgude külge (vt joonis 13). Iga kronsteini keevitamine toimub kolmest küljest.

Riis. 1 3. Kinnitus vertikaalsesse põhisiinisse, mõlemad seina külge
2.3.7. Paigaldage põhirenni laskumised raamireale (vt joonis 14), samal ajal keevitage vihmaveerennid raamirea kronsteinide külge renni kummagi küljeriba kolmel küljel.
Riis. 14. Rennide laskumine raamireas
2.3.8. Paigaldage äravoolud pearennidest kohtadesse, kus need läbivad põrandat (vt joonis 15). Tööde tegemisel keevitada põhirennide kaar mõlemal pool renni külgribasid läbipääsuava raami külge.
Riis. 15. Pearennide läbilaskeseade läbi lae
2.3.9. Paigaldage kaevandusruumi metallkonstruktsioonid. Piludega kronsteinide alused on keevitatud vundamendi nurkade külge. Ülemises osas on kronsteinid keevitatud terasriba e 3 0x4 külge. Näide sulgude paigaldamisest võlli on näidatud joonisel fig. 16.
Riis. 1 6. Näide sulgude paigaldamisest šahti
Pilkkonsoolide read kinnitatakse üksteise ja ruumide seinte külge põhinurkade 40×50×4 abil, mis on keevitatud pilukonsoolide ülemise osa ja seinanurkade külge. Ruumis olevad tavalised vihmaveerennid ja võllid keevitatakse põhinurkade külge ning vihmaveerennid keevitatakse mõlemalt küljelt äärmuslike nurkadeni (vt joonis 9) ja ülejäänud nurkade külge - ühel küljel malelaua mustris (vt joon. 17 ja joonis 18).
Riis. 1 7. Võlli soonte keevitamise asukoht ja kohad (ligikaudne)

Riis. 1 8. Rennide keevitamise asukoht ja kohad šahtis (ligikaudne)
2.3. 1 0. Peamised nurgad võlli kronsteiniridade kinnitamiseks ühendatakse põkkkeevitusega (vt joonis 19a) või ülekattega (vt joonis 19b).
Riis. 19. Peanurkade splaissimise näited
2.3.11. Paigaldada õhurennidesse piki šahtiruumi seinu. Vihmaveerennide keevitamise asukoha ja koha näide on näidatud joonisel fig. 20 ja fig. 21.
Riis. 20 . Rennete asukoht ja keevituskohad šahtis (ligikaudne)
Riis. 21. Rennete asukoht ja keevituskohad šahtis (ligikaudne)
2.3.1 2. Metallkonstruktsioonide paigaldus ristlõikes toimub sarnaselt metallkonstruktsioonide paigaldamisega kaevandusse. Crossoveris olevad kapiread kinnitatakse üksteise ja ruumi seinanurkade külge 40x50x4 põhinurkade abil, mis on keevitatud krossoveri raami ja seinanurkade külge. Tavaliste rennide kinnitamine ristisse keevitamise teel toimub sarnaselt võlli kinnitamisega. Näide vihmaveerennide paigaldamisest ristlahtrite kohale on näidatud joonisel fig. 22.
Riis. 22. Näide paigaldiste ja vihmaveerennide kohta Rossi kambrite kohal
2.3. 1 3. Pearennide kinnitamine tavaliste rennide külge toimub keevitamise teel, kasutades varda, mis keevitatakse mõlemalt poolt tava- ja põhirennide külgribade külge (vt joonis 23).
Riis. 23. Pearenni kinnitamine erarenni külge
2.3. 1 4. Pearennide kinnitamine Põhirennid kuni 2,5 m silde all teostatakse keevitusmeetodil ning põhirenn tugevdatakse tugevuse tagamiseks terasvarrastega, mis on keevitatud renni mõlemale külgribale (vt. joon. 24). .
Riis. 24. Renni kinnitamine kuni 2,5 m ulatuses
3. 3.1 5. Rennide kinnitamine juhtmete ületamiseks toimub sarnaselt pearennide kinnitamisega kuni 2,5 m ulatuses, ka keevitamise teel, ainult terasjäikuseid kasutamata. Soonte kinnitamise näide on näidatud joonisel fig. 25.

Riis. 25. Näide kaeviku kinnitamisest kroomitud juhtmete jaoks
2.3. 1 6. Raami kinnitamine proovipesadega abonendi jaotuskarbis toimub keevitusmeetodil. Näide raami kinnitamisest keevitamise teel on näidatud joonisel fig. 26.
Riis. 26. Raami kinnitamine testpesadega abonendi nts com ristis
2. 3.1 7. Pärast metallkonstruktsioonide paigaldamise lõpetamist puhastatakse keevisliited katlakivist, kontrollitakse nende kvaliteeti ja värvitakse halli emailiga. 2.3. 1 8. Keevisliidete kvaliteedi kontrollimisel välise kontrolliga 10-kordse suurendusega suurendusklaasi abil võib avastada defekte. Keevitusprotsessist tulenevate defektide tüübid on näidatud joonisel fig. 27.
Riis. 27. Keevitamisel tekkivate defektide liigid
2 .3.1 9. Keevisliidete defektid parandatakse keevitamise teel, millele järgneb katlakivi puhastamine ja ühe kihi halli emailiga katmine.
2.4. Ettevaatusabinõud keevitustööde tegemisel
2.4. 1 . Kaare toiteallikate (trafode), keevitamise abiseadmete ja keevistoodete korpused on enne töö alustamist maandatud. 2.4.2. Maandus toimub vasktraadiga, mille üks ots on ühendatud spetsiaalse poldiga, millel on kaare toiteallika korpusel kiri “Maa”, ja teine ots maandussiiniga. 2.4.3. Keevitustrafo ühendamiseks võrku kasutatakse seinakarpe koos lülitite, kaitsmete ja klambritega. Toitejuhtmete pikkus ei tohi ületada 10 m. 2.4.4. Kui on vaja toitejuhtmeid pikendada, kasutatakse tugeva isoleeriva massiga sidurit. 2.4.5. Toitejuhtmed riputatakse 2,5–3,5 m kõrgusele ja juhtmete käigud on ümbritsetud metalltorudega. 2.4.6. Keevitustraate tuleb kasutada korraliku isolatsiooniga ja sobiva ristlõikega keevitusvool. 2.4.7. Valgusfiltrid, mis sisestatakse kilbi, maski või kiivri kontrollavasse, valitakse vastavalt standardile GOST 9497-60, sõltuvalt keevitusvoolust. Klaasist vetofiltreid on nelja tüüpi: E-1 (vooludele 30 - 75 A), E-2 (vooludele 75 - 200 A), E-3 (vooludele 200 - 400 A), 3 - 4 (vooludele 200 - 400 A). voolud üle 400 A). 2.4.8. Toiduvalmistamisel abistavate töötajate silmade kaitsmiseks kasutatakse valgusfiltreid B-1, B-2 ja B-3 2.4.9. Keevitustööd tehakse presendist või paksust lõuendist valmistatud kombinesoonis, labakindades ja mütsis, kusjuures pükse ei tohi topsida, taskud peavad olema klappidega suletavad ja jope ei tohi olla pükstes. 2.4 .1 0. Lae keevitamisel horisontaal- ja vertikaalsed õmblused pane selga lõuendist varrukad ja seo need tihedalt üle varrukate käte juurest. 2.4. üksteist . Keevisõmblused puhastatakse räbust alles pärast täielikku jahutamist ja alati tavaliste klaasidega prille kasutades. 2.4. 1 2. Ventilatsiooniseadmed peavad tagama õhuvahetuse käsitsi kaarkeevitamisel kvaliteetse kattega elektroodidega 4000 kuni 6000 m 3 1 kg elektroodikulu kohta. 2.4. 1 3. Töökohas on lubatud järgmised ainete kontsentratsioonid õhus (mg/m3): m argaan ja selle ühendid - 0,3; kroom ja selle ühendid - 0,1; plii ja selle ühendid - 0,001; vesinikfluoriid - 0,5; lämmastikoksiid - 5,0; bensiin, petrooleum - 300,0. Mittetoksilise tolmu kontsentratsioon üle 10 mg/m3 ei ole lubatud, kuid kui kvartsisisaldus tolmus ületab 10%, siis mittetoksilise tolmu kontsentratsioon on lubatud ainult kuni 2 mg/m3.2.5. Esinejate arv
Telefoni automaatjaamade metallkonstruktsioonide keevitusmeetodil paigaldamise töid teeb kokku 3 inimesega üksus, kuhu kuuluvad: 5. kategooria side paigaldaja ja kaks 4. kategooria side paigaldajat, kellest üks on läbinud kursused. keevitustööde teostamise meetodite kohta.2.6. Tööjõukulu
Keevitamise standardaeg - T koosneb viiest elemendist: ettevalmistusaeg - t p, põhiaeg - t o, abiaeg - t in, lisaaeg - t d ja lõppaeg - t z .Kus Y = 7,85 g/cm 3 - vöökoha eritihedus, F = 0,5 5 cm 2 - õmbluse ristlõige, L = 1 00 cm - õmbluse pikkus, d in = 1 0 g/ Ah - elektroodide sadestumine koefitsient, J = 1 80 A - voolutugevus keevitamisel, Kuhja. = 0,25 on koefitsient, mis võtab arvesse töökorraldust, k on koefitsient, mis võtab arvesse töökorraldust 100 cm õmbluse kohta, t o on peamine kaare põlemisaeg. Tööjõukulude arvutamine on toodud tabelis. 3.
Tabel 3
|
Põhjendus (ENiR jne) |
Teoste nimetus |
Üksus |
Töö ulatus |
Standardaeg mõõtühiku kohta, inimtund |
Tööjõukulud kogu mahule, töötunnid |
Hind mõõtühiku kohta, rub.-kop. |
Kulude maksumus kogu mahu kohta, rublad - kopikaid. |
| AT konstruktsioonide metallakende paigaldus keevitusmeetodil |
2.7. Tegevuskvaliteedi kontrolli skeem
Töökvaliteedi kontrolli skeem metallkonstruktsioonide keevitamise teel paigaldamisel on toodud tabelis. 4.Tabel 4
|
Kontrollitavate toimingute nimetus |
Toimingute kvaliteedikontroll |
seotud teenustega |
||||
|
teose produtsent |
meister |
|||||
| Ettevalmistustööd | töökoha õige korraldus. Keevitusseadmete töökindlus ja selle maanduse töökindlus. Vajalike konstruktsioonide ja osade olemasolu ja õige asukoht | visuaalselt | enne metallkonstruktsioonide keevitamise alustamist | |||
| keevisliidete kvaliteet | pragude, pooride, räbu lisamine, läbitungimise puudumine, sisselõiked, longus, põletused, kraatrid, keevisõmbluse ebaühtlased laiused, keevitatud servade nihked | visuaalselt, kasutades 10-kordse suurendusega suurendusklaasi | keevitusprotsessi ajal | |||
3. TEHNILISED JA MAJANDUSLIKUD NÄITAJAD
Töömahukus, inimpäevad - Kestus, päevad. - Töötavate paigaldajate arv, inimesed. - 34. MATERJALID JA TEHNILISED VAHENDID
Tööriistade ja seadmete vajadus on toodud tabelis. 5.Tabel 5
|
Nimi |
Tüüp, kaubamärk, GOST, TU |
Kogus, tk. |
Eesmärk |
|
| Elektriline hoidik 300 A või 500 A jaoks |
GOST 14651-78 E |
keevituselektroodi hoidmiseks | ||
| Keevitustraadi mark ja PRGD L = 3 m |
GOST 6371-77E |
elektrilise hoidikuga ühendamiseks | ||
| Sidumine | juhtmete ühendamiseks | |||
| Maapealne terminal | ühendamiseks keevitatava detailiga | |||
| Dielektrilise käepidemega kruvikeeraja L = 200 mm |
GOST 17199-7 1 |
erinevateks töödeks keevitusseadmete parandamisel | ||
| Kombineeritud tangid L = 200 mm |
GOST 17440-72 |
|||
| Reguleeritav mutrivõti nr 2 |
GOST 7275-75 |
juhtmete ühendamiseks | ||
| Haamer A 2 |
GOST 2310-70 |
õmbluste puhastamiseks | ||
| Kaitseklaas (valgusfilter) tüüp E-2, E-3, E-4 |
GOST 9497-60 |
silmade kaitsmiseks kokkupuute eest keevituskaar | ||
| Kerge klaasi suurus 52×1 04×3 | filtrite kaitsmiseks | |||
| Metallist pintsel cardol entel |
TU- 494-01 -104-76 |
keevitatud pindade puhastamiseks | ||
| Keevitaja mask ShS |
GOST 136 1-69 |
kaitseks küpsetuskaare eest | ||
| peitel |
GOST 72 11-72 |
õmbluste puhastamiseks | ||
| Metallist kokkupandav arvesti |
GOST 7253-54 |
osade ja nendevaheliste kauguste mõõtmiseks | ||
| Keevitustrans for rm at või | ||||
| Elektrijuhtmed |
GOST 9466-75 |