Mõõdiku niidi mõõtmed ja väärtuste tabel võimaldab teil teostada kvaliteetset lõikamist ilma keerukate matemaatiliste arvutusteta. Tabelis on vajalik teave aukude läbimõõdu, rakendatud sammu, puuri jne kohta. Kõik parameetrid on standardiseeritud, mis võimaldab teil saada oma kätega kvaliteetse ja usaldusväärse keermestatud ühenduse.

Fotomeetrilise niidi tabel
- Valdav enamus kinnitusdetailidest põhineb meie riigis meetrilistel niitidel;
- Mõõdulõnga kolmnurkse profiili nurk on 60 kraadi;
- Kõik mõõtmed on millimeetrites;
- Meetriline lõikamine jaguneb toodeteks, millel on suured ja väikesed sammud;
- Suur samm on asjakohane läbimõõduga 1-68 mm ja väike samm - läbimõõdu korral 1-600 mm;
- Suuremahulist lõikamist kasutatakse liigestes, mis alluvad löögikoormusele;
- Peenkeermestamine on asjakohane õhukese seinaga osade jaoks ja liitekohtade tihedaks muutmiseks;
- Väikeste niitide lõikamine on kinnitusdetailide paigaldamisel ja levimisel laialt levinud. See on tingitud asjaolust, et nende abiga on lihtne parameetreid suure täpsusega reguleerida;
- Kõik kaasaegsed masinad on konstrueeritud ainult meetriliste jaotustükkidega.
Omadused ja tähistused
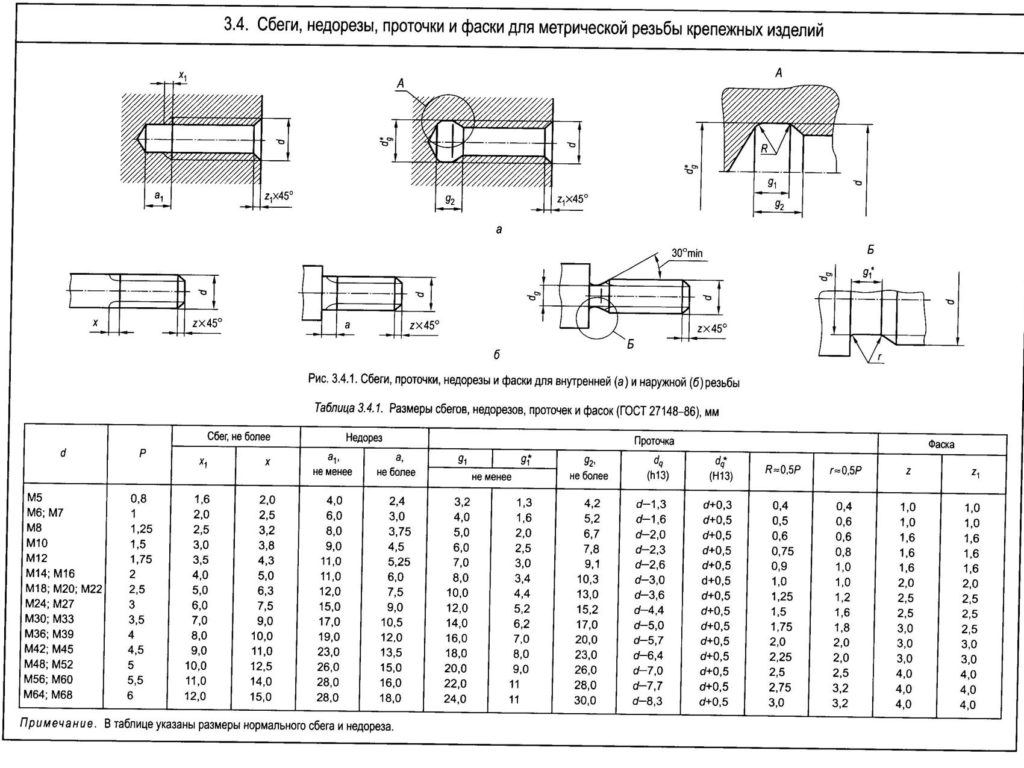
Foto peamiste suuruste tabelist
Seal on meeter, toll, torude lõikamine. Igaüks neist on klassifitseeritud vastavalt mitmele kriteeriumile:
- Pöörde suund on vasak ja parem;
- Profiili kuju - ümar, püsiv, kolmnurkne jne;
- Asukoht - väline, sisemine;
- Pinna olemus ja funktsioon - tolline, meetriline, kooniline jne;
- Sissekannete arv on ühe- ja mitmekordne.
Samal ajal pole tolli ja torude lõikamine nii tavaline kui meetriline. Sellega seoses jättes tolli ja toru keermedja kaaluge mõõdikut üksikasjalikumalt.
Keermel on kaks peamist omadust.
- Nominaalne läbimõõt Neid nimetatakse märkuses kasutatud tingimuslikeks suurusteks. Nominaalläbimõõt on võrdne mutri ja poldi välisläbimõõduga, mis on üksteisega võrdsed.
- Keermespikkus. Keermekõrguse mõõtmed on võrdsed vahemaaga lähimate profiilide kahe identse punkti vahel, mis asuvad samal tasapinnal. Määratlus on üsna keeruline, kuid praktikas on nende suuruste leidmine väga lihtne. Mõõtmete määramiseks peate selle südamikus kerima tihedusega paberilehele poldi ja mõõtma, milline samm asub lähimate soonte vahel. See on samm. Selliste mõõtmete määramine sellisel viisil ei ole ülitäpne meetod. Kuid selleks, et veenduda, et mõõtmed on õigesti arvutatud, on spetsiaalne tabel. See tabel võimaldab teil kontrollida oma arvutusi või määrata vajalikud parameetrid ilma mõõtmisi või matemaatilisi arvutusi kasutamata.
Tollistel, torude ja meie mõõdikute jaotustükkidel on teatud suuruse tähised ja muud parameetrid. Nii et tabel ei tekita palju ebavajalikke küsimusi, proovime rääkida kõigist selles esitatud märkuse nüanssidest.
Lõimede tähistamiseks kasutatakse tähti ja numbreid. Näitena M40 niit. Siin:
- M täht tähendab viilutamise tüüpi. M on meetriline. Ta pole tolli, toru. Siin on kõik väga selge;
- 40 on nimiläbimõõdud. Tähe järel olev number näitab niidi nimiläbimõõtu. Meie puhul on see 40 mm;
- Kui niidi samm on suur, siis seda nimetuses ei kuvata. Seda saab määrata vastavalt GOST-ile.
Alternatiivina kaaluge väikese sammuga näidet - M30x2.
- Siin on läbimõõduga olukord sarnane - see arv on 30;
- Meetriline lõikamine, mida M-täht meile ütleb;
- 2 tähendab, et samm on 2 millimeetrit.
Ja paar olulist punkti.
- Keermel võivad olla erinevad astmed ja see võib olla vasak- või paremakäeline.
- Parempoolset niiti tähistes ei näidata.
- Kui näete midagi sarnast M20 LH, näitab see niidi vasakpoolset suunda.
- Külastuste arv. Ühe lõime puhul numbrit ei näidata, kuna see on alati 1. Kui tegemist on mitme niidiga, näeb tähis välja umbes selline: M30x3 (P2). Siin sulgudes näidatakse niidi sammu ja 2 on kirjete arv.
Koputage valikut
Kraan on peamine töövahend, millega tuleviku sisemine lõikamine toimub keermestatud ühendused. Sest teha erinevaid niidid kindla sammuga, peate ülesannete täitmiseks õigesti valima kraani.
- Kõigepealt peaks kapten valima kavandatud niidi jaoks sobiva kraani tüübi. Meie puhul räägime meeterlõike kraanidest;
- Järgmisena määratakse eesmärk - samm, tolerantsid, profiilivorm;
- Sõltuvalt täpsusklassist otsustab kapten, kas seda on võimalik teha ühe koputusega või komplekti saamiseks vajaliku toimingu lõpuleviimiseks - mustand ja viimane kraan;
- Materjal, millel lõikamine toimub. Peamine materjal, kus niit valmistatakse, on metall. Samal ajal võib see tugevuse osas olla erinev, mis määrab otseselt kraani omaduste valiku;
- Hammaste teritamise eesnurk. Igal metalliliigil on teatud väärtus. Kui see on teras, on nurk 5 kuni 10 kraadi, vase puhul - 0 kuni 5 kraadi ja alumiiniumi korral - 25 kuni 30 kraadi;
- Kraane saab teha tavalistest, ülitugev teras või tavalisest metallist, kuid suurema tugevusega joodistega. Viimane võimalus võimaldab teil kraanide tootmise kulusid vähendada, kuid säilitada nende kõrge töökindlus;
- Kraani valimise võti on augu läbimõõt. Just sellel toimub sisemise niidi lõikamine;
- Sel juhul peab tööriista läbimõõt olema pisut väiksem kui augu läbimõõt. Kui vajate meetrilist tüüpi niiti M20, see tähendab, et kraani läbimõõt on 20 mm, siis on augu läbimõõt 19 mm. Kõik nõutavad parameetrid määratakse spetsiaalse standardiseeritud tabeli abil;
- Kui niidil pole erinõudeid, rakendatakse tabelis täpsustatud standardset sammu.
Nüansse viilutamine
Kui on kindlaks määratud vajaliku keerme läbimõõdud ja muud parameetrid ning kraan ise valitud, tuleks läbi viia lõikamine.
- Toorik, millel lõikamine toimub, kinnitatakse vastupidi.
- Augu telg peaks olema töölaua suhtes võimalikult risti.
- Kraan paigaldatakse krae pistikupessa, vertikaalses asendis algab see tooriku augu all olevasse faasi.
- Kahe käega hoiab kapten nuppu, vajutades kraani osa külge ja pöörates päripäeva.
- Tööriista tuleks pöörata kergelt, sujuvalt ja ühtlaselt, väikese survega.
- Tehakse kaks täispööret, pärast mida tehakse pool pööret vastupäeva.
- Keermete tegemise protsessis jahutatakse tööriist tingimata. Kui see on alumiinium, kasutatakse petrooleumi, tärpentin toimib vase jahutina ja terasetoodete emulsioonina. Malm ja pronks ei vaja jahutamist.
- Sisekeere viiakse läbi kraanide komplekti abil.
- Esiteks kasutatakse töötlemata tööriista, seejärel keskmist ja viimistlustööd lõpevad. Kui välistate ühe kraani, ei kiirenda lõikamise protsessi, kuid niit ise osutub kvaliteedis palju halvemaks.
Jookse meetriline lõige pole keeruline, kui kasutate sobivaid tööriistu ja tuginete spetsialiseeritud tabelite standardiseeritud parameetritele.
Keermestatud aukude läbimõõtude tabel
Niit tähistab konstantse ristlõikega spiraalset soont, mis on tehtud välisele (väliskeermele) ja sisemisele (sisemisele keermele) silindrilisele või koonilisele pinnale. Seda kasutatakse osade ühendamiseks, samuti pöörlemisliikumise muundamiseks translatsiooniliseks või vastupidi, mehhanismides ja masinates.
Niit on ühe käivitusega, moodustatud ühe spiraali (keerme) või mitme käivitusega, mis on moodustatud kahest või enamast joonest.
Spiraali suunas niit jaotatud paremale ja vasakule.
Sõltuvalt suuruse süsteemist niit seal on meeter, toll, toru.
Meetrikas nikerdus kolmnurkse profiili nurk on 60 °, välis-, kesk- ja siseläbimõõt ning kalle niit väljendatuna millimeetrites. Suure sammuga meetrilised niidid on tähistatud tähe ja numbriga, mis väljendavad välisläbimõõtu millimeetrites: M10, M16 jne. Et näidata niit väikese sammuga (pöörete vaheline kaugus) lisatakse neile andmetele sammu väljendav number niit millimeetrites: M6 × 0,6, M20 × 1,5 jms.
Tollides nikerdus kolmnurkse profiili nurk on 55 °, niidi läbimõõt on väljendatud tollides (1 tolli \u003d 2,54 cm) ja samm on niitide arv tolli kohta.
Tähistusnäide: 1 1/4 ″ (välisläbimõõt niit tollides).
Toru niit erineb tollist selle poolest, et selle esialgne suurus pole mitte välisläbimõõt, vaid toruava läbimõõt, mille välispinnale on lõigatud niit.
Nimetusnäide: 3/4 ″ toru. (numbrid tähistavad toru siseläbimõõtu tollides).
Lõikamine niit Seda teostatakse nii puurimis-, treimis- kui ka spetsiaalse keermestamise (profiiliga knurling) masinatel, samuti käsitsi. Metallide käsitsi töötlemisel sisemine niit lõigatakse kraanidega ja välimine sureb.
Vastavalt sellele, sõltuvalt lõike profiilist niit kraanid jagunevad kolme tüüpi: meetermõõdustiku, tolli ja toru jaoks.
Käsitsi (lukksepa) kraanid viiakse tavaliselt läbi kolmest või kahest tükist. Esimene ja teine \u200b\u200bkraanid niit eelnevalt lõigatud ja kolmas annab sellele lõpliku suuruse ja kuju. Tavaliselt tähistatakse komplekti iga kraani arvu saba mustrite arvuga. Seal on komplektid, mis koosnevad kahest kraanist: esialgne (eelnõu) ja õiglane. Esimene ja teine. Kraanid on valmistatud ülitugevast süsinikust ja legeeritud terasest.
Matriitsid või pinnaplaadid, mis on ette nähtud väliskülje lõikamiseks niitsõltuvalt konstruktsioonist jagunevad ümarateks ja prismadeks (libisevateks).
Keermete lõikamisel kinnitatakse ümmargused matriitsid spetsiaalsesse kruvikeerajasse.
Sisemine keermestamine
Seestpoolt lõikamiseks niit kõigepealt valmistatakse auk kraaniga. Puur võtab veidi suurema läbimõõdu kui nõutav siseläbimõõt niit: kui need läbimõõdud on võrdsed, surub lõikamise ajal välja pressitud materjal tugevalt tööriista hambaid. Selle tagajärjel hambad kuumenevad ja metalliosakesed kleepuvad nende külge, niit selgub rebenenud kammkarpidega (niidid), samal ajal kui kraan võib puruneda.
Joonis näitab sisemise sisselõiget niit:
a - kraan, b - lõikamine niit.
Kraani kujundus
1 - sisselaskeosa;
2 - kalibreeriv osa;
3 - kiibi soon;
4 - vars;
5 on ruut.

Järgnev joonis näitab välisosa lõikamist niit:
a - ümmargune stants, b - prismaatiline (libistatav) stants, c - lõikamine niit.
Põhimärgistused:
d1 - siseläbimõõt niit poldid.
D2 - keskmine läbimõõt niit poldid.
D1 - siseläbimõõt niit pähklid.
D2 - keskmine läbimõõt niit pähklid.
P - samm niit.
H1 - profiili kõrgus.
d augud - lõikamisava läbimõõt niit.
Selleks, et mitte arvutada all oleva augu läbimõõtu
niit, saate tabelit kasutada.
| Keerme läbimõõt mm | D 2 \u003d d 2 mm | D 1 \u003d d 1 mm | P millimeetrites | H 1 mm | d augud mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
INTERSTATE STAND
METRIKAITEGA
Läbimõõdud ja astmed
Ametlik väljaanne
STANDARDIMISE, METROLOOGIA JA SERTIFITSEERIMISE INTERSTATE NÕUKOGU
ISS 21.040.10 rühm G13
vastavalt GOST 8724-2004 (ISO 261-98) Vahetatavuse põhinormid. Keerme meeter. Läbimõõdud ja astmed
(ICS nr 10, 2004)
Eessõna
1 ARENGUD masinaehituse mõõtevahendite teadusliku uurimis- ja projekteerimisinstituudi poolt (OJSC “Mõõtmiste uurimisinstituut”)
2 SISSEJUHATUD Venemaa riikliku standardi järgi
3 VASTU VÕTNUD riikidevahelise standardimis-, metroloogia- ja sertifitseerimisnõukogu poolt (6. novembri 2002 protokoll nr 22)
4 See rahvusvaheline standard on identne tekstiga ISO 261-98, ISO üldotstarbelised niidid. Läbimõõdud ja astmed läbimõõduvahemikus 1 kuni 300 mm ”ja sisaldavad lisanõudeid, mis kajastavad riigi majanduse vajadusi
5 Riigikomitee määrus Venemaa Föderatsioon 23. juuni 2003. aasta standardimise ja metroloogia kohta nr 1, 201 kehtestati riikidevaheline standard GOST 8724-2002 (ISO 261-98) otse Vene Föderatsiooni riigistandardina alates 1. jaanuarist 2004
6 Asendus GOST 8724-81
© IPK Standards Kirjastus, 2003
Seda standardit ei saa Venemaa Föderatsiooni territooriumil täielikult ega osaliselt reprodutseerida, dubleerida ega levitada ametliku väljaandena ilma Venemaa riikliku standardi loata
1 kasutusala ............................................... ......... 1
3 määratlust ................................................ .............. 1
4 Läbimõõtude ja astmete valimine ............................................. ....... 1
5 niidi tähistus ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
INTERSTATE STANDARD
Vahetatavuse põhistandardid
METRIKAITEGA
Läbimõõdud ja astmed
Vahetatavuse põhinormid. Meetrilised kruvikeermed. Üldplaan
Sissejuhatus kuupäev 2004-01-01
1 kasutusala
See standard kehtib üldotstarbeliste meetriliste niitide kohta, mille profiil on vastavalt GOST 9150, ja nende läbimõõt on vahemikus 0,25 kuni 600 mm ja astmed vahemikus 0,075 kuni 8 mm.
Meetriliste keermete peamised mõõtmed on kooskõlas standardiga GOST 24705.
Keerme tolerantsid vastavad standarditele GOST 9000 ja GOST 16093.
Lisanõuded, mis kajastavad riigi majanduse vajadusi, on toodud kaldkirjas.
GOST 9000-81 Vahetatavuse põhinormid. Meetriline niit läbimõõduga alla 1 mm. Lubatud hälbed
GOST 9150-2002 vahetatavuse põhinormid. Keerme meeter. Profiil
GOST 11708-82 Vahetatavuse põhinormid. Niit. Mõisted ja mõisted
GOST 16093-70 vahetatavuse põhinormid. Keerme meeter. Lubatud hälbed. Lossimismaandumised
GOST 24705-81 vahetatavuse põhinormid. Keerme meeter. Põhimõõtmed
3 Mõisted
Mõisted ja määratlused - vastavalt standardile GOST 11708.
4 Diameetrite ja astmete valimine
4.1 Läbimõõdud ja keermeastmed peaksid vastama tabelis 1 näidatule.
Keerme läbimõõdu valimisel tuleks eelistada esimest rida teisele ja teist kolmandale.
Ametlik väljaanne
| Tabel 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Keerme nominaalne läbimõõt d \u003d D |
|||||||||||
| Tabeli 1 jätkamine |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Keerme nominaalne läbimõõt d \u003d D |
||||||||||
| 1. tabeli lõpp |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 niidi tähistust
5.1 Keerme suuruse sümbol peaks sisaldama tähte M, niidi nimiläbimõõtu ja niidi sammu, väljendatuna millimeetrites ja eraldades seda tähega "x".
Näide: M8x1,25
Keerme määramise olulise sammu võib ära jätta.
Näide: M8.
5.2 Vasakpoolse niidi sümbolit täiendatakse tähtedega LH.
Näide M8x1 - LH
5.3 Mitu keermet tähistatakse tähega M, keerme nimiläbimõõduga, tähisega x, tähtedega Ph, löögi väärtusega, tähega P ja sammu väärtusega.
Näide topeltkeermest, mille nimiläbimõõt on 16 mm, käik 3 mm ja samm 1,5 mm.
Sama vasakpoolse keermega:
M16xRMP1,5 - LH
Selguse huvides võib tekst sulgudes näidata lõime alustamise arvu.
Näide: М16хРМ1.5 (kaks lähenemist)
5.4 Niidi täielik tähistamine hõlmab niidi suuruse ja tolerantsiväljade tähistamist vastavalt standardile GOST 9000 või GOST 16093.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Märksõnad: niit, meetriline niit, läbimõõdud, astmed, konventsioonid
Toimetaja R.G. Goverdovskaya tehniline toimetaja V.N. Prusakova korrektor M.S. Kabashova arvutipaigutus S.V. Ryabovoy
Toim. isikud. Nr 02354, dateeritud 14. juulil 2000. Esitatud 12. augustil 2003. Allkirjastatud trükis 15. septembril 2003. Teenuse printimine 1.40. Uch.- publ. 0,65.
Tiraaž 1150 eksemplari. C 11890,3ac, 786.
IPK Standardite Kirjastus, 107076 Moskva, Kolodezny per., 14. http://www.standards.ru e-post: [e-posti aadress on kaitstud]
Tüüpitud kirjastuses PC-filiaalis IPK standardite kirjastus - tüüp. “Moskva printer”, 105062 Moskva, Lyalin per., 6.

