- Qısqaclar necə hazırlanır?
- Rahat 90 ° qaynaq
- Bükmək üçün istehlak edilməyən bir elektrod ilə qaynaq
- Evdə hazırlanmış elektrod tutacaqları
- Bir neçə vacib sirr
Aşağıdakı məlumatlar tez -tez xarab olan və ya istehsal qüsurları olan işıqlandırma qurğularına yönəldilmişdir. Qaynaqçıların işlərini səmərəli şəkildə yerinə yetirmələrinə kömək edən ən kiçik "müdrik şeylər" bunlardır. Buna görə də burada maqnit açılar və hətta prizmalar haqqında heç nə deyilməsə təəccüblənmək lazım deyil. Bu gadjetlər ən çox mağazada alınır.
Demək olar ki, həmişə qaynaq prosesində cihazların montajına və bərkidilməsinə ehtiyac olur.
Qaynaq əlavələri iki növ ola bilər:
- quraşdırma;
- bərkitmə.
Qaynaq üsulları çox sürətlə inkişaf etdiyindən, təsvir olunan qurğular bir qədər nadir görünə bilər. Ancaq digər tərəfdən, bu, boruların fərqli şərtlərdə birləşdirilməsinin daha mütərəqqi və daha təhlükəsiz üsullarına yol vermədiyi anlamına gəlir.
Qısqaclar necə hazırlanır?

Kelepçe, müxtəlif məhsulları qaynaq edərkən bir fiksasiya cihazıdır.
Qısqac bir fiksasiya aparatıdır. Birmənalı olaraq yalnız qaynaq aksesuarlarına aid edilə bilməz, çünki istifadə olunur:
- dülgərlər;
- çilingər;
- dönərlər;
- qaynaqçılar.
Fərqli məqsədlər üçün bu məhsulun fərqli güclü tərəfləri tələb olunur. Boruların və digər metal əşyaların qaynaqlanması üçün kifayət qədər güclü sıxaclar tələb olunur. Bir mağazada satın alınanlar çox vaxt ağır yüklərə tab gətirmirlər, ən uyğun olmayan anda dağılırlar. Buna görə əl istehsalı cihazları nəzərdən keçirməyə dəyər.
Öz əlinizlə belə bir cihaz etmək çətin deyil, bunun üçün sizə lazım olacaq:
- qalınlığı 10 mm olan polad təbəqə;
- üç qoz -fındıq;
- böyük diametrli bir neçə yuyucular;
- qoz -fındıq ölçüsünə görə xaricində yivli boru.
Birbaşa istehsal üçün aşağıdakılar lazımdır:
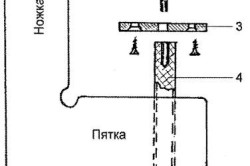
Kelepçeler diaqramı: 1 - gövdə; 2 - yuvarlaq ağac; 3 - polad yuyucusu; 4 - polad çubuq sıxma vidası.
- Uzunluğu 50 sm və eni 4 sm olan bir polad təbəqə kəsin.
- İki zolaq və bəzi kiçik detallar kəsin:
- altda 25 sm statik tutma üçün;
- 10 sm hərəkətli çubuq;
- daşınan hissəni bağlamaq üçün hər biri 5 sm olan iki düzbucaqlı (c);
- sıxacın statik hissəsini dəstəkləyəcək kiçik bir parça (d).
Qaynaqda belə bir cihaz boru quruluşunu sabit bir vəziyyətdə saxlamağa imkan verir. Qaynaq işlərinin ilk nəbzindən etibarən boruların dağılacağı və işin yenidən başlamalı olacağından narahat olmaq lazım deyil.
Məzmun cədvəlinə qayıt
Rahat 90 ° qaynaq

Qaynaq mıknatısları, qaynaqlanacaq iş parçasını 90 ° bir açı ilə tutmağa imkan verir.
Boruların qaynaqlanması çox çətin olmadığı üçün və köməkçisi olmadan, boruları 90 ° bucaq altında tutan qaynaq maqnitləri ilə qarşılaşdılar. Əvvəllər bu cür işlər üçün cihazlar maqnitdən istifadə edilmədən hazırlanırdı.
Bunun üçün aşağıdakı materiallar tələb olunacaq:
- tərəfi 20-25 sm olan metal kvadrat;
- bir kvadrat boru parçası;
- Onlar üçün 3 kiçik bolt və qoz -fındıq;
- diametri 4 sm olan bir qalın bolt və 35 qoz;
- qazma, qazma;
- tüklü qələm diametrli kiçik bir metal silindr;
- silindr üçün tutacaq, əslində sapı;
- qaynaq aparatı.
20 və 15 sm uzunluğunda olan borular, dəyişdirilə bilən tərəflərdə, çox künclərdə qaynaqlanır, beləliklə boruların ucları meydanın əks tərəfindədir.
İki köməkçi hissə hazırlayın. Təxminən 10 sm uzunluğunda eyni borulardan U şəkilli bir fiqur qaynaqlayın, eyni borulardan istifadə edərək, ikincisini 11,5 sm və 5,4 sm əsasları olan iki tərəfli trapezoid şəklində qaynaqlayın.
Hesablamalar daha dəqiq aparılmalıdır, yan hissələrin kəsişdiyi zaman yaranan bucaq 90 ° olmalıdır, buna görə də bazaların uzunluğu boruların genişliyindən asılı olacaq.

Boruların qaynaqlanmadığı küncdəki meydanın tərəflərində, ikiqat üçbucaqlı bir kəsik düzəldin. Kiçik bir bolt üçün yuxarı düzbucağın ortasında əvvəllər bir delik açaraq, U şəkilli bir rəqəm qaynaqlayın. Kare ilə fiqur arasındakı boşluğa 4 sm genişlikdə bir qoz ilə bolt qoyulmalıdır.
Civata bir qolu bağlayın; olduğu kimi, nazik bir çubuğun sərbəst hərəkət etdiyi çuxurlu bir qoz istifadə edə bilərsiniz.
Trapezoidin daha kiçik əsasının uzunluğunda olan kiçik bir silindrdə, alınan kiçik boltlar üçün ip. Böyük boltun ucunu yuvarlayın, mərkəzləşdirin.
Cihazın bu boşluğu artıq demək olar ki, tamamlandı, meydanın mərkəzindən 5 sm yüksəklikdə bir delik açmaq qalır, çapraz olaraq kəsilməmiş və yalnız sərbəst küncünə doğru hərəkət edir.
Trapezoidin diaqonallarının kəsişmə nöqtəsində, hər iki hissədə dəlik açın. Aralarına əvvəlcədən bir ip düzəldildiyi və mərkəzdə bir çuxur qazıldığı silindrik bir hissə qoyulacaq. Cihazın daha da yığılması üçün, eni 4 sm olan bir bolt üçün 35 qoz hazırlamaq lazımdır, bunun üçün əks tərəflərə təsir etmədən, bir tərəfində bir keçid ipi düzəldin.

a - künc birləşməsinin montajı üçün, b - müxtəlif detal birləşmələri ilə birləşmələrin montajı üçün; 1 - künc mıknatısı, 2 - sıxac, 3, 5 - maqnit elementləri, 4 - qolu.
Bütün sonrakı montaj hissələrin düzgün bağlanma ardıcıllığından ibarətdir. Sapı artıq bağlanmış boltda, demək olar ki, bazaya qədər dönərək yivli bir qoz qoyun. Silindrik hissəni boltun ucuna, qazılmış deliyi qadın dişinə bağlayın və kiçik bir boltla bərkidin. Sonra, biri silindrik hissənin ipinə girən boltlardan istifadə edərək trapezoid şəklini düzəldirik, ikincisi konfiqurasiyanı yuxarıdan eyni silindrik fiqurun ipi vasitəsilə düzəldirik. Yuxarıda hazırlanmış hissəsi olan bir bolt, U şəkilli dəstəyin altına çəkilir və altındakı yivli bir qoz düzəldilir. Boltu U şəkilli fiqurun ortasından keçən və xüsusi bir qozun xüsusi ipinə vidalanan bir boltla bərkidin. Cihaz əslində istifadəyə hazırdır. Boltun qolunu döndərərək gevşetmək olar. Boruları düzgün açılarda yerləşdirərək, armaturu düzəldərək qaynaq edə bilərsiniz.
Bu tip cihazlar qaynaqlanmış maqnitlərin yaxşı bir əvəzedicisidir ki, bu da sadə məişət istifadəsi üçün çox bahalı ola bilər.
Məzmun cədvəlinə qayıt
Bükmək üçün istehlak edilməyən bir elektrod ilə qaynaq
Bildiyiniz kimi, boru qaynağı tək növ deyil qaynaq işləri, tez -tez qovşaq nöqtələrində metal telləri bağlamaq, bükmək və ev termokupllarının təmiri və ya istehsalı üçün aparılır. Bu cihazı etmək üçün qaynağın nə olduğunu və elektromaqnit induksiya qanununun tam olaraq necə işlədiyini başa düşməyiniz lazım ola bilər.
Buna görə qaynaq cihazı tez -tez əllə yığılır. Burada kiçik bir "amma" var, belə bir cihaz etmək istəyəndə, hazır məhsulun dəyərinin bütün komponentlərin alınması üçün ümumi məbləğdən aşağı olduğunu nəzərə almaq lazımdır. Ancaq köhnə transformatorlar, digər qurğulardakı açarlar, məsələn, artıq lazımsız kəlbətinlər, armatur yaratmaq üçün istifadə edilsə, lehimləmə və ya birləşmə üçün qurğular düzəltməyə çalışmağa dəyər.
İstifadə olunan əlaqə üsulu, istehlak edilməyən bir elektrod ilə qaynaq növlərinə aiddir. Bir elektrod olaraq sadə bir qələmdən asanlıqla çıxarıla bilən qrafitdən istifadə edə bilərsiniz; elektron mağazalarında maye axını satılır. Evdə hazırlanan axıntı, bir çamur halına gətirilmiş borik turşusu və su qarışığından hazırlana bilər.
Cihazı düzəltmək üçün 20-50 V gücündə bir transformatora ehtiyacınız olacaq, şəbəkəyə girmək üçün bir bağlayıcı tel, ikisi birləşdirmək üçün, biri elektrod bağlamaq üçün. Bir elektrod tutucu olaraq hər hansı bir vasitə istifadə edilə bilər, bu, arsenalda olan əşyaların imkanlarından və mövcudluğundan asılıdır, məsələn, bir aptek şprisi, bir məktəb tripodu, silindrlər və ya boltlar.

İstehlak edilməyən elektrod qaynağı edilməsi prosesində bükülmək üçün bir transformator bobini lazımdır.
Bir mağazada 20-20 V gücündə bir transformator bobini, həmçinin bir qaynaq maşını üçün bir çərçivə almaq olar. Ancaq transformator bobininin cihazını bilmək, əlavə, artıq yararsız bir transformatora sahib olmaq, lazımi sayda dönmə əlavə etməklə həmişə düzəldilə bilər. Qaynaq maşınının standart sxemindən istifadə edərək bütün telləri təlimatlara uyğun olaraq bağlayın. Armatur bir elektrikçi tərəfindən bükülmə üçün istifadə ediləcəyi təqdirdə, tavanda işləmək üçün sərbəstliyin olması üçün ən azı 3 m uzunluğunda iş tellərinin istifadə edilməsi məsləhət görülür.
Təhlükəsizlik tədbirlərinə riayət olunmasını qeyd etmək lazımdır. Üzü, xüsusən də gözləri qaynaqdan qorumağın bəzi yolları var. Əlbəttə ki, bir qaynaq maskası hazırlamaq üsulu çox primitivdir və heç bir halda boru qaynağı zamanı istifadə edilməməlidir, ancaq nazik tellər üçün. Qaranlığı götür plastik şüşə hər hansı bir içkidən çox uzun qolları olan eynəkləri kəsin və başın arxasına bir sıxac və ya qısqac ilə bağlayın. Qısa müddətli qəribə işlər üçün uyğundur. Yenə də gözlərin yalnız parlaq parıltıdan deyil, həm də təsadüfən qırmızı-isti metal parçalarının vurulmasından da qorunduğunu xatırlatmağa dəyər. Buna görə maskanı karton qutular və qəzetlərlə əvəz etmək, bir adamın böyük risk altındadır.
Qaynaqlı konstruksiyaların istehsalı prosesində birləşdiriləcək hissələrin nisbi mövqeyi və texnoloji proseslə müəyyən edilmiş yüksək keyfiyyətli birləşmənin əmələ gəlməsi üçün ən əlverişli şərait təmin edilməlidir. Bu, texnoloji cihaz və avadanlıqlardan istifadə etməklə əldə edilir.
Texnoloji qurğular, qarmaqlar və ya sadə mexaniki qurğulardan istifadə edərək hissələrin qaynaqlanması və bərkidilməsi üçün hazırlanmış montaj cihazlarına bölünür; qaynaq, sabit nisbi mövqedə əvvəlcədən yığılmış hissələri qaynaq etmək üçün hazırlanmışdır; montaj və qaynaq işlərini birləşdirməyə imkan verir.
Texnoloji cihazın növü istehsal proqramına (tək, toplu və ya kütləvi istehsal), məhsulun dizaynına (təbəqə və ya qəfəs konstruksiyaları, maşın hissələri və s.), İş parçalarının istehsalında texnologiyaya və dəqiqlik dərəcəsinə (emal, qaz) asılı olaraq seçilir. kəsmə və s.).) və montaj və qaynaq texnologiyası (boşluqlara ehtiyac, onların icazə verilən dəyişiklikləri və ya kənarların icazə verilən çoxluğu və s.).
Qaynaq qurğuları qaynaq zonasının istiləşməsi və sonradan soyudulması səbəbindən ayrı -ayrı struktur elementlərin sərbəst hərəkət etməsinə imkan verməli və zəruri hallarda qaynaqlanan məhsulda və cihazın özündə temperatur təsirindən yaranan deformasiyaları azaltmalı və ya mümkünsə aradan qaldırmalıdır. Aşağı sərtliyə malik böyük ölçülü strukturları (çərçivə, qəfəs, təbəqə) qaynaq edərkən, armaturlar bütövlükdə məhsulun deyil, fərdi qaynaqlı kənarların bərkidilməsini təmin etməlidir. Bir cihaz dizayn edərkən, qaynaq və yapışma nöqtələrinə giriş, sıx istiləşmə yerlərindən tez bir zamanda istiliyin çıxarılması, qurğunun minimum sayda qurğu ilə yığılması, məhsulun ölçülərini yoxlamaq üçün pulsuz giriş və pulsuz sökülmə təmin edilməlidir. yığılmış və ya qaynaqlanmış məhsulun.
Texnoloji qurğular ixtisaslaşdırılmış (müəyyən bir məhsul növünün qaynaqlanması üçün) və ya universal ola bilər. Məsələn, Şəkil. 8-58, bir çərçivə quruluşunun montajı və qaynağı üçün xüsusi bir stend göstərir. Bənzər məqsədlər üçün universal bir armatur (Şəkil 8-59) bir sıra yivli plitələrdən ibarətdir. Qaynaqlanacaq məhsulun konfiqurasiyasından asılı olaraq, qaynaqlanacaq hissələrin (sıxaclar və s.) Təməl qoyulması və hissələrin əsas səthlərə (sıxaclar, bağlayıcılar, aralıqlar və s.) Bərkidilməsi üçün lövhəyə qurğular yapışdırılır.
Bəzi hallarda qaynaqlanacaq hissələrin çəkisi sıxma üçün istifadə edilə bilər.
Pirinç. 8-58. Çərçivə konstruksiyalarının qaynaqlanması üçün daimi sıxacları olan xüsusi stend
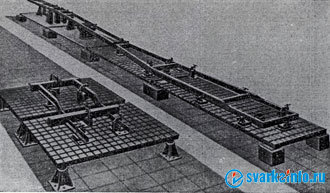
Pirinç. 8-59. Normallaşdırılmış elementlərdən hazırlanmış universal montaj və qaynaq dayaqları
Tutucular... Bunlar, bütün armatura nisbətən qaynaqlanacaq iş parçasının mövqeyini təyin edən elementlərdir. Kelepçeler (Şəkil 8-60) cibləri (a), dayanacaqları əhatə edir: daimi (b), çıxarıla bilən (c) və qatlanan (d); sancaqlar və sancaqlar: sabit (d), çıxarıla bilən (e); prizmalar; sərt və tənzimlənən (g) və şablonlar (h).

Pirinç. 8-60. Tutucular
Çıxarıla bilən dayanacaqlar Parçaların növünə görə tənzimlənə bilən cihazlarda və ya dayanma səbəbindən çıxarıla bilməyən hissələri qaynaq edərkən istifadə olunur. Bir qayda olaraq, dayanacaqlar həm də dayaq bazası kimi xidmət edir və bəzi hallarda cütləşmə hissələrinin qaynaqlanması üçün şablon kimi xidmət edir. Sancaqlar və ya sancaqlar hissələrin daha dəqiq yerləşdirilməsini təmin edir və hissələrdə işlənmiş səthlər olduqda istifadə olunur. Tənzimlənən və sərt prizmalar boruların, profillərin və s.
Şablonlar bu qurğunun digər hissələri və ya məhsulun bəzi dəstəkləyici konturları ilə montaj zamanı quraşdırılmış hissələrin bərkidilməsi üçün nəzərdə tutulmuşdur. Bu vəziyyətdə, məhsulun özü cihazın dəstəkləyici elementidir.
Kelepçeler... Parçaların sıxaclara və ya cihazların digər daşıyıcı səthlərinə sıxılmasını təmin edən cihazların elementləridir. Mexanik, pnevmatik, maqnit və hidravlik sıxaclar var.
Mexanik sıxaclarən sadə və buna görə də ən çox yayılmışdır (Şəkil 8-61, a-e). Kama sıxacları (Şəkil 8-61, c, d) bir elementi digərinə yığmaq, kənarları hizalamaq və s. Eksantrik öz-özünə əyləc sıxacları da eyni şəkildə hərəkət edir. Ən universal vida sıxacları (Şəkil 8-61, a, b). Ancaq bunlar əsasən əl alətlərində istifadə olunur. Bunun səbəbi, vintlərin dayanma əleyhinə işləməsi və sürətli hərəkət etməməsidir. Vida pilləsinin artması onun özünü əyləc xüsusiyyətlərini poza bilər və hissəni sıxmaq üçün böyük qüvvələr tələb edə bilər. Yay sıxacları əsasən kiçik, nazik hissələri sıxmaq üçün istifadə olunur.

Pirinç. 8-61. Kelepçeler
Yuxarıda göstərilənlərlə yanaşı, birləşdirilmiş qurğular da istifadə olunur (paz ilə vida, yaylı vida və s.). Lever qısqacları 1 -ci və 2 -ci növ qollardır və ya onların birləşməsidir və sıxma sürücülərinin gücləndiricisi kimi istifadə olunur. Belə bir qolu sıxacın nümunəsi əncirdə göstərilmişdir. 8-62. Rəfin 1 ekseninde 2, qolu 5 -ə təsir edən bir idarəetmə qolu 3 və ara keçid 4 var. İş parçası dayanacaq 6 ilə sıxılır.

Pirinç. 8-62. Kolu sıxmaq
Pnevmatik sıxaclar mexaniki ilə müqayisədə sürət, bir çox sıxacları bir yerdən idarə etmək qabiliyyəti, sıxılmış havanı tutan sıxaclara təchiz etmək qabiliyyəti də daxil olmaqla bir sıra əhəmiyyətli üstünlüklərə malikdir. fərqli mövqe kosmosda (cihazın trunnionu vasitəsilə və ya çevik hortumlar boyunca) və s.
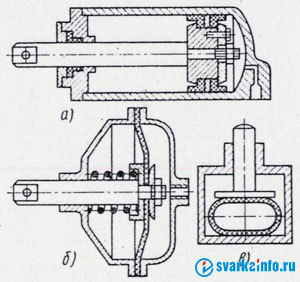
Pirinç. 8-63. Pnevmatik sıxaclar
Pnevmatik silindrlər, pnevmatik kameralar və pnevmatik hortumlar sıxacın işləyən elementi kimi xidmət edə bilər. Pnevmatik silindrlər (Şəkil 8-63, a) tək və ya ikiqat təsirli ola bilər. Silindr çubuğu birbaşa bağlanacaq hissəyə və ya qolu vasitəsilə hərəkət edə bilər. Pnevmatik silindrlərin dezavantajları möhürlərin aşınması və həcmdən ibarətdir.
Çubuğun vuruşunun kiçik olduğu hallarda, qapaqla kamera gövdəsi arasında sıxılmış piston yerinə parça əsasında rezin diafraqma ilə təchiz edilmiş pnevmatik kameralara üstünlük verilir (Şəkil 8-63, b). Çox vaxt qaynaq cihazlarında bir hortum sıxacından istifadə olunur (Şəkil 8-63, c). Hortuma hava verildikdə, ikincisi rokçu qolu sıxacının dəstəkləyici səthlərində hərəkət edir. Pnevmatik sıxaclar əsasən kütləvi və genişmiqyaslı istehsalda və yüksək mexanikləşdirilmiş qurğularda istifadə olunur.
Maqnit sıxaclar sürət, sadəlik və manevr qabiliyyəti ilə seçilir. Kenarları hizalamaq üçün istifadə olunur (Şəkil 8-64, b) və axın yastığına basdırın (Şəkil 8-64, b). Son zamanlar daimi maqnitlər də istifadə olunsa da, ən çox yayılmışları elektromaqnitlərdir.
Hidravlik sıxaclar qaynaq cihazlarında olduqca nadir hallarda istifadə olunur. Ehtimal ki, hidroplastiklər - kifayət qədər yüksək axıcılığı olan viskoz qarışıqlar əsasında qurulmuş dayaqlar perspektivlidir. Hidravlik sıxaclardan fərqli olaraq, hidravlik plastikləri olan sıxaclar, pistonlar arasında sıxma qüvvəsinin bərabər paylanmasını təmin edən mürəkkəb və bahalı möhür tələb etmir. 500 kqf / sm 2 -ə qədər təzyiqə icazə verirlər.

Pirinç. 8-64. Elektromaqnit sıxaclar:
a - maqnitin ümumi görünüşü;
1 - maqnit gövdəsi;
2 - əsas;
3 - alt;
4 - dolama;
5 - keçid;
b -d - tətbiq sxemləri;
6 - mötərizə;
7 - elektromaqnit stendi;
8 - vurğu;
9 - vida sıxacı
Sıxma və boşaltma cihazları (bağlayıcılar, boşluqlar və krikolar). İki və ya daha çox hissə və ya montaj qurarkən, bərkitmək üçün, kənarları və çuxurları hizalamaq üçün, silindrləri açmaq üçün nəzərdə tutulmuşdur (Şəkil 8-65).
Montaj və qaynaq qurğuları universal və ya ixtisaslaşdırılmış ola bilər. Şəkildə 8-59, böyük və mürəkkəb məkan strukturlarının qaynaqlanması üçün universal bir armatur göstərir.

Şəkil 8-65. Sıxma (a) və ayırıcı (b) cihazları:
1 - əsas qolu;
2 - mötərizə;
3 - qoz;
4 - sıxma vidası;
5 - qolu;
6 - sıxma vidası;
7 - ayırıcı vida;
8 - baza;
9 - itələyici rulman
Düz təbəqə konstruksiyalarının montajı və qaynağı üçün istifadə olunur elektromaqnit dayaqları, aralarında pnevmatik sıxaclı bir flux-mis və ya flux yastığı olan, quraşdırılmış elektromaqnitləri olan düz və ya əyri bir yataqdır. Dikiş boyunca yerləşən elektromaqnitlər, birləşdirilmiş təbəqələrin kənarlarını montaj dayağına sıx bir şəkildə çəkir və axını yastığının təzyiqindən reaksiyanı qəbul edir. Maqnitlərin və axın yastıqlarının yeri təbəqələrin kəsilməsi və bölmədəki sayı ilə müəyyən edilir.
Şəkildə 8-66, 400-1800 mm yüksəklikdəki I hissəli elementləri yığmaq üçün istifadə olunan vintli sıxacları olan bir qurğunu göstərir. Bu qurğuda elementlərin qaynağı meyilli elektrodlu qaynaq traktoru tərəfindən aparılır.
![]()
Pirinç. 8-66. Şüa qaynaq aparatı
Hər bir qaynaqçı bilir ki, keyfiyyətli iş üçün buna düzgün hazırlaşmaq lazımdır. Müxtəlif qaynaq cihazları həm bütün quruluşu, həm də ayrı -ayrı hissələri düzgün qurmağa və bərkitməyə kömək edəcəkdir. İşinizin son keyfiyyəti birbaşa bundan asılıdır. Ancaq hazır cihazları götürmək həmişə mümkün olmur və ya hazırda özünüzü bir yerə baxmaqdan daha asan etmək və ya təmir etmək daha asandır.
- Quraşdırma;
- Bərkitmə.
Ayarlama cihazı, hissələri son işdə olduğu kimi eyni vəziyyətdə quraşdırmaq üçün hazırlanmışdır. Funksiyalarına və dizaynına görə dayanacaqlara, kvadratlara, prizmalara, şablonlara bölünürlər.
Bərkitmə cihazları, təsadüfən yerdəyişmələrə və ya deformasiyalara icazə verilməyən hissələri istədiyiniz mövqedə bağlamaq üçün nəzərdə tutulmuşdur. Bu cür cihazlara qısqaclar, sıxaclar, sıxaclar, bağlar və aralıqlar daxildir.
Özün et
Qaynaq işləri zamanı ustanın istifadə etdiyi bəzi alətlər tez -tez kifayət qədər pozulur və ya səhv funksiyaya malikdir. Bəli, çox şeyi mağazada almaq olar, amma bəzən bunu özünüz etmək və konkret olaraq ehtiyacınız olanı etmək daha asandır.
Elektrod tutacaqları
Evdə hazırlanmış bir elektrod tutucusu etmək üçün hər biri on santimetr, diametri səkkiz millimetr olan üç tel götürməlisiniz. Telin hissələri əks istiqamətlərə (sola və sağa) yönəldilməsi üçün ikisini yan tərəfə bükün (çəngəl kimi görünəcək). Qalan tel, metal çubuqla əlaqənin tərəfindən yuxarıya doğru, uzunluğunun təxminən 0,5 -ə qədər əyilmiş aralarında yerləşdirilməlidir. Əvvəlcə yan hissələr qaynaqla tutulur, mərkəzi hissə tətbiq edildikdən sonra hər şey nəhayət qaynaqlanır. Telin həddindən artıq istiləşməməsi üçün əlavə bir sarım əlavə etməyiniz lazım ola bilər.
Kelepçeler
Kelepçe bir fiksasiya cihazıdır. Onları özünüz etmək ehtiyacı, mağazalarda satılan modellərin kifayət qədər güclü olmaması ilə əlaqədardır. Məsələn, taxta və ya digər metal əşyaları qaynaq edərkən kifayət qədər güclü sıxaclara ehtiyac var. Və mağaza modelləri lazımi yükə tab gətirə bilməz.
İstehsal üçün sizə lazım olacaq:
- 10 millimetr qalınlığında polad təbəqə;
- Üç qoz -fındıq;
- Böyük diametrli yuyucular;
- Fındıqların ölçüsünə görə xarici iplə boru çəkin.
İstehsal prosesi:
- Bir polad təbəqədən tərəfləri 50 sm və 4 sm olan bir zolaq kəsin;
- Altından 25 sm uzunluğunda statik tutma üçün bir zolaq kəsin;
- 10 sm uzunluğunda sürüşmə çubuğunu kəsin;
- Daşınan hissəni bağlamaq üçün hər biri 5 sm olan iki düzbucaq kəsin;
- Kelepçenin statik hissəsinə (1) dəstəklənəcək hissəni kəsin;
- Köməkçi hissəni sıxacın əsasına qaynaqlayın. G hərfini öz aralarında yaratmalıdırlar;
- Parçanı (1) qısa kənarda düz bir şəkildə qaynaqlayın;
- Üç qoz -fındıq birləşdirin;
- Qaynaq yuyucular bir -biri ilə;
- Fındıqları hərəkətli hissəyə nisbətən bir kənar ilə qaynaqlayın ki, vidalanmış çubuq qısqacın özünün əsasına paralel uzansın;
- Gerekirse, çubuğa bir qolu bağlaya bilərsiniz, üstünə bir qoz ilə bərkidin;
- Xarici kənar boyunca hissələri qaynaqlayın;
- Kelepçenin hissələri arasına yapışdırın;
- Çubuğu bağlayaraq hissələrin daxili kənarı boyunca qaynaq edin;
- Çubuğun kənarında qaynaq yuyucular.
Mövcud olduqda, montaj üçün bir mağaza sıxacından bir çubuq istifadə edə bilərsiniz.
Bucaq kelepçesi, hər zamanki kimi, hissələri sonrakı qaynaqları üçün təmin edir. Ancaq məhsulun hissələri həmişə düz olmamalıdır. Bəzən bir açıda. Qaynaqçı arsenalında bir açı sıxacının olması belə anlar üçündür. Mağazalarda satılır, lakin eyni dezavantajlara malikdir. Düz bir açı qaynaq aləti özünüz asanlıqla edə bilərsiniz. Materiallar dəsti adi sıxaclar, üstəgəl qoz -fındıq və saplama ilə eynidir.

İstehlak edilməyən elektrod qaynağı
Metal telləri bağlamaq, bükmək və ya termokupl düzəltmək üçün bir aparat çox vaxt öz əllərinizlə müstəqil olaraq hazırlanır. Ancaq nəzərə almaq lazımdır ki, bir mağazada satın alınan hazır məhsulun qiyməti alındıqda bütün komponentlərin ümumi məbləğindən aşağı ola bilər. Ancaq bir qayda olaraq, hissələri sökmə zamanı tapmaq olar və bəlkə də köhnə avadanlıqları sökməklə əldə etmək olar.
Cihazın istehsalı üçün 20-50 V üçün bir transformatora, dörd birləşdirən telə (iki əlaqə üçün, elektrodu bağlamaq və şəbəkəyə qoşulmaq üçün) ehtiyacınız olacaq. Elektrod çubuğu qələmdən çıxarmaqla asanlıqla əldə edilə bilən qrafit ola bilər. Buna uyğunlaşdıra biləcəyiniz hər şey sahibin roluna uyğundur.
Bu cür cihazların montajı bir çox mənbədə asanlıqla tapıla bilən standart sxemə uyğun olaraq aparılır və ümumiyyətlə, tellərin düzgün bağlanmasından və hamısının qutuya yığılmasından ibarətdir.
Əsaslandırma
Evdəki qaynaq qurğularının variantları real işdə praktik tətbiq oluna bilər. Bununla birlikdə, özünü montaj edən bağlama mexanizmləri və ya digər qurğular istehsal etməyiniz məsləhətdir. Nəyə nail olmaq istədiyinizi dəqiq başa düşməlisiniz: artan güc, daha yüksək fiksasiya və ya seçimi mümkün qədər rahat etmək.
Qaynaq aparatı keyfiyyətli işi tez bir zamanda yerinə yetirməyə imkan verir. Aləti nə qədər rahat etsəniz və ya seçsəniz, lazım olan iş keyfiyyətinə daha sürətli nail olacaqsınız.
Yığılmış quruluşun növündən asılı olaraq, qaynaqçının ölçüsünü daim izləməsi lazımdır. Bura daxildir: diaqonalların bərabərliyinə, baltalar (dirəklər) arasındakı məsafə, uzunlamasına və eninə düzlük, əsas perimetrə daxil olmayan fərdi elementlərin küncləri. Göstərilən göstəricilərdən hər hansı birini qaçırsanız, dizayn qüsurlu olacaq və məhsul yenidən hazırlanmalı olacaq. Monoton işlərin sürətli aparılması üçün, əvvəllər təyin edilmiş ölçülərə riayət edərək, quruluşun istənilən mövqedə bərkidilməsini təmin edən praktiki qaynaq qurğuları yaradılmışdır. Bu, bütün prosesi optimallaşdırır və daha qısa müddətdə daha keyfiyyətli məhsullar istehsal etməyə imkan verir.
Konduktorlar, sənaye seyflərindən qızdırılan dəsmal raylar, mürəkkəb ferforje nümunələri və qapı çərçivələrinin istehsalında istifadə olunan montaj və qaynaq qurğularıdır.
Metal konstruksiyanın yanlarında dönən bir təyyarənin bərkidildiyi iki konusvari dayaq vardır. Sonuncunun tənzimlənən uzunlamasına şüaları var, bir sıra vida sıxacları var. Kirişlərdəki çoxsaylı deliklər sayəsində, sıxaclar məhsulun ölçüsündən asılı olaraq bütün uzunluğu boyunca quraşdırıla bilər. Boşanma və ya şüaların özlərinin azaldılması sayəsində yığılmış strukturun eni tənzimlənir.

Qaynaq üçün keçiricilər sayəsində məhsulun tərəfləri, uzunlamasına və eninə düzlükləri arasındakı məsafə dərhal təyin olunur və saxlanılır. Qaynaqçı yalnız diaqonalını yoxlayır və işə başlaya bilərsiniz. Cihaz fırlanır, buna görə həm xarici, həm də daxili tikişlərin qaynaqlanmasına asan giriş var. Dönmə zamanı əyilməni düzəltmək üçün təyyarənin bir tərəfində çoxlu deşikləri olan bir dairə istifadə olunur. İçərisində bir vurğu var. Daha mürəkkəb mexanizmlərə elektrik mühərriki və sürət qutusu daxildir.
Dirijorun sürüşmə mexanizmləri, böyük və kiçik əşyaların qaynaqlanması üçün universal bir vasitə kimi istifadə edilməsinə imkan verir. İlə işləyərkən paslanmayan poladlar Vida sıxaclarından cızıqların qarşısını almaq üçün, sonuncular "dodaqlarda" keçə yapışdırıcılarla təmin edilir və kütlə birbaşa məhsula yayımlanır. Belə bir dirijor cihazı bir profil borusundan özünüz yığa bilərsiniz. Hərəkətli hissələri möhkəmləndirmək üçün rulmanlara və uzun boltlara ehtiyacınız olacaq.
Şablonlar
Daha sadə dik açılı qurğular düz bir səthdə şablon şəklində quraşdırılmışdır. Gələcək məhsulların dəqiq açısı əvvəlcədən müəyyən edilir. Bu, küncün hər tərəfində ikisi olan dayanacaqları qaynaq etməklə aparılır. Qaynaqlanacaq element şablonda qoyulur, bərkidilir və qaynaqlanır.
Şablonların "qabaqcıl" versiyalarında, qaynaqlanmış quruluşun çıxarılmasını asanlaşdırmaq üçün qatlanan dayanacaqlar var. Yüksək temperatura məruz qaldıqda məhsulun önə çıxmaması üçün qaynaq qövsü, bir tərəfdəki dayaqlar yerinə, şablondakı tərəfləri möhkəm bir şəkildə düzəldən və yuxarı qalxmalarına imkan verməyən vidalı sıxaclar əlavə olunur. Qaynaq bitdikdən sonra vintlər gevşetilir və quruluş sərbəst şəkildə çıxarıla bilər. Beləliklə, bir açı ilə boruları, rafın müxtəlif genişliyindəki küncləri qaynaqlaya bilərsiniz. Qapı və qapılar üçün çərçivələr istehsalında əlverişlidir.
Mərkəzləşdiricilər
Bir çox qaynaq qaynağı yoxdur. Bu cür hissələrlə işləməyin əsas xüsusiyyəti tərəflərin hizalanmasını təmin etməkdir. Fərq 1,5 mm -dən çox olarsa, çılpaq gözlə nəzərə çarpacaq. Estetik görünüşün vacib olduğu kritik məhsullarda bu qəbuledilməzdir.

Mərkəzləşdiricilər, qaynaqlanacaq tərəfləri ya yuxarı və aşağı hissələr boyunca, ya da bütün ətrafı ətrafında hizalayaraq gətirir. Qıvrımları borunun hər tərəfinə çatan vintlərdir və yarımdairəvi ayaqları olan sıxıcılardır. Avadanlıq borunu mərkəzləşdirir və qaynaq aparılır. Bundan sonra uyğunlaşma aradan qaldırılır.
Maqnit ixtiraları
Məhsulun tərəflərinin istədiyiniz mövqedə quraşdırılmasını çox asanlaşdırırlar. Ən sadə maqnit kvadratdır. Məhsulun cazibə qüvvəsinə görə iki hissəsini sərt şəkildə düzəldir və aralarında 90 dərəcə bir bucaq qurur. Fərqli dərəcələrin təyin edildiyi cihazın daha universal versiyaları var. Bu şəkildə tərəfləri kəskin və kəsik açılarda qaynaq edə bilərsiniz.

Maqnit tezlikləri olan daha çox yönlü ixtiralar bir metal elementi tutub səthin hər iki tərəfinə yapışdırmağa imkan verir. Kifayət qədər üçüncü əl olmadıqda və kömək edəcək heç kim olmadıqda bu çox faydalıdır. Bənzər bir funksiyaya sahib bir ev qaynaq cihazı, bir maqnitin bağlandığı 30 x 30 mm ölçülü iki metal kvadratdan hazırlana bilər. Meydanlarda, boltlu bir əlaqə vasitəsi ilə iki və ya daha çox "dirsək" bağlana bilən "qulaqlar" qaynaqlanır (divar qalınlığı 3 mm və ölçüləri 100 x 20 mm olan metal zolaqlar). Belə bir ixtira istədiyiniz kimi əyilə və yetişdirilə bilər. Bir tərəfdən əsas məhsula yapışacaq, digər tərəfdən isə qaynaqlanmış elementi tutacaq.
Bağlama və sürüşmə cihazları
Qaynaq cihazları arasında, qaynaq üçün hissələrin fiksasiyası, qarışdırılması və ya yayılmasını təmin edən bir çox kiçik köməkçi var. Budur əsas olanlar.
Kelepçe
Bu, bir ucunda məhsulu tutmaq üçün "dodaq", digər ucunda isə hərəkətli bir dayanacaq olan C şəkilli bir çərçivədir. Bu cihazla, çarşaflar məhsulun ümumi müstəvisini müşahidə edərək bazaya basılır. Dayanaq dişli bir raf boyunca bir vida və ya bir kam mexanizmi üzərində hərəkət edir. Sonuncu seçim daha praktikdir, çünki strukturun müxtəlif qalınlığı üçün sürüşməyə vaxt qazandırır. Boğaz (C şəkilli çərçivənin ölçüsü) qaynaqlanacaq materialların ölçülərindən asılı olaraq kiçik və ya böyük ola bilər.
Gon
Aralarında 90 dərəcə təyin etməyinizə kömək edəcək ən asan element formalı borular bir kvadratdır. 90 dərəcənin sürətli bir şəkildə qurulmasını və mövqeyini təyin etməyi tələb edən manipulyasiyalar mütəmadi olaraq aparılırsa, öz əlinizlə qaynaq üçün sadə bir quruluş edə bilərsiniz. Aşağıdan bir metal zolağa qaynaqlanan iki sıxac, sabit "dodaqlar" lazım olacaq. Şeridin üstündə iki kiçik künc bağlanır. Kvadratın köməyi ilə istədiyiniz dərəcə təyin olunur və yandırılır. Bunlar dayanacaqlardır. Girişləri qorumaq üçün küncləri bir -birinə yaxınlaşdırmaq lazım deyil fileto qaynağı gələcək məhsullar haqqında.
Aralıqlar
Quruluşun əyilmiş tərəflərini sıxmaq üçün genişləndirici qurğular istifadə olunur. Bunlar, yan təbəqələrin kənarları, təyyarədə ayrılmalar və ya böyük tutumlu birləşmənin batmış tərəfi ola bilər. Kenarları bir müstəviyə gətirmək üçün içərisində qaba bir ipin kəsildiyi bir silindr istifadə olunur. Böyük boltlar kənarlarına vidalanır və qapaqlara məhsulun içərisinə uyğun olan qapaqlar yapışdırılır (tankın hamar divarları varsa, dayanacaqlar düzdür, tankın divarları yuvarlaqdırsa, dayanacaqlar yuvarlaqlaşdırılır) ). Silindrdə qolu montaj və fırlanma üçün bir neçə deşik var. Bu vəziyyətdə, cıvatalar açılır və cihazın ümumi uzunluğu artır. Bu, sarkan tərəfi xaricə lazımi səviyyəyə doğru itələyir. Spacerin uzunluğu kifayət deyilsə, dayanacaqlardan birinin altına taxta bir əlavə qoyulur.
Kelepçeler
Bəzən çox tez işləməlisiniz və məhsulu sıxaclarla sıxmağa vaxt yoxdur. Qaynaqlanacaq hissələrin qalınlığı kiçikdirsə, sıxaclardan istifadə edə bilərsiniz. Bunlar hər iki yarını da çəkən bir yaylı kiçik pəncələrdir. Bu cür cihazların "dodaqları" xüsusi məhsullar üçün geniş və ya əyri ola bilər. İş genişliyini tənzimləmək üçün kiçik bir aralığa malikdirlər, lakin sıxaclardan fərqli olaraq bir saniyədə qurulurlar.
Qapaqlar
Böyük bir boşluq olmadan bişirmək üçün tərəfləri birgə xətt boyunca gətirmək lazım olduqda, şaplar istifadə olunur. Düz məhsullara gəldikdə, bunlar bir -birinə qarşı yapışan və tərəfləri uzun bir boltla bir araya gətirən, qozu sıxan delikli iki künc ola bilər. Boltun uzun bir ipi (başın altında) varsa, cihaz bərkidici təsirini tam olaraq həyata keçirəcəkdir. Quruluşun bağlaya biləcəyiniz tərəfləri varsa, küncləri qaynaq etmək əvəzinə yuxarıdakı delikli qarmaqlar istifadə olunur.
Müxtəlif aksesuarlar qaynaq prosesini daha asan və daha sürətli edir. Bu elementləri özünüz hazırlayaraq müəyyən miqdarda qənaət edə bilərsiniz.
Bütün qaynaq cihazları iki qrupa bölünür: bərkitmə və tənzimləmə. Hər iki funksiyanı yerinə yetirən universal qurğular da var.
Quraşdırma elementləri
Quraşdırma qurğularına, qaynaqların sonuna baxmalı olduğu şəkildə, hissələri müəyyən bir yerdə düzəltmək məqsədi daşıyan cihazlar daxildir.
Quraşdırma elementləri dizayn və funksional xüsusiyyətlərinə görə bir -birindən fərqlənir. Bunlara daxildir:
- kvadrat;
- nümunə;
- vurğu;
- prizma.
Şablon, əlaqəli elementləri əlavə işarələnmədən yığmağa və sıxaclar istifadə etmədən düzəltməyə kömək edən bir vasitədir.
Dayaq, bazaya qaynaqlanacaq hissələri bağlamaq üçün nəzərdə tutulmuşdur. Bir neçə növ cihaz var: qatlanan, çıxarıla bilən, daimi dayanacaq. Daimi hissələr ən çox çubuqlar və ya lövhələrdir. Müvəqqəti bir dayanma lazımdırsa, bu vəziyyətdə çıxarıla bilən və ya qatlanan strukturlar istifadə olunur.
Parçaları bir açı ilə quraşdırmaq lazım gəldikdə, kvadrat əvəzolunmaz bir cihazdır. Ən funksionalı fırlanan qurğulardır.
Qaynaq silindrik elementləri, hissələri istənilən mövqedə sabitləyən prizma olmadan nadir hallarda tamamlanır.
Parçaların bərkidilməsi
Bərkitmə cihazları, qaynaq zamanı elementlərin sürüşməsini, deformasiyasını və soyumasını aradan qaldıran hissələrin etibarlı şəkildə bərkidilməsinə xidmət edən qurğulardır. Bunlara daxildir:
- sıxac;
- sıxac;
- sıxac;
- aralıq;
- şpal.
Tez açılan sıxac, metalla işləyərkən ən çox yayılmış bağlama elementlərindən biridir. Parça müxtəlif ölçü və ölçülərə malikdir. Kelepçenin ölçüsü tənzimlənə və ya sabit ola bilər.
Qaynaq qısqacının köməyi ilə hissə müəyyən bir mövqedə asanlıqla və etibarlı şəkildə sabitlənir. Üstünlük, prosesin sadəliyidir: elementlər sıxacın təchiz olunduğu tutacaqlardan istifadə edərək bərkidilir.
Bir neçə növ bağlama cihazı var: qolu, eksantrik, paz, yay, vida sıxac. Qaynaq işləri apararkən ən çox tələb olunan model son modeldir.
Qalstuk böyük ölçülü məhsulları bağlamaq və düzəltmək üçün istifadə olunur. Şap ilə bağlamağın bir neçə yolu var.
Aralıq bütün oynaqların hizalanmasına, onlara lazımi forma verilməsinə və qüsurların düzəldilməsinə xidmət edir.
Qaynaq işləri üçün ən əlverişli olan, quraşdırma və fiksasiya funksiyalarına malik universal qurğulardır. Bu cür cihazların işləmə prinsipi asan və sadədir: istədiyiniz hissə məhsula daxil edilir, bundan sonra eksantriklər və vintlər sıx sıxılır.
Köməkçi cihazların əsas dezavantajı tez aşınması və tez -tez qırılmasıdır. Cihazların alınması ilə əlaqədar xərcləri azaltmaq üçün qaynaq qurğularını özünüz etməyə çalışa bilərsiniz. Üstəlik, bunu etmək çətin deyil.
Kelepçe istehsalı
Qaynaqda istifadə olunan fiksasiya cihazı olan qısqac çilingərçilik, dülgərlik, torna işlərində də istifadə olunur. Bunun üçün bərkidicilərin fərqli gücü lazımdır. Məsələn, qoşulmaq üçün metal borular ağır yüklərə tab gətirə bilən sıxaclara ehtiyacınız var. Mağazada satın alınan qurğular kifayət qədər etibarlı deyildir, buna görə qaynaqçılar tez-tez evdə hazırlanmış qaynaq qurğularından istifadə edirlər.
Bir sıxac düzəltmək çətin deyil, sizə lazım olacaq:
- qalınlığı təxminən 10 mm olan polad təbəqə;
- qoz - 3 ədəd;
- böyük diametrli yuyucu - 4-5 ədəd;
- qoz -fındıq ölçüsünə uyğun xarici iplə təchiz olunmuş bir boru.
Cihazın istehsalı zamanı müəyyən bir alqoritmə riayət etmək lazımdır. Armatur diaqramı montajını çox asanlaşdıracaq:
Zolaqlar, eni 40 mm və uzunluğu fərqli mənalara malik bir polad təbəqədən kəsilir:
- baza üçün uzunluğu 500 mm;
- strukturun altındakı statik tutma üçün uzunluq 250 mm;
- sürüşmə çubuğu yaratmaq üçün uzunluğu 100 mm.
Sonra, daşınan elementi bağlamağa xidmət edən 50 mm -lik iki düzbucaqlı (A) və məhsulun statik hissəsinə vurğu verən bir hissəni (B) kəsməlisiniz. Daha sonra, L şəklini alaraq köməkçi cihaz sıxacın əsasına qaynaq edilməlidir. B hissəsini qısa kənarına bağlayın Üç qoz -fındıq qaynaqlanır. Yuyucular da qaynaqlanır.
Bundan sonra, qoz -fındıqları bir kənar ilə daşınan elementə qoymalı və vidalanacaq çubuğun sıxacın əsas hissəsinə paralel olması üçün qaynaq etməlisiniz. Çubuq əvvəllər satın alınan bir qurğudan götürülə bilər. Lazım gələrsə, qoz ilə sabitlənmiş taxta tutacaqlar əlavə olunur.
Qaynaq, A komponentlərinin xarici kənarı boyunca aparılır, arasına bir sıxac zolağı daxil edilir. Bundan əlavə, A hissələrinin daxili kənarlarına hərəkətli bir element əlavə olunur və qaynaq aparılır. Nəhayət, düz yuyucular metal çubuğun kənarına qaynaqlanır.
Yaranan məhsul, kəsilmədən, yırtılmadan və yamacsız metal boruların kifayət qədər böyük bir quruluşunu saxlamağa imkan verəcəkdir.
90 ° bir açı ilə qaynaq
Maqnit quraşdırma diaqramı: 
Boruları 90 ° bir açı ilə tutacaq qaynaq mıknatısları qaynaq işini asanlaşdırmaq üçün nəzərdə tutulmuşdur. Bəs belə bir cihaz əlində olmasa necə səliqəli bir tikiş tikmək olar? Bunun üçün götürməlisiniz:
- tərəfi 20-25 sm olan kvadrat metal təbəqə;
- bir kvadrat hissəsi olan bir borunun bir hissəsi;
- qoz -fındıq ilə kiçik boltlar - 3 ədəd;
- diametri 4 sm olan bir bolt, ona qoz - 3,5 sm;
- polad silindr diametri təxminən 5 mm;
- qaynaq maşını, qazma, qazma.
Uzunluğu 20 sm və 15 sm olan iki boru bir metal kvadratda qaynaqlanır (künclərdə, əks tərəflərdə) Sonra, bu borulardan bir neçə köməkçi element düzəltməlisiniz: P şəkilli, seqmentlərdən 10 sm uzunluğunda; və yamaçlı trapezoid (baz 11.5 və 5.4 sm).
Bütün hesablamalar maksimum dəqiqliklə aparılmalıdır.
Daimi maqnitli sıxaclar elementləri birləşdirmə ardıcıllığına uyğun olaraq yığılır. Daxili istifadə üçün olduqca bahalı məhsullar olan qaynaqlı maqnitlərin funksiyalarını mükəmməl şəkildə yerinə yetirirlər.
Evdə hazırlanmış bir elektrod tutucu, iş növündən asılı olaraq bir çox forma və ölçülərə malik olduqca geniş yayılmış bir məhsuldur: böyük borular qaynaqlamaq və ya bükülmüş telləri lehimləmək.
D¾ ”borudan hazırlanmış sadə elektrod tutucusu: 
Mütəxəssislər, boruların qaynaqlanması üçün davamlı və etibarlı bir tutucunun istehsalı üçün məhsulun bütün xüsusiyyətlərini nəzərə alan bir diaqram hazırlamağı məsləhət görürlər. Adətən diş açma və qazma maşınları ilə təchiz olunmuş bir məktəb atelyesinə müraciət edərək avadanlıqlara qənaət edə bilərsiniz. Bir məişət qaynaq qurğusu üçün qaynaq işləri üçün zəruri olan kiçik əşyaların saxlanacağı bir raf düzəltmək məsləhətdir.

