Postoji nekoliko načina zavarivanja cjevovoda (čelika). Ali izgled pretvarača potisnuo je na sve načine, a sada se zavarivanje cijevi u svakodnevnom životu vrši ovim uređajem. Prvo, jednostavnost postupka zavarivanja i drugo, pristupačnost i velika sigurnost. Štoviše, tehnologija zavarivanja cijevi nije baš komplicirana, glavna stvar je pravilno pripremiti i odabrati potrebne potrošne materijale.

Postupak zavarivanja započinje pripremom. Prije svega, potrebno je s kojima će cijevi biti zavarene. Dva su kriterija odabira: materijal od kojeg je izrađena metalna šipka, a premaz je materijal koji pokriva šipku.
Za zavarivanje metalnih cevi koriste se taliće elektrode i one koje se ne tope. U prvom se jezgra topi, u drugom ne. U drugom slučaju koristi se dodatni materijal - aditiv, koji varak ispunjava samim sobom. Praksa pokazuje da se zavarivanje cijevi potrošnim elektrodama danas češće koristi u kućnim uvjetima. Samo zato što je ova metoda jednostavnija.
Sada, što se tiče premaza elektroda. Postoji nekoliko položaja u kojima se razni materijali koriste za oblikovanje zaštitne površine.
- Kisele.
- Rutilna kiselina.
- Celuloza.
- Rutilna celuloza.
- Glavne.
Svaki položaj ima svoje prednosti i nedostatke, pa pri odabiru morate uzeti u obzir uvjete zavarivanja cjevovoda. Ali postoji univerzalna opcija među njima - to su elektrode sa osnovnim premazom. U ovu kategoriju pripadaju i marke elektroda poput SSSI, OZS, VI, EA, NIAT, OZSh i ostale manje poznate. Preporučuje se početnicima zavarivačima da zavare cijevi s UONI elektrodama.
Prije nego što zavarite dvije cijevi, morate shvatiti da ih ima nekoliko.
- kada su dve cevi postavljene jedna nasuprot drugoj.
- Sa preklapanjem se obično spajaju dvije cijevi različitog promjera, ili istog promjera, samo se jedna od cijevi proširuje, odnosno mehanički se povećava njegov promjer.
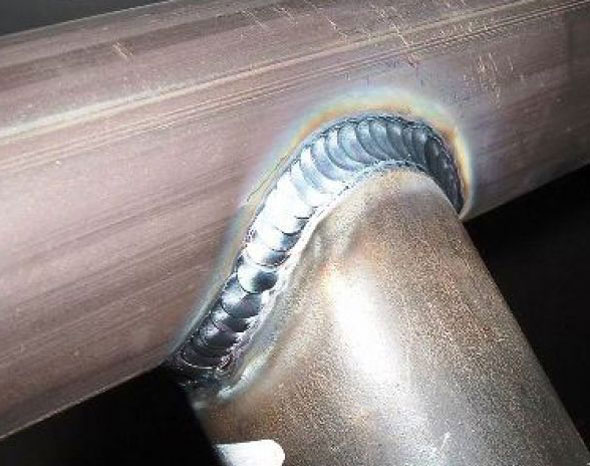
- T-spoj, kada su dva cjevovoda spojena u okomitim ravninama.
- Ugaona veza kada je spoj izveden pod kutom manjim od 90 °.
Uzgred, opcija broj jedan čini se vrlo jednostavnom. Ali u tome leži složenost samog procesa. Prvo, bolje je kuhati takav šav u donjem položaju, to je kada se elektroda na spoj veze spaja odozgo. Drugo, potrebno je prokuhati metal u cijeloj debljini zida.
I još nekoliko korisnih savjeta.
- Za kuglasto zavarivanje cijevi i marki najbolje je koristiti elektrode promjera 2-3 mm.
- Način zavarivanja, to jest vrijednost instalirane struje treba biti u rasponu od 80-100 ampera. Pri krupnom zavarivanju struja se mora povećati na 120 A.
- Punjenje zavara mora biti takvo da se metal diže 2-3 mm iznad ravnine cijevi.
- (kvadrat) proizvodi se u tački. Odnosno, prvo se na jednu stranu zavari mali presjek, zatim na suprotnu stranu, zatim na susjednu, a zatim na suprotnu susjednu. Nakon čega su spojevi potpuno zavareni. Cilj je spriječiti cijev da se tokom zagrevanja zagrijava.
Prije kuhanja cijevi električnim zavarivanjem moraju se pripremiti. To se uglavnom odnosi na ivice. Evo slijeda kako to učiniti.
- Geometrijske dimenzije provjeravaju se u skladu s ugradnjom cjevovoda. Cijevi različitih debljina stijenke mogu se priključiti što može dovesti do neproboja debele cijevi ili do pregavanja kroz tanku.
- U kontekstu cjevovoda treba biti okrugla, a ne ovalnog ili drugog oblika. To će jednostavno osigurati kvalitetu zavarenog spoja i pojednostaviti sam proces.
- Zidovi cijevi ne bi trebali imati nedostatke: pukotine, nabore, ekstenzije itd.
- Rez ruba mora biti ravan (90 °).
- Ivice su zaštićene metalnim sjajem (četkom, brusnim papirom). Duljina očišćenog područja nije manja od 1 cm od ruba.
- Mrlje od ulja i masti, boja se uklanja, krajevi se moraju mazati bilo kojim otapalom.
I premda SSSI elektrode nisu kapricijske, to jest, čak se i zahrđali dijelovi mogu proizvesti uz njihovu pomoć, bilo kakvi nedostaci metala utječu na kvalitetu šava. Stoga je vrijedno odvojiti malo vremena za pripremu ivica cjevovoda.
Zavarivanje čeličnih cevi
Zavarivanje cijevi kružnog presjeka je kontinuirani šav. Odnosno, ako je postupak započeo od jedne točke, tada bi se trebao završiti na njemu, bez kidanja elektrode sa površine zavarene. Pri zavarivanju cijevi velikog promjera (preko 110 mm) s jednom elektrodom nemoguće je ispuniti šav. Stoga je potrebno primijeniti višeslojno zavarivanje, pri čemu se broj slojeva određuje debljinom zidova cijevi. Na primjer:
- Ako je debljina stijenke 6 mm, tada su dovoljna dva sloja metala.
- 6-12 mm - zavarivanje se vrši u tri sloja.
- Više od 12 mm - više od četiri sloja.
Pažnja! Višeslojno zavarivanje se izvodi uz jedan zahtjev. Prije nanošenja sljedećeg sloja, prethodni premaz treba ohladiti.
Montaža cjevovoda
Prije zavarivanja cijevi, radi pojednostavljenja zadatka potrebno je sastaviti spoj za zavarivanje. Odnosno, cijevi montirajte prema nacrtu montaže, zakačite ih tako da se ne miču ili ne pomeraju. Tada se pravi prianjanje. To je slučaj kada se na jednom mjestu vrši točkovno zavarivanje, ako se cjevovod sastavi od proizvoda velikog promjera, tada se zavarenje može obaviti na više mjesta.
U principu, sve je spremno, možete kuhati cjevovod. Čini se da bi to mogao biti kraj razgovora o zavarivanju. Ali za početnike zavarivače to je tek početak, jer je postupak zavarivanja povezan sa sastavljanjem cjevovoda veliki broj nijansi. Evo samo nekoliko njih koje je potrebno usvojiti.
- Cevi debljine više od 4 mm mogu se kuhati korjenskim šavom, to je kada metal ispunjava prostor između rubova do pune dubine i kotrlja se kad se na vrhu šava formira valjak visok 3 mm.
- Kod spajanja cijevi promjera 30-80 mm s vertikalnim šavom, tehnologija se malo razlikuje od donje lokacije šava. Prvo se napuni zapremina od 75%, a zatim se ostatak prostora.
- S tehnologijom višeslojnog zavarivanja vodoravni šav kuha se u dva sloja tako da se sljedeći nanosi u suprotnom smjeru od prethodnog.
- Točka spajanja donjeg sloja ne smije se podudarati s istom točkom gornjeg sloja. Točka zamka je kraj (početak) šava.
- Obično se pri zavarivanju cevi moraju stalno okretati. Oni to rade ručno, tako da morate znati da je optimalni sektor rotacije 60-110 °. Upravo u ovom rasponu, šav je smješten na mjestu pogodnom za zavarivač. Njegova dužina je maksimalna, a to vam omogućava kontrolu kontinuiteta veze šavova.
- Najteža stvar, prema mišljenju mnogih zavarivača, jest okretanje cjevovoda odmah za 180 ° i istovremeno održavanje kvalitete zavarivati. Stoga se takvim obratom preporučuje promjena tehnologije zavarivanja. Odnosno, šav se prvo prokuha na dubinu od 2/3 u jednom ili dva sloja. Zatim se cjevovod okreće za 180 °, gdje se šav potpuno ispunjava u nekoliko slojeva. Zatim ponovo slijedi zavoj od 180 °, gdje je šav potpuno ispunjen metalom elektrode. Usput, takvi zglobovi se nazivaju rotacijski.
- Ali postoje i fiksni spojevi, to je kada je cijev do cijevi zavarena u fiksnoj konstrukciji. Ako je cjevovod smješten vodoravno, tada je potrebno spojiti spoj između njegovih dijelova, podijelivši ga na dva dijela. Zavarivanje započinje od donje točke (plafon) i kreće se prema vrhu. Na isti način se zavari i druga polovica spoja.
I posljednji korak u tehnologiji zavarivanja cijevi je ovo. Mora se udariti čekićem da bi se šljaka srušila. Tada za dostupnost. Ako je cjevovod projektiran za tekućine ili plinove, nakon sklapanja u njega se uvodi voda ili plin kako bi se provjerilo da li curi.
Proces zavarivanja je zapravo odgovoran događaj. I samo iskustvo zavarivača može garantirati kvalitetu konačnog rezultata iz prvog pokušaja. Ali iskustvo je posao. Nudimo vam da pogledate video - kako pravilno kuhati čelične cijevi.
Prije nego što opišete tehnologiju, morate razumjeti koje metode zavarivanja cijevi postoje u savremenim uvjetima.
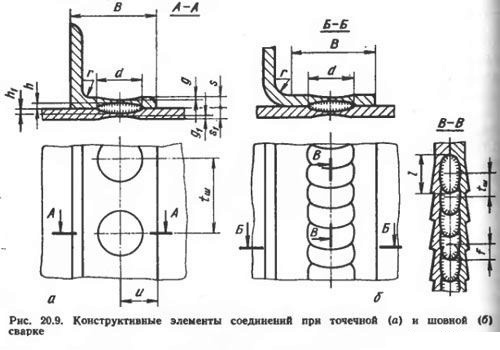
Vrste zavarenih spojeva cijevi i dijelova cjevovoda.
Cjevovodi su zavareni i mogu se koristiti za opskrbu plinom i tekućinama. Djeluju na različitim temperaturama i pritiscima grijanja. Glavni konstrukcijski elementi i vrste zavarenih spojeva utvrđeni su GOST 16038-80 za bakar-nikal i bakar, GOST 16037-80 za čelične cjevovode. Takvi spojevi navedeni su u GOST 5264-80 U1, mogu se naći u čeličnim stupovima, gredama, spremnicima i farmama. Naročito se nalaze u inženjerskim konstrukcijama, bojlerima, rezervoarima i cjevovodima.
Zavarene spojeve pod oštrim i nejasnim uglom treba izvesti u skladu s GOST 11534-75.
Ovim standardom utvrđuju se glavni konstrukcijski elementi, vrste i veličine zavarenih spojeva konstrukcija od niskolegiranih i karbonskih čelika koji se izvode zavarivanjem potrošnom elektrodom debljine zavarenog metala do 60 mm ukupno. prostorne odredbe, s smještanjem zavarenih dijelova pod tupim ili oštrim uglom. Poštivanje zahtjeva ovog standarda je obavezno.
Možemo razlikovati nekoliko vrsta zavarenih spojeva: stražnjica, čađa, krilo i ugao. Vrsta zavara može varirati ovisno o vrsti spoja. Zavarivanje fila obično ima konkavnu ili ravnu, ponekad konveksnu površinu. Veličina takvog šava je definirana nogom, vidljivom ili izračunatom. Kutak i stražnji šavovi postoje jednostrani i bilateralni. Cortni šavovi se razlikuju po obliku pripreme ivica i veličinama. Pri pripremi spojeva cijevi za zavarivanje potrebno je provjeriti okomitost ravnine cijevi koja je urezana do njegove osi, količinu tupanja i kut otvaranja zavara.
Visina šala i dužina zavarivanja pri zavarivanju pod različitim kutovima
Ugao elektrode: a - u vodoravnoj ravnini; b- u vertikalnoj ravnini
Pod kutom α 30 koeficijent je 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Na primjer: vrijednost koeficijenta je 2,41 kod zavarivanja dviju cijevi pod kutom od 45 °, s vanjskim promjerom D \u003d 520 mm; tada će veličina odsječene maramice biti jednaka 1253 mm \u003d 520 x 2,41
Za izračunavanje duljine šava vanjski promjer cijevi množi se s odgovarajućim koeficijentom:
pod kutom α 30 koeficijent je 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Razlika u debljini stijenke cijevi za zavarivanje i pomak njihovih rubova ne smije biti veća od 10% debljine stijenke i ne smije biti veća od 3 mm. Treba osigurati ujednačen zazor na i 2-3 mm između spojenih ivica spojnih elemenata.
Opcije za šavove u različitim položajima

Položaj elektrode pri zavarivanju "u čamcu": a - zavarivanje u simetričnom "čamcu"; b - zavarivanje asimetrično<лодочку>; u - prostorni položaj elektrode
Ugaoni spojevi se mogu izvesti u donjem položaju. Ugaoni spojevi se kuhaju „u asimetričnom brodu“ i „u simetričnom brodu“. Da bi se izbjegli podrezivanja i nedostatak prodora na ivicama, zavarivanje "u čamac" treba izvesti elektrodom, s prihvatljivom potporom vizira na ivicama. Ako se snimanje zavarivača s nagibom vrši nagnutom elektrodom, zavarivanje se mora obaviti sa „stražnjim uglom“. Ugaoni šavovi sa nogama većim od 10 mm bez nagiba, izrađeni su u jednom sloju sa zakašnjenjem korijena šava poprečnim potezima elektrode u „trouglu“.
Zavarivanje spojnih zglobova filetnih zavara u donjem položaju vrši se elektrodama u jednom sloju promjera do 5 mm bez poprečnih vibracija. Da bi se postigao prodor kutne veze, potrebno je napraviti prvi valjak (korijenski ugao) s elektrodom promjera 3 mm na maksimalnoj struji, ovisno o debljini metala 95-120 A.
Prije sastavljanja spojenih cijevi dužine 15 - 20 mm očiste se od prljavštine, rđe, kamenca i ulja. Sastavni dio zavara su nastavci. Pri zavarivanju cijevi lijepljenje se vrši na 4 mjesta duž kruga promjera do 300 mm, ravnomjerno šavom duljine 50 mm i visine od 3-4 mm. Kod zavarivanja cijevi većih od 300 mm, promjeri ljepljenja postavljaju se ravnomjerno svakih 250 do 300 mm po cijelom obodu spoja.
Postojeće metode zavarivanja mogu se podijeliti u 2 skupine. U prvu skupinu treba uvrstiti metode zavarivanja kada su metali u čvrstom stanju zavareni u zajedničkoj plastičnoj deformaciji, često s dodatnim zagrijavanjem. Druga grupa uključuje metode topljenja na spoju.
Glavne vrste zavarivanja

Lučno zavarivanje - međusobno povezivanje rastaljenih metala pomoću električnog luka;
- Luk - veza međusobno rastopljenih metala pomoću električnog luka;
- Elektroslag - topljenje metala nastaje zbog topline dobivene zbog oslobođene električne struje koja prolazi kroz rastopljenu šljaku;
- Ultrazvučne - ultrazvučne vibracije prenose se duž valovoda od pretvarača do radnog vrha. Pod djelovanjem ultrazvučnih vibracija i vertikalnih tlačnih sila u radnim komadima nastaju sile trenja, koje su dovoljne za dobivanje spoja za zavarivanje;
- Kontakt - pritiskom. Radni dijelovi koji se spajaju stezani su elektrodama, a pod utjecajem struje zavarivanja u kontaktnoj zoni dolazi do snažnog zagrijavanja i kompresije komada, čiji je rezultat zavarivajući spoj;
- Lasersko - zavarivanje snopom svetlosti, koje se dobiva iz posebnih čvrstih i gasnih emitera. Takvo lasersko zavarivanje može se izvesti u zraku na udaljenosti od generatora. Lasersko zavarivanje vrši se laserskim snopom koji zagrijava i topi metal. Energija laserskog snopa koncentrirana je na malom prostoru. Snop ima specifičnu talasnu dužinu i frekvenciju, zbog čega je precizno fokusiran optičkim sočivima, budući da je kut refrakcije u leći snopa konstantan.
Proces laserskog zavarivanja - duboka penetracija metala laserskom snopom - sličan je procesu zavarivanja elektronskim snopom. Koncentrirano lasersko zračenje djeluje na površinu metala, a kao rezultat ključanja i taljenja metala formira se parno-plinski kanal koji se smatra približno linearnim izvorom grijanja. Stoga se lasersko zavarivanje može izvesti kraj do kraja bez dodatne upotrebe materijala za punjenje, što dovodi do velike brzine procesa.
Najbolje je podijeliti lasersko zavarivanje na 2 vrste: točkasti i šavni
Zavareni spoj laserskim zavarivanjem odgovara čvrstoći osnovnog metala, dok postoji minimalna deformacija zavarivanja zavarenih proizvoda
Tačka - najčešće se koristi u mikroelektroniki. Korišćenjem tačkanog laserskog zavarivanja možete postići visoku preciznost zavarivanja i najmanjih elemenata. Za takvo zavarivanje uglavnom se koriste impulsni čvrsti laseri.
Lasersko zavarivanje šavova koristi se za postizanje čvrstog zgloba i pouzdane mehaničke veze. Za zavarivanje šava koriste se laseri koji rade u pulsnom ili kontinuiranom režimu.
Lasersko zavarivanje razlikuje se od drugih vrsta u uskoj zoni zahvaćenoj toplinom zbog velike brzine zavarivanja. Zavareni spoj odgovara čvrstoći osnovnog metala, dok postoji minimalna deformacija zavarivanja zavarenih proizvoda. Lasersko zavarivanje se izvodi bez vakuumskih komora. Na teško dostupnim mjestima možete zavariti širok raspon materijala - od visoko ugljičnih i visokolegiranih čelika do legura na bazi titanijuma i bakra, stakla, keramike, plastike i raznih spojeva, u različitim prostornim položajima. Moguće je izraditi i veze takvih vrsta koje jednostavno nije moguće zavariti na tradicionalni način zavarivanja. Dakle, lasersko zavarivanje sada zaslužuje da se nazove najperspektivnijom tehnologijom u zavarivačkom radu.
Za lasersko zavarivanje koriste se dvije vrste lasera: kruti i plinski

Laserski krug u čvrstom stanju
Zbog male snage, čvrsti laseri mogu zavarivati \u200b\u200bsamo male dijelove male debljine, najčešće su to mikroelektronski predmeti. Za moderne televizore, lasersko zavarivanje koristi se za zavarivanje zapečaćene epruvete sa katodnom cijevi. Gasni laseri su snažniji, obično koriste CO2 + N2 + He (mješavinu plinova) kao aktivno tijelo. Plin se pumpa iz cilindara kroz cijev za odvod plina. Pražnjenje električne energije između elektroda koristi se za aktiviranje plina. Ogledala su postavljena na krajevima cevi za odvod gasa. Elektrode su povezane na napajanje. Vodeni sistem hladi laser.
Najjači su plin-dinamički laseri. U radu se koriste gasovi zagrejani na temperaturu od 1000-3000 K. Plin, nadzvučnom brzinom, istječe kroz Laval mlaznicu, nakon čega dolazi do adijabatskih ekspanzija i hlađenja u zoni rezonatora. Tada pobuđeni molekuli ugljičnog dioksida odlaze na niži energetski nivo i emitiraju koherentno zračenje.
Prednosti laserskog zavarivanja
Upotreba laserskog zavarivanja otežana je ekonomskim razlozima; tehnološki laseri su i dalje skupi, pa je pažljivo odabran opseg laserskog zavarivanja. Lasersko zavarivanje je isplativo ako je potrebno značajno povećati produktivnost, jer njegova brzina može biti nekoliko puta veća od tradicionalnih metoda.
Lasersko zavarivanje ima prednosti koje nisu svojstvene drugim metodama zavarivanja.. Laser se može nalaziti na velikoj udaljenosti od mjesta zavarivanja, što u mnogim slučajevima daje ekonomski učinak. Na primjer, za popravak cjevovoda koji su položeni duž dna rezervoara, postoji instalacija za lasersko zavarivanje. Kolica s rotirajućim ogledalom unutar cijevi pomiču se, a laser se nalazi na kraju dijela cjevovoda, koji šalje zraku u cijev, što omogućava lasersko zavarivanje bez podizanja cjevovoda na površinu.
Čelične cijevi se obično zavarivaju na zavarivanje. Na isti način se spajaju i delovi cevovoda ako su napravljeni od armature strukturalni čelici ili cevi od legura visoke legure. Različiti metali imaju različite tehnologije zavarivanja i elektrode. Zavarivanjem ili lemljenjem spajaju se i bakarni i aluminijski elementi, ali za to će trebati poseban argon-lučni aparat, koji proizvodi električni luk u medijumu za plin argon, a kao elektroda se koriste aluminijumska i bakrena žica.
Zavarivanje je pogodno i za polimerne cijevi, ali u ovom slučaju je posebno - termičko pod pritiskom. Sličan spoj koristi se u proizvodnji fitinga koji su sastavljeni od odsječenih komada cijevi.
Glavni regulatorni dokument koji regulira kutno zavarivanje cijevi je GOST 16037-80. Ugaona konjugacija za zavarivanje cjevovoda vrši se pomoću nekih vrsta spojeva:

Kvadratne cijevi su zavarene prema istim pravilima.
Vrste kutnog zavarivanja
Sve vrste zavarivanja, bilo argonsko-lučno, električno-lučno ili plinsko, počinju činjenicom da je potrebno prilagoditi krajeve. Razmak između elemenata treba biti u opsegu od 0,5 mm do 1,5 mm. 
Zavarivanje bez nagibanja koristi se samo na cijevima za koje je debljina stijenke prilično mala - od 1 do 6 mm. Postupak spajanja počinje oduzimanjem elemenata točkovnim zavarivanjem, a zatim nastavljaju ispravljati položaj cijevi i izrađuju prstenasti zavar spoja duž vanjske ivice.
Ugaona konjugacija, koja ima jednostrani kraj, sugerira prisustvo preša koji je izrađen pod uglom od 50 oko. S bilateralnim presjekom, potrebne su vam dvije pregrade pod kutom od oko 30. Jaz je dopušten do 1-2 mm u prvom slučaju i 2-5 mm u drugom. Stoga u ovim slučajevima nije bitna idealna ivica elemenata. Na ovaj način se cijevi spajaju debljinom stijenke od 2 do 20 mm. 
At ugaono zavarivanje kod nagiba i presjeka debljina stijenke treba biti od 6 do 60 mm, širina presjeka od 18 do 48 mm. Cijevi takvih dimenzija su zavarene pomoću posebne tehnike punjenja bazena za zavarivanje.
U procesu održavanja kuće česti su slučajevi kada trebate napraviti bilo koju strukturu od običnih cijevi ili profila. Često se u te svrhe koriste lagani i jednostavni za postavljanje. plastične cijevikao i čelični proizvodi s pričvršćenim navojima. Međutim, u ovom ćemo članku razmotriti kako pravilno zavariti cijev za grijanje ili druge potrebne sustave u vašem domu, jer gore navedene opcije nisu uvijek prihvatljive i preporučljive.
Izbor elektroda
Prvo što će vam trebati za obavljanje zavarivačkih cijevi s grijaćim cijevima ili drugim konstrukcijama jesu elektrode. Kvaliteta ovog potrošnog materijala ovisit će ne samo o pouzdanosti dobivenih zavara i nepropusnosti sustava, već i o izradi radova.
Pod elektrodom se podrazumijeva tanka čelična šipka sa posebnim premazom koja omogućava stabilan luk u procesu električnog zavarivanja cijevi i sudjeluje u stvaranju zavara, a također sprječava oksidaciju metala.

Klasifikacija elektroda uključuje odvajanje vrste jezgre i vrste vanjskog premaza.
Po vrsti jezgre postoje takve elektrode:
- Sa centrom bez potrošnje. Materijal za takve proizvode je grafit, električni ugljen ili volfram.
- Sa centrom za topljenje. U ovom se slučaju kao žica koristi žica, čija debljina ovisi o vrsti zavarivačkog rada.
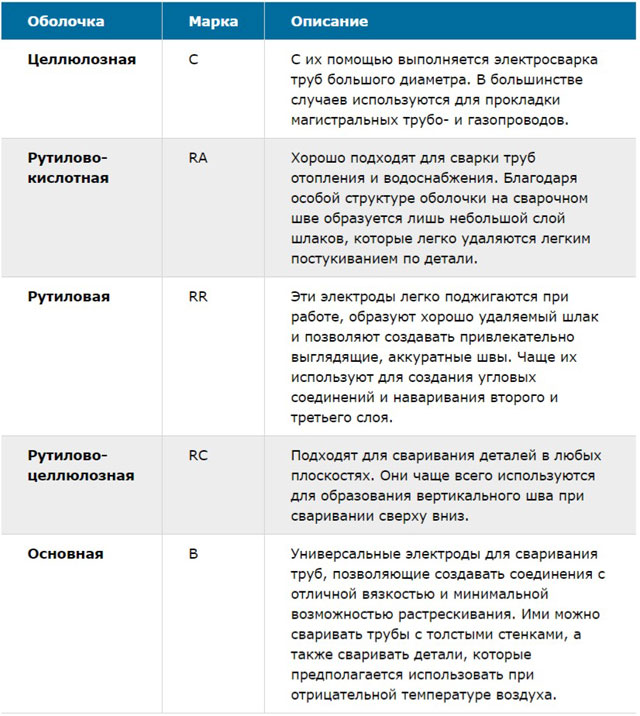
Što se tiče vanjske ljuske, mnoge elektrode koje se mogu naći na tržištu trebaju biti podijeljene u nekoliko skupina.
Dakle, pokrivenost može biti:
- Celuloza (stepen C). Ovi se proizvodi uglavnom koriste za zavarivanje cijevi velikog presjeka. Na primjer, za postavljanje cjevovoda za transport plina ili vode.
- Rutinska kiselina (RA). Takve elektrode su optimalne za zavarivanje metalnih cijevi za grijanje ili vodovodnih cijevi. U ovom slučaju je zavar prekriven malim slojem šljake, koji se lako uklanja tapkanjem.
- Rutile (RR). Ova vrsta elektroda omogućava dobivanje vrlo preciznih šavova za zavarivanje, a šljaka koja se formira tijekom rada vrlo se lako uklanja. Povoljno je da se takve elektrode upotrebljavaju na mjestima kutnih spojeva ili za zavarivanje drugog ili trećeg sloja.
- Rutilna celuloza (RC). Mogu se izvesti slične elektrode zavarivački radovi apsolutno u bilo kojoj ravnini. Konkretno, oni se vrlo aktivno koriste za stvaranje dugog vertikalnog šava.
- Glavni (B). Takvi se proizvodi mogu nazvati univerzalnim, jer su pogodni za zavarivanje cijevi s debelim zidovima, dijelova čiji će rad biti izveden na niskim temperaturama. U ovom se slučaju formira plastični visokokvalitetni šav, koji se ne pukne i ne deformira s vremenom. Vidi također: "".
Prije početka rada, preporučujemo vam da se savjetujete sa svojim kolegama zavarivačima o vrstama elektroda koje oni najviše vole koristiti. U svakom će slučaju to biti različite marke, jer će se na prodaju moći naći velik broj marki, osim toga, različite od grada do grada.
Ono što posebno treba napomenuti je postojanje izravne veze između cijene i kvalitete elektroda. Činjenica da jeftini potrošni materijal ne dopušta pravilno zavarivanje cijevi potrebnom razinom kvalitete već je u praksi provjereno. Zbog toga ne biste trebali štedjeti na ovoj stavci troškova, jer kao rezultat toga mogu porasti mnogo više.
Raznolike zavare i spojevi cijevi
Postoji nekoliko načina kako kuhati cijevi električnim zavarivanjem:
- postavljanje zadnjice kraj do kraja - u ovom slučaju, segmenti cijevi su točno nasuprot jedni drugima;
- veza s markom - to znači da su dva komada cijevi postavljena okomito, u obliku slova "T";
- pričvršćivanje na krilce - u ovoj izvedbi jedan od komada cevi je zapaljen tako da se može nositi i sa drugim;
- ugaona veza - to jest, dva dijela su postavljena pod kutom od 45 ° ili 90 °.

Kod zavarivanja cijevi električnim zavarivanjem mogu se izraditi sljedeći šavovi:
- vodoravna - u ovom slučaju cevi koje treba zavariti nalaze se vertikalno;
- okomiti - to su šavovi u vertikalnom delu cevi;
- plafon - u ovom slučaju se elektroda postavlja u donjem delu dela, iznad glave zaposlenika;
- niže - odnosno šavovi zbog kojih se morate saviti.
Imajte na umu da kada radite sa čelične cijevi spoj mora biti s glavom na glavi, uz obavezno vrenje priključne točke duž debljine stijenke proizvoda. Optimalna u ovom slučaju je upotreba donjeg rotacijskog šava.

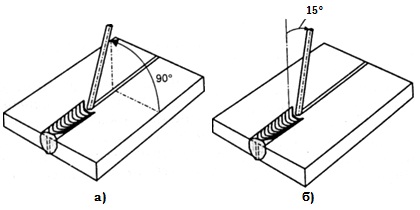
- Pri obavljanju zavarivačkih radova elektroda se treba držati pod kutom od 45 ° ili nešto manje, tada će rastopljeni metal pasti u cijev zavarivanje u mnogo manjoj količini.
- Ako spajate u marki ili stražnjici, trebat će vam elektrode od 2-3 mm. U isto vrijeme, trenutna čvrstoća optimalna za pouzdano brtvljenje sustava je u rasponu od 80-110 ampera.
- Za pouzdano zavarivanje skočnog zgloba struju treba povećati na 120 ampera, a mogu se koristiti i slične elektrode.
- Optimalna visina zavara treba biti 3 mm iznad površine cijevi. Tek nakon njegovog postizanja delo se može smatrati dovršenim.
Zasebno, vrijedi se pozabaviti profiliranim proizvodima. Zavarivanje takvih cijevi mora se izvesti prema tački. To znači da najprije hvataju dvije točke na suprotnim stranama profila, a zatim prelaze na dvije druge točke i tako dalje dok se cijela cijev ne zagrije. Nakon toga, počinju izvoditi kontinuirano zavarivanje duž perimetra cijevi.
Preliminarni rad sa dijelovima
Prema uputama moraju biti ispunjeni sljedeći uvjeti:
- Geometrijske veličine.
- Prisutnost certifikata o kvaliteti, posebno ako je riječ o cjevovodu za pitku vodu.
- Savršeno okrugli oblik cijevi - nisu dopušteni krajnji nedostaci u obliku spljoštenog ili ovalnog presjeka.
- Ista debljina stijenke po cijeloj njihovoj dužini.
- Hemijski sastav proizvoda mora biti u skladu s GOST-ovima Ruske Federacije za različite sustave. Ove se informacije saznaju iz tehničke dokumentacije ili laboratorijskih ispitivanja.

Proces pripreme uključuje sljedeće faze:
- provjerite ravnomjernost posjekotine na kraju cijevi - ona bi trebala biti jednaka 90º;
- prednja strana i područje od 10 mm od nje moraju se pažljivo očistiti dok se ne pojavi metalni sjaj;
- sve tragove ulja, rđe, boja ukloniti i odmastiti površinu na kraju cijevi.
Posljednja stvar na koju treba voditi računa je ispravna konfiguracija kraja. Kut otvaranja ruba trebao bi biti 65 °, a indeks neprozirnosti 2 mm. Dodatnom obradom postižu se potrebni parametri.
Takav se posao može obaviti s prešarom, aparatom za glačanje lica ili brusilicom. Profesionalci koji rade s cijevima velikog promjera koriste glodalice ili rezače za plin i plazmu.
Postupak zavarivanja
Kad sve zaostane, pripremite se za zavarivanje. Ako nemate potrebne vještine, a nikada ranije niste radili takav posao, prvo preporučujemo vježbanje na dodatnim komadima cijevi kako ne biste pokvarili cijeli sustav.
Mogućnosti električnog zavarivanja
Ako su okrugle cijevi zavarene, onda šav na njima mora biti kontinuiran. To znači da čim započne rad, on se ne može prekinuti sve dok se ne formira kontinuirani zavar. U slučaju rada s rotacijskim i ne rotacijskim spojevima, zavarivanje cijevi za grijanje električnim zavarivanjem treba izvesti u više slojeva. Njihov broj ovisit će o debljini stijenke cijevi.

Zavisnost broja slojeva od parametara zida izražena je u takvim količinama:
- 2 sloja zavara se izvode na cijevima debljine stijenke do 6 mm;
- ako zidovi variraju u debljini od 6-12 mm, bit će potrebna 3 sloja;
- svi ostali proizvodi čija je debljina stijenke još veća zahtijevaju nanošenje 4 sloja šava.
Pored toga, vrijedno je razmotriti i nekoliko važnih karakteristika:
- Koju polarnost i struju treba primijeniti (konstantnu ili naizmjeničnu) ovisit će o debljini stijenke cijevi, njihovom materijalu i ovojnici elektrode. Sve informacije trebaju biti navedene u uputama za elektrode.
- Debljina šipki elektrode utječe na snagu struje koja je potrebna za zavarivanje. Ovaj pokazatelj možete procijeniti množenjem debljine šipke za 30 ili 40. Dakle, možete izračunati struju u amperima i postaviti je na opremu za zavarivanje.
- Brzina rada nije regulisana. Trebate samo osigurati da luk ne ostane u jednom trenutku predugo, jer će u protivnom rub izgorjeti i morat ćete početi iznova.
Da biste olakšali svoj posao prije započinjanja zavarivanja plinske cijevi Električno zavarivanje može se koristiti za sastavljanje spojeva.
Prikupljamo veze
Ovaj postupak treba izvesti u sljedećem slijedu:
- Cijevi trebaju biti fiksirane u poroku ili drugom uređaju, povezujući ih krajnjim krajem. Zatim se spoj na elektrodu mora izvršiti na 2-3 mjesta. Ako su to samo 2 boda, onda ih napravite na suprotnim stranama kruga.
- U slučaju kada je napravljena samo jedna spojna točka, konačno ključanje spoja mora započeti s suprotne strane.
- Napominjemo da debljina elektrode za cijevi debljine stijenke unutar 3 mm ne smije biti veća od 2,5 mm.
I još nekoliko korisnih informacija u vezi s tehnikom zavarivanja.

Ako radite s cijevima čija debljina stijenke prelazi 4 mm, tada se njihova veza vrši pomoću dva šava - korijena, koji prolazi kroz cijelu debljinu čelika, i valjka, koji je valjak visok 3 mm.
Performing vertikalni šavovi na cijevima s presjekom od 30-80 mm zavarivanje se izvodi u dva koraka - prvo se napravi šav po dužini, a zatim sve ostalo.
Kada napravite vodoravni šav u nekoliko slojeva, pri svakom narednom pristupu elektroda bi se trebala kretati u suprotnom smjeru.
Krajnje (dvorske) točke šava, izrađene u nekoliko slojeva, moraju se postaviti na različita mjesta.
Radite sa rotacijskim i fiksnim spojevima
Među pravilima za obavljanje takvih poslova su sljedeća:
- Okretni spojevi će se povoljno izvesti u rotatoru. Poželjno je da brzina rada i rotacija mehanizma budu isti.
- Mjesto kontakta metala sa lukom (zavarivač) treba biti smješteno 30 ° ispod gornje točke cijevi instalirane u rotatoru, od suprotnog smjera okretanja strane.
- Takav se rad može obaviti i ručno. Da biste to učinili, svaki put kada se cev okreće za 60-110º, tako da je zgodno raditi s njom.
Međutim, najteži će mu biti posao kada se cijev okrene za 180º.

U tom je slučaju zavarivanje bolje podijeliti u 3 stupnja:
- Prije svega, oni su zavareni u 1-2 sloja cijevi od 2/4 cijevi duž vanjskog polumjera zavoja.
- Zatim se cijev otvara, a preostali dio šava je zavaren, izvodeći sve slojeve odjednom.
- Na kraju se cijev ponovno okreće, a preostali slojevi šava dodaju se na vanjsku stranu zavoja.
Zavarivanje fiksni zglobovi izveden u dvije faze.
Metoda rada je sljedeća:
- Cijev se mora vizualno podijeliti u dva segmenta. Šav u ovom slučaju ispasti će i vodoravni, i vertikalni i stropni.
- Zavarivanje započinje od donje tačke kruga, glatko premještajući elektrodu do gornje tačke. Na isti način se rade i sa suprotne strane.
- Luk je u ovom slučaju kratak, jednak u dužini sa ½ debljine jezgre elektrode.
- Visina valjanog šava može doseći 2-4 mm, sve ovisi o debljini stijenke cijevi.
Završna faza zavarivanja je kontrola kvalitete spojeva.
Provjera pouzdanosti veze
Često ćete morati sami provesti kontrolu kvalitete zavarenosti i nepropusnosti sustava vizualnim pregledom.
Da biste to učinili, prvo šav morate očistiti od šljake i dodirnuti ga laganim čekićem. Dalje, sam šav vizualno se pregleda na prisustvo čipova, posjekotina ili pukotina u njemu, slabo kuhanih komada ili opekotina, kao i drugih oštećenja.
Posljednji korak je mjerenje debljine šava. Da biste to učinili, možete koristiti standardne instrumente, kao i sonde, predloške i druge uređaje.
Imajte na umu da se također moraju provjeriti curenja plina ili sustava za prijenos plina ili vode. Da biste to učinili, izvršite probni rad tečnosti pod pritiskom.
Mjere opreza pri radu sa strojem za zavarivanje
Važna stvar u bilo kojem električnom radu, uključujući zavarivanje metalnih cijevi, je poštivanje sigurnosnih propisa. Ako ih zanemarite, možete dobiti razne povrede, poput toplinskih opekotina na koži, opekotina na mrežnici lučnim lukovima, električnih udara i drugih.

Stoga prije početka rada morate izvršiti sljedeće korake:
- provodni vodiči i dijelovi strojeva za zavarivanje moraju biti izolirani;
- slučaj opreme za zavarivanje i dodatnih uređaja moraju biti uzemljeni;
- kombinezoni i rukavice trebaju biti apsolutno suvi;
- stavite galoše ili položite gumenu prostirku u malu sobu radi dodatne izolacije;
- da biste zaštitili oči i lice, tijekom rada treba nositi zaštitni štit.
Sažetak
Stoga smo dijelom ispričali kako izvoditi zavarivačke radove na električnoj opremi. Naravno, da bi posao bio uspješan, morate imati neke praktične vještine. Međutim, zahvaljujući informacijama sadržanima u materijalu, znat ćete odakle početi vježbati. Ako slijedite naše preporuke, sigurno ćete moći zavarivati \u200b\u200bmetalne cijevi na pristojnom nivou.
Materijali za zavarivanje 2016-04-04T01: 21: 54 + 00: 00 Kako zavarivati \u200b\u200bprofilne cevi
Materijali za zavarivanje
Profiliranim cijevima zavarivanjem se izrađuju razni metalni okviri. Upotreba metalnih proizvoda rezultat je njihovih neospornih prednosti, od kojih su glavne pouzdanost, trajnost, jednostavnost ugradnje konstrukcija i mogućnost izrade okvira različitih vrsta i složenosti. Da bismo shvatili kako pravilno zavariti profilnu cijev u proizvodnji građevinskih konstrukcija okvira, potrebno je poznavati strukturu cijevi i mogućnosti zavarivanja.
Vrste profilnih cijevi i mogućnosti zavarivanja
Ova vrsta metalnog valjanja ima nekoliko standardnih opcija koje se razlikuju u veličini same cijevi, vrsti presjeka i debljini metalnih zidova. Ovisno o ovim pokazateljima, odabire se metoda kako zavariti stražnjicu profilne cijevi, ili na 90 stupnjeva - lučnim, plinskim, kontaktnim ili točkovnim zavarivanjem. Također je važan izbor elektrode za zavarivanje, čiji promjer treba biti malo veći od debljine stijenke cijevi. Po pravilu za zavarivanje profilnih cevi lučno zavarivanjea ako je metalni zid vrlo tanak, koristi se opcija za zavarivanje u tački.
Kako zavariti profilnu cev na 90 stepeni
Dobiti idealan pravi kut tokom zavarivanja nije lak zadatak, i u pravilu to mogu učiniti samo profesionalci koji imaju iskustva u takvom radu i pažljivo promatraju tehnologiju.
Postoji nekoliko suptilnosti zavarivanja dijelova pod uglom od 90 stepeni.

Za početak, profilne cijevi koje je potrebno zavariti zajedno su odsječene.

Zavarivač treba opremljeno mjesto za rad - ravna površina tako da se provjereni pravi kut ne iskrivljava u frontalnoj ravnini.

Da biste fiksirali ravnomjeran ugao, potrebno je koristiti dodatne detalje - uglove od 90 stupnjeva ili maramice.

Pažljivo promatrajući određenu tehnologiju, osoba upoznata sa zavarivanjem moći će samostalno napraviti, na primjer, seoski staklenik ili metalna vrata.
Kako zavariti stražnjicu profilne cijevi
Kuglasto zavarivanje profilne cijevi je malo jednostavniji zadatak, ne morate ga izravnati i promatrati stupanj kuta. Međutim, ne smijemo zaboraviti da se zavarivački radovi moraju izvoditi prema određenim načelima, uzimajući u obzir sve sigurnosne standarde.

Sam proces se odvija u nekoliko faza:
- Pričvrstite konstrukcije jedna na drugu, nanesite točkaste šavove za fiksaciju.
- Nakon toga, nakon provjere dizajna dobivenog radnim crtežima, on se mora ispraviti. U pravilu se za to koristi klackalica.
- Nakon što su svi dijelovi konstrukcije zauzeli svoje mjesto, fuge su zavarene.
Važno je spriječiti deformaciju konstrukcije, koja može nastati uslijed stresa.
Sve za zavarivanje na jednom mestu
Okvirne metalne konstrukcije od kojih se grade razni objekti moderne infrastrukture jesu trgovački i uredski centri, prostori za proizvodne trgovine i skladišta, administrativne i industrijske zgrade, poljoprivredni objekti, kućišta za životinje itd. Ugradnja svih ovih zgrada nemoguća je bez upotrebe visokokvalitetne opreme, potrošnog materijala i svih povezanih proizvoda. Sve to možete pronaći u katalogu naše stranice.

