Väga sageli on igapäevaelus vaja keevitamist kasutada, eriti eramajas. Kui tööd on palju, võite kasutada keevitaja teenuseid, kuid kui tegemist on paari väikese tootega, siis on parem kasutada inverterkeevitusmasinat.
Miks inverter? Tegelikult on see üks lihtsamaid, taskukohasemaid ja mugavamaid keevitusviise. Algajatele mõeldud inverterkeevitus keevisliidete teemasse süvenemiseks aitab teil põhitõdesid selgeks teha, kulutades vähe raha, ilma palju koonuseid toppimata.
Inverterkeevituse eelised
Selle lihtsamaks muutmiseks vaatame seda tüüpi keevitamise eeliseid:
- kättesaadavus (see on peaaegu kodumasin, igas keevitusseadmete kaupluses on lai valik invertereid);
- odavus (mõned keevitused maksavad vähem, kui maksate keevitaja teenuste eest);
- kerge kaal, liikuvus (seadmed kaaluvad 3-10 kg ja neid on lihtne ühest kohast teise teisaldada);
- universaalsus (sellise seadmega saab keevitada praktiliselt iga metalli);
- efektiivsus (inverteri kasutegur on umbes 90%, mis tähendab, et elektriarved ei ole suured);
- madalpinge nõuded (3 mm elektroodiga on võimalik teha keevitustöid madalatel vooludel 180 - 170 V võrgus)
- õppimise lihtsus (pärast selle materjali lugemist on teil juba piisavalt teadmisi, et ise keevitada).
Enne kui mõistate, kuidas inverterkeevitusega keevitamist alustada, peate tegema eelnevad ettevalmistused. See koosneb mitmest ohutusnõuetest ja see on korralikult paigutatud riietus töökoht, isikukaitsevahendid ja nii edasi.
Teisest küljest on see sobivate elektroodide ja ka õigete elektroodide kasutamine. Ilma nende teadmisteta on üsna raske saada ühtlast kvaliteetset õmblust, kuid veelgi keerulisem on enda turvalisuse tagamine.
Kaitsevahendid
Alustame sellest, kuidas õppida ohutult keevitama või kuidas end kaitsta inverteriga metalli keevitamisel. Meil on vaja:
- Paksest kangast (mitte kummist) kindad.
- Keevitusmask. Igal keevitusvoolul peab maskil olema oma filter, muidu saad "jänku" ehk tahe kinni. Saate ka osta - see on keevitajale spetsiaalne mask, mis kohandub iseseisvalt kaare intensiivsusega. Kameeleoni puhul on üks märkus - madalatel temperatuuridel reaktsioonikiirus väheneb.
- Riietus, mis ei sütti sädemetest. Pükste, toppide ja kingade nõuded on universaalsed – need peavad taluma katlakivi sissetungimist ega tohi samal ajal põleda.

Töökoha ettevalmistamine
Järgmine samm on luua mugav tööplatvorm, et õppida keevitusinverteriga süüa tegema. Kogenud keevitajad eelistavad kasutada spetsiaalset keevituslauda, algajatele sobib iga metalllaud keevitatavate detailide mugavaks positsioneerimiseks ja vajadusel ka fikseerimiseks.
Loomulikult tuleb tagada piisav valgustus. Kuna inverteriga töötamisel võivad tekkida sädemed ja suured katlakivid, tuleb laud ja selle ümbrus puhastada tule- ja tuleohtlikest vedelikest ja materjalidest. Keevitaja ise peab seisma võimaliku elektrilöögi eest kaitsval pinnal, näiteks puidust tekil.
Kuidas valida elektroodi
Algajatele inverteriga keevitamiseks mõeldud elektroodi valimiseks peame teadma: metalli tüüpi ja selle paksust. Kogenumad keevitajad võtavad arvesse ka keevitamise asendit, läbitungimissügavust ja muid nüansse, kuid meile piisab vaid kahest punktist. Iga metallitüübi jaoks on olemas teatud tüüpi elektrood, need toodetakse metalli kindla koostise jaoks.
Roostevaba sulamit, malmi või tavalist terast ei saa keevitada sama klassiga. Elektroodi paksus valitakse metalli paksuse ja soovitud läbitungimissügavuse alusel. Algajatele soovitame võtta terasdetailid ja keevitada need elektroodidega, näiteks OK-46 või UONII 13/55, läbimõõduga 3–4 mm.

UONII elektroodid
Inverteri juhtmestiku skeem, polaarsus
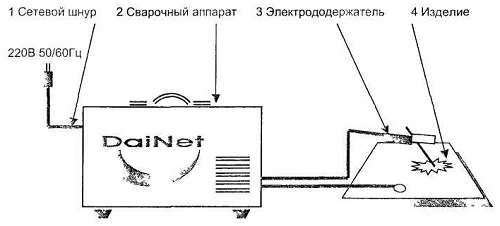
Üldskeem näeb välja umbes selline - keevitusinverteri pesa, massikaabel ja elektroodiga kaabel. Siin oleme rohkem huvitatud keevitusinverteri juhtme ühendamisest. Seadmest tuleb kaks kaablit, esimene on mass, selle otsas on pesulõks või klamber, teine juhe on valmistatud käepideme kujul koos klambriga elektroodi jaoks.
Massikaabli kinnitame otse keevitatava tooriku külge või töödeldava detailiga kokkupuutuva keevituslaua külge. Sisestame ja tõmbame elektroodi klambriga juhtmesse.
Ühendusvõimalusi on kaks: otsepolaarsus (maandus +, käepide -) ja vastupidine polaarsus (maandus -, käepide +). Otsese polaarsusega väheneb metallile mõjuv soojushulk, tungimine on sügavam. Keevitusinverteri otseühendus võimaldab keevitada paksu metalli.
Inverteriga keevitamisel pöördpolaarsus koondab soojuse tootele ja võimaldab paigaldada laiema õmbluse, kuid väiksema läbitungimisega. Selle ühendusega pruulitakse õhukest metalli, mida on lihtne läbi põletada.
Keevitusinverteri ühendamine võrku
Metalli ettevalmistamine
Keevitatavad osad tuleb hoolikalt ette valmistada. Selleks puhastatakse servad spetsiaalse harjaga, eemaldades oksiidikihi. Pärast töötlemata puhastamist tehakse täiendav rasvaärastus spetsiaalsete vahenditega.
Asetage keevitavad osad õigesti. Sõltuvalt nende asukohast eristatakse mitte ainult ühenduste tüüpe, vaid ka elektroodi liikumismustrit, pinget, otsest või vastupidist kallet. Seal on järgmised ühendused:
- tagumik;
- nurk;
- tee;
- lõpp;
- süles.
See lõpetab ettevalmistustöö. Praeguse tugevuse küsimus jäi lahendamata. Alustuseks tasub valida see parameeter vastavalt elektroodide tootja poolt määratud väärtustele. Need leiate karbilt. Väärtust ei tohiks seada maksimumist kõrgemale, muidu põleb metall läbi, aga saab ka niimoodi metalli lõigata. Kui vool on seatud liiga madalaks, siis kaar ei sütti ja elektrood hakkab kleepuma.
Keevitusega saab mitte ainult ühendada, vaid ka lõigata osi. Olles õppinud, kuidas keevitamiseks inverterit kasutada, saate aru saada teemast - "Kuidas metalli lõigata?" Piisab voolutugevuse suurendamisest ja saate liitmikud või nurgad ära lõigata. Samuti väärib märkimist, et ühtlasest lõikest pole juttugi.

Voolutugevuse valik elektroodiga keevitamisel
Kuidas töötada keevitusinverteriga
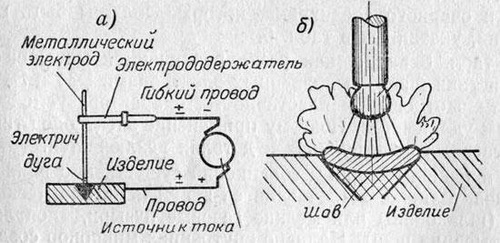
Algajatele mõeldud inverterkeevitus toimub siis, kui metalli ja elektroodi vahele tekkinud kaar hakkab sulatama elektroodi varda, aga ka osa metallist. Saadud vannis metallid segunevad ja moodustavad õmbluse. Vannis oleva sulametalli oksüdeerumise ja pritsmete eest kaitsmiseks aitab elektroodile kantud spetsiaalse kattekihi kiht.
Kaarsüüde
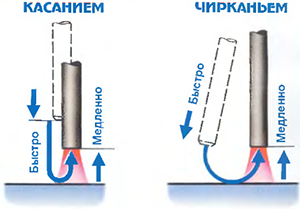
Seda tehakse ühel kahest viisist:
- streik;
- koputades.
Elektroodiga lüües (nagu tikku) provotseerime kaare alguse kohta, kus keevitamine algab. Täpsustuseks puudutame metalli elektroodiga, seejärel juhime selle pinda puudutades ja tõstame elektroodi sujuvalt määratud kaugusele. Sel juhul, kui süttimist ei toimunud, võivad sulaelektroodi osad jääda metallile. Seetõttu peate lööma otse ristmikul või selle läheduses.
Peaaegu samamoodi süüdatakse elektrood koputades. Erinevus seisneb selles, et me ei juhi seda mööda metallpinda, vaid lihtsalt puudutame keevituskaabli serva keevisõmbluse alguse kohani ja eemaldame elektroodi.
Kaarsüütemeetodid
Kuidas elektroodi keevitamise ajal liigutada
Kõik varem kirjeldatud protsessid ei olnud algajale keerulised, kuid nüüd liigume edasi keerukamate ülesannete juurde. Esimene raskus, millega algaja keevitaja silmitsi seisab, on elektroodide liikumise skeem ühtlase õmbluse moodustamiseks.
Kui süüdate kaare ja seejärel juhite elektroodi lihtsalt ühtlaselt piki ristmikku, on hea läbitungimise ja ühtlase õmbluse saamise tõenäosus minimaalne. Erandiks on õhukesed metallid, mille puhul seda keevitusmeetodit kasutatakse.
Kolm ilusat õmblust hoidvat sammast on:
- elektroodi kaldenurk;
- piki- ja põikisuunaliste liikumiste skeem;
- elektroodi kiirus.
Kuidas õppida metalli ühtlaselt keevitama
Alustame järjekorras, kaldenurgaga. Optimaalseks ette- ja tahapoole keevitamiseks loetakse nurk 30-40 kraadi. Raskesti ligipääsetavate kohtade puhul võib kasutada täisnurga (90 kraadi) all töötamist.

Elektroodi kaldenurk keevitamise ajal
Nagu me juba ütlesime, ei asetata õmblust lineaarsele liikumisele, vaid kombineeritud piki- ja põikisuunas. Seal on spetsiaalsed mustrid, mille abil saab treenida elektroodi liigutama. Võite alustada lihtsate lokkidega mõlemas suunas, seejärel harjutada keerukamaid ja nurgelisemaid mustreid. Iga keevitaja valib iseseisvalt endale sobiva skeemi. Kätt saab treenida kodus ja ilma keevitamiseta, joonistades paberile skeeme.
Keevisõmbluste valmistamise viisid
Kiirust treenitakse osaliselt diagrammide joonistamisel. Iga joon peab olema selgelt tõmmatud, nii et kõik liigutused toimuvad sujuvalt ja mõõdukalt. Aja jooksul, sõltuvalt vanni seisukorrast, saate oma kiirust reguleerida.
Mida kiiremini elektrood liigub, seda väiksem on läbitungimine. Kui sõidate sellega aeglaselt, võib tekkida metalli ülekuumenemine ja selle põlemine.
Kaare vahe juhtimine
Viimane, kuid mitte vähem oluline punkt on kaugus elektroodi ja metalli vahel või kaare vahe. Väike vahe, kuni 2 mm, toob kaasa asjaolu, et moodustub lühike kaar. See ei suuda ristmikku piisavalt soojendada, mistõttu on läbitung madal ja osa sulaelektroodist ulatub tugevalt pinnast välja.
Suur vahe, üle 3 millimeetri, toob kaasa asjaolu, et kaar on väga suur. Suur kaar on ebastabiilne, muutes pidevalt sulamissuunda. Ka sellistega pikamaa sulatusvann ei ole täielikult kaetud kaitsekihiga, mis tähendab, et pritsimine suureneb.
Inverteriga hästi küpsetamiseks vajate õigesti valitud vahet. Algajale keevitajale on optimaalne kaarevahe 2-3 mm. Sellise vahemaa korral soojendab kaar metalli piisavalt üles, et saada sügav ja lai tungimine, lisaks töötab kaitsekiht täielikult.
Sõltuvalt inverteri mudelist ja mitmesuguste keevitamist hõlbustavate funktsioonide olemasolust pole mõnikord vaja elektroodi ja metalli vahelise kauguse säilitamist. Piisab, kui juhtida elektrood piki metalli pinda.
Kasulik täiendus ülaltoodule on järgmise video vaatamine:
- Ärge jätke tähelepanuta kaitsevahendeid, eriti silmade kaitset. Isegi põgus keevitus võib põhjustada võrkkesta põletusi ja pikem kokkupuude põhjustab paratamatult nägemise halvenemist või isegi kaotust.
- Kui proovite esimest korda erinevaid liitekohti keevitada, saate palju vigu. Enne viimistlustööde alustamist soovitame teil mitu päeva harjutada erinevat tüüpi ühendusi.
- Keevitamisega võib tegelema hakata isegi laps, kuid ühtlane ja töökindel keevisliide on koolituse ja põhjaliku ettevõtlusele lähenemise tulemus.
- Ärge unustage pärast keevitamist räbu peksma, vastasel juhul stimuleerite korrosiooniprotsesse.
- Kas pole kindel, miks elektrood kleepub? Pöörake tähelepanu praegustele seadistustele, samuti elektroodide kuivusele.
- Inverteri elektroodid tuleb kerida kuivas ruumis. Toores elektroode saab kuivatada ahjus.
- Enne sisse-/väljalülitamist kontrollige juhtme asendit, vastasel juhul võib tekkida lühis.
- Keevitusinverteri kasutusjuhend sisaldab teavet töötsükli kohta. See on mehhanismi pideva töö optimaalne kestus, mille järel tööseade hakkab üle kuumenema. Töötsükkel tuleb vahelduda pausidega.
Loodame, et see materjal on täielikult vastanud teie küsimustele ja saate hõlpsalt ühendada keevitusinverteri, inverterkeevitustehnika on muutunud teile kättesaadavaks. Seda juhendit kasutades hakkate järk-järgult oma oskusi täiendama, saate ilma probleemideta metalli keevitada inverteriga.
Pärast väikest harjutamist saate tara iseseisvalt välja vahetada, viinamarjade kaare keevitada ja mitmeid muid keevitustöid.
Kuidas õppida iseseisvalt keevitamist. (10+)
Algaja keevitaja õpetus
Räägime sellisel teemal nagu keevitamine. Ta hirmutab paljusid inimesi. Mõned suhtuvad mustas maskis mehesse aupaklikult. Keegi arvab, et ta ei saa seda üldse õppida.
Kõigil on osaliselt õigus. Selleks, et õppida, kuidas osi keevitamise abil tõeliselt ja usaldusväärselt ühendada, peate kulutama palju aega õppimisele, põhitõdede õppimisele, harjutamisele, teooria täiendamisele ja lõpuks kogemuste kogumisele. Aga ma ei hirmuta sind. Ma mõtlesin täpselt sama umbes kaheksa aastat tagasi. Siiski on vaja teha keevisliited tema majapidamises inspireeris mind ostma keevitusaparaat, millega läksin oma kasuisa juurde, kes töötas kunagi keevitajana, ja ütlesin: "Õpetage!". Siis pidin raamatuid lugema, esimesed kujundused osutusid kõveraks, õmblused olid heterogeensed, haprad. Kuid aeglaselt tuli kogemus - "raskete vigade poeg" ja tasapisi hakkas kõik välja kujunema. Ja ma hakkasin protsessi nautima. Mida sa tahad. Täna ei pea ma ennast üldse professionaaliks, kuid eelmisel hooajal panin juba rahulikult kokku arvestatava suurusega tõsise konstruktsiooni. Töötati koos vana professionaalse keevitajaga. Ta ei kurtnud kunagi mu õmbluste üle. Sissejuhatuse kokkuvõtteks ütlen: keevitamine on väga huvitav, aga ka väga keeruline protsess, mida erasektoris vaja läheb ja tegelikult on väga tore, kui omandad selles küsimuses vajalikud oskused. Siis olete palju õla all. Nüüd korras. Minu eesmärk on saavutada mitte ainult see, et sa võtad osad, keevitusmasina ja midagi keevitad, vaid et sul oleks arusaam protsessist ja kõigi detailide tähtsusest lõpptulemuse mõjutamisel (ja neid on palju selles protsessis). Kaalume eranditult käsitsi kaarkeevitus- kõige populaarsem keevitusviis, eriti igapäevaelus. Küsimuste korral, mis nõuavad teie arusaamist, viitan allikatele. Muidu ei tule mulle mitte artikkel, vaid "romaan keevitusest".
Mis on keevitamine?
Niisiis, mis on keevitamine ja mis tüüpi see on olemas? Klassikaline keevitamise määratlus on: "Püsivate ühenduste saavutamise protsess, luues ühendatavate osade vahel aatomitevahelised sidemed, kui neid kuumutatakse ja (või) plastiliselt deformeeritakse." Kõlab raskelt. Ja muide, see võib kehtida mitte ainult metallide, vaid ka plastide ja keraamika kohta. Aga meid huvitab täna muidugi metall ja mis sellest saab? Seejärel tilgutage klaasi vette tilk joodi või briljantrohelist. Näete, kui järk-järgult muutub vesi värviliseks. Toimub difusiooniprotsess. Ja nüüd pane sama tilk klaasi koos kuum vesi. Näete, et protsess on palju kiirem. Kujutage nüüd ette, et teil on kaks osa. Nad on üksteisele väga lähedal. Need hakkavad sulama kõrge temperatuuriga elektrikaare abil. See on väga keeruline asi ning selle esinemise ja elu põhimõte pole lihtne. Näete ise, kui huvitav on selle põletamise protsess. Kuid meid huvitab see ikkagi materjalile energia ülekande seisukohalt.
Seega sarnaneb protsess klaasis nähtule. Aga veelgi kiiremini ja raskemini. Metall on tihe struktuur. Aatomid asuvad üksteise lähedal. Kuumutamise mõjul (ja see võib tekkida ka plastilise deformatsiooni käigus), nimelt nn. aktivatsioonienergia - termiline või mehaaniline, hakkab toimuma materjalide sulamine ja läbitungimine. Nõuetekohase keevitamise korral hakkab keevisõmbluse jahtumise hetkel tekkima metalli uus kristalne struktuur, mis reeglina koosneb mõlema detaili materjalidest ja lisandmetallidest ning keemilised ained, mis toob kaasa kuluelektroodi ja selle katte (on ka mittekuluvaid elektroode!). Seetõttu on keevisõmbluse materjal alati erinev ühendatavate elementide materjalist, kuid õmbluse tugevus ei jää tavaliselt alla mitteväärismetalli tugevusele. Üldiselt toimub sellise materjalide kombinatsiooni käigus tohutult palju protsesse - nii füüsikalisi kui ka keemilisi. Neid kõiki on selles materjalis lihtsalt võimatu arvestada.
Kahjuks esineb artiklites perioodiliselt vigu, neid parandatakse, artikleid täiendatakse, arendatakse, koostatakse uusi. Tellige uudised, et olla kursis.
Kui midagi jääb arusaamatuks, küsige kindlasti!
Küsi küsimus. Artikli arutelu. sõnumid.
Ukselehele keevitatud raam, mõõt 2,2x1,2 (m). Kuidas õigesti keevitada plekki (paksus 2mm), et see ei oleks "tõmmatud".
Kuidas täita rada betooniga, betoneerida platvormi ....
Kruntvooder. Omadused ja saladused....
Kuidas vooderdust värvida või lakkida? Kas seda on vaja kruntida?
TEX värv. Tagasiside, omadused, omadused, funktsioonid, rakenduskogemus ...
TEX värv mulle ei sobi. Jagan üksikasju. Minu ülevaade, omadused ja eriline...
Kuidas muuta elektriline gaasigeneraator oma kätega propaaniks?
Kirjeldatud viisil saate muuta lihtsad karburaatormootorid propaaniks ...
Seega, kui olete keevitamises uustulnuk ja tänu TD "Dokale" ostsite just suurepärase inverter-tüüpi keevitusmasina ja imelise "kameeleoni" maski, siis see artikkel on teie jaoks.
Enne keevitamise alustamist tahaksin rääkida ohutusreeglitest keevitusseadmetega töötamisel. Ärge ignoreerige seda hetke. Soovitame tungivalt tutvuda PUE (elektripaigaldiste käitamise reeglid) peatükiga 7.6 "Elektrikeevituspaigaldised". Veenduge, et sellest dokumendist saate palju kasulikku teavet mitte ainult keevitusseadmete käsitsemise ohutuseeskirjade, vaid ka kõigi teie seadmete elektriohutuse kohta. maamaja, suvilad.
Järgmiseks läheb kindlasti vaja kvaliteetseid keevituskindaid (kedrid) ja mittesüttivast materjalist riideid. Paljud proovivad süüa teha majapidamis- (aiandus)kinnastega ja vahel isegi varrukateta riietega. Uskuge mind – keevituspritsmete põletused on väga valusad ja paranevad väga kaua. Samuti kinnita kindlasti kõik nööbid ja kanna kvaliteetseid kingi. Eriti meeldejäävad olid juhtumid, kui kuum metall ja räbu lendasid kraesse ja saabastesse, millesse olid tõmmatud püksid. Hüüded, tantsud, algajate keevitajate osavuse imed.

 Püüdke võimalusel vältida pikkade kandurite kasutamist, kuna see põhjustab keevitusmasinate võimsuse märkimisväärset kaotust. Kui kasutate endiselt sellist kandurit, kerige kaabel rullilt lõpuni lahti.
Püüdke võimalusel vältida pikkade kandurite kasutamist, kuna see põhjustab keevitusmasinate võimsuse märkimisväärset kaotust. Kui kasutate endiselt sellist kandurit, kerige kaabel rullilt lõpuni lahti.
Elektroode tuleb kuivatada, vajadusel kaltsineerida. Algajana ei pruugi keevituskaare süütamine olla lihtne, kaltsineerimata elektroodidega on seda kordades keerulisem teha. Kaltsineerimise režiimid (temperatuur ja aeg) on näidatud elektroodide pakendil. Meie poes on kõik keevitamiseks olemas, nii et kui otsustate osta ahju või küpsetuselektroodide korpuse, aitame teid hea meelega valiku tegemisel.

Kameeleonmask tuleb kohandada vastavalt konkreetsele töötüübile ja keevitusvoolu suurusele. Lugege kindlasti hoolikalt keevitusmaski passi või kasutusjuhendit. Ärge alustage keevitamist, kui pole veendunud, et valgusfilter töötab. Mõni unustab selle Grind asendist (puhastamine) tõlkida – saab korraliku "jänese".
 Keevitusvool tuleb valida vastavalt valmistatava keevisliite tüübile, ärge unustage, et alumises asendis on see alati 20-30% kõrgem kui laes ja 10-20% kõrgem kui vertikaalses. Ligikaudne voolutugevus on näidatud elektroodidega karbil.
Keevitusvool tuleb valida vastavalt valmistatava keevisliite tüübile, ärge unustage, et alumises asendis on see alati 20-30% kõrgem kui laes ja 10-20% kõrgem kui vertikaalses. Ligikaudne voolutugevus on näidatud elektroodidega karbil.
Algajatele on soovitatav alustada toiduvalmistamist rutiilelektroodidega, näiteks MP3-C.
Te ei tohiks kohe proovida toodet küpsetada: vannipaaki või tara panna jne, hoolimata asjaolust, et üldiselt pole see kuigi keeruline. Pidage meeles, et värvatud sõduri põhirelv on labidas ja algaja keevitaja on nurklihvija, tuntud ka kui veski. Seega, et põhitööriista kasutamine oleks edaspidi minimaalne, tuleb “keevituse tunnetamiseks” alustada katsehelmeste pealekandmisest (pindamisest).

Esimestel treeningutel on soovitav leida piisava suurusega paks metallplaat. Puhastage metalli pind veskiga metallilise läike saamiseks ja kandke testrulli alumisse asendisse nurgaga ettepoole ilma elektroodi võnkumiseta paremakäelise puhul ja paremalt vasakule, kui olete vasakukäeline. -käeline.
Katsetage keevitusvoolu ja elektroodidega manipuleerimist.
 Järgmisena keevitage rullid, tehes võnkuvaid põiki liigutusi. Tavaliselt on elektroodide manipuleerimise geomeetria selline, nagu on näidatud alloleval joonisel. Rull peaks olema ühtlaste kaaludega sile. Professionaalide üldreegel: kvaliteetse läbitungimise ja välimuse tagamiseks peaks keevitusvool olema võimalikult kõrge.
Järgmisena keevitage rullid, tehes võnkuvaid põiki liigutusi. Tavaliselt on elektroodide manipuleerimise geomeetria selline, nagu on näidatud alloleval joonisel. Rull peaks olema ühtlaste kaaludega sile. Professionaalide üldreegel: kvaliteetse läbitungimise ja välimuse tagamiseks peaks keevitusvool olema võimalikult kõrge.
Püüdke hoida lühikest kaaret, st. elektrood peab olema keevisvannist pidevalt 2-3 mm kaugusel, selleks tuleb see voolu kiirusest ja suurusest lähtuvalt järk-järgult sujuvalt keevitustsooni juhtida. Seda tuleb ka tunda.
Proovige maandusklemm või "mass" kinnitada keevituskohale võimalikult lähedale. Kinnitage elektrood tihedalt hoidikusse. Veenduge, et tuhk oleks vähemalt 10 cm, ärge jätkake elektroodi põletamist.
Vaadake keevisvanni. Õppige eristama metalli räbust. Keevitusmaski läbiv räbu näeb päikese käes välja nagu tumedad laigud.

 Pärast keevitamise lõpetamist koputage spetsiaalse haamriga õrnalt räbu. Rõhutan hoolega, kogu dopinguga ei tasu nokitseda, jahtumata räbu satub naha lahtistele aladele ja silmadesse küllaga ning reeglina kannatavad just algajad. Kui teil on “kameeleon” mask, siis ei ole soovitatav seda selle toimingu ajal üldse tõsta.
Pärast keevitamise lõpetamist koputage spetsiaalse haamriga õrnalt räbu. Rõhutan hoolega, kogu dopinguga ei tasu nokitseda, jahtumata räbu satub naha lahtistele aladele ja silmadesse küllaga ning reeglina kannatavad just algajad. Kui teil on “kameeleon” mask, siis ei ole soovitatav seda selle toimingu ajal üldse tõsta.
Süütage keevituselektrood kas kerge koputusega või "sinine" nagu tikk.
Kui elektrood kleepub ja pärast selle maha rebimist ei sütti, peate katte aeglaselt kätega maha murdma, kuna sellistel juhtudel põleb elektroodi varras tavaliselt läbi. Kui elektroodiga koputada, et uriin on, siis vastupidi, kate lendab rohkem kui vaja ja jääb paljas varras ning jällegi suureneb kleepumise tõenäosus hüppeliselt.
Soovitame katsetada ka keevitusmasina Arc Force twist (kaarejõudu). See on ette nähtud "kaare jäikuse" reguleerimiseks. "Pehme kaar" tagab väikese pritsme ja väikeste tilkade ülekandmise ja "kõva" võimaldab teil keevisõmblusesse sügavalt tungida. Paljud "teadlikud" keevitajad kasutavad kaarjõu reguleerimist, et vältida elektroodi kleepumist. Tavaliselt sellistel juhtudel keerake see keevitamise alguses täielikult lahti ja pärast kaare süttimist viige see nõutavasse asendisse.

Noorvõitleja raja järgmine etapp on vertikaalrullid.
Haarame taldriku näiteks aiaposti külge ja proovime panna vertikaalne õmblus. Keevitamise suund alt üles. Kui elektroodid on rutiilid, siis keevitamine toimub "eraldatult", vastasel juhul "lekib" keevisvann.
Põhimõtteliselt, kui olete vertikaalses asendis pindamise edukalt lõpetanud, võite aeglaselt hakata "tarastama". Algajatele sellest piisab ja ülejäänu õpid “lahingus”.
Kes on aga eriti uudishimulik, võib harjutada horisontaal- ja laeasendis.
Muidugi saavad vähesed inimesed kohe laeasendis ranti hästi keevitada, kuid see annab mõtlemisainet selle moodustamise üle keevisõmblus kuidas metall keevitamisel käitub jne.
Edukaks "aia ehitamiseks" on vaja mitte ainult keevitamist omandada, vaid ka korralikult sobitada, keevitamiseks ette valmistada.
Pidage meeles, et keevitamisel metall alati “tõmbub kokku”, see viib ka selles suunas, millega keevitate. Kaaluge keevitamisel jalutusrihmasid ja kokkutõmbumist, kuna see võib teie kujunduse mõõtmeid oluliselt mõjutada. Soovitame võimalusel konstruktsiooni kokku panna tihvtidele, kasutada spetsiaalseid seadmeid (klambrid jne), seejärel kontrollida uuesti korralikult mõõtmeid ja geomeetriat ning kõige lõpus konstruktsiooni “tihedalt” põletada. Kui õmblus on pikk, siis soovitan tungivalt küpsetada see keskelt otsteni lühikeste õmblustega “jooksvalt”, malemustris, kui õmblus on kahepoolne. Põhimõte „seitse korda mõõda, üks kord lõika“ – keevitustööde puhul on see aktuaalsem kui kunagi varem. See aitab vältida ülalkirjeldatud probleeme.
Kui miski ei õnnestu, ärge heitke meelt – see saab kindlasti hiljem korda. Keevitamine armastab kannatlikku ja visadust, õpetab seda olema. Igal juhul soovib Trade House "DOKA" teile palju õnne!

Hetkel on vajadus peaaegu igas tööstusharus. Ja vähemalt üht tööstusharu, kus keevitaja tööjõudu ei kasutataks, on raske meenutada. Keevitustöid tehakse ehitusobjektidel, nafta rafineerimistööstuses, energeetikas, laevaehituses, põllumajanduses jne.
Kas süüa tegema on lihtne õppida? Videokeevituskoolitus annab vaid teoreetilist teavet ja mõningaid oskusi, õppida tuleb ikkagi oma kogemusest. Esiteks on keevitaja kohustatud seadmed ette valmistama ja tuvastama kõikvõimalikud rikked. Üldjuhul peab keevitaja valdama keevitustehnoloogiat, alates ettevalmistustöödest kuni keevisõmbluse puhastamiseni.
Keevitamise õppimine, nagu praktika näitab, pole päris lihtne. Raskus seisneb selles, et mis tahes parameetrite muutmine keevitamise ajal (töökiirus, voolutugevus, traadi või elektroodi etteandekiirus, pinge jne) võib lõpptulemust negatiivselt mõjutada.
Professionaalsed keevitajad seevastu oskavad käsitleda erinevat tüüpi metalle (terased, sulamid, värvilised metallid) ja oskavad abiga keevitada mistahes keerukamaid metallkonstruktsioone.

Kuidas õppida käsitsi elektrikeevitusega süüa tegema?
Kui pole soovi või võimalust kutsekoolides koolitust saada, saab keevitamise teel õppida süüa tegema, selles aitab video või trükitud teave. Lõppude lõpuks on kõige olulisem välja mõelda, kuidas käsitsi elektrikeevitust õigesti kasutada ja õppida põhilisi töövõtteid.
Esiteks vajab algaja keevitaja elektroode. Soovitatav on osta võimalikult palju elektroode (algajatele on parem kasutada 3 mm läbimõõduga elektroode), kuna piisav arv neist rikutakse, kuni see hakkab välja nägema.
Keevitamise õpetus - töö käik:
- Eelnevalt on vaja ette valmistada ämber veega, sest isegi väikesed elektroodi jäägid võivad põhjustada süttimist.
- Keevitatavale toorikule on vaja kinnitada maandusega klamber.
- Kontrollige, kas kaabel on kindlalt hoidikusse sisestatud ja hästi isoleeritud.
- Seadke keevitusmasina juhtpaneelil voolutugevuse väärtus (voolu võimsus peab vastama kasutatava elektroodi läbimõõdule).
- Proovige kaar süüdata, asetades elektroodi töödeldava detaili suhtes ligikaudu 60° nurga alla.
- Viige elektrood aeglaselt üle pinna ja pärast sädeme tekkimist on vaja elektroodi metallpinnast umbes 5 mm võrra tõsta.
- Kogu keevitamise ajal tuleb hoida 5 mm vahet.
TÄHTIS: peate püüdma saavutada stabiilse 3-5 mm kaare elektroodi otsa ja metalltoote vahele. Kui 2-3 mm kaare löömine pole võimalik, võite proovida voolutugevust keevitusseadme juhtpaneelil suurendada.
Keevitamise õppevideo võib samuti aidata teil õppida, kuidas keevitada rant. Sel juhul tuleb kaare sujuvalt horisontaalselt liigutada, kasutades võnkuvaid liigutusi. Kui sul õnnestub sulametalli kogu aeg kaare keskele suunata, siis peaks lõpuks saama ilus ühtlane õmblus.
Käsikaarkeevitustehnoloogia
Toiteallikast lähtuva keevitusvoolu voolu tõttu tekib elektrikaar. Algajatele mõeldud käsitsi keevitamine võib toimuda nii positiivse pooluse ühendamisel tootega kui ka negatiivse ühendamisega.
Elektroodi metallvarras tegevuse tõttu elektrikaar sulab ja räbuga kaetud elektroodmetall siseneb keevisbasseini, misjärel see segatakse toote metalliga. Nii moodustub keevisõmblus.
Keevisvanni suurus on tavaliselt 10-30 mm pikk, 8-15 mm lai ja kuni 6 mm sügav. Kuna me alles õpime keevitamist, on väärtuste selline jaotus seletatav erinevate näitajatega: kaare kiirus metallpinnal, keevitatud toote kujundus, valitud keevitusrežiim, keevitusseadme kuju ja suurus. servad jne.
Keevitusõpetus (video) selgitab, kuhu elektroodi sulamisel õhk läheb. Kaare lähedal ja keevisvanni kohal moodustub gaasiline atmosfäär, millest õhk seejärel keevitustsoonist välja tõrjutakse. Pärast eemaldamist keevituskaar vannist hakkab metall kristalliseeruma, mille järel moodustub õmblus ja selle pind kaetakse tahkunud räbuga.

Käsikaarkeevituse eelised ja puudused
Eelised:
- keevituse lihtsus, lihtne transporditavus;
- võimalus teha keevitustöid raskesti ligipääsetavates kohtades;
- võime kiiresti liikuda ühelt operatsioonilt teisele;
- keevitamise võimalus peaaegu igas ruumilises asendis;
- võime keevitada mis tahes tüüpi terast.

Ravi mitmesugused metall on üks paljutõotavamaid äritegevuse liike, kuna töötlemine on alati nõudlik. Metallkonstruktsioonid ja tooteid kasutatakse kõikjal, kõige...
Argoonkaare keevitamise põhimõte seisneb värvilise metalli sulatamises, kasutades kuluvat või mittekuluvat elektroodi inertgaasi toimel. Kõige tavalisem inertgaas on argoon, tänu ...
Kui olete keevitusprotsessi suhtes tähelepanematu ja valmistate kirjaoskamatult ette keevitavad elemendid, on nende tugevus lühiajaline ja ühel hetkel konstruktsioon variseb kokku. Eriline lähenemine ja professionaalsus...

