- Kuidas klambreid teha?
- Mugav keevitamine 90 °
- Keevitamine mittetarbitava elektroodiga keerdumiseks
- Kodused elektroodide hoidjad
- Mitu olulist saladust
Allolev teave on suunatud valgustusseadmetele, mis sageli lagunevad või millel on tootmisvead. Need on kõige väiksemad "targad asjad", mis aitavad keevitajatel oma tööd tõhusalt teha. Seetõttu ei tasu imestada, kui siin ei räägita midagi magnetnurkade või isegi prismade kohta. Neid vidinaid ostetakse kõige sagedamini poest.
Peaaegu alati on keevitusprotsessi ajal vaja paigaldus- ja kinnitusseadmeid.
Keevitusseadmeid võib olla kahte tüüpi:
- paigaldus;
- fikseerimine.
Kuna keevitusmeetodid arenevad väga kiiresti, võivad kirjeldatud seadmed tunduda mõnevõrra haruldased. Kuid teisest küljest tähendab see, et see ei anna teed progressiivsematele ja ohutumatele torude ühendamise meetoditele erinevates tingimustes.
Kuidas klambreid teha?

Klamber on fikseerimisseade erinevate toodete keevitamisel.
Klamber on fikseerimisseade. Seda ei saa ühemõtteliselt omistada ainult keevitustarvikutele, sest seda kasutatakse:
- puusepad;
- lukksepad;
- treialid;
- keevitajad.
Erinevatel eesmärkidel on vaja selle toote erinevaid tugevusi. Torude ja muude metallist asjade keevitamiseks on vaja piisavalt tugevaid klambreid. Need, mida saab poest väga sageli osta, ei talu suuri koormusi, lagunevad kõige ebasobivamal hetkel. Seetõttu tasub proovida kaaluda käsitsi valmistatud seadmeid.
Sellise seadme valmistamine oma kätega pole keeruline, selleks on vaja:
- terasleht paksusega 10 mm;
- kolm pähklit;
- mitu suure läbimõõduga seibi;
- keermestatud toru väljaspool mutrite suurust.
Otseseks tootmiseks on vaja:
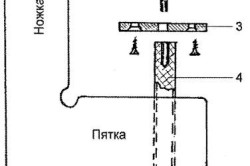
Klambrite skeem: 1 - korpus; 2 - ümmargune puit; 3 - terasest seib; 4 - terasvarda kinnituskruvi.
- Lõika teraslehest 50 cm pikkune ja 4 cm laiune riba.
- Lõika välja kaks riba ja mõned väikesed detailid:
- staatiliseks hoidmiseks allservas 25 cm;
- liikuv riba 10 cm;
- kaks 5 cm ristkülikut liikuva osa kinnitamiseks (c);
- väike tükk (d), mis toetab klambri staatilist osa.
Keevitamisel võimaldab selline seade hoida torukonstruktsiooni statsionaarses asendis. Te ei pea muretsema, et juba esimesest keevitusimpulssist lähevad torud laiali ja tööd tuleb alustada uuesti.
Tagasi sisukorra juurde
Mugav keevitamine 90 °

Keevitusmagnetid võimaldavad hoida töödeldavat detaili 90 ° nurga all.
Et torude keevitamine ei oleks liiga tülikas ja ilma assistendita hakkama saaks, tulid nad välja keevitusmagnetitega, mis hoiavad torusid 90 ° nurga all. Varem valmistati seda tüüpi seadmeid ilma magneteid kasutamata.
Selleks on vaja järgmisi materjale:
- metallist ruut, mille külg on 20-25 cm;
- tükk ruudukujulist toru;
- 3 väikest polti ja mutrit nende jaoks;
- paks polt läbimõõduga 4 cm ja mutter 35;
- puurida, puurida;
- väike metallist silinder, mille läbimõõt on pastapliiats;
- silindri hoidja, tegelikult selle käepide;
- keevitusmasin.
20 ja 15 cm pikkused torud keevitatakse väljakule, vahetatavatele külgedele, päris nurkadesse, nii et torude otsad jäävad ruudu vastaskülgedele.
Valmistage kaks abiosa. Keevitage samadest torudest umbes 10 cm pikkune U-kujuline kuju, kasutades samu torusid, keevitage teine võrdkülgse trapetsikujulise kujuga, mille alused on 11,5 cm ja 5,4 cm.
Arvutusi tuleb teha täpsemalt, külgmiste osade ristumisel tekkiv nurk peaks olema 90 °, nii et aluste pikkused sõltuvad täpselt torude laiusest.

Ruudu külgedel nurgas, kus torusid ei keevitata, tehke võrdkülgne kolmnurkne lõige. Keevitage sellele U-kujuline joonis, olles eelnevalt puurinud augu ülemise ristküliku keskele väikese poldi jaoks. Ruudu ja figuuri vahelisse pilusse tuleks panna 4 cm laiune mutriga polt.
Kinnitage poldile käepide; selle asemel võite kasutada mutrit, millel on auk, milles õhuke varras liigub vabalt.
Väikeses silindris, mille pikkus on väiksem kui trapetsikujulise aluse pikkus, keerake võetud väikeste poltide jaoks niit. Keerake piki suure poldi otsa, tsentreerige see.
See seadme toorik on juba peaaegu valmis, jääb puurida auk 5 cm ruudu keskkohast kõrgemale, liikudes diagonaalselt selle lõikamata ja ainsasse vaba nurka.
Trapetsiku diagonaalide ristumiskohas tehke auk mõlemasse sellisesse ossa. Nende vahele sisestatakse silindriline osa, millesse tehti eelnevalt niit ja puuriti keskele auk. Seadme edasiseks kokkupanekuks on vaja ette valmistada 35 mutter 4 cm laiuse poldi jaoks; selleks tehke selle ühel küljel läbikeere, mõjutamata vastaskülgi.

a - nurkliite kokkupanekuks, b - erinevate detailide kombinatsioonidega vuukide kokkupanekuks; 1 - nurga magnet, 2 - klamber, 3, 5 - magnetilised elemendid, 4 - hoob.
Kogu edasine kokkupanek seisneb osade õiges kinnitamise järjekorras. Poldile, mille käepide on juba kinnitatud, pange keermestatud mutter, keerates peaaegu alusele. Kinnitage silindriline osa poldi otsa, puuritud avaga sisekeerme külge ja kinnitage see väikese poldiga. Järgmisena kinnitame trapetsikuju poltide abil, millest üks on süvistatud silindrilise osa keermes, teine kinnitab konfiguratsiooni ülalt, sama silindrikuju keerme kaudu. Polt, mille ülaosas on ettevalmistatud osa, tõmmatakse U-kujulise toe alla, reguleerides selle all keermestatud mutrit. Kinnitage polt poldiga, mis läbib U-kujulise figuuri keskpunkti ja keeratakse spetsiaalse mutri spetsiaalsesse keerme. Seade on tegelikult kasutusvalmis. Poldi käepidet keerates saab selle lahti keerata. Torude sisestamisel täisnurga all, kinnitusdetaili kinnitades saate keevitada.
Seda tüüpi seadmed on hea asendus keevitatud magnetitele, mis võivad lihtsa majapidamiskasutuse jaoks olla liiga kallid.
Tagasi sisukorra juurde
Keevitamine mittetarbitava elektroodiga keerdumiseks
Nagu teate, pole torude keevitamine ainus tüüp keevitustööd, seda tehakse sageli metalljuhtmete ühendamiseks ristmikupunktides, keerutamiseks ja omatehtud termopaaride parandamiseks või tootmiseks. Selle seadme valmistamiseks peate võib -olla mõistma, mis on keevitamine ja kuidas täpselt elektromagnetilise induktsiooni seadus toimib.
Seetõttu on keevitusseade sageli käsitsi kokku pandud. Siin on väike "aga", soovides sellist seadet valmistada, tuleb meeles pidada, et valmistoote maksumus on madalam kui kõigi komponentide ostmise kogusumma. Kuid kui kinnitusdetailide loomiseks kasutatakse vanu trafosid, lüliteid teistelt seadmetelt, näiteks juba mittevajalikke tangid, siis tasub tõesti proovida teha jootmise või ühendamise jaoks armatuuri.
Kasutatavat ühendusmeetodit tähistatakse mittetarbitava elektroodiga keevitamise tüüpidega. Elektroodina saate kasutada grafiiti, mis on lihtsast pliiatsist kergesti eemaldatav; vedeliku voogu müüakse elektroonikapoodides. Kodust voolu saab valmistada boorhappe ja vee segust, millest saab läga.
Seadme valmistamiseks vajate 20-50 V trafot, ühte ühendustraati võrku sisenemiseks, kahte ühendamiseks, ühte elektroodi ühendamiseks. Elektroodihoidjana saate kasutada mis tahes saadaolevaid vahendeid, see sõltub arsenalis saadaolevate esemete võimalustest ja kättesaadavusest, näiteks apteegisüstlast, koolistatiivist, silindritest või poltidest.

Mittetarbivate elektroodide keevitamise protsessis on keerdumiseks vaja trafo mähist.
Poest saab hõlpsasti osta 20-20 V trafo mähist, samuti keevitusmasina raami. Kuid teades trafo mähise seadet, millel on täiendav, juba kasutuskõlbmatu trafo, saab seda alati parandada, lisades vajaliku arvu pöördeid. Kasutades keevitusmasina standardahelat, ühendage kõik juhtmed vastavalt juhistele. Kui kinnitusdetaili peab elektrik kasutama keerdude keevitamiseks, on soovitatav kasutada vähemalt 3 m pikkuseid tööjuhtmeid, et laes oleks vaba juurdepääs tööle.
Tasub mainida turvameetmete järgimist. Näo, eriti silmade keevitamise eest kaitsmiseks on mitmeid viise. Loomulikult on see keevitusmaski valmistamise meetod väga primitiivne ja seda ei tohi mingil juhul torude keevitamisel kasutada, vaid ainult õhukeste juhtmete jaoks. Võtke pimedus plastpudel igast joogist lõigake sellest välja väga pikkade kätega klaasid ja ühendage see pea tagaosa klambri või klambriga. Sobib lühiajaliste juhutööde jaoks. Siiski tasub meenutada, et silmad on kaitstud mitte ainult ereda sära, vaid ka punase kuumusega metallitükkide juhusliku löögi eest. Seega, asendades maski pappkarpide ja ajalehtedega, on inimene suures ohus.
Keevitatud konstruktsioonide valmistamise protsessis tuleb tagada ühendatavate osade suhteline asend ja tehnoloogilise protsessiga täpsustatud tingimused kvaliteetse vuugi moodustamiseks kõige soodsamaks. See saavutatakse tehnoloogiliste seadmete ja seadmete abil.
Tehnoloogilised seadmed on jagatud montaažiseadmeteks, mis on ette nähtud osade keevitamiseks ja kinnitamiseks, kasutades haakeseadiseid või lihtsaid mehaanilisi seadmeid; keevitamine, mis on ette nähtud eelnevalt kokkupandud osade keevitamiseks fikseeritud suhtelise asendiga; kokkupanek ja keevitamine, mis võimaldab ühendada monteerimis- ja keevitustööd.
Tehnoloogilise seadme tüüp valitakse sõltuvalt tootmisprogrammist (üksik-, partii- või masstootmine), toote disainist (leht- või võrestruktuurid, masinaosad jne), tehnoloogiast ja täpsusest toorikute valmistamisel (töötlemine, gaas) lõikamine jne).) ning montaaži- ja keevitustehnoloogia (lünkade vajadus, nende lubatud muutused või lubatud servade ületamine jne).
Keevitusseadmed peaks võimaldama üksikute konstruktsioonielementide vaba liikumist keevitustsooni kuumutamise ja sellele järgneva jahutamise tõttu ning vajadusel vähendama või võimaluse korral kõrvaldama deformatsioone, mis tekivad keevitatud tootes ja seadmes endas temperatuuri mõjude tõttu. Väikese jäikusega suurte konstruktsioonide (raam, võre, leht) keevitamisel peavad kinnitused tagama üksikute keevitatud servade fikseerimise, mitte kogu toote tervikuna. Seadme projekteerimisel on vaja tagada juurdepääs keevitus- ja kinnituspunktidele, kiire soojuse eemaldamine intensiivse kuumutamise kohtadest, seadme kokkupanek minimaalse arvu paigaldistega, vaba juurdepääs toote mõõtmete kontrollimiseks ja tasuta eemaldamine kokkupandud või keevitatud tootest.
Tehnoloogilised seadmed võib olla spetsialiseerunud (teatud tüüpi toote keevitamiseks) või universaalne. Näiteks joonisel fig. 8-58 on näidatud spetsiaalne alus raamkonstruktsiooni kokkupanekuks ja keevitamiseks. Sarnastel eesmärkidel universaalne kinnitus (joonis 8-59) sisaldab rida plaate. Sõltuvalt keevitatava toote konfiguratsioonist on plaadi külge kinnitatud seadmed keevitatavate osade (klambrid jne) aluspinnaks ja osade aluspindadele surumiseks (klambrid, sidemed, vahetükid jne).
Mõnel juhul võib keevitatavate osade kaalu kasutada klammerdamiseks.
Riis. 8-58. Püsiklambritega spetsiaalne stend raamkonstruktsioonide keevitamiseks
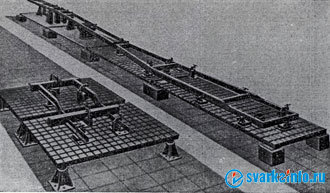
Riis. 8-59. Universaalsed monteerimis- ja keevitusalused, mis on valmistatud normaliseeritud elementidest
Hoidjad... Need on elemendid, mis määravad keevitatava tooriku asendi kogu kinnituse suhtes. Klambrid (joonis 8-60) sisaldavad taskuid (a), peatusi: püsiv (b), eemaldatav (c) ja kokkupandav (d); asukohapoldid ja tihvtid: püsiv (d), eemaldatav (e); prismad; jäik ja reguleeritav (g) ja mallid (h).

Riis. 8-60. Hoidjad
Eemaldatavad peatused Neid kasutatakse seadmetes, mida saab kohandada osade tüübi järgi või osade keevitamisel, mida ei saa peatuste tõttu eemaldada. Reeglina toimivad peatused ka tugialustena ja mõnel juhul ka paaritusosade keevitamise mallidena. Tihvtid või tihvtid tagavad osade täpsema positsioneerimise ja neid kasutatakse siis, kui osades on töödeldud pindu. Reguleeritavaid ja jäigaid prismasid kasutatakse torude, profiilide jms keevitamiseks.
Mallid on ette nähtud montaaži ajal paigaldatud osade kinnitamiseks selle seadme muude osade või toote mõne kontuuri abil. Sellisel juhul on toode ise seadme tugielement.
Klambrid... Need on seadmete elemendid, mis tagavad osade kinnitamise klambrite või muude kandepindade külge. Seal on mehaanilised, pneumaatilised, magnetilised ja hüdraulilised klambrid.
Mehaanilised klambrid on kõige lihtsamad ja seetõttu kõige levinumad (joonised 8-61, a-e). Kiiluklambrid (joonised 8-61, c, d) on mõeldud ühe kokkupandava elemendi surumiseks teise külge, servade joondamiseks jne. Ekstsentrilised isepidurdavad klambrid toimivad sarnaselt. Kõige universaalsemad kruviklambrid (joon. 8-61, a, b). Kuid neid kasutatakse peamiselt käsitööriistades. See on tingitud asjaolust, et kruvid töötavad vastu pidurit ja et need ei tööta kiiresti. Kruvi sammu suurenemine võib hävitada selle isepidurdavad omadused ja vajada suuri jõude detaili kinnitamiseks. Vedruklambreid kasutatakse peamiselt väikeste õhukeste osade kinnitamiseks.

Riis. 8-61. Klambrid
Koos ülaltooduga kasutatakse kombineeritud seadmeid (kiiluga kruvi, vedruga kruvi jne). Kangiklambrid on 1. ja 2. tüüpi hoovad või nende kombinatsioonid ja neid kasutatakse kinnitusajamite võimenditena. Sellise hoova klambri näide on näidatud joonisel fig. 8-62. Riiuli 1 teljel 2 on juhthoob 3 ja vaheliigend 4, mis mõjutavad toitehooba 5. Tooriku klammerdub sulgur 6.

Riis. 8-62. Kangi klamber
Pneumaatilised klambrid võrreldes mehaanilistega on neil mitmeid olulisi eeliseid, sealhulgas kiirus, võimalus juhtida mitut klambrit ühest kohast, võimalus tarnida suruõhku klambritele, mis hõivavad erinev positsioon ruumis (seadme toru kaudu või mööda painduvaid voolikuid) jne. Pneumaklambril on teatud elastsus, mis kompenseerib keevitatavate osade deformatsiooni.
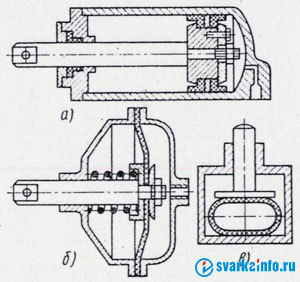
Riis. 8-63. Pneumaatilised klambrid
Klambri tööelemendiks võivad olla pneumaatilised silindrid, pneumaatilised kambrid ja pneumaatilised voolikud. Pneumaatilised silindrid (joon. 8-63, a) võivad olla ühe- või kahetoimelised. Silindri varras võib toimida otse klammerdatavale osale või kangi kaudu. Pneumaatiliste silindrite puudused hõlmavad tihendite kulumist ja mahukust.
Juhtudel, kus käik on väike, väärivad eelistamist pneumaatilised kambrid (joon. 8-63, b), mis on varustatud kolvi asemel kangapõhise kummimembraaniga, mis on paigutatud kaane ja kambri korpuse vahele. Sageli kasutatakse keevitusseadmetes voolikuklambrit (joonis 8-63, c). Kui voolikule tarnitakse õhku, mõjub viimane õõtshoova klambri tugipindadele. Pneumoklambreid kasutatakse peamiselt mass- ja suurtootmises ning väga mehhaniseeritud rajatistes.
Magnetklambrid eristuvad kiiruse, lihtsuse ja manööverdusvõime poolest. Neid kasutatakse servade joondamiseks (joonis 8-64, b) ja surutakse need vastu voodipatja (joonis 8-64, b). Kõige tavalisemad on elektromagnetid, kuigi viimasel ajal on kasutatud ka püsimagneteid.
Hüdraulilised klambrid kasutatakse keevitusseadmetes üsna harva. Eeldatavasti on paljulubavad hüdroplastide - piisavalt viskoossete segude, millel on piisavalt kõrge voolavus - baasil ehitatud hoidised. Erinevalt hüdraulilistest klambritest ei vaja hüdroplastidega klambrid keerukaid ja kalleid tihendeid, mis tagavad survejõu ühtlase jaotumise kolbide vahel. Need võimaldavad survet kuni 500 kgf / cm 2.

Riis. 8-64. Elektromagnetilised klambrid:
a - magneti üldvaade;
1 - magnetkorpus;
2 - tuum;
3 - alt;
4 - mähis;
5 - lüliti;
b -d - rakendusskeemid;
6 - sulg;
7 - elektromagnetiline statiiv;
8 - rõhk;
9 - kruviklamber
Pingutus- ja vaheseadmed (sidemed, vahetükid ja tungrauad). Need on ette nähtud pingutamiseks kahe või enama detaili või sõlme kokkupanemisel, servade ja mõlkide joondamiseks, silindrite kinnitamiseks (joonis 8-65).
Montaaži- ja keevitusseadmed võivad olla universaalsed või spetsiaalsed. Joonisel fig. 8-59 näitavad universaalset seadet mahukate ja keerukate ruumistruktuuride keevitamiseks.

Joonis 8-65. Pingutusseadmed (a) ja vaherõngad (b):
1 - peamine hoob;
2 - sulg;
3 - pähkel;
4 - pingutuskruvi;
5 - hoob;
6 - kinnituskruvi;
7 - vahekruvi;
8 - alus;
9 - tõukejõu laager
Lamedate lehtkonstruktsioonide kokkupanekuks ja keevitamiseks kasutatakse elektromagnetilised alused, mis on lame või kõver voodi koos sisseehitatud elektromagnetitega, mille vahel on flux-vask või flux padi pneumaatilise klambriga. Elektromagnetid, mis asuvad piki õmblust, tõmbavad tihedalt ühendatud lehtede servad montaažialusele ja tajuvad reaktsiooni voolupadja survest. Magnetite ja voogpadjade asukoht määratakse lehtede lõikamise ja nende arvu järgi sektsioonis.
Joonisel fig. 8-66 on kujutatud kruviklambritega rakist, mida kasutatakse 400-1800 mm kõrguste I-sektsiooni elementide kokkupanemiseks. Elementide keevitamist selles rakises teostab kaldus elektroodiga keevitustraktor.
![]()
Riis. 8-66. Tala keevitusseade
Iga keevitaja teab, et kvaliteetse töö jaoks on vaja seda korralikult ette valmistada. Erinevad keevitusseadmed aitavad õigesti paigaldada ja kinnitada nii kogu konstruktsiooni kui ka üksikuid osi. Sellest sõltub otseselt teie töö lõplik kvaliteet. Kuid alati pole võimalik valmisseadmeid võtta või praegu on seda lihtsam ise teha või parandada kui kuhugi vaadata.
- Paigaldamine;
- Kinnitus.
Seadistusseade on ette nähtud osade paigaldamiseks täpselt samasse asendisse, milles need jäävad lõpptööks. Sõltuvalt nende funktsioonidest ja disainist jagatakse need peatusteks, ruutudeks, prismadeks, mallideks.
Kinnitusseadmed on ette nähtud osade kinnitamiseks soovitud asendisse, kus juhuslikud nihked või deformatsioonid ei ole lubatud. Selliste seadmete hulka kuuluvad klambrid, klambrid, klambrid, sidemed ja vahetükid.
Tee seda ise
Mõned tööriistad, mida töödejuhataja keevitustööde ajal kasutab, purunevad piisavalt sageli või neil on vale funktsionaalsus. Jah, enamikku asju saab poest osta, kuid mõnikord on lihtsam seda ise teha ja konkreetselt seda, mida vajate.
Elektroodide hoidjad
Omatehtud elektroodihoidja valmistamiseks peate võtma kolm traati, igaüks kümme sentimeetrit, läbimõõduga kaheksa millimeetrit. Painutage neist kaks küljele (see näeb välja nagu kahvel), nii et traadi osad on suunatud vastassuunas (vasakule ja paremale). Ülejäänud traat peaks asetsema nende vahel, painutades metallvardaga ühenduse küljelt ülespoole, kuni umbes 0,5 selle pikkusest. Kõigepealt haaratakse külgmised osad keevitamise teel, pärast keskosa pealekandmist, seejärel keevitatakse lõpuks kõik. Võimalik, et peate traadile lisamähise lisama, et see ülekuumenemise eest ei hoiaks.
Klambrid
Klamber on fikseerimisseade. Vajadus neid ise valmistada võib olla tingitud nende mudelite ebapiisavast tugevusest, mida müüakse kauplustes. Näiteks lehtpuu või muude metallist asjade keevitamisel on vaja piisavalt tugevaid klambreid. Ja poemudelid ei pruugi nõutavat koormust taluda.
Tootmiseks vajate:
- Terasleht paksusega 10 millimeetrit;
- Kolm pähklit;
- Suure läbimõõduga seibid;
- Toru väliskeermega pähklite suurusele.
Tootmisprotsess:
- Lõigake teraslehest riba, mille küljed on 50 cm ja 4 cm;
- Lõika allosas staatiliseks hoidmiseks riba pikkusega 25 cm;
- Lõika 10 cm pikkune libisev riba;
- Liigutatava osa kinnitamiseks lõigake välja kaks ristkülikut, igaüks 5 cm;
- Lõika välja klambri staatilisele osale toetatav osa (1);
- Keevitage abiosa klambri aluse külge. Nad peavad omavahel moodustama G -tähe;
- Keevitage osa (1) lühikese serva külge lamedaks;
- Keevitage kolm mutrit kokku;
- Keevitada seibid üksteisega;
- Keevitage mutrid servaga liikuva osa suhtes nii, et sisse keeratud varras jookseks paralleelselt klambri alusega;
- Vajadusel saab varda külge kinnitada käepideme, kinnitades selle peal oleva mutriga;
- Keevitage osad mööda välisserva;
- Kleebi klambri osade vahele;
- Keevitage piki osade siseserva, kinnitades varda;
- Keevitage seibid varda serval.
Kokkupanemiseks võite kasutada poeklambri varrast, kui see on saadaval.
Nurgaklamber, nagu tavaline, kindlustab osad nende järgnevaks keevitamiseks. Kuid toote osad ei pea alati olema sirged. Mõnikord viltu. Just sellisteks hetkedeks peaks keevitaja arsenalis olema nurgaklamber. Neid müüakse kauplustes, kuid neil on samad puudused. Täisnurga keevitustööriista saate hõlpsalt ise valmistada. Materjalide komplekt on sama mis tavaliste klambrite puhul, pluss mutrid ja naastud.

Tarbimata elektroodide keevitamine
Seade metalltraatide ühendamiseks, keerutamiseks või termopaaride valmistamiseks valmistatakse üsna sageli iseseisvalt oma kätega. Kuid tuleb arvestada, et poest ostetud valmistoote hind võib ostmisel olla madalam kui kõigi komponentide kogusumma. Reeglina võib osi siiski lahtivõtmise ajal leida ja võib -olla neid saada vanade seadmete demonteerimisel.
Seadme valmistamiseks vajate ühte trafot 20-50 V jaoks, nelja ühendustraati (kaks ühendamiseks, elektroodi ühendamiseks ja võrguga ühendamiseks). Elektrood võib olla grafiit, mida saab hõlpsalt kätte saada, eemaldades varda pliiatsilt. Kõik, mida saate kohandada, sobib hoidja rolli.
Selliste seadmete kokkupanek toimub vastavalt standardsele skeemile, mida võib kergesti leida paljudest allikatest ja mis koosneb suures osas juhtmete korrektsest ühendamisest ja selle kogu pakkimisest.
Põhjendus
Omatehtud keevitusseadmete variante saab ja saab praktikas rakendada reaalses töös. Siiski tuleb meeles pidada, et soovitav on valmistada ise kokkupandavaid kinnitusmehhanisme või muid seadmeid. Peate selgelt aru saama, mida soovite saavutada: suurenenud tugevus, suurem fikseerimise jäikus või teha valik võimalikult mugavaks.
Keevitusseade võimaldab teil kiiresti kvaliteetset tööd teha. Ja mida mugavam te tööriista valmistate või valite, seda kiiremini saavutate vajaliku töö kvaliteedi.
Sõltuvalt kokkupandava konstruktsiooni tüübist peab keevitaja pidevalt jälgima suuruse hoidmist. Siia kuuluvad: diagonaalide võrdsuse järgimine, telgede (postide) vaheline kaugus, piki- ja põiktasapind, üksikute elementide nurgad, mis ei kuulu põhiperimeetrisse. Kui jätate mõne loetletud näitaja vahele, osutub disain vigaseks ja toode tuleb ümber teha. Monotoonse töö kiireks teostamiseks on loodud praktilised keevitusseadmed, mis tagavad konstruktsiooni fikseerimise soovitud asendisse, järgides eelseadistatud mõõtmeid. See optimeerib kogu protsessi ja võimaldab toota rohkem kvaliteetseid tooteid lühema ajaga.
Juhid on monteerimis- ja keevitusseadmed, mida kasutatakse käterätikuivatite, keeruliste sepistatud mustrite ja tööstuslike seifide ukseraamide valmistamisel.
Metallkonstruktsioonil on külgedel kaks koonusekujulist tuge, mille vahele on kinnitatud pöörlev tasand. Viimasel on reguleeritavad pikitalad, mitmete kruviklambritega. Tänu talade arvukatele aukudele saab klambreid paigaldada kogu pikkuses, olenevalt toote suurusest. Tänu lahutusele või talade vähendamisele reguleeritakse kokkupandud konstruktsiooni laiust.

Tänu keevitusjuhtidele on toote külgede, selle piki- ja põiktasandite vaheline kaugus kohe seatud ja hooldatud. Keevitaja kontrollib ainult diagonaali ja saate tööd alustada. Seade pöörleb, seega on lihtne juurdepääs keevitamisele nii välis- kui ka siseõmblustele. Pöörlemise ajal kaldenurga fikseerimiseks kasutatakse tasapinna ühel küljel ringi, millel on palju auke. Sellele pannakse rõhk. Keerulisemad mehhanismid hõlmavad elektrimootorit ja käigukasti.
Juhi libisemismehhanismid võimaldavad seda kasutada universaalse tööriistana suurte ja väikeste esemete keevitamisel. Koos töötades roostevabast terasest Kruviklambrite kriimustuste vältimiseks on viimased varustatud "huulte" vildikleebistega ja mass edastatakse otse tootele. Sellise juhtseadme saab profiiltorust ise kokku panna. Liikuvate osade kinnitamiseks vajate laagreid ja pikki polte.
Mallid
Lihtsamad täisnurga kinnitusdetailid paigaldatakse mallide kujul tasasele pinnale. Tulevaste toodete täpne nurk määratakse eelnevalt. Seda tehakse stoppide keevitamisel, kaks nurga mõlemal küljel. Keevitatav element pannakse malli, tehakse haakeseadised ja keevitatakse.
Mallide "täiustatud" versioonidel on kokkuklapitavad peatused, mis hõlbustavad keevitatud konstruktsiooni väljatõmbamist. Et vältida toote juhtimist kõrgel temperatuuril keevituskaar, ühe külje peatuste asemel lisatakse kruviklambrid, mis kinnitavad malli küljed jäigalt ega lase neil üles tõusta. Pärast keevitamise lõppu keeratakse kruvid lahti ja konstruktsiooni saab vabalt eemaldada. Niisiis, võite keevitada nurga all profiiltorusid, riiuli erineva laiusega nurki. See on mugav uste ja väravate raamide tootmisel.
Tsentraliseerijad
Monteerimiskeevitusi pole palju. Selliste osadega töötamise peamine omadus on tagada külgede joondamine. Kui erinevus on suurem kui 1,5 mm, on see palja silmaga märgatav. Kriitiliste toodete puhul, kus esteetiline välimus on oluline, on see vastuvõetamatu.

Tsentraliseerijad ühendavad küljed kokku, joondades need peamiselt piki ülemist ja alumist osa või kogu ümbermõõdu ulatuses. Need on kruvid, mille ümbermõõt ulatub toru kõikidele külgedele ja klambrid - poolringikujuliste jalgadega. Seadmed tsentreerivad toru ja keevitamine toimub. Pärast seda kohanemine eemaldatakse.
Magnetilised leiutised
Need hõlbustavad oluliselt toote külgede paigaldamist soovitud asendisse. Lihtsaim on magnetiline ruut. See fikseerib toote kaks osa tõmbetugevuse tõttu jäigalt ja seab nende vahele 90 -kraadise nurga. Seadmel on universaalsemaid versioone, kus on seatud erinevad kraadid. Nii saate külgi keevitada teravate ja nüri nurkadega.

Veelgi mitmekülgsemad magnetsagedustega leiutised võimaldavad teil haarata metallist elementi ja kinnitada see pinna mõlemale küljele. See on väga kasulik, kui kolmandat kätt pole piisavalt ja keegi ei aita. Sarnase funktsionaalsusega omatehtud keevitusseadet saab valmistada kahest ruudust metallist 30 x 30 mm, millele on kinnitatud üks magnet. Ruutudele on keevitatud "kõrvad", mille külge saab poltühenduse kaudu kinnitada kaks või enam küünarnukki (metallribad seinapaksusega 3 mm ja mõõtmed 100 x 20 mm). Sellist leiutist saab painutada ja kasvatada vastavalt soovile. Ühel küljel jääb see põhitoote külge kinni ja teiselt poolt haarab ja hoiab keevitatud elementi kinni.
Kinnitus- ja libistamisseadmed
Keevitusseadmete hulgas on palju väikesi abimehi, kes pakuvad keevitamiseks osade fikseerimist, segamist või laiali laotamist. Siin on peamised.
Klamber
See on C-kujuline raam, mille ühes otsas on toote haardumiseks “huul” ja teises otsas liikuv peatus. Selle seadmega surutakse lehed alusele, jälgides toote üldist tasapinda. Peatus liigub kruvil või nukkmehhanismil piki hammasratast. Viimane võimalus on praktilisem, kuna see säästab aega konstruktsiooni erineva paksusega libisemisel. Kõri (C-kujulise raami suurus) võib olla väike või suur, sõltuvalt keevitatavate materjalide mõõtmetest.
Gon
Lihtsaim element, mis aitab teil 90 kraadi vahel seada kujuga torud on ruut. Kui regulaarselt tehakse manipuleerimisi, mis nõuavad kiiret 90 -kraadist paigaldamist ja positsiooni fikseerimist, saate oma kätega keevitamiseks lihtsa konstruktsiooni teha. Teil on vaja kahte klambrit, fikseeritud "huuli", mis on keevitatud altpoolt metallribaks. Riba peale on kinnitatud kaks väikest nurka. Ruudu abil määratakse soovitud kraad ja need põletatakse. Need on peatused. Juurdepääsu säilitamiseks ei ole vaja nurki üksteise lähedale tuua filee keevisõmblus tulevaste toodete kohta.
Vahepaelad
Konstruktsiooni lõtvunud külgede väljapressimiseks kasutatakse laienevaid seadmeid. Need võivad olla külglehtede servad, mis on tasapinnal erinevad, või suure võimsusega liigendi vajunud külg. Servade viimiseks ühele tasapinnale kasutatakse silindrit, mille sees lõigatakse jäme niit. Selle servadesse keeratakse suured poldid ja nende korkidele kinnitatakse peatused, mis sobivad toote sisemusse (kui paagil on siledad seinad, siis on peatused tasased, kui paagi seinad on ümarad, siis on peatused ümardatud ). Silindril on mitu auku kangi kinnitamiseks ja pööramiseks. Sellisel juhul keeratakse poldid lahti ja seadme kogupikkus suureneb. See surub lõtvunud külje väljapoole vajalikule tasemele. Kui vahekauguse pikkus ei ole piisav, asetatakse ühe peatuse alla puidust sisestus.
Klambrid
Mõnikord peate töötama väga kiiresti ja pole aega toodet klambritega vajutada. Kui keevitatavate osade paksus on väike, võite kasutada klambreid. Need on väikesed küünised vedruga, mis meelitab mõlemat poolt. Selliste seadmete "huuled" võivad konkreetsete toodete puhul olla laiad või kõverad. Neil on väike töölaiuse reguleerimisulatus, kuid erinevalt klambritest on need seadistatud ühe sekundiga.
Tasanduskihid
Kui on vaja tuua küljed mööda vuugijoont, et küpsetada ilma suure vaheta, kasutatakse tasanduskihte. Lamedate toodete puhul võib see olla kaks aukudega nurka, mis siduvad üksteise vastas ja viivad küljed pika poldiga kokku, pingutades mutrit. Seade mõistab oma pingutusmõju täielikult, kui poldil on pikk niit (pea all). Kui konstruktsioonil on küljed, mille külge saate haakida, kasutatakse nurkade keevitamise asemel konkse, mille ülaosas on augud.
Erinevad tarvikud muudavad keevitusprotsessi palju lihtsamaks ja kiiremaks. Neid elemente ise tehes saate teatud summa kokku hoida.
Kõik keevitusseadmed on jagatud kahte rühma: fikseerimine ja seadistamine. Samuti on universaalseid seadmeid, mis täidavad mõlemat funktsiooni.
Paigalduselemendid
Paigaldusseadmete hulka kuuluvad seadmed, mille eesmärk on osade fikseerimine kindlasse kohta sellisel viisil, nagu see peaks keevituse lõpus välja nägema.
Paigalduselemendid erinevad üksteisest disaini ja funktsionaalsete omaduste poolest. Need sisaldavad:
- ruut;
- proov;
- rõhk;
- prisma.
Mall on tööriist, mis aitab ühendatud elemente ilma täiendava märgistamiseta kokku panna ja kinnitada ilma klambreid kasutamata.
Peatus on ette nähtud keevitatavate osade kinnitamiseks aluse külge. Seadmeid on mitut tüüpi: kokkuklapitavad, eemaldatavad, püsivad. Püsivad osad on enamasti vardad või plaadid. Kui on vaja ajutiselt peatada, kasutatakse sel juhul eemaldatavaid või kokkupandavaid konstruktsioone.
Ruut on asendamatu seade, kui on vaja osi nurga all paigaldada. Kõige funktsionaalsemad on pöörlevad seadmed.
Silindriliste elementide keevitamine toimub harva ilma prismata, mis kinnitab osad soovitud asendisse.
Fikseerivad osad
Kinnitusseadmed on seadmed, mis tagavad osade usaldusväärse fikseerimise, mis välistab elementide nihkumise, deformatsiooni ja jahutamise keevitamise ajal. Need sisaldavad:
- klamber;
- klamber;
- klamber;
- spacer;
- tasanduskiht.
Kiiresti vabastatav klamber on metalliga töötamisel üks levinumaid kinnituselemente. Osa on erineva kuju ja suurusega. Klambri suurust saab reguleerida või fikseerida.
Keevitusklambri abil kinnitatakse osa kindlale kohale lihtsalt ja kindlalt. Eeliseks on protsessi lihtsus: elemendid kinnitatakse käepidemete abil, millega klamber on varustatud.
Kinnitusseadmeid on mitut tüüpi: hoob, ekstsentriline, kiil, vedru, kruviklamber. Viimane mudel on keevitustööde tegemisel kõige nõudlikum.
Lipsu kasutatakse suurte toodete ühendamiseks ja kinnitamiseks. Tasanduskihiga kinnitamiseks on mitu võimalust.
Vahekaugus on mõeldud kõigi liigeste joondamiseks, vajaliku kuju andmiseks ja defektide kõrvaldamiseks.
Keevitustööde jaoks on kõige mugavamad universaalsed seadmed, millel on paigaldus- ja kinnitusfunktsioonid. Selliste seadmete tööpõhimõte on lihtne ja lihtne: soovitud osa sisestatakse tootesse, mille järel ekstsentrikid ja kruvid pingutatakse tihedalt.
Abivahendite peamine puudus on asjaolu, et need kuluvad kiiresti ja purunevad sageli. Seadmete ostmisega seotud kulude vähendamiseks võite proovida ise keevitusseadmeid valmistada. Pealegi pole seda raske teha.
Klambri valmistamine
Klambrit, keevitamisel kasutatavat kinnitusseadet, kasutatakse ka lukksepatöödel, puusepatöödel, treimisel. See nõuab kinnitusdetailide erinevat tugevust. Näiteks ühendamiseks metallist torud vajate klambreid, mis taluvad suuri koormusi. Poest ostetud seadmed ei ole piisavalt usaldusväärsed, seetõttu kasutavad keevitajad sageli omatehtud keevitusseadmeid.
Klambri valmistamine pole keeruline, vajate:
- terasleht, mille paksus on umbes 10 mm;
- pähkel - 3 tk;
- pesumasin suure läbimõõduga - 4-5 tk .;
- toru, mis on varustatud väliskeermega, mis vastab mutrite suurusele.
Seadme valmistamise ajal on vaja kinni pidada teatud algoritmist. Kinnitusdiagramm hõlbustab oluliselt selle kokkupanekut:
Ribad lõigatakse teraslehest, mille laius on 40 mm ja pikkus on erineva tähendusega:
- aluse pikkus 500 mm;
- pikkus 250 mm staatiliseks hoidmiseks konstruktsiooni põhjas;
- pikkus 100 mm libiseva varda loomiseks.
Järgmisena peaksite välja lõikama kaks 50 mm ristkülikut (A), mis on ette nähtud liikuva elemendi kinnitamiseks, ja osa (B), mis rõhutab toote staatilist osa. Järgmisena tuleks klambri alusele keevitada abiseade, mis on saanud L-tähe. Kinnitage lühikese serva külge osa B. Kolm mutrit on kokku keevitatud. Seibid keevitatakse ka kokku.
Seejärel asetage mutrid servaga liikuva elemendi külge ja keevitage nii, et kruvi, mis kruvitakse, oleks paralleelne klambri põhiosaga. Varda saab võtta eelnevalt ostetud kinnitusest. Sellele lisatakse vajadusel mutriga kinnitatud puidust käepidemed.
Keevisõmblus valmistatakse mööda komponentide A välisserva, mille vahele sisestatakse klambririba. Lisaks kinnitatakse liikuv element osade A siseservade külge ja teostatakse keevitamine. Lõpuks keevitatakse metallvarda serva külge lamedad seibid.
Saadud toode võimaldab teil hoida piisavalt suurt metalltorude konstruktsiooni ilma nihke, purunemise ja kaldeta.
Keevitamine 90 ° nurga all
Magneti paigaldamise skeem: 
Keevitusmagnetid, mis hoiavad ühendatavaid torusid 90 ° nurga all, on ette nähtud keevitustööde hõlbustamiseks. Aga kuidas teha korralik õmblus, kui sellist seadet käepärast polnud? Selleks peate võtma:
- ruudukujuline metallleht küljega 20-25 cm;
- ruudukujulise lõiguga toruosa;
- väikesed poldid mutritega - 3 tk;
- polt läbimõõduga 4 cm, mutter sellele - 3,5 cm;
- terasest silindri läbimõõt umbes 5 mm;
- keevitusmasin, puur, puur.
Kaks torutükki pikkusega 20 cm ja 15 cm keevitatakse metallruudule (nurkades, vastaskülgedel). Järgmisena peate nendest torudest valmistama paar abielementi: P -kujuline, segmentidest 10 cm pikk; ja võrdkülgne trapets (alus 11,5 ja 5,4 cm).
Kõik arvutused tuleb teha maksimaalse täpsusega.
Püsimagnetitega klambrid on kokku pandud vastavalt elementide ühendamise järjestusele. Nad täidavad suurepäraselt keevitatud magnetite funktsioone, mis on kodumajapidamises üsna kallid tooted.
Omatehtud elektroodihoidik on üsna tavaline toode, millel on sõltuvalt töö tüübist palju kuju ja suurust: ülisuurte torude keevitamine või keerutatud juhtmete jootmine.
Lihtne d¾ ”torust elektroodihoidik: 
Eksperdid soovitavad torude keevitamiseks vastupidava ja usaldusväärse hoidiku valmistamiseks koostada skeem, mis võtab arvesse kõiki toote omadusi. Seadmete pealt saate raha säästa, kui pöördute kooli töökoja poole, mis on tavaliselt varustatud niitimis- ja puurimismasinatega. Kodumajapidamises kasutatava keevitusseadme jaoks on soovitav teha riiul, kus hoitakse keevitustöödeks vajalikke väikeseid esemeid.

