Luk za zavarivanje je snažno stabilno električno pražnjenje u plinovitom mediju koje nastaje između elektroda ili između elektroda i proizvoda. Luk za zavarivanje karakterizira otpuštanje velike količine toplinske energije i snažan svjetlosni efekt. To je koncentrirani izvor topline i koristi se za taljenje osnovnih materijala i materijala za punjenje.
Ovisno o mediju u kojem dolazi do pražnjenja luka, razlikujte:
otvoreni luk koji gori u zrakugdje je sastav plinovitih medija lučne zone zraka pomiješana sa isparavanjima zavarenog metala, materijala elektroda i elektroda;
zatvoreni luk potopljeni lukgdje je sastav plinovitih medija lučne zone par baziranih metala, žica i zaštitni fluks;
zaštitni luk (atmosfera zaštitnog plina, isparavanje žice i osnovni metal dio su plinovitog područja lučne zone). Luk za zavarivanje klasificiran je prema vrsti struje koja se koristi (direktna, izmjenična, trofazna) i prema trajanju izgaranja (stacionarno, pulsno). Kad se koristi istosmjerna struja, razlikuje se luk izravne i obrnute polarnosti. Sa direktnim polaritetom negativni pol strujnog kruga - katoda - nalazi se na elektrodi, a pozitivni pol - anoda - na osnovnom metalu. Sa obrnutim polaritetom, plus na elektrodi, i minus na proizvodu.
Ovisno o vrsti elektrode koja se koristi, luk se može pobuditi između tališta (metala) i nekonzumiranih (ugljika, volframa itd.) Elektroda. Prema principu rada luka postoje direktne, indirektne i kombinirane akcije (Sl. 14).

Ravni luk naziva se lučno pražnjenje koje nastaje između elektrode i proizvoda. Indirektni luk predstavlja lučni iscjedak između dvije elektrode (atomsko-vodikovo zavarivanje). Kombinirani luk je kombinacija luka izravne i indirektne akcije. Primjer kombiniranog luka je trofazni luk, u kojem dva luka električno povezuju elektrode na proizvod, a treći gori između dvije elektrode izolirane jedna od druge.
Ekscitacija luka proizvodi se na dva načina: dodirom ili udaranjem, čija je suština prikazana na Sl. petnaest.

U luku za zavarivanje lučni razmak podijeljen je u tri glavna područja: anoda, katoda i lučni stup. U procesu paljenja luka nastaju aktivne točke na elektrodi i osnovnom metalu, a to su topliji dijelovi elektrode i osnovni metal kroz koje prolazi cijela lučna struja. Pozvano je aktivno mjesto koje se nalazi na katodi katodna, a mesto koje se nalazi na anodi je anoda.

Ukupna dužina luka za zavarivanje (Sl. 16) jednaka je zbroju duljina sva tri područja:
L d \u003d L do + L c + L i,
gde L d je ukupna dužina luka za zavarivanje, cm;
L k je duljina katodne regije, jednaka oko 10 -5 cm;
L C je duljina lučnog stuba, cm;
L d - duljina anodne regije, jednaka oko 10 -3 ÷ 10 -4 cm.
Ukupni napon luka za zavarivanje je zbroj padova napona u pojedinim područjima luka:
U d \u003d U do + U c + U i,
gde U d je ukupni pad napona preko luka, u;
U k je pad napona u području katode, u;
U c je pad napona u koloni luka, u;
U a - pad napona u anodnoj oblasti, u.
Temperatura u koloni zavarivajućeg luka kreće se od 5.000 do 12.000 ° K i ovisi o sastavu plinovitog medija luka, materijalu, promjeru elektrode i gustoći struje. Temperatura se može približno odrediti formulom koju je predložio akademik Akademije nauka Ukrajinskog SSR-a K. K. Khrenov:
T st \u003d 810 U ef
gde T st - temperatura lučnog stuba, ° K;
U ef je efektivni potencijal jonizacije.
Statička strujna-naponska karakteristika zavarivačkog luka. Ovisnost napona u zavarivačkom luku o njegovoj duljini i jačini zavarivačke struje, nazvanoj strujno-naponskom karakteristikom zavarivačkog luka, može se opisati jednadžbom
U d + a + bL d
gde i je zbir pada napona na katodi i anodi ( i = U do + U i):
b - specifični pad napona u plinskom stupcu, naveden na 1 mm dužina luka (vrijednost b zavisi od sastav gasa lučni stupac);
L d je duljina luka, mm.
Pri malim i pretjerano visokim strujama U d ovisi o veličini struje zavarivanja.
Statička karakteristika napona za zavarivanje luka prikazana je na Sl. 17. U okolini Ja povećanje struje do 80 i dovodi do naglog pada napona luka, što je posljedica činjenice da s lukovima male snage, porast struje uzrokuje povećanje površine poprečnog presjeka lučnog stupa, kao i njegove električne vodljivosti. Oblik statičkih karakteristika luka za zavarivanje u ovom odjeljku opada. Luk za zavarivanje koji ima karakteristiku padajućeg napona struje ima nisku stabilnost. U regiji II (80 - 800 i) napon luka ostaje gotovo nepromijenjen, što se objašnjava povećanjem presjeka lučnog stupa i aktivnih točaka proporcionalno promjeni vrijednosti zavarne struje, stoga se gustoća struje i pad napona u svim presjecima lučnog pražnjenja održavaju konstantnima. U ovom je slučaju statička karakteristika zavarivačkog luka kruta. Takav luk se široko koristi u tehnologiji zavarivanja. Sa povećanjem zavarivačke struje većom od 800 i (regija) III) Napon luka ponovo raste. To se objašnjava porastom gustoće struje bez povećanja katodnog mesta, pošto je površina elektroda već nedovoljna da bi se katodno mesto postalo sa normalnom gustoćom struje. Luk s povećanjem karakteristika široko se koristi u zavarivanju pod potopnim lukom i u zaštitnim plinovima.

Procesi koji se događaju u momentu pobuđenja zavarivačkog luka. U slučaju kratkog spoja, kraj elektrode dolazi u kontakt s proizvodom. Budući da krajnja strana elektrode ima neravnu površinu, ne dolazi do kontakta duž cijele ravnine kraja elektrode (Sl. 18). Na kontaktnim tačkama, gustoća struje dostiže vrlo veliku veličinu, a pod djelovanjem oslobođene topline u tim se točkama metal odmah topi. U vrijeme uklanjanja elektrode iz proizvoda rasteže se rastaljena metalna zona - tekući most, presjek se smanjuje i temperatura metala raste. Kada se elektroda ukloni iz proizvoda, most od tečnog metala se pukne, dolazi do brzog isparavanja (metalna „eksplozija“). U ovom trenutku pražnjenje se puni zagrijanim ioniziranim česticama metala pare, prevlakom elektroda i zrakom - nastaje luk za zavarivanje. Proces lučenja traje samo djelić sekunde. Ionizacija gasova u lučnom otvoru u početnom trenutku nastaje kao rezultat termičke emisije s katodne površine usled strukturnih poremećaja kao posledica oštrog pregrevanja i topljenja premaza metala i elektrode.

Do povećanja gustoće protoka elektrona dolazi i zbog oksida i formiranih površinskih slojeva rastopljenih fluksa ili prevlaka elektroda, koji smanjuju rad elektrona. U trenutku probijanja mosta od tečnog metala, potencijal naglo pada, što doprinosi stvaranju emisije polja. Potencijalni pad omogućava povećanju gustoće struje emisije, akumuliranju kinetičke energije za elektrone zbog neelastičnih sudara s metalnim atomima i prebacivanja ih u ionizirano stanje, čime se povećava broj elektrona, a samim tim i provodljivost luka luka. Kao rezultat toga, struja se povećava i napon opada. To se događa do određene granice i tada počinje stabilno stanje lučnog pražnjenja - izgaranje luka.
Katodna regija. Procesi koji se odvijaju u području pada katodnog napona igraju važnu ulogu u postupcima zavarivanja. Područje pada katodnog napona izvor je primarnih elektrona koji podržavaju plinove lučnog luka u pobuđenom joniziranom stanju i prenose najveći dio naboja na njih zbog velike pokretljivosti. Odvajanje elektrona od katodne površine uzrokovano je prije svega termičkom i poljskom emisijom. Energija utrošena na uklanjanje elektrona sa površine katode i taloženje metala u određenoj mjeri kompenzira se energijom iz lučnog stuba uslijed protoka pozitivno nabijenih jona koji daju svoju energiju ionizacije na površini katode. Procesi koji se događaju u području pada katodnog napona mogu se prikazati na sljedeći način.
1. Elektroni, emitovani sa površine katode, primaju ubrzanja potrebna za ionizaciju molekula i gasovih atoma. U nekim slučajevima katodni pad napona jednak je potencijalu za ionizaciju plina. Jačina pada katodnog napona ovisi o ionizacijskom potencijalu plina i može biti 10 - 16 u.
2. Zbog male debljine katodne zone (oko 10 -5 cm) elektroni i ioni u njemu kreću se bez sudara i približno je jednak srednjem slobodnom putu elektrona. Vrijednosti debljine zone katode, empirijski pronađene, manje su od 10 -4 cm.
3. S povećanjem gustoće struje temperatura katodne regije raste.
Stub luka. U koloni luka nalaze se tri vrste naelektrisanih čestica - elektroni, pozitivni joni i negativni joni, koji se kreću prema suprotnom znaku u polu.
Stup luka može se smatrati neutralnim, jer je zbroj naboja negativnih čestica jednak zbroju naboja pozitivnih čestica. Lučni stupac karakterizira stvaranje nabijenih čestica i ponovno spajanje nabijenih čestica u neutralne atome (rekombinacija). Protok elektrona kroz plinoviti sloj pražnjenja uzrokuje uglavnom elastične sudare s molekulama i atomima plina, što rezultira vrlo visokom temperaturom. Ionizacija uslijed neelastičnih sudara je također moguća.
Temperatura lučnog stupa ovisi o sastavu plinova, veličini struje zavarivanja (temperatura raste s povećanjem magnitude struje), vrsti obloga elektroda i polaritetu. Sa obrnutim polaritetom, temperatura lučnog stuba je veća.
Anodna regija. Područje anode ima veću dužinu i manji gradijent napona od katodne regije. Pad napona u anodnoj regiji nastaje kao rezultat ekstrakcije elektrona iz stupca lučnog pražnjenja i ubrzanja kada uđu u anodu. U anodnoj regiji postoji uglavnom samo elektronska struja, zbog malog broja negativno nabijenih jona koji imaju manju brzinu od elektrona. Elektron koji je pao na površinu anode daje metalu ne samo opskrbu kinetičkom energijom, nego i energijom radne funkcije, pa anoda prima energiju iz lučnog stupa ne samo u obliku protoka elektrona, već i u obliku toplinskog zračenja. Kao rezultat toga, temperatura anode je uvijek viša i na njoj se oslobađa više topline.
Značajke luka za zavarivanje napajanjem izmjeničnom strujom. Pri zavarivanju s lukom naizmenične struje (industrijska frekvencija 50 perioda u sekundi) katodne i anodne mrlje mijenjaju se mjesta 100 puta u sekundi. Kada se polaritet promijeni, formira se takozvani „efekt ventila“, koji se sastoji u djelomičnom ispravljanju struje. Ispravljanje struje nastaje kao rezultat neprestane promjene emisije elektrona, jer kad se promijeni smjer struje, uvjeti za izlaz emisione struje iz elektrode i iz proizvoda neće biti isti.
S istim materijalima struja se gotovo ne ispravlja, poziva se ispravljanje struje u zavarivačkom luku dC komponentakoja kod argona lučno zavarivanje aluminij negativno utječe na proces. Stabilnost gorenja luka za zavarivanje napajanog naizmeničnom strujom je niža od stabilnosti luka koji se napaja direktnom strujom. To je zbog činjenice da tijekom prelaska struje kroz nulu i polaritet se mijenja na početku i na kraju svakog polukruga, luk izblijedi. U trenutku izumiranja luka temperatura lučnog luka opada, uzrokujući deionizaciju plinova lučnog stuba. Istovremeno se smanjuje temperatura aktivnih mjesta. Temperatura opada posebno na aktivnom mjestu koje se nalazi na površini bazena za zavarivanje, zbog odvajanja topline do proizvoda. Zbog toplinske inercije procesa, pad temperature pomalo zaostaje za faznim prijelazom struje kroz nulu. Paljenje luka zbog smanjene ionizacije lučnog luka na početku svakog polukruga moguće je samo uz povećani napon između elektrode i proizvoda, koji se naziva vrhom paljenja. Ako je katodno mjesto na osnovnom metalu, tada je veličina vrha paljenja nešto veća. Na veličinu vrha paljenja utječe efektivni potencijal ionizacije: što je veći efektivni potencijal ionizacije, to mora biti i veći vrh paljenja. Ako u luku za zavarivanje postoje lako ionizibilni elementi, vršak paljenja opada i, obrnuto, povećava se kada u atmosferi luka postoje ioni fluora, koji u kombinaciji s pozitivnim ionima lako formiraju neutralne molekule.
Glavne prednosti luka sa naizmeničnom strujom uključuju: relativna jednostavnost i niži trošak opreme, odsustvo magnetskog peskarenja i prisustvo katodnog prskanja oksidnog filma za vrijeme argonolučnog zavarivanja aluminija. Katodno raspršivanje je proces bombardiranja bazena za zavarivanje pozitivnim ionima u trenutku kada je proizvod katoda, zbog kojeg se oksidni film uništava.
Učinak magnetnog polja i feromagnetskih masa na luk za zavarivanje
U luku za zavarivanje lučni se stup može smatrati fleksibilnim provodnikom kroz koji prolazi električna struja i koji pod utjecajem elektromagnetskog polja može promijeniti svoj oblik. Ako se stvore uvjeti za interakciju elektromagnetskog polja koje nastaje oko luka za zavarivanje, s vanjskim magnetskim poljem, s vlastitim poljem kruga zavarivanja, kao i s feromagnetskim materijalima, tada se u ovom slučaju opaža odstupanje lučnog pražnjenja od izvorne vlastite osi. U ovom slučaju se i sam proces zavarivanja ponekad poremeti. Ta pojava se naziva magnetska eksplozija.
Razmotrimo nekoliko primjera koji prikazuju utjecaj vanjskog magnetskog polja na luk za zavarivanje.
1. Ako se oko luka stvori simetrično magnetsko polje, tada luk ne odstupa, jer stvoreno polje ima simetrični učinak na lučni stup (Sl. 19, a).
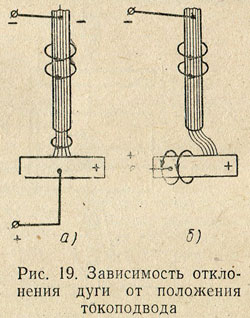
2. Asimetrično magnetno polje djeluje na stup zavarivačkog luka, koji nastaje strujom koja teče u proizvodu; lučni stupac će odstupiti u smjeru suprotnom od trenutnog vodiča (Sl. 19.6).
Značajan je i kut nagiba elektrode koji također uzrokuje odstupanje luka (Sl. 20).

Snažan faktor koji utječe na odstupanje luka su feromagnetske mase: masivni zavareni proizvodi (feromagnetske mase) imaju veću magnetsku propusnost od zraka, a linije magnetskog polja uvijek imaju tendenciju da prolaze kroz medij koji ima manji otpor, stoga je lučni iscjedak smješten bliže feromagnetska masa, uvijek odstupa u svom smjeru (Sl. 21).

Uticaj magnetnih polja i feromagnetskih masa može se eliminirati promjenom lokacije dovoda struje, kuta elektrode, privremeno stavljanjem feromagnetskog materijala da se stvori simetrično polje i zamjenom istosmjerne struje promjenljivom.
Prenošenje rastopljenog metala kroz prostor luka
Tijekom prijenosa rastaljenog metala djeluju gravitacija, površinska napetost, elektromagnetsko polje i unutarnji tlak plina.
Gravitacija se očituje u tendenciji kretanja kapljica prema dolje zbog vlastite težine. Pri zavarivanju u donjem položaju gravitacija ima pozitivnu ulogu u prenošenju kapljica u bazen zavarivanja; kod zavarivanja u vertikalnim, a posebno u stropnim položajima, to komplicira proces prijenosa metala elektrode.
Površinski napon Ono se manifestuje tendencijom tečnosti da smanjuje svoju površinu pod uticajem molekulskih sila koje imaju tendenciju da joj daju takav oblik koji bi imao minimalnu rezervu energije. Ovaj oblik je sfera. Stoga sila površinske napetosti kap kaplje rastopljenog metala daje kuglični oblik i zadržava ovaj oblik sve dok ne dodirne površinu istopljene kupelji ili pad ne dođe do kraja elektrode bez dodira, nakon čega površinska napetost metala u kadi "privlači" kap u kadu. Sila površinske napetosti pomaže da se rastopljeni metal kupelji tijekom zavarivanja drži u položaju stropa i stvara povoljne uvjete za formiranje šava.
Jačina elektromagnetskog polja leži u činjenici da električna struja koja prolazi kroz elektrodu formira magnetno polje sile oko nje, koje vrši pritisak na površini elektrode, što teži smanjenju presjeka elektrode. Magnetno polje sile ne utiče na čvrsti metal. Magnetske sile koje normalno djeluju na površinu rastopljenog kapi koji imaju sferni oblik imaju značajan utjecaj na njega. S povećanjem količine rastaljenog metala na kraju elektrode pod utjecajem sila površinske napetosti, kao i tlačnih magnetskih sila, između rastaljenog i čvrstog metala elektrode nastaje isthmus (sl. 22).

Kako se presjek isthmusa smanjuje, gustoća struje se naglo povećava, a kompresijsko djelovanje magnetskih sila povećava, težijući suzanju pada elektrode. Magnetske sile imaju minimalan kompresijski učinak na sfernu površinu kapljice koja je okrenuta prema stopljenoj kupki. To je zato što je gustoća struje u ovom dijelu luka i na proizvodu mala, pa je kompresijski učinak polja magnetske sile također mali. Kao rezultat toga, metal se uvijek prenosi u smjeru od elektrode malog presjeka (šipke) do elektrode velikog presjeka (proizvod). Treba napomenuti da se u rezultirajućem isthmusu, uslijed povećanja otpornosti tijekom prolaska struje, stvara velika količina topline, što dovodi do snažnog zagrijavanja i vrenja isthmusa. Para metala koje nastaju pri ovom pregrijavanju u trenutku odvajanja kapljica, na njega reagiraju - ubrzavaju njegov prelazak u kadu. Elektromagnetske sile u svemu potiču prijenos metala prostorne odredbe zavarivanje.
Snaga unutrašnjeg pritiska gasa nastaje kao rezultat kemijskih reakcija koje se odvijaju aktivnije, to je rastaljeni metal na kraju elektrode pregrijan. Početni proizvodi za nastajanje reakcija su plinovi, a volumen formiranih plinova deset puta je veći od volumena spojeva koji sudjeluju u reakciji. Odvajanje velikih i sitnih kapi s kraja elektrode nastaje kao rezultat brzog ključanja i uklanjanja formiranih plinova iz rastaljenog metala. Nastanak prskanja na osnovnom metalu objašnjava se i eksplozivnom fragmentacijom kapljice kada kapljica prolazi kroz lučni razmak, jer se u ovom trenutku emisija plinova iz nje povećava, a neki dio kapljice izleće iz zavarivanja. Sila unutrašnjeg pritiska gasova uglavnom pomiče kapljicu iz elektrode na proizvod.
Glavni pokazatelji luka za zavarivanje
Koeficijent fuzije. Pri zavarivanju metala, šav nastaje zbog topljenja punila i prodora osnovnog metala.
Taljenje metala za punjenje karakterizira koeficijent taljenja
gdje je α p koeficijent taljenja;
G p je masa rastaljenog s vremenom t elektroda metal g
t - vrijeme gorenja luka, h;
Ja - struja zavarivanja i.
Luk za zavarivanje je snažno i dugotrajno električno pražnjenje između energiziranih elektroda u mješavinu plinova i para. Luk odlikuje visoka temperatura i velika gustoća struje. Luk za zavarivanje kao potrošač energije i izvor energije luka (transformator za zavarivanje, generator ili ispravljač) tvori međusobno povezani energetski sustav.
Postoje dva načina rada ovog sistema: 1) statički, kada se napon i struja u sistemu ne mijenjaju dovoljno dugo vremena; 2) prelazni (dinamički), kada se napon i struja u sistemu kontinuirano mijenjaju. Međutim, u svim slučajevima način sagorevanja luka za zavarivanje određuje se strujom (I D), naponom (U D), razmakom između elektroda (tzv. Lučni razmak) i vezom između njih.
U razmaku luka I D (Sl. 1, a) razlikuju se tri područja: anoda 1, katoda 2 i stup luka 3. Pad napona u anodnoj i katodnoj regiji je konstantan za ove uvjete zavarivanja. Pad napona po jediničnoj dužini lučnog stupa je takođe konstantna vrijednost. Stoga je ovisnost napona luka o njegovoj duljini linearna (Sl. 1, b).
Stabilnost zavarivajućeg luka određuje se omjerom struje i napona. Grafički prikaz ove zavisnosti (Sl. 2) sa konstantnom dužinom luka naziva se statičkim naponom karakterističnim za luk. Tri glavna odjeljka su jasno vidljiva na grafu: povećanje struje u presjeku Ja popraćeno smanjenjem napona na luku; Lokacija na II napon luka malo varira; Lokacija na III napetost raste. Načini izgaranja luka za zavarivanje koji odgovaraju prvom odjeljku su nestabilni na napone postojećih izvora energije. U praksi će luk za zavarivanje biti stabilan u drugom i trećem odjeljku karakteristike struje-napona. S povećanjem ili smanjenjem duljine luka, karakteristike se premještaju u položaje 2, odnosno 3 (vidi Sliku 2). Za elektrode manjeg prečnika karakteristike su pomjerene ulijevo, većeg promjera - u desno.

Sl. 1. Zavarivanje luka koji gori između neistrošnih elektroda: a - dijagram luka, b - ovisnost napona luka (Ud) o veličini lučnog luka (/ d): 1 - anodna regija, 2 - katodna regija, 3 - stupac luka

Sl. 2 Volt-amperska karakteristika luka (CVC)
Prikazana u smokvi. 2 volti-amperska svojstva luka uzimaju se pri konstantnoj duljini zavarivačkog luka. Pri zavarivanju potrošnom elektrodom duljina lučnog luka neprestano se mijenja. U tim se slučajevima trebaju koristiti karakteristike koje određuju odnos napona i lučne struje pri konstantnom protoku žice elektrode (Sl. 3, krivulje 1 i 2). Svaka brzina napajanja odgovara određenom rasponu struja pri kojima luk za zavarivanje miruje i elektroda se topi. U ovom slučaju, s malim promjenama struje, napon varira preko velikih granica. Ta se ovisnost naziva svojstvom održivog rada. Ona, poput karakteristike napona struje, ovisi o duljini elektrode i brzini napajanja.
Ove pravilnosti vrijede za istosmjernu i izmjeničnu struju, jer priroda struje ne utječe na oblik strujne - naponske karakteristike električnog luka. Na oblik karakteristika utječu geometrija i materijal elektroda, uvjeti hlađenja lučnog stupa i priroda medija u kojem se događa pražnjenje.
Stabilnost zavarivajućeg luka i način zavarivanja ovise o uvjetima postojanja pražnjenja luka i svojstvima, parametrima izvora napajanja i električnom krugu. Vanjska karakteristika izvora napajanja (krivulja 3 na slici 3) je ovisnost napona na njegovim terminalima o struji opterećenja. Razlikuju se sljedeće vanjske karakteristike izvora napajanja (Sl. 4): pad 1, lagano pad 6, tvrdo 5, povećanje 3 i okomito 2. Izvor napajanja s jednom ili drugom vanjskom karakteristikom odabire se ovisno o načinu zavarivanja. Uređaj za podešavanje svakog izvora daje brojne vanjske karakteristike („porodica karakteristika“). Uspostavljeni način rada sustava: „luk za zavarivanje - izvor napajanja“ određuje se tačkom sjecišta A vanjske karakteristike izvora napajanja (1, 2, 3, 5 ili 6) i strujnom naponom karakteristikom 7 luka za zavarivanje.

Slika 3 Volt-amperska karakteristika zavarivačkog luka (CVC) 1.2 pri konstantnoj brzini napajanja žice (karakteristična za stabilan rad) i vanjske karakteristike napajanja 3, 4 i 5

Sl. 4 Vanjske karakteristike napajanja 1, 2, 3, 5, 6 i trenutne naponske karakteristike zavarivačkog luka 4, 7
Postupak zavarivanja će biti stabilan ako dugo vremena postoji lučno pražnjenje u određenim vrijednostima napona i struje. Kao što se vidi iz smokve. 4, u točkama A i B sjecišta vanjskih karakteristika luka 7 i izvora napajanja, doći će do ravnoteže u struji i naponu. Ako se iz bilo kojeg razloga smanjuje struja u luku za zavarivanje koja odgovara točki A, njegov napon će biti manji od vrijednosti ustaljenog napona izvora napajanja; ovo će dovesti do povećanja struje, odnosno do povratka u točku A. Suprotno tome, slučajnim porastom struje, napon ustaljenog napona izvora energije manji je od napona luka; to će dovesti do smanjenja struje i, posljedično, do vraćanja načina sagorijevanja zavarivačkog luka. Iz sličnog je obrazloženja jasno da u točki B luk za zavarivanje gori nestabilno. Svake nasumične promjene struje razvijaju se sve dok ne dosegne vrijednost koja odgovara točki stabilne ravnoteže A ili dok se luk ne razbije. Uz vanjsku karakteristiku potapanja (krivulja 6), stabilno sagorijevanje luka također će se dogoditi u točki A.
Pri radu na padajućem dijelu karakteristika struje luka, vanjska karakteristika izvora u radnoj točki trebala bi biti strmija pada od statičke karakteristike luka za zavarivanje. S povećanjem karakteristika luka, vanjske karakteristike izvora mogu biti krute 5 ili čak povećane 3.
Kod ručnog zavarivanja, kada su moguće promjene duljine luka, on bi trebao imati dovoljnu granicu stabilnosti.
Ako su podjednake, granica stabilnosti raste s strmošću vanjskih karakteristika izvora energije. Stoga se izvori s karakteristikama strmog pada koriste za ručno zavarivanje: zavarivač može produžiti luk bez straha da će se puknuti ili smanjiti bez straha od prevelikog porasta struje.
Samoregulacija zavarivanja lukom. Kada je automatski ili poluautomatsko zavarivanje elektroda za taljenje, njena brzina napajanja (va) jednaka je brzini taljenja. Ako se lučni razmak slučajno smanji (krivulja 4 na slici 4), struja se povećava i žica se počinje brže topiti. Kao rezultat, razmak luka će se postupno povećavati i luk za zavarivanje će dostići svoju prvobitnu duljinu. Isto će se dogoditi ako se luk slučajno produži. Taj se fenomen naziva samoregulacija zavarivačkog luka, s obzirom da se obnavljanje početnog načina odvija bez utjecaja bilo kog regulatora. Samoregulacija se odvija aktivnije, to je vanjska karakteristika izvora napajanja veća i veća je brzina napajanja elektrode. Stoga za mehanizirano zavarivanje potrošnom elektrodom treba odabrati izvora napajanja s prigušnim vanjskim karakteristikama. Pri zavarivanju s istosmjernom strujom u zaštitnim plinovima, kada statička karakteristika luka za zavarivanje poprima sve veći oblik, racionalno je koristiti izvore sa krutom karakteristikom za sustave samoregulacije. Međutim, napon njihovog otvorenog kruga je mali i može biti čak manji od radnog napona luka, što otežava njegovo početno pobuđenje. U tim se slučajevima preporučuje korištenje izvora napajanja u kojima je vanjska karakteristika u radnom dijelu kruta ili polu rastuća volt-amperska karakteristika, a napon u otvorenom krugu je malo povećan, što pokazuje isprekidana linija na Sl. 4.
AC luk za zavarivanje zahtijeva pouzdanu ponovnu pobudu zavarivanja luka iz izvora napajanja. To se postiže ispravnim izborom odnosa između otvorenog kruga, paljenja i napona luka i parametara kruga zavarivanja. Najlakši način za dobivanje stabilnog luka za zavarivanje je uključivanje reaktancije u krug zavarivanja. Zbog toga se u trenutku ponovljenog pobuđenja luka napon na luku može naglo povećati (Sl. 5) do vrijednosti napona paljenja (U3). Isprekidana t / xx krivulja pokazuje napon izvora napajanja u praznom hodu. Pod opterećenjem, zbog prisustva reaktancije, struja zavarivanja vremenom zaostaje za naponom.
Kad se luk razbije, napon preko luka luka trebao bi porasti do vrijednosti koja odgovara trenutnoj vrijednosti napona u otvorenom krugu izvora napajanja. Zbog zaostajanja struje od napona takav je napon dovoljan da pobuđuje luk zavarivanja (Un).
Prijenos metala u zavarivačkom luku i zahtjevi za dinamičkim svojstvima izvora energije. Razlikuju se sljedeće vrste prenosa metala elektrode u bazen zavarivanja: kapljice velikog kapljica, karakteristične za male gustoće struje; mala kapljica, mlaznica, kada metal teče iz elektrode u vrlo malim kapi. Kapi rastaljenog metala povremeno zatvaraju jaz luka, ili ako se ne pojave kratki spojevi, povremeno mijenjaju duljinu luka. Pri visokoj gustoći struje, primjećuje se mali prenos kapljica metala u elektrodi bez primjetnih fluktuacija u duljini i naponu zavarivačkog luka.
Napon, struja i dužina luka podliježu periodičnim promjenama iz praznog hoda u kratki spoj; u režimu rada luk gori, formiranje i rast kapi. Nakon toga, kratkim spojem između kapi i kupke, struja se naglo povećava. To dovodi do kompresije kapljica i do uništenja mosta između kapljica i elektrode. Napon raste gotovo trenutno i luk za zavarivanje se ponovo uzbuđuje, tj. Postupak se periodično ponavlja. Promjena načina rada događa se u djeliću sekunde. Stoga izvor napajanja mora imati visoka dinamička svojstva, tj. Veliku brzinu porasta napona kad se prekine krug i željenu brzinu porasta struje.

Sl. 5 Oscilogram napona struje i luka tokom zavarivanja naizmeničnom strujom.
S malom brzinom porasta struje, u kadu ulazi neolupljena žica. Relativno se polako zagrijava na velikom području, koje se potom urušava. Ako se struja prebrzo poveća, most između kupke i pada metala elektrode brzo se pregrijava i kolabira eksplozijom. Dio rastopljenog metala se raspršuje i ne pada u šav.
Da bi se izbjeglo prskanje, potrebno je povećati elektromagnetsku inerciju izvora energije povećanjem induktivnosti kruga zavarivanja.
Koji je princip lučnog zavarivanja? Iz transformatora za zavarivanje do elektrode i zavarenog proizvoda dovodi se električna struja, koja stvara i održava električni luk. Električni luk se zagrijava na 7000 stupnjeva, tako da se elektroda i rubovi zavarenih proizvoda tope i tvore takozvani bazen zavarivanja. Zavarivač je kratko vrijeme u rastopljenom stanju. U to se vrijeme rastopljeni metal elektrode miješa sa rastopljenim metalom predmeta i stvara se zaštitni film. Nakon što se bazen zavara učvrsti, formira se zavareni spoj.
Električna energija koja je potrebna za stvaranje i održavanje električnog luka stvara se u izmjeničnim ili istosmjernim izvorima.
Volt-amperska karakteristika luka.
Strujna (statička) karakteristika luka je ovisnost napona luka o struji vanjske mreže.
Napon luka tijekom zavarivanja izravno ovisi o veličini struje zavarivanja i duljini samog luka. Kod ručnog lučnog zavarivanja, što je napon niži, to je niži napon na luku. U automatskom postupku zavarivanja napon luka ovisi samo o duljini samog luka: što je duži električni luk, to je i veći njegov napon, što rezultira povećanjem količine topline koja se koristi za topljenje metala i fluksa.
Napon luka raste do maksimalne vrijednosti, nakon čega ostaje nepromijenjen dok se električni luk ne ugasi.
Napon luka utječe na krajnji rezultat zavarivanja - kvalitetu šava i debljinu zavara. Što je viši napon, širi šav i manja je dubina prodora proizvoda. Promjena napona luka može dovesti do pojave takozvanih pora i kapi rastopljenog metala.
Napon luka tijekom ručnog zavarivanja varira u malom rasponu - 15-30 Volta, međutim, u vrijeme zamjene elektrode napon može porasti na 70 Volti.

Zavisnost napona luka od napona u automatskom zavarivanju.
Kako se napon povećava na 80 V, napon na luku se naglo smanjuje za vrijeme zavarivanja (područje I, Sl. 2). S malom snagom luka, s povećanjem struje, površina poprečnog presjeka i sposobnost lučnog stupa da provodi električnu energiju se proširuju. Naziva se ova statička karakteristika luka pada; luk koji pada, ima nisku stabilnost. S porastom napona od 80 do 800 V (područje II, sl. 2) napon luka gotovo je nepromijenjen. Ovo je prije svega zbog činjenice da se poprečni presjek lučnog stupa i aktivno mjesto povećava. Ovo povećanje događa se proporcionalno promjeni vrijednosti zavarivačke struje, zbog čega se gustoća struje, a samim tim i napon luka, ne mijenjaju. Naziva se ova statička karakteristika luka tvrd. Čvrsti luk najčešće se koristi u opremi za zavarivanje. S porastom napona većim od 800 V, napon samog luka ponovo raste (područje III, Sl. 2). Rast katodne točke ne povećava se s porastom napona, zbog čega se povećava gustoća struje, a s njom i napon luka. Takav luk, zvani povećavajući seaktivno se koristi u zavarivački radoviah potopljeni i u zaštitnim plinovima i plinskim smjesama.
Napon luka ovisi o naponu ili dužini luka, ovisno o vrsti zavarivačkog rada - automatskom ili ručnom. Što se tiče ručnog zavarivanja, napominjem da se tijekom zamjene elektroda napon luka diže na 70 V, pa zavarivač treba biti krajnje oprezan. U automatskom postupku zavarivanja vjerojatnost električnog udara je mnogo manja.
Fizičke osnove materijala za zavarivanje
Zavarivanje je proces spajanja različitih čvrstih materijala na visokoj temperaturi. Njegova suština leži u nastanku atomsko-molekularnih veza između strukturnih komponenata spojnih proizvoda. Dizajniran je za kombiniranje metalnih površina raznih dijelova. Stoga će se njegova suština i mehanizam razmatrati na metalnim materijalima.
Proces se može izvesti na dva načina: topljenjem i pritiskom.
Prvi je da se temperatura u području spajanja metalnih površina dovede do odgovarajućih tališta i svaka od njih se topi. Zatim se oba tečna metala stapaju zajedno da formiraju zajednički bazen zavara, koji se nakon hlađenja kristalizira kako bi se stvorio čvrsti sloj zvan zavar.
U drugom slučaju, pri visokom pritisku, metal pokazuje pojačanu plastičnu deformaciju i počinje teći, kao tekućina. Nadalje, sve se događa kao u prethodnom slučaju.
Svaka od gore navedenih metoda razvrstana je prema principu njezine primjene.
Zavarivanje fuzijom treba da uključuje lemljenje karakterizirano da se topi samo materijal za punjenje, a glavni metal koji se zavariva ostaje nelemljen, dok se glavni metal djelomično topi tijekom zavarivanja.
Dominantna pozicija u proizvodnji metalne konstrukcije zadnjih 70 godina traje lučno zavarivanje. Ona obavlja više od 60% ukupnog volumena zavarivačkih radova. Iako ne postoji druga metoda koja se može nadmetati lučnim zavarivanjem u svojoj jednostavnosti i svestranosti.
1881. N. N. Benardos otkrio je zavarivanje lukom. 1888. - 1890 Ruski inženjer N. G. Slavjanov razvio je i patentirao lučno zavarivanje metalnom elektrodom koja je ujedno i materijal za punjenje. Godine 1907. švedski inženjer O. Kjelberg koristio je obložene metalne elektrode koje su poboljšale kvalitetu zavarenih spojeva.
Luk za zavarivanje je snažno električno pražnjenje između elektroda koje se nalaze u okruženju joniziranih gasova i para.
Načinom utjecaja na metal tijekom postupka zavarivanja luk je neizravnog (neovisnog) i direktnog (ovisnog) djelovanja. U prvom slučaju, osnovni metal nije uključen u krug zavarivanja, a zagrijava se uglavnom zbog prijenosa topline iz plinova luka i njegovog zračenja. Ova metoda se trenutno ne koristi u industriji.
Klasifikacija metoda zavarivanja
Pri direktnom lučnom zavarivanju metal pripada elementima zavarivačkog kruga i djeluje kao jedna od elektroda. Grija se uglavnom bombardiranjem površine s električno nabijenim česticama. Specifična snaga zagrijavanja metalne površine u ovom slučaju u području mjesta elektrode je vrlo velika i kreće se od 10 3 do 10 5 W / cm 2.
Zavarivanje se vrši topljenjem i nepotrošljivim elektrodama. Prvi se naziva zavarivanje po metodi N. G. Slavyanov, a drugi - po metodi N. N. Benardos.
Topljive elektrode izrađene su od čelika, aluminija i nekih drugih metala. Još uvijek igraju ulogu materijala za punjenje, od čega se uglavnom sastoji zavareni metalni šav. Ugljikove (grafitne) ili volframove elektrode nisu potrošne i ne sudjeluju u stvaranju zavara. U tom slučaju se materijal za punjenje unosi dodatno sa strane u obliku žice ili šipke.
Za napajanje luka mogu se primijeniti direktne ili naizmjenične, jednofazne ili višefazne struje, niske ili visoke frekvencije; moguće je koristiti komplicirane kombinovane šeme.
Pri zavarivanju koristi se sljedeći način rada: U d \u003d 10 - 50 V; \u003d 1 - 3000 A; R d \u003d 0,01 - 150 kW, gdje je I d trenutna jakost, U d je napon, a R d je snaga luka.
Paljenje luka vrši se kratkim spojem elektrode na proizvod. Struja kratkog spoja (kratki spoj) gotovo trenutno topi metal na mjestu kontakta, što rezultira stvaranjem tekućeg skakača. Kada se elektroda ukloni, ona se proteže, metal se pregrijava i njegova temperatura doseže tačku ključanja; metalne pare i plinovi pod utjecajem termo i polja emisije su ionizirani - luk je pobuđen. Pri zavarivanju elektrodom koja se ne troši, luk se nekontrolirano potiče, ionizirajući visokofrekventnim impulsima.
Baza luka su oštro definirana, jarko užarene mrlje na površini elektroda. Sva struja prolazi kroz njih, čija gustoća može doseći nekoliko stotina ampera na 1 mm 2. U jednosmernom luku razlikuju se katodne i anodne mrlje. Električno provodljivi plinski kanal između mrlja je plazma - mješavina neutralnih atoma, elektrona i jona iz atmosfere koja okružuje luk, te tvari koje tvore elektrode i tokove. Ima oblik odrezanog konusa i podijeljen je u 3 područja: katodna dužina reda 10 -3 - 10 -4 mm, anoda - debljina 10 -2 - 10 -3 mm i stub luka. Stup luka je najduža i najviša temperatura zone. Temperatura na njenoj osi doseže 6000 - 8000 K. Temperatura mrlja je mnogo niža - obično je blizu tačaka ključanja elektrode (za čelik - 3013 K). Stoga je temperaturni gradijent vrlo velik u obje regije (oko 3 × 10 6 K / mm), što stvara snažan toplinski tok od lučnog stupa do mjesta katode i anode.
U stupcu luka pad napona je mali; jakost polja u njemu iznosi samo 1 - 5 V / mm i gotovo je neovisna o duljini. Znatan dio lučnog napona opada u područjima blizu elektroda; 4 - 5 V u anodnoj regiji i od 2 do 20 V u katodnoj regiji. Duljina regija je mala, pa jakost polja u njima doseže 2 × 10 5 i 10 3 V / mm, respektivno.
Snaga koja se oslobađa u stupcu luka određuje se jakošću polja, jakošću lučnog struja i dužinom stupca. Djelomično se troši na zagrijavanje metala, do određene mjere - raspršuje se zračenjem u svemir. Što je veći prodor luka u zavareni metal, manji je gubitak zračenja stupca i veća je učinkovitost luka (COP).
Napon luka, tj. Razlika potencijala između elektroda, ovisi o duljini luka, jačini struje kao i o materijalima i veličinama elektroda i sastavu plazme luka.
Ovisnost napona luka o jačini struje pri konstantnoj duljini luka naziva se statičkim naponom struje ili jednostavno statičkom karakteristikom luka. Ona je nelinearna i sastoji se od tri odeljka - pada I, tvrdog II i uzlaznog III. Za luk duljine 4 mm s talištem od čelične elektrode promjera 4 mm, granica padajućeg dijela je približno 40-50 A, a tvrdog je oko 350 A.


Statičke karakteristike zavarivanja:
Pri malim strujama (odjeljak I na slici 13.4, a) toplinski tokovi iz područja blizu elektrode do mjesta elektroda nisu dovoljni za zagrijavanje potonjih do tačaka ključanja elektrode. Stoga je temperaturna razlika između lučnog stuba i žarišta elektrode vrlo velika, što znači da je i pad napona u područjima elektroda takođe velik. Štaviše, smanjenje U u koloni je takođe značajno, jer je relativno „hladno“, a stepen jonizacije gasa mali. Stoga je za spaljivanje luka pri malim strujama potreban visoki napon. S porastom trenutne snage povećavaju se temperature zagrijavanja elektroda i mjesta lučnog stuba, što znači da se smanjuje U u područjima blizu elektroda i u lučnom stupcu. Kao rezultat toga, napon luka opada sa povećanjem amperaže, a svojstvo je incidentno.
Promjena trenutne jakosti u području prosječnih vrijednosti popraćena je proporcionalnom izmjenom presjeka lučnog stupa i područja obje točke (njihov promjer je manji od anđele elektrode). Gustoća struje u koloni se ne mijenja, a napon luka u cjelini ostaje konstantan.
U području velikih struja katodno mjesto prekriva cijeli kraj elektrode; do povećanja jakosti struje ne dolazi zbog povećanja područja vodljivog kanala, već zbog povećanja gustoće. Zato je za povećanje jakosti struje potrebno podići napon, a odnos između njih gotovo je linearan. Što je manji promjer elektrode, to je manja jačina struje pri kojoj karakteristika luka postaje sve veća. S konstantnom jakošću struje napon luka gotovo linearno ovisi o njegovoj duljini:
U d \u003d i + bl,
gde i - zbroj pada napona u područjima katode i anode; l - dužina luka; b - napetost (gradijent napona) lučnog stuba. Za čelične elektrode i \u003d 8 - 25 V; b \u003d 2,3 - 4,3 V / mm. Stoga, povećavanje duljine luka, ceteris paribus, dovodi do pomaka njegove statičke karakteristike prema gore, smanjenja prema dolje, budući da pad napona u lučnom stupcu varira proporcionalno njegovoj duljini (Sl. 13.4, c).
Luk za zavarivanje može raditi na istosmjernu i izmjeničnu struju. Luk se napaja naizmeničnom strujom iz zavarivačkog transformatora, a konstantan - od zavarivača ispravljača i generatora. Većina generatora su sakupljači koje pokreću tri faze indukcijskog motora ili iz motora sa unutrašnjim sagorijevanjem. Generator zajedno s pogonom iz indukcijskog motora naziva se zavarivačem, a od motora sa unutrašnjim sagorijevanjem - sklopom. Potonji se uglavnom koriste za zavarivanje u terenskim uvjetima, gdje nema električne mreže.
Većina izvora dizajnirana je za napajanje struje do jedne stanice za zavarivanje. Ali u radionicama s velikim brojem stanica za zavarivanje ekonomičnije je koristiti izvore s više stanica koji opskrbljuju nekoliko stanica istovremeno.
Direktna struja ima određene tehnološke prednosti u odnosu na izmjeničnu struju. Na njemu luk gori stabilnije. Promjenom njegove polarnosti, možete prilagoditi omjer između intenziteta zagrijavanja elektrode i proizvoda. Stoga se dugo vremena vjerovalo da je kvalitetan zavareni spojevi mogu se dobiti samo istosmjernom strujom. No, moderne elektrode omogućuju dobivanje visokokvalitetnih šavova na izmjeničnu struju na većini materijala. Korištenje AC za napajanje luka ima nekoliko prednosti. Glavni je profitabilnost. Učinkovitost zavarivačkog transformatora je oko 0,9; ispravljač - oko 0,7; a transformator sa kolektorom generatora je približno 0,45.
Tako je zavarivanje naizmeničnom strujom energetski dvostruko isplativije od rada s konvertorom. Uz to, transformator za zavarivanje je značajno pouzdaniji, jednostavniji za rukovanje i lakši je od istosmjernih napajanja. Stoga se najveći dio volumena lučnog zavarivanja vrši izmjeničnom strujom.
Vanjski volt-amper ili jednostavno vanjska karakteristika lučnog izvora energije je odnos između struje i napona na njegovom izlazu u stabilnom stanju. Može biti strm i potopljen, čvrst i uzlazan. Različiti postupci zavarivanja zahtijevaju napajanje s različitim vanjskim karakteristikama.

Vanjske karakteristike napajanja:
1, 2 - strmo i poniranje; 3 - tvrdo; 4 - povećanje
Za ručno lučno zavarivanje s potrošnom i ne-potrošnjom elektrode potrebno je napajanje sa karakteristikama strmih potapanja. Tipično za ručno zavarivanje je promjena u duljini luka. Stoga, kako bi dimenzije zavarivanja i presjek šava bili konstantni, potrebno je osigurati postojanost struje s promjenama duljine luka. To se postiže korištenjem izvora napajanja sa karakteristikama strmih potapanja.
Kada luk gori, struja i napon na izlazu izvora napajanja jednaki su istim parametrima luka. Način gorenja luka određuje se tačkom sjecišta odgovarajućih vanjskih i statičkih karakteristika. U fig. 13.6, i postoje dvije takve točke, ali luk će neprekidno gorjeti samo u stabilnom stanju koje odgovara točki B. To se objašnjava na sljedeći način. Ako se iz bilo kojeg slučajnog razloga lučna struja smanji, tada napon izvora postaje veći od U d i uzrokuje povećanje I u krugu, tj. Povratak na korak B. Ako se lučna struja poveća, tada će njen napon biti veći od napona, što opet dovodi do tačke B.
Dakle, ravnoteža koja odgovara ovoj točki u sistemu luka-izvor se samoporavnava. Slična razmatranja pokazuju da se i najmanje odstupanje režima luka od točke A razvija ili prije pucanja luka, ili prije nego što se pređe na točku B.


Vanjska karakteristika izvora napajanja (a, c)
i statičke karakteristike luka u ručnom lučnom zavarivanju (b)
Dakle, za stabilno gorenje luka potrebno je da je nagib vanjske karakteristike izvora veći od nagiba statičke karakteristike luka u točki sjecišta. Stoga, pri radu u režimima koji odgovaraju padajućem dijelu statičke karakteristike luka, vanjska karakteristika izvora trebala bi biti još strmija. Kada radi u načinima koji odgovaraju gotovo vodoravnom dijelu statičke karakteristike luka, on će se stabilno sagorjeti strmim utapanjem i s karakteristikom potapanja u izvoru. Ako način rada luka odgovara uzlaznom dijelu statičke karakteristike, tada se osigurava stabilnost izgaranja luka za bilo koju karakteristiku - strmo natapanje, kosi, kruti i uzlazni. U praksi se dodatnim ograničenjima vrste karakteristika nameću uređaj mehanizma za napajanje žičane elektrode za mehaničko zavarivanje. Ovisno o tome koriste se izvori napajanja s krutim ili kosim karakteristikama.
S promjenom duljine luka, njegova statička karakteristika pomiče se prema gore ili dolje i u skladu s tim pomiče točku sjecišta statičke karakteristike luka s vanjskom karakteristikom izvora, tj. Trenutnim načinom rada. No, veličina promjene struje luka tijekom ručnog zavarivanja ne prelazi nekoliko posto, jer se karakteristika izvora energije naglo smanjuje.
Napon luka određuje se formulom (7.1.4):
Brzina punjenja određuje se prema dnu pomoću formule (7.1.5), faktor topljenja žice čvrste elektrode odabire se u rasponu od 8 - 12 g / A ∙ h, formule (7.1.6):

56 src \u003d "slike / referats / 13263 / image037.png"\u003e
Na kvalitetu obnovljenog sloja utječe korak taloženja koji se određuje širinom nanesene kuglice i ovisi o naponu luka:
![]() (7.2.1)
(7.2.1)
Brzina taloženja:
 (7.2.2)
(7.2.2)
gdje je Kp koeficijent prijelaza metala elektrode u zavar,
a je koeficijent koji uzima u obzir odstupanje površine zrnca zavarivanja od područja pravokutnika, a \u003d 0,7;
Koeficijent prelaska metala elektrode u zavar određuje se formulom:
gdje je Ψ koeficijent gubitka metala elektrode, Ψ \u003d 10%;
![]()
![]()
Prilikom odabira brzine taloženja treba imati na umu da između brzine punjenja žice elektrode i brzine taloženja mora se održavati omjer Vel / Vn jednak 1,5 - 2,5. Ovaj zahtjev je ispunjen: Vel / Vn \u003d 86,23 / 58,02 \u003d 1,5.
Amplituda vibracije, mm, kraj elektrode:
Manje vrijednosti napona na luku odgovaraju manjoj amplitudi vibracija žice elektrode.
Doseg elektrode postavlja se unutar 10 - 12 mm.
Induktivnost zavarivačkog kruga nastaje zbog induktivnosti izvora napajanja i vanjske induktivnosti kruga zavarivanja. Budući da je induktivnost ispravljača i generatora mala, u krug je uključena dodatna induktivnost.
Kao induktivni otpor mogu se koristiti prigušnice RSTE-24 L \u003d 0,12 GN.
Nadmetanje se vrši direktnom strujom obrnute polarnosti prema izvorima sa čvrstom vanjskom karakteristikom.
Za zaštitu taloženog metala koriste se tečnost, ugljen-dioksid i fluks. Tečnost se dovodi u rep bazena za zavarivanje. Dobro ionizira zonu gorenja luka i omogućava brzo hlađenje dijela, zbog čega su deformacija dijela i dimenzije zone zahvaćene toplinom minimalne, a tvrdoća i otpornost na trošenje nanesenog metala su najviši. Loša strana upotrebe tečnosti je niska čvrstoća zamora obnovljenog dela, što je posledica pojave pora, pukotina i strukturne heterogenosti nataloženog sloja.
- vodena otopina koja sadrži 5% soda pepela, 1% sapuna za rublje i 0,5% glicerina;
- vodena otopina koja sadrži 20 do 30% glicerola, itd.
Pri nanošenju dijelova od čelika sa srednjim i visokim ugljenikom i legiranim čepovima, protok tečnosti je 0,3 - 0,5 l / min, za nisko-ugljenik - 1 l / min i više. Pri nanošenju tankih zidnih dijelova malih promjera, protok tekućine može biti u opsegu od 3 do 5 l / min.
Nakon izračuna modova dva automatska naletanja: pod stopljenim fluksom i vibrirajućim lukom, analizirajući dobivene vrijednosti brzine na površini Vn, dolazimo do zaključka da je ekonomičnije i efikasnije ukloniti trošenje površine dijela pomoću nanošenja koja ima veliku brzinu veličine, tj. pomoću automatskog nakupljanja vibracijskog luka pri kojem je izračunata vrijednost brzine Vn 104,4 m / h.
8. Prilagođena obrada
Ovom metodom popravka, dio kao rezultat obrade dobija novu veličinu koja se razlikuje od izvorne (nazivne) veličine prema radnom crtežu, pravilnog geometrijskog oblika i potrebne hrapavosti površine. Ova nova veličina dijela naziva se dio za popravak, a može biti veća ili manja od nazivne.
Dopuštenje za obradu veličine se odabire na temelju geometrijskih dimenzija dijela i količine habanja na obrađenoj površini: δ0 \u003d 0,6 mm.
Oštrica za rezanje uzima se jednaka dopuštanju obrade za veličinu: t \u003d 0,6 mm.
Početna masa za grubo mljevenje je doziranje po zubu Sz \u003d 0,2 mm.
Brzina rezanja - periferna brzina sekača, m / min,

gdje je Cv konstanta ovisno o vrsti obrade, svojstvima alata i obrađenih materijala, Cv \u003d 332 mm;
D je promjer rezača, D \u003d 90 mm;
T je period otpora, T \u003d 180 mm;
Sz - dovod po zubu, Sz \u003d 0,2 mm;
B-širina glodanja, B \u003d D / (1,25 - 1,5) \u003d 90 / 1,25 \u003d 72 mm;
Z je broj zuba rezača, Z \u003d 16;
Kv - opći korekcijski faktor brzine rezanja, uzimajući u obzir stvarne uvjete rezanja;
eksponenti:
Ukupni korekcijski faktor brzine rezanja, uzimajući u obzir stvarne uvjete rezanja Kv, određuje se formulom:
![]()
gdje je Kmv - koeficijent koji uzima u obzir kvalitetu obrađenog materijala, Kmv \u003d 1;
Kpv - koeficijent koji uzima u obzir površinsko stanje obratka Kpv \u003d 1;
Kiv - koeficijent koji uzima u obzir materijal instrumenta, Kiv \u003d 1,5;
![]()
Učestalost rezanja određena je formulom (6.3), o / min:

Kontrola veličine površine nakon nanošenja i obrade vrši se ravnilom ili vrhom kalibra, dobivena vrijednost uspoređuje se s nazivnošću. U slučaju odstupanja, dio se ponovo izlazi na površinu, nakon čega slijedi obrada po veličini i ponovno kontrolira.
9. Izračun tehnoloških troškova automatskog nadiranja potopljenog luka
U fazi racionalizacije tehnološkog procesa utvrđuju se početni podaci potrebni za proračun normi vremena i materijala; izračunati i normalizirati troškove rada, stope potrošnje materijala potrebnih za provođenje postupka; odrediti kategoriju rada i zanimanja izvođača koji će izvoditi operacije ovisno o tim radovima.
Da biste riješili ove probleme, koristite standarde vremena, potrošnje i cijene materijala.
Postoji nekoliko metoda za određivanje troškova: računovodstvo, izračunavanje stavke i normativ.

