Bir qaynaq qövsü, elektrodlar arasında və ya elektrodlar və məhsul arasında yaranan bir qaz mühitində güclü bir sabit elektrik boşalmasıdır. Qaynaq qövsü çox miqdarda istilik enerjisinin sərbəst buraxılması və güclü işıq effekti ilə xarakterizə olunur. Konsentrasiya edilmiş bir istilik mənbəyidir və əsas və doldurucu materialları əritmək üçün istifadə olunur.
Qövs boşalmasının baş verdiyi mühitdən asılı olaraq ayırın:
havada yanan açıq qövsqövs zonasının qazlı mühitinin tərkibi qaynaqlanmış metalın buxarları, elektrod materialı və elektrod örtükləri ilə qarışıq olduqda;
qapalı qövs sualtı qövsqövs zonasının qazlı mühitinin tərkibi bir cüt əsas metal, tel və qoruyucu axındır;
qalxan qövs (qoruyucu qazın atmosferi, telin buxarı və əsas metal qövs zonasının qazlı mühitinin bir hissəsidir). Qaynaq qövsü istifadə olunan cərəyanın növü (birbaşa, alternativ, üç fazalı) və yanma müddəti (stasionar, impulslu) ilə təsnif edilir. Doğru cərəyandan istifadə edərkən birbaşa və tərs polarite olan bir qövs fərqlənir. Birbaşa qütblə, elektrik dövrəsinin mənfi qütbü - katod elektrodda, müsbət qütbdə isə - anod əsas metalda. Əks polarite ilə, üstəgəl elektrodda və məhsulda mənfi.
İstifadə olunan elektrodun növündən asılı olaraq, ərimə ərimə (metal) və istehlak edilməyən (karbon, volfram və s.) Elektrodlar arasında həyəcan keçirə bilər. Qövsün işləmə prinsipinə əsasən birbaşa, dolayı və birləşdirilmiş hərəkətlər mövcuddur (Şəkil 14).

Düz qövs elektrod və məhsul arasında meydana gələn qövs axıdılması deyilir. Dolayı qövs iki elektrod (atom-hidrogen qaynaq) arasındakı qövs boşalmasını təmsil edir. Kombinə edilmiş Arc birbaşa və dolayı hərəkətlərin bir qövsünün birləşməsidir. Birləşdirilmiş bir qövsün nümunəsi üç fazalı bir qövsdür, bunda iki qövs elektrodları məhsula bağlayır və üçüncüsü bir-birindən təcrid olunmuş iki elektrod arasında yanır.
Qoşqunun həyəcanlanması iki şəkildə hazırlanır: toxunma və ya vurma ilə, bunların əsası Şek. 15.

Qaynaq qövsündə qövs boşluğu üç əsas sahəyə bölünür: anod, katod və qövs sütunu. Qövsün yanması prosesində, elektrodun və əsas metalın üzərində daha çox qızdırılan hissələr və bütün qövs cərəyanının keçdiyi təməl metal olan aktiv ləkələr var. Katodda yerləşən aktiv nöqtə deyilir katodik, və anodda olan nöqtə anod.

Qaynaq qövsünün ümumi uzunluğu (Şəkil 16) hər üç sahənin uzunluqlarının cəminə bərabərdir:
L d \u003d L -ə + L c + L və,
harada L d - qaynaq qövsünün ümumi uzunluğu, sm;
L k - katod bölgəsinin uzunluğu, təxminən 10 -5-ə bərabərdir sm;
L C - qövs sütununun uzunluğu, sm;
L d - anod bölgəsinin uzunluğu, təxminən 10 -3 ÷ 10 -4-ə bərabərdir sm.
Qaynaq qövsünün ümumi gərginliyi qövsün ayrı sahələrində gərginlik düşməsinin cəmindən ibarətdir:
U d \u003d U -ə + U c + U və,
harada U d qövs boyunca cəmi gərginliyin azalmasıdır, içində;
U k - katod bölgəsində gərginliyin azalması, içində;
U c, qövs sütunundakı gərginliyin azalmasıdır, içində;
U a - anod bölgəsində gərginliyin azalması, içində.
Qaynaq qövsünün sütundakı temperatur 5000 ilə 12,000 ° K arasında dəyişir və qövsün qaz mühitinin tərkibinə, materialdan, elektrodun diametrindən və cari sıxlıqdan asılıdır. Temperaturu, Ukrayna SSR Elmlər Akademiyasının akademiki K.K. Xrenov tərəfindən təklif olunan düsturla müəyyən etmək olar:
T st \u003d 810 U ef
harada T st - qövs sütununun temperaturu, ° K;
U ef effektiv ionlaşma potensialıdır.
Qaynaq qövsünün statik cərəyan gərginliyi xarakteristikası. Qaynaq qövsündəki gərginliyin uzunluğundan asılılığı və qaynaq qövsünün cərəyan gərginliyi xarakteristikası adlanan qaynaq cərəyanının böyüklüyü tənliklə təsvir edilə bilər
U d + a + bL d
harada və katod və anodda gərginlik düşməsinin cəmidir ( və = U -ə + U və):
b - 1-ə istinad edilən qaz sütununda xüsusi gərginliyin azalması mm qövs uzunluğu (dəyər b asılıdır qaz tərkibi qövs sütunu);
L d qövsün uzunluğu, mm.
Kiçik və ultrasəs cərəyanlarında U d qaynaq cərəyanının böyüklüyündən asılıdır.
Qaynaq qövsünün statik cərəyan gərginliyi xarakteristikası Şek. 17. Ərazidə Mən cərəyanın 80-ə qədər artması və qövs gərginliyinin kəskin enməsinə səbəb olur ki, bu da aşağı gücə malik qövslərlə cərəyanın artması qövs sütununun kəsişmə sahəsinin, eləcə də onun elektrik keçiriciliyinin artmasına səbəb olmasıdır. Bu hissədəki qaynaq qövsünün statik xarakteristikasının forması düşür. Düşən bir cərəyan gerilim xarakteristikasına malik bir qaynaq qövsü aşağı dayanıqlığa malikdir. Bölgəsində II (80 - 800 və) qövs gərginliyi demək olar ki, dəyişməz qalır ki, bu da qövs sütununun kəsişmə hissəsinin və aktiv ləkələrin qaynaq cərəyanının dəyərinin dəyişməsinə mütənasib artması ilə izah olunur, buna görə də qövs axıdışının bütün hissələrində cərəyan sıxlığı və gərginlik düşməsi sabit qalır. Bu vəziyyətdə, qaynaq qövsünün statik xarakteristikası sərtdir. Belə bir qövs qaynaq texnologiyasında geniş istifadə olunur. 800-dən çox qaynaq cərəyanının artması ilə və (bölgə III) qövs gərginliyi yenidən yüksəlir. Bu, katod yerində artım olmadan cari sıxlığın artması ilə izah olunur, çünki elektrod səthi normal bir cərəyan sıxlığı olan bir katot yerini yerləşdirmək üçün artıq kifayət deyil. Artan bir xüsusiyyəti olan bir qövs, sualtı qövs qaynaqlarında və qoruyucu qazlarda geniş istifadə olunur.

Qaynaq qövsünün həyəcanlanması anında baş verən proseslər. Qısa bir qapanma halında, elektrodun ucu məhsulla təmasda olur. Elektrodun son üzü qeyri-bərabər bir səthə malik olduğundan, elektrodun son üzünün bütün təyyarəsi boyunca əlaqə baş vermir (Şəkil 18). Kontakt nöqtələrində cari sıxlıq çox böyük bir həddə çatır və bu nöqtələrdə buraxılan istiliyin təsiri altında metal dərhal əriyir. Elektrodun məhsuldan çıxarılması zamanı ərimiş metal zonası - maye körpü uzanır, kəsişmə azalır və metalın temperaturu artır. Elektrod məhsuldan çıxarıldıqda, maye metal körpü qırılır, sürətli buxarlanma baş verir (metal "partlayış"). Bu anda axıdma boşluğu metal buxarın, elektrod örtüyünün və havanın isidilmiş ionlaşmış hissəcikləri ilə doldurulur - qaynaq qövsü yaranır. Arxalanma prosesi yalnız bir split saniyə davam edir. İlk anda qövs boşluğunda qazların ionlaşması, metalın və elektrod örtüyünün qəfil aşırı ısınması və əriməsi nəticəsində struktur pozulmasına görə katod səthindən termion emissiya nəticəsində baş verir.

Elektron axınının sıxlığının artması oksidlər və əridilmiş axınların və ya elektrod örtüklərinin meydana gəldiyi səth təbəqələrinin elektronların iş funksiyasını azaltması səbəbindən baş verir. Maye metal körpüsünün yıxıldığı anda potensial kəskin azalır, bu da sahə emissiyasının formalaşmasına kömək edir. Potensial bir enmə, emissiya cərəyanının artmasına, metal atomları ilə qeyri-ixtiyari toqquşmalar üçün elektronların kinetik enerjisini toplamağa və onları ionlaşmış vəziyyətə keçirməyə imkan verir və bununla da elektronların sayını və beləliklə qövs boşluğunun keçiriciliyini artırır. Nəticədə cərəyan artır və gərginlik azalır. Bu müəyyən bir həddə çatır və sonra qövs axıdılmasının sabit bir vəziyyəti başlayır - qövsün yandırılması.
Katod bölgəsi. Katodik gərginliyin düşməsi sahəsində baş verən proseslər qaynaq proseslərində mühüm rol oynayır. Katodik gərginlik düşmə bölgəsi, qövs boşluğunun qazlarını həyəcanlanmış bir ionlaşmış vəziyyətdə dəstəkləyən və yüksək hərəkətliliyi səbəbiylə yükün böyük hissəsini onlara ötürən birincil elektron mənbəyidir. Katodun səthindən elektronların ayrılması, ilk növbədə termion və sahə emissiyası nəticəsində yaranır. Katodun səthindən elektronların çıxarılmasına və metalın çökməsinə sərf olunan enerji müəyyən dərəcədə katod səthinə ionlaşma enerjisini verən müsbət yüklənmiş ionların axması səbəbindən qövs sütunundan gələn enerji ilə əvəzlənir. Katodik gərginliyin azalması bölgəsində baş verən proseslər aşağıdakı kimi təqdim edilə bilər.
1. Katodun səthindən yayılan elektronlar molekulların və qaz atomlarının ionlaşması üçün lazım olan sürətləri alırlar. Bəzi hallarda, katodik gərginliyin azalması qaz ionlaşma potensialına bərabərdir. Katodik gərginliyin azalmasının böyüklüyü qazın ionlaşma potensialından asılıdır və 10 - 16 ola bilər içində.
2. Katod zonasının kiçik qalınlığı səbəbindən (təxminən 10 -5) sm) içindəki elektronlar və ionlar toqquşmadan hərəkət edir və təxminən elektronun sərbəst yoluna bərabərdir. Katod zonasının qalınlığı dəyərləri, empirik olaraq, 10 -4-dən azdır sm.
3. Artan cərəyan sıxlığı ilə, katod bölgəsinin temperaturu yüksəlir.
Qövsün dirəyi. Qövs sütununda üç növ yüklü hissəciklər var - əks istiqamətdə qütb işarəsinə keçən elektron, müsbət ion və mənfi ionlar.
Qövs sütunu neytral hesab edilə bilər, çünki mənfi hissəciklərin yüklərinin cəmi müsbət hissəciklərin yüklərinin cəminə bərabərdir. Qövs sütunu yüklü hissəciklərin meydana gəlməsi və yüklü hissəciklərin neytral atomlara birləşməsi (rekombinasiya) ilə xarakterizə olunur. Boşalma boşluğunun qaz təbəqəsi vasitəsilə elektronların axması əsasən qazın molekulları və atomları ilə elastik toqquşmalara səbəb olur və nəticədə çox yüksək temperatur yaranır. Elastik toqquşma səbəbindən ionlaşma da mümkündür.
Qövs sütununun temperaturu qazların tərkibinə, qaynaq cərəyanının böyüklüyünə (temperatur artan cərəyanla yüksəlir), elektrod örtüklərinin növünə və polarite asılıdır. Əks polarite ilə, qövs sütununun temperaturu daha yüksəkdir.
Anod bölgəsi. Anod bölgəsi katod bölgəsinə nisbətən daha böyük bir uzunluğa və daha kiçik bir gərginlik dərəcəsinə malikdir. Anod bölgəsindəki gərginliyin azalması, anod daxil olduqda qövs axıdılması sütunundan elektronların çıxarılması və sürətlənməsi nəticəsində yaranır. Anod bölgəsində, elektrondan daha aşağı sürətə sahib olan mənfi yüklü ionların sayının az olması səbəbindən əsasən yalnız bir elektron cərəyanı mövcuddur. Anod səthinə düşmüş bir elektron metaldan təkcə kinetik enerji tədarükünü deyil, həm də iş funksiyasının enerjisini verir, buna görə də anod qövs sütundan enerjini təkcə bir elektron axını şəklində deyil, həm də istilik radiasiya şəklində alır. Nəticədə, anodun temperaturu hər zaman daha yüksəkdir və üzərində daha çox istilik yayılır.
Alternativ cərəyanla təchiz edilmiş qaynaq qövsünün xüsusiyyətləri. Alternativ cərəyan qövsü ilə qaynaq edərkən (saniyədə 50 dövrün sənaye tezliyi), katod və anod ləkələri saniyədə 100 dəfə yer dəyişdirir. Polarite dəyişdikdə, cərəyanın qismən düzəldilməsindən ibarət olan "valve effekti" deyilir. Cərəyanın rektifikasiyası daim dəyişən elektron emissiya nəticəsində baş verir, çünki cərəyan istiqaməti dəyişdikdə, elektroddan və məhsuldan gələn emissiya cərəyanlarının çıxması şərtləri eyni olmayacaqdır.
Eyni materiallar ilə cərəyan demək olar ki, düzəldilmir, qaynaq qövsündəki cərəyanın rektifikasiyası deyilir dC komponentiargon ilə qövs qaynağı alüminium prosesə mənfi təsir göstərir. Alternativ cərəyanla təchiz edilmiş bir qaynaq qövsünün yanma sabitliyi birbaşa cərəyan ilə təchiz edilmiş bir qövsdən daha aşağıdır. Bunun səbəbi, cərəyanın sıfırdan keçməsi və hər yarım dövrənin əvvəlində və sonunda polarite dəyişməsi zamanı qövsün azalmasıdır. Qövsün tükənməsi zamanı qövs boşluğunun temperaturu azalır, bu da qövs sütununun qazlarının deionizasiyasına səbəb olur. Eyni zamanda aktiv ləkələrin temperaturu azalır. İstilik məhsula istilik çıxarılması səbəbindən qaynaq hovuzunun səthində yerləşən aktiv nöqtədə azalır. Prosesin istilik hərəkətsizliyi səbəbindən, temperaturun düşməsi cərəyanın sıfırdan fazaya keçməsindən bir qədər geri qalır. Hər yarım dövrənin əvvəlində qövs boşluğunun ionlaşmasının azaldılması səbəbindən Arc alovlanma yalnız elektrod və məhsul arasında alovlanma zirvəsi adlanan məhsul arasında artan gərginliklə mümkündür. Katod ləkəsi təməl metaldadırsa, bu halda alovlanma zirvəsinin miqyası biraz daha yüksəkdir. Alovlanma zirvəsinin böyüklüyü təsirli ionlaşma potensialından təsirlənir: təsirli ionlaşma potensialı nə qədər çox olarsa, alovlanma zirvəsi də o qədər yüksək olmalıdır. Asanlıqla ionlaşdırıla bilən elementlər qaynaq qövsündə yerləşirsə, alovlanma zirvəsi azalır və əksinə, qövsün atmosferində flor ionları olduqda, müsbət ionlarla birləşərək neytral molekulları asanlıqla əmələ gətirir.
Alternativ cərəyan qövsünün əsas üstünlükləri bunlardır: nisbi sadəlik və avadanlığın aşağı qiyməti, maqnit partlayışının olmaması və alüminiumun argon-qövs qaynağı zamanı bir oksid filminin katodik tükənməsinin olması. Katodik tüpürmə, məhsulun bir katod olduğu an qaynaq hovuzunun müsbət ionlarla bombalanmasıdır, bunun nəticəsində oksid filmi məhv edilir.
Maqnit sahəsi və ferromaqnit kütlələrinin qaynaq qövsünə təsiri
Bir qaynaq qövsündə qövs sütunu, elektrik cərəyanının keçdiyi və bir elektromaqnit sahəsinin təsiri altında formasını dəyişdirə biləcəyi çevik bir dirijor sayıla bilər. Qaynaq qövsünün ətrafında yaranan elektromaqnit sahəsinin kənar maqnit sahələri ilə, qaynaq sxeminin öz sahəsi ilə, habelə ferromaqnit materialları ilə qarşılıqlı təsiri üçün şərait yaradılırsa, bu vəziyyətdə qövs boşalmasının orijinal öz oxundan sapması baş verir. Bu vəziyyətdə qaynaq prosesinin özü bəzən pozulur. Bu fenomen deyilir maqnetik partlayış.
Bir qaynaq qövsünə xarici bir maqnit sahəsinin təsirini göstərən bir neçə nümunəni nəzərdən keçirin.
1. Bir simmetrik maqnit sahəsi qövsün ətrafında yaradılmışdırsa, onda qövs sapmır, çünki yaradılan sahə qövs sütununa simmetrik təsir göstərir (Şəkil 19, a).
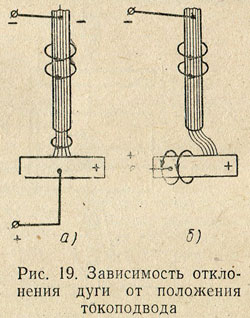
2. Məhsulda axan cərəyan tərəfindən yaradılan qaynaq qövsünün dirəyində asimmetrik bir maqnit sahəsi fəaliyyət göstərir; qövs sütunu cari qurğuşun əksinə istiqamətdə sapacaq (Şəkil 19.6).
Qövs əyilməsinə səbəb olan elektrodun meyl açısı da əhəmiyyətlidir (Şəkil 20).

Qövs əyilməsini təsir edən güclü bir amil ferromaqnit kütlələrdir: kütləvi qaynaqlanmış məhsullar (ferromaqnit kütlələri) havadan daha çox maqnit keçiriciliyinə malikdir və maqnit sahələri xətləri həmişə daha az müqavimət göstərən bir mühitdən keçməyə meyllidir, buna görə də bir qövs axıdılmasına yaxındır. ferromaqnit kütləsi, həmişə öz istiqamətində sapır (Şəkil 21).

Maqnetik sahələrin və ferromaqnit kütlələrinin təsiri simmetrik bir sahə yaratmaq üçün ferromaqnit materialını müvəqqəti yerləşdirmək və birbaşa cərəyanı dəyişən ilə əvəz etməklə, cərəyan tədarükünün yerini, elektrodun açısını dəyişdirərək aradan qaldırıla bilər.
Ərimiş metalın bir qövs boşluğu vasitəsilə ötürülməsi
Ərinmiş metalın ötürülməsi zamanı cazibə, səth gərginliyi, elektromaqnit sahəsi və daxili qaz təzyiqi aktı.
Cazibə qüvvəsi damlacıqın öz ağırlığına görə aşağı enmə meylində təzahür edir Aşağı mövqedə qaynaq edilərkən damcı damcı qaynaq hovuzuna köçürülməsində müsbət rol oynayır; şaquli və xüsusilə tavan mövqelərində qaynaq edərkən, elektrod metalının ötürülməsi prosesini çətinləşdirir.
Səth gərginliyi Bir mayenin minimum enerji ehtiyatına sahib olacağı bir forma verməyə meyl edən molekulyar qüvvələrin təsiri altında səthini azaltmaq meylində özünü göstərir. Bu forma bir sahədir. Buna görə, səthi gərginlik qüvvəsi eritilmiş metaldan bir top şəklini verir və əridilmiş hamamın səthinə toxunana qədər və ya damcı elektrod ucundan təmas olmadan çıxır, bundan sonra hamam metalının səthi gərginliyi hamamın içinə "çəkir". Səth gərginliyinin gücü, tavan vəziyyətində qaynaq zamanı hamamın ərimiş metalını saxlamağa kömək edir və dikişin əmələ gəlməsi üçün əlverişli şərait yaradır.
Elektromaqnit sahəsinin gücü elektroddan keçən elektrik cərəyanının elektrodun səthinə sıxıcı təsir göstərən və elektrodun kəsişməsini azaltmağa meyl edən ətrafındakı bir maqnit qüvvəsi sahəsi meydana gətirməsidir. Maqnit qüvvəsi sahəsi möhkəm bir metala təsir göstərmir. Sferik bir forma sahib bir ərimiş bir damla səthində normal hərəkət edən maqnetik qüvvələr buna əhəmiyyətli dərəcədə təsir göstərir. Səthi gərginlik qüvvələrinin, eləcə də sıxıcı maqnit qüvvələrinin təsiri altında elektrodun sonunda əridilmiş metal miqdarının artması ilə əridilmiş və bərk elektrod metal arasında bir ismus meydana gəlir (Şəkil 22).

İthmus kəsiyi azaldıqda, cərəyan kəskin şəkildə artır və maqnit qüvvələrinin sıxılma hərəkəti artır, elektroddan düşən damcıları cırır. Maqnetik qüvvələr əridilmiş banyoya baxan damlanın sferik səthinə minimal bir sıxıcı təsir göstərir. Bunun səbəbi, qövsün bu hissəsindəki və məhsuldakı sıxlıq az olduğundan maqnit qüvvəsi sahəsinin sıxıcı təsiri də azdır. Nəticədə, metal həmişə kiçik kəsişmənin (çubuqun) elektrodundan böyük kəsişmənin (məhsulun) elektroduna yönəldilir. Qeyd etmək lazımdır ki, yaranan isthmusda, cərəyanın keçməsi zamanı müqavimətin artması səbəbindən çox miqdarda istilik yaranır, bu da isthmusun güclü istiləşməsinə və qaynadılmasına səbəb olur. Damla sökülməsi anında çox ısınma zamanı əmələ gələn metal buxarlar ona reaktiv təsir göstərir - hamamına keçidi sürətləndirir. Elektromaqnit qüvvələri hamısında metal ötürülməsini təşviq edir məkan müddəaları qaynaq.
Daxili qaz təzyiqinin qüvvəsi Daha aktiv şəkildə davam edən kimyəvi reaksiyalar nəticəsində ortaya çıxır, elektrodun sonunda əriyən metal bir o qədər çox ısınacaqdır. Reaksiyaların əmələ gəlməsi üçün ilkin məhsullar qazlardır və əmələ gələn qazların həcmi reaksiyada iştirak edən birləşmələrin həcmindən on qat çoxdur. Elektrodun ucundan böyük və kiçik damcıların ayrılması sürətli qaynama və yaranan qazların ərimiş metaldan çıxarılması nəticəsində baş verir. Əsas metal üzərində sıçramaların meydana gəlməsi damcı qövs boşluğundan keçəndə damlacağın partlayıcı parçalanması ilə də izah olunur, çünki bu anda ondan çıxan qazların yayılması artır və damlacağın bir hissəsi qaynaq hovuzundan çıxır. Qazların daxili təzyiqinin qüvvəsi əsasən elektroddan məhsulu damcıya keçirir.
Bir qaynaq archinin əsas göstəriciləri
Füzyon əmsalı. Metal qaynaq edərkən, doldurucu əriməsi və təməl metalın nüfuz etməsi səbəbindən dikiş yaranır.
Doldurucu metalın əriməsi ərimə əmsalı ilə xarakterizə olunur
burada α p ərimə əmsalı;
G p - zamanla əriyənlərin ağırlığı t elektrod metal g
t - qövsün yanma vaxtı, h;
Mən - qaynaq cərəyanı və.
Bir qaynaq qövsü qazlar və buxarların qarışığında enerjili elektrodlar arasındakı güclü, uzunmüddətli bir elektrik boşalmasıdır. Qövs yüksək temperatur və yüksək cərəyan sıxlığı ilə xarakterizə olunur. Enerji istehlakçısı və qövsün güc qaynağı olaraq qaynaq qövsü (qaynaq transformatoru, generator və ya rektifikator) qarşılıqlı bir enerji sistemini meydana gətirir.
Bu sistemin iki iş rejimi var: 1) sistemdəki gərginlik və cərəyan kifayət qədər uzun müddət dəyişmədikdə statik; 2) sistemdəki gərginlik və cərəyan davamlı dəyişdikdə keçid (dinamik). Bununla birlikdə, bütün hallarda qaynaq qövsünün yanma rejimi cərəyan (I D), gərginlik (U D), elektrodlar arasındakı boşluq (qondarma qövs boşluğu) və aralarındakı əlaqə ilə müəyyən edilir.
I D qövs boşluğunda (Şəkil 1, a) üç sahə fərqlənir: anod 1, katod 2 və qövs sütunu 3. Anod və katod bölgələrində gerilim düşməsi bu qaynaq şərtləri üçün sabitdir. Qövs sütununun vahid uzunluğuna gərginlik düşməsi də sabit bir dəyərdir. Buna görə, qövs gərginliyinin uzunluğundan asılılığı xətti olur (Şəkil 1, b).
Qaynaq qövsünün sabitliyi cərəyan və gərginlik arasındakı nisbətlə müəyyən edilir. Daimi bir qövs uzunluğu olan bu asılılığın qrafik təsviri (Şəkil 2) statik cərəyan - qövsün gərginlik xarakteristikası adlanır. Üç əsas bölmə qrafikdə aydın görünür: bölmədə cərəyanın artması Mən qövsdəki gərginliyin azalması ilə müşayiət olunur; Yer açıldı II qövs gərginliyi az dəyişir; Yer açıldı III gərginlik qalxır. Birinci hissəyə uyğun qaynaq qövsünün yanma rejimləri mövcud güc mənbələrinin gərginliklərində qeyri-sabitdir. Təcrübədə, qaynaq qövsü cərəyan xarakteristikasının ikinci və üçüncü hissələrində sabit olacaqdır. Qövs uzunluğunda artım və ya azalma ilə xüsusiyyətlər müvafiq olaraq 2 və 3 mövqelərə keçir (bax. Şəkil 2). Daha kiçik bir diametrli elektrodlar üçün xüsusiyyətlər sola, daha böyük bir diametrdə - sağa köçürülür.

Şek. 1. İstehlak edilməyən elektrodlar arasında bir qaynaq qövsünün yanması: a - qövs diaqramı, b - qövs gərginliyinin (Ud) qövs boşluğundan asılılığı (/ d): 1 - anod bölgəsi, 2 - katod bölgəsi, 3 - qövs sütunu

Şəkil 2 Qövs üçün volt-amper xarakteristikası (CVC)
Əncirdə göstərilib. Qövs üçün 2 volt-amper xarakteristikası qaynaq qövsünün davamlı uzunluğunda alınır. Bir istehlak elektrodu ilə qaynaq edərkən qövs boşluğunun uzunluğu davamlı olaraq dəyişir. Bu hallarda, elektrod telinin sabit bir qidalanma sürətində gərginlik və qövs cərəyanı arasındakı əlaqəni təyin edən xüsusiyyətlərdən istifadə etməlisiniz (Şəkil 3, əyrilər 1 və 2). Hər yem nisbəti qaynaq qövsünün sabit qaldığı və elektrodun əriməsi üçün müəyyən bir cərəyana uyğundur. Bu vəziyyətdə, cərəyandakı kiçik dəyişikliklər ilə, gərginlik böyük həddlərdən çox dəyişir. Bu asılılığa davamlı əməliyyatın xarakteristikası deyilir. Bu, cərəyan voltajının xarakteristikası kimi, elektrodun uzunluğuna və yem nisbətinə bağlıdır.
Bu qanunauyğunluqlar birbaşa və alternativ cərəyan üçün etibarlıdır, çünki cərəyanın təbiəti cərəyanın formasına təsir etmir - elektrik qövsünün gərginlik xüsusiyyətləri. Xarakteristikanın formasına elektrodların həndəsi və materialı, qövs sütununun soyutma şəraiti və axıdılması baş verən mühitin təbiəti təsir göstərir.
Qaynaq qövsünün və qaynaq rejiminin sabitliyi qövs boşalmasının mövcudluğu şərtlərindən və xüsusiyyətlərindən, güc mənbələrindən və elektrik dövrəsindən asılıdır. Enerji mənbəyinin xarici xarakteristikası (Şəkil 3-də əyri 3) onun terminallarında gərginliyin yük cərəyanından asılılığıdır. Güc mənbəyinin aşağıdakı xarici xüsusiyyətləri ayırd edilir (Şəkil 4): düşən 1, yumşaq düşən 6, sərt 5, artan 3 və şaquli 2. Bir və ya digər xarici xarakteristikaya malik bir güc qaynağı qaynaq üsulundan asılı olaraq seçilir. Hər bir mənbənin tənzimləyici cihazı bir sıra xarici xüsusiyyətlərə malikdir ("xüsusiyyətlər ailəsi"). Sistemin qurulmuş iş rejimi: "qaynaq qövsü - güc mənbəyi" enerji mənbəyinin xarici xarakteristikasının (1, 2, 3, 5 və 6) kəsişmə nöqtəsi və 7 qaynaq qövsünün cərəyan gərginliyi xarakteristikası ilə müəyyən edilir.

Şəkil 3 Qaynaq qövsünün (CVC) 1.2 sabit bir tel ötürmə sürətində (sabit işləmənin xarakteristikası) və enerji təchizatı 3, 4 və 5-də olan xarici xarakteristikaları.

Şəkil 4, 1, 2, 3, 5, 6 enerji təchizatı xarici xüsusiyyətləri və qaynaq qövsünün 4, 7 cərəyan gərginlik xüsusiyyətləri
Uzun müddətdir müəyyən bir gərginlik və cərəyan dəyərlərində bir qövs axıdılması davamlı olarsa, qaynaq prosesi sabit olacaqdır. Əncirdən də göründüyü kimi. 4, qövsün xarici xüsusiyyətləri və güc mənbəyinin kəsişməsinin A və B nöqtələrində cərəyan və gərginlikdə tarazlıq olacaqdır. Hər hansı bir səbəbdən A nöqtəsinə uyğun qaynaq qövsündəki cərəyan azalırsa, onun gərginliyi güc mənbəyinin gərginliyinin sabit vəziyyətindən az olacaq; bu cərəyanın artmasına, yəni A nöqtəsinə qayıtmasına gətirib çıxaracaqdır Əksinə, cərəyanın təsadüfi bir artması ilə enerji mənbəyinin sabit gərginliyi qövs gərginliyindən azdır; bu cərəyanın azalmasına və nəticədə qaynaq qövsünün yanma rejiminin bərpasına səbəb olacaqdır. Bənzər əsaslandırmadan aydın olur ki, B nöqtəsində qaynaq qövsü qeyri-sabit yanır. Cərəyandakı hər hansı bir təsadüfi dəyişiklik sabit tarazlıq A nöqtəsinə uyğun bir dəyərə çatana qədər və ya qövs pozulana qədər inkişaf edir. Daldırma xarici xarakteristikası (əyri 6) ilə A nöqtəsində sabit qövs yanması da baş verəcəkdir.
Qövsün cərəyan cərəyanının xarakteristikasının düşən hissəsində işləyərkən, işləmə nöqtəsindəki mənbənin xarici xarakteristikası qaynaq qövsünün statik xarakteristikasından daha dik olmalıdır. Qövsün artan xüsusiyyətləri ilə, mənbənin xarici xüsusiyyətləri sərt 5 və ya hətta artan 3 ola bilər.
Əl ilə qaynaq edərkən, qövsün uzunluğunda dəyişikliklər mümkün olduqda, kifayət qədər sabitlik dərəcəsi olmalıdır.
Digər şeylər bərabər olduqda, sabitlik marjası güc mənbəyinin xarici xüsusiyyətlərinin dikliyi ilə artır. Buna görə, sərt şəkildə aşağı düşən xüsusiyyətlərə malik mənbələr əl qaynağı üçün istifadə olunur: bir qaynaqçı qövsün qırılacağından qorxmadan uzada bilər və ya həddindən artıq cərəyanın artması qorxusundan qısalda bilər.
Qaynaq qövsünün özünü tənzimlənməsi. Avtomatik və ya yarı avtomatik qaynaq bir ərimə elektrodu ilə onun yemləmə sürəti (va) ərimə sürətinə bərabərdir. Qövs boşluğu təsadüfən azaldılırsa (Şəkil 4-də əyri 4), cərəyan artır və tel daha sürətli əriməyə başlayır. Nəticədə qövs boşluğu tədricən artacaq və qaynaq qövsü orijinal uzunluğuna çatacaqdır. Qövs təsadüfən uzanarsa, eyni şey baş verəcəkdir. Bu fenomen qaynaq qövsünün özünü tənzimlənməsi adlanır, çünki ilkin rejimin bərpası heç bir tənzimləyicinin təsiri olmadan baş verir. Öz-özünə tənzimləmə nə qədər aktiv olursa, güc mənbəyinin xarici xarakteristikası və elektrodun qidalanma dərəcəsi nə qədər yaxşı olarsa. Buna görə istehlak olunan bir elektrod ilə mexanikləşdirilmiş qaynaq üçün nəm xarici xüsusiyyətlərə malik güc mənbələri seçilməlidir. Ekran qazlarında birbaşa cərəyanla qaynaq edərkən, qaynaq qövsünün statik xarakteristikası artan bir forma aldıqda, özünü tənzimləmə sistemləri üçün sərt bir xarakterik olan mənbələrdən istifadə etmək məqbuldur. Bununla birlikdə, onların açıq dövrə gərginliyi kiçikdir və hətta qövsün işləmə gərginliyindən az ola bilər ki, bu da onun ilkin həyəcanını çətinləşdirir. Bu hallarda güc mənbələrinin istifadəsi məqsədəuyğundur, bunda işçi hissədəki xarici xarakterik sərt və ya yarı böyüyən volt-amper xarakterikdir və açıq dövrə gərginliyi Şekildə göstərildiyi kimi biraz artır. 4.
AC qaynaq qövsü, qaynaq qövsünün güc mənbələrindən etibarlı bir şəkildə təkrarlanmasını tələb edir. Buna açıq dövrə, alovlanma və qövs gərginliyi və qaynaq dövrə parametrləri arasındakı əlaqənin düzgün seçilməsi ilə nail olunur. Sabit bir qaynaq qövsü əldə etməyin ən asan yolu qaynaq dövrəsinə reaksiya daxil etməkdir. Buna görə, qövsün təkrar həyəcanlanması anında, qövsdəki gərginlik alovlanma gərginliyinə (U3) qədər kəskin şəkildə arta bilər (Şəkil 5). Tazalanmış əyri t / xx boşluqda güc mənbəyinin gərginliyini göstərir. Yük altında, reaksiyanın olması səbəbindən qaynaq cərəyanı vaxtında gerilimdən geridə qalır.
Qövs qırıldıqda, qövs boşluğundakı gərginlik güc mənbəyinin açıq dövrə gərginliyinin ani dəyərinə uyğun bir dəyərə yüksəlməlidir. Gərginliyin cərəyandan geriləməsi səbəbindən, belə bir gərginlik qaynaq qövsünü (Un) yenidən həyəcanlandırmaq üçün kifayətdir.
Qaynaq qövsündə metal ötürmə və güc mənbələrinin dinamik xüsusiyyətlərinə dair tələblər. Qaynaq hovuzuna elektrod metal köçürməsinin aşağıdakı növləri fərqlənir: aşağı cərəyan sıxlığı üçün xarakterik olan böyük damlacıq; kiçik bir damla, jet, elektroddan çox kiçik damlalarda axdığı zaman. Ərimiş metalın damlaları ardıcıl olaraq qövs boşluğunu bağlayır və ya qısa dövrə baş vermirsə, dövri olaraq qövsün uzunluğunu dəyişdirin. Yüksək cərəyan sıxlığında, elektrodda qaynaq qövsünün uzunluğu və gərginliyində nəzərəçarpan dalğalanmalar olmadan kiçik damlacıq metal ötürmə müşahidə olunur.
Gərginlik, cərəyan və qövs uzunluğu boş dövrədən qısa dövrə qədər dövri dəyişikliklərə məruz qalır; iş rejimində, qövs yanır, damlanın meydana gəlməsi və böyüməsi. Sonradan damla vanna arasındakı qısa bir dövrə ilə cərəyan kəskin şəkildə artır. Bu damlacağın sıxılmasına və damcı ilə elektrod arasındakı körpünün məhvinə səbəb olur. Gərginlik demək olar ki, dərhal yüksəlir və qaynaq qövsi yenidən həyəcanlanır, yəni proses vaxtaşırı təkrarlanır. Rejimlərin dəyişməsi bölünmüş saniyə ərzində baş verir. Buna görə güc mənbəyi yüksək dinamik xüsusiyyətlərə sahib olmalıdır, yəni dövrə pozulduqda yüksək gərginlik artımı və istənilən cərəyan artım sürəti olmalıdır.

Şek. 5 Alternativ cərəyanla qaynaq edərkən cərəyan və qövs gərginliyinin salınması.
Cari yüksəlişin aşağı tempi zamanı, hamamdan bir tel tel daxil olur. Geniş bir ərazidə nisbətən yavaşca istilənir, sonra dağılır. Cərəyan çox tez qalxarsa, hamam və bir damla elektrod metal arasındakı körpü tez isidilir və bir partlayışla çökür. Ərinmiş metalın bir hissəsi püskürtülür və dikişə düşmür.
Sıçramağın qarşısını almaq üçün qaynaq dövrəsinin endüktansını artıraraq güc qaynağının elektromaqnit ətalətini artırmaq lazımdır.
Qövs qaynaq prinsipi nədir? Qaynaq transformatorundan elektrod və elektrik qövsü yaradan və saxlayan qaynaqlı məhsula elektrik cərəyanı verilir. Elektrik qövsü 7000 dərəcəyə qədər qızdırılır, beləliklə elektrod və qaynaqlı məhsulların kənarları əriyir və sözdə qaynaq hovuzunu meydana gətirir. Qaynaq hovuzu qısa müddətə əridilmiş vəziyyətdədir. Bu zaman elektrodun ərimiş metalı məqalənin ərimiş metalına qarışdırılır və qoruyucu bir film meydana gəlir. Qaynaq hovuz qatılaşdıqdan sonra qaynaqlı bir birləşmə yaranır.
Elektrik qövsü yaratmaq və saxlamaq üçün lazım olan elektrik enerjisi AC və ya DC mənbələrində yaranır.
Qövs üçün volt-amper xarakteristikası.
Qövsün cərəyan cərəyanının (statik) xarakteristikası, qövs gərginliyinin xarici şəbəkənin cərəyanından asılılığıdır.
Qaynaq zamanı qövs gərginliyi birbaşa qaynaq cərəyanının böyüklüyünə və qövsün özünün uzunluğuna bağlıdır. Əl ilə qövs qaynaqlarında, gerilim nə qədər az olarsa, qövs boyunca gerilim daha aşağı olur. Avtomatik bir qaynaq prosesində, qövs gərginliyi yalnız qövsün uzunluğundan asılıdır: elektrik qövsü nə qədər uzun olsa, gərginliyi o qədər yüksəkdir və nəticədə metal və axının əriməsi üçün istifadə olunan istilik miqdarı artar.
Qövs gərginliyi maksimum dəyərə qədər artır, bundan sonra elektrik qövsü çıxana qədər dəyişməz qalır.
Qövsdəki gərginlik qaynağın son nəticəsinə - tikişin keyfiyyətinə və qaynağın qalınlığına təsir göstərir. Gərginlik nə qədər yüksəkdirsə, dikiş nə qədər genişdir və məhsulun nüfuz dərinliyi daha aşağı olur. Qövs voltajının dəyişdirilməsi sözdə məsamələrin və ərimiş metal damlalarının meydana gəlməsinə səbəb ola bilər.
Əllə qaynaq zamanı qövs gərginliyi kiçik bir aralığın içində dəyişir - 15-30 Volt, lakin elektrodun dəyişdirilməsi zamanı gərginlik 70 Volta qədər arta bilər.

Qövs gərginliyinin avtomatik qaynaqda gərginliyindən asılılığı.
Gərginlik 80 V-a çatdıqda, qaynaq zamanı qövs gərginliyi kəskin şəkildə azalır (I bölgə, Şəkil 2). Kiçik bir qövs gücü ilə, artan cərəyan ilə, kəsişmə sahəsi və qövs sütununun elektrik keçirmə qabiliyyəti genişlənir. Bir qövsün bu statik xarakteristikası deyilir düşmək; düşən qövs aşağı sabitliyə malikdir. Artan gərginlik 80 ilə 800 V arasında (bölgə II, Şəkil 2), qövs gərginliyi demək olar ki, dəyişməzdir. Bu, ilk növbədə qövs sütununun və aktiv nöqtənin kəsişməsinin artması ilə əlaqədardır. Bu artım qaynaq cərəyanının dəyərinin dəyişməsinə nisbətdə baş verir, buna görə cərəyan sıxlığı və buna görə də qövs gərginliyi dəyişmir. Bir qövsün bu statik xarakteristikası deyilir sərt. Sərt bir qövs ən çox qaynaq avadanlıqlarında istifadə olunur. Gərginliyin 800 V-dan çox artması ilə qövsün gərginliyi yenidən artır (bölgə III, Şəkil 2). Katod nöqtəsinin böyüməsi artan gərginliklə artmır, bu da cərəyan artır və bununla birlikdə qövs gərginliyi artır. Belə bir qövs, deyilir artanfəal şəkildə istifadə olunur qaynaq işləriah sualtı və qazlar və qaz qarışıqları içərisində.
Qövs gərginliyi ya gərginlikdən, ya da qövs uzunluğundan, qaynaq işinin növündən - avtomatik və ya əllə asılıdır. Əl qaynağı ilə əlaqədar olaraq qeyd etmək istərdim ki, elektrodun dəyişdirilməsi zamanı qövs gərginliyi 70 V-a qədər yüksəlir, buna görə qaynaqçı son dərəcə diqqətli olmalıdır. Avtomatik bir qaynaq prosesində elektrik çarpma ehtimalı daha aşağıdır.
Qaynaq materiallarının fiziki əsasları
Qaynaq - yüksək temperaturda müxtəlif bərk materialların birləşməsi prosesidir. Onun mahiyyəti birləşdirici məhsulların struktur komponentləri arasında atom-molekulyar bağların meydana gəlməsində olur. Müxtəlif hissələrin metal səthlərini birləşdirmək üçün hazırlanmışdır. Buna görə də, metal materiallarda onun mahiyyəti və mexanizmi nəzərdən keçiriləcəkdir.
Proses iki şəkildə həyata keçirilə bilər: ərimə və təzyiq.
Birincisi, metal səthlərin birləşmə bölgəsindəki temperaturun müvafiq ərimə nöqtələrinə gətirilməsidir və onların hər biri əriyir. Sonra, hər iki maye metal bir-birinə birləşərək ümumi qaynaq hovuzu əmələ gətirir, bir qaynaq adlanan möhkəm bir təbəqə meydana gətirmək üçün soyudulduqda kristallaşır.
İkinci vəziyyətdə, yüksək təzyiqdə metal artan plastik deformasiyanı nümayiş etdirir və bir maye kimi axmağa başlayır. Bundan əlavə, hər şey əvvəlki vəziyyətdə olduğu kimi olur.
Yuxarıda göstərilən metodların hər biri öz növbəsində onun həyata keçirilmə prinsipinə görə təsnif edilir.
Fusion qaynaq daxil olmalıdır lehimləmə səciyyələndirilir ki, yalnız doldurucu material əriyir və qaynaq olunan əsas metal qaynaqlanmamış qalır, əsas metal isə qaynaq zamanı qismən əriyir.
İstehsalda dominant mövqe metal konstruksiyalar son 70 il davam edir qövs qaynağı. Qaynaq işlərinin ümumi həcminin 60% -dən çoxunu həyata keçirir. Sadəlik və çox yönlülükdə qövs qaynağı ilə rəqabət edə biləcək başqa bir üsul yoxdur.
1881-ci ildə N.N. Benardos qövs qaynağı kəşf etdi. 1888 - 1890-cı illərdə Rus mühəndis N. G. Slavyanov eyni zamanda bir doldurucu material olan bir metal elektrod ilə qövs qaynağı hazırladı və patentləşdirdi. 1907-ci ildə isveçli mühəndis O. Kjelberg qaynaqlı birləşmələrin keyfiyyətini yaxşılaşdıran örtülmüş metal elektrodlardan istifadə etdi.
Bir qaynaq qövsü, ionlaşmış qazlar və buxarların mühitində yerləşən elektrodlar arasındakı güclü bir elektrik boşalmasıdır.
Qaynaq prosesində metalın təsir üsulu ilə qövs dolayı (müstəqil) və birbaşa (asılı) təsir göstərir. Birinci halda, təməl metal qaynaq dövrə daxil deyil və əsasən qövsün qazlarından istilik ötürülməsi və radiasiya səbəbiylə qızdırılır. Bu üsul hazırda sənayedə istifadə edilmir.
Qaynaq üsullarının təsnifatı
Doğrudan qövs ilə qaynaq edərkən, metal qaynaq dövrəsinin elementlərinə aiddir və elektrodlardan biri kimi çıxış edir. Əsasən səthini elektrik yüklü hissəciklərlə bombalayaraq qızdırılır. Bu vəziyyətdə elektrod ləkəsi bölgəsində metal səthin istiləşməsinin xüsusi gücü çox yüksəkdir və 10 3 ilə 10 5 W / sm 2 arasında dəyişir.
Qaynaq ərimə və istehlak edilməyən elektrodlarla aparılır. Birincisi, N. G. Slavyanov metoduna görə qaynaq, ikincisi - N. N. Benardos metoduna görə adlanır.
Əriyən elektrodlar poladdan, alüminiumdan və bir sıra digər metallardan hazırlanır. Hələ də qaynaqlı metal dikiş əsasən meydana gələn doldurucu material rolunu oynayırlar. Karbon (qrafit) və ya volfram elektrodları istehlak edilmir və qaynağın meydana gəlməsində iştirak etmir. Bu vəziyyətdə, doldurucu material yan tərəfdən bir tel və ya çubuq şəklində əlavə olaraq təqdim olunur.
Qövsü gücləndirmək üçün birbaşa və ya alternativ, tək və ya çox fazalı cərəyanlar, aşağı və ya yüksək tezlikli tətbiq oluna bilər; mürəkkəb birləşdirilmiş sxemlərdən istifadə etmək mümkündür.
Qaynaq edərkən aşağıdakı rejim istifadə olunur: U d \u003d 10 - 50 V; \u003d 1 - 3000 A; R d \u003d 0.01 - 150 kVt, burada I d cərəyan gücü, U d gərginlik, R d isə qövs gücüdür.
Qövsün alovlanması, elektrodun məhsula qısa qapanması ilə həyata keçirilir. Qısamüddətli cərəyan (qısa dövrə) demək olar ki, dərhal əlaqə nöqtəsində metal əriyir və nəticədə maye tullanan meydana gəlir. Elektrod çıxarıldıqda, uzanır, metal çox ısınır və istiliyi qaynama nöqtəsinə çatır; termo- və sahə emissiyasının təsiri altında metal buxarları və qazları ionlaşır - bir qövs həyəcanlanır. İstehlak edilməyən elektrod ilə qaynaq edərkən, qövs yüksək sürətli pulslarla ionlaşaraq, nəzarətsiz bir şəkildə həyəcanlanır.
Qövsün bazası kəskin şəkildə müəyyən edilir, elektrodların səthində parlaq ləkələr var. Bütün cərəyan onlardan keçir, sıxlığı 1 mm 2-ə bir neçə yüz amperə çata bilər. Bir DC qövsündə katod və anod ləkələri fərqlənir. Ləkələr arasındakı elektrik keçirici qaz kanalı bir plazmadır - qövs ətrafındakı atmosferdən və elektrodları və fluxları meydana gətirən maddələrdən ibarət neytral atomlar, elektron və ionların qarışığıdır. Kəsilmiş konus şəklinə malikdir və 3 sahəyə bölünür: katodik sifarişin uzunluğu 10 -3 - 10 -4 mm, anod - 10 -2 - 10 -3 mm qalınlığı və qövsün sütunu. Qövs sütunu ən uzun və ən yüksək temperatur zonasıdır. Öz oxundakı temperatur 6000 - 8000 K-yə çatır. Ləkələrin istiliyi daha aşağıdır - ümumiyyətlə elektrod materialının qaynama nöqtələrinə yaxındır (polad üçün - 3013 K). Buna görə, hər iki bölgədə bir temperatur gradient çox böyükdür (təxminən 3 × 10 6 K / mm), qövs sütundan katod və anod ləkələrinə qədər güclü bir istilik axını yaradır.
Qövs sütununda, gərginlik düşməsi azdır; içindəki sahənin gücü yalnız 1 - 5 V / mm və demək olar ki, uzunluğuna görə müstəqildir. Qövs gərginliyinin əhəmiyyətli bir hissəsi elektrod bölgələrində azalır; Anod bölgəsində 4 - 5 V və katod bölgəsində 2 ilə 20 V arasında. Bölgələrin uzunluğu azdır, buna görə də sahədəki gücü müvafiq olaraq 2 × 10 5 və 10 3 V / mm-ə çatır.
Qövs sütununda buraxılan güc sahənin gücü, qövs cərəyanının gücü və sütunun uzunluğu ilə müəyyən edilir. Qismən metalın istiləşməsinə xərclənir - radiasiya ilə kosmosa səpələnir. Qövsün qaynaqlanmış metalın içinə nüfuz etməsi nə qədər çox olarsa, sütunun radiasiya itkisi o qədər az olar və qövsün səmərəliliyi o qədər yüksək olar.
Qövs gərginliyi, yəni elektrodlar arasındakı potensial fərq, qövs uzunluğuna, cərəyan gücünə, həmçinin elektrodların materiallarına və ölçülərinə və qövs plazmasının tərkibinə bağlıdır.
Qövs gərginliyinin sabit bir qövs uzunluğunda cərəyan gücündən asılılığına qövsün statik cərəyan gərginliyi və ya sadəcə statik xarakteristikası deyilir. Qeyri-xətti və üç hissədən ibarətdir - düşən I, sərt II və yüksələn III. Diametri 4 mm olan ərimiş bir polad elektrod ilə 4 mm uzunluğunda olan bir qövs üçün hadisə hissəsinin sərhədi təxminən 40-50 A, sərt hissəsi isə təxminən 350 A-dir.


Qaynaq qövsünün statik xarakteristikası:
Aşağı cərəyanlarda (Şəkil 13.4, a I hissə), yaxın elektrod bölgələrindən elektrod ləkələrinə keçən istilik axınları elektrod materialının qaynar nöqtələrinə qədər qızdırılması üçün kifayət deyil. Buna görə qövs sütunu və elektrod ləkələri arasındakı temperatur fərqi çox böyükdür, yəni elektrod bölgələrində gərginlik azalması da böyükdür. Üstəlik, sütundakı U-nin azalması nisbətən "soyuq" olduğundan və qaz ionlaşma dərəcəsi az olduğu üçün də əhəmiyyətlidir. Buna görə, aşağı bir cərəyanda bir qövs yandırmaq üçün yüksək gərginlik tələb olunur. Cari gücün artması ilə elektrod ləkələrinin və qövs sütununun istiliyinin temperaturu artır, yəni yaxın elektrod bölgələrində və qövs sütununda U azalması deməkdir. Nəticədə, artan amper ilə arc gərginliyi azalır və xarakterik hadisədir.
Orta dəyərlər bölgəsindəki cərəyan dəyişikliyi qövs sütununun kəsişməsinin və hər iki ləkənin sahələrinin mütənasib dəyişməsi ilə müşayiət olunur (onların diametri elektroddan azdır). Sütundakı cərəyan dəyişmir və bütövlükdə qövs gərginliyi sabit qalır.
Yüksək cərəyanlar bölgəsində, katod ləkəsi elektrodun bütün ucunu üst-üstə düşür; cari gücün artması keçirici kanalın sahəsinin artması ilə deyil, sıxlığın artması səbəbindən baş vermir. Buna görə cari gücünü artırmaq üçün gərginliyi qaldırmaq lazımdır və aralarındakı əlaqə demək olar ki, xətti olur. Elektrodun diametri nə qədər kiçik olarsa, qövsün xarakteristikası artdıqca cari gücü o qədər azalır. Daimi bir cərəyan gücü ilə qövs gərginliyi demək olar ki, xətti uzunluğundan asılıdır:
U d \u003d və + bl,
harada və - katod və anod bölgələrində gerilim düşməsinin cəmi; l - qövs uzunluğu; b - qövs sütununun gərginliyi (gərginlik dərəcəsi). Polad elektrodlar üçün və \u003d 8 - 25 V; b \u003d 2.3 - 4.3 V / mm. Buna görə də, qövsün uzunluğunda artım, ceteris paribus, statik xarakteristikasının yuxarıya, aşağıya doğru enməsinə səbəb olur, çünki qövs sütunundakı gərginlik azalması onun uzunluğuna nisbətdə dəyişir (Şəkil 13.4, c).
Qaynaq qövsi birbaşa və alternativ cərəyanla işləyə bilər. Qövs bir qaynaq transformatorundan və sabit - qaynaq düzəldicilərindən və generatorlardan dəyişkən cərəyanla təmin olunur. Əksər generatorlar bir induksiya mühərrikinin üç fazası və ya daxili yanma mühərriki tərəfindən idarə olunan kollektordur. Bir induksiya mühərrikindən bir sürücüyə tamamlanan bir generatora bir qaynaq çeviricisi, daxili yanma mühərrikindən isə bir yığma deyilir. Sonuncular əsasən elektrik şəbəkələri olmayan sahə şəraitində qaynaq üçün istifadə olunur.
Əksər mənbələr tək bir qaynaq stansiyasına cərəyan təmin etmək üçün hazırlanmışdır. Ancaq çox sayda qaynaq stansiyası olan atelyedə eyni anda bir neçə stansiyanı qidalandıran çox stansiyalı mənbələrdən istifadə etmək daha qənaətlidir.
Doğrudan cərəyan alternativ cərəyana nisbətən müəyyən texnoloji üstünlüklərə malikdir. Üstündə qövs daha davamlı yanır. Polaritesini dəyişdirərək elektrodun istiləşmə intensivliyi ilə məhsul arasındakı nisbətini tənzimləyə bilərsiniz. Buna görə uzun müddət yüksək keyfiyyətli olduğuna inanılırdı qaynaqlı oynaqlar yalnız birbaşa cərəyanla əldə edilə bilər. Bununla birlikdə, müasir elektrodlar əksər materiallarda alternativ cərəyan üzərində yüksək keyfiyyətli seams əldə etməyə imkan verir. Qövsü gücləndirmək üçün AC istifadə bir sıra üstünlüklərə malikdir. Əsas olan gəlirlilikdir. Qaynaq transformatorunun səmərəliliyi təxminən 0.9; rektifikator - təxminən 0,7; və bir kollektor generatoru olan bir transformator təxminən 0.45-dir.
Beləliklə, AC qaynağı bir çevirici ilə işləməkdən iki qat daha sərfəlidir. Bundan əlavə, qaynaq transformatoru daha çox etibarlıdır, işləməsi daha sadədir və DC güc mənbələrindən daha yüngüldür. Buna görə qövs qaynaqının böyük bir hissəsi alternativ cərəyanla aparılır.
Xarici volt-amper və ya yalnız qövs güc mənbəyinin xarici xarakteristikası, sabit vəziyyətdə çıxışda cərəyan və gərginlik arasındakı münasibətdir. Dik və daldırma, sərt və yuxarı ola bilər. Fərqli qaynaq prosesləri müxtəlif xarici xüsusiyyətləri olan güc mənbələrini tələb edir.

Enerji təchizatının xarici xüsusiyyətləri:
1, 2 - dik və daldırma; 3 - sərt; 4 - artan
Həm istehlak olunan, həm də istehlak edilməyən elektrod ilə əl ilə qövs qaynağı üçün, yavaşca düşən xüsusiyyətlərə malik enerji təchizatı tələb olunur. Əl qaynağı üçün tipik qövs uzunluğunun dəyişməsidir. Buna görə, qaynaq hovuzunun ölçüləri və dikişin kəsişməsinin sabit olması üçün qövsün uzunluğunun dəyişməsi ilə cərəyanın sabitliyini təmin etmək lazımdır. Buna dik xarakterik bir güc qaynağı istifadə edərək əldə edilir.
Qövs yanarkən, enerji mənbəyinin çıxışındakı cərəyan və gərginlik qövsün eyni parametrlərinə bərabərdir. Qövsün yanma rejimi müvafiq xarici və statik xüsusiyyətlərin kəsişmə nöqtəsi ilə müəyyən edilir. Əncirdə 13.6 və iki belə nöqtə var, ancaq qövs yalnız B nöqtəsinə uyğun sabit vəziyyətdə sabit yanacaq. Bu aşağıdakı kimi izah olunur. Hər hansı bir təsadüfi səbəbdən qövs cərəyanı azalırsa, qaynaq gərginliyi U d-dən çox olur və dövrədə I artımına səbəb olur, yəni B addımına qayıdırsa. yenidən B nöqtəsinə aparır.
Beləliklə, qövs mənbəli sistemdə bu nöqtəyə uyğun olan tarazlıq öz-özünə tənzimlənir. Bənzər mülahizələr göstərir ki, qövs rejiminin A nöqtəsindən cüzi sapması ya qövs qırılmadan ya da B nöqtəsinə keçmədən inkişaf edir.


Enerji mənbəyinin xarici xarakteristikası (a, c)
əl qövs qaynaqında qövsün statik xüsusiyyətləri (b)
Beləliklə, qövsün sabit yanması üçün mənbənin xarici xarakteristikasının yamacının kəsişmə nöqtəsindəki qövsün statik xarakteristikasının yamacından çox olması lazımdır. Buna görə də, qövsün statik xarakteristikasının düşən hissəsinə uyğun rejimlərdə işləyərkən mənbənin xarici xarakteristikası daha da dik olmalıdır. Qövsün statik xarakteristikasının demək olar ki, üfüqi hissəsinə uyğun rejimlərdə işləyərkən, sabit bir şəkildə daldırma və qaynağın daldırma xüsusiyyəti ilə davamlı yanacaq. Qövs rejimi statik xarakteristikanın artan hissəsinə uyğundursa, hər hansı bir xarakteristikaya görə qövsün yandırılmasının dayanıqlığı təmin olunur - yavaş-yavaş sürüşmə, yamac, sərt və qalxma. Təcrübədə mexanikləşdirilmiş qaynaq üçün tel elektrod qidalandırma mexanizminin cihazı tərəfindən xarakteristikanın növünə əlavə məhdudiyyətlər qoyulur. Bundan asılı olaraq, sərt və ya meylli xüsusiyyətləri olan güc mənbələri istifadə olunur.
Qövs uzunluğunun dəyişməsi ilə onun statik xarakteristikası yuxarı və ya aşağıya doğru sürüşür və müvafiq olaraq qövsün statik xarakteristikasının mənbəyinin xarici xarakteristikası ilə, yəni mövcud rejimlə kəsişmə nöqtəsini dəyişdirir. Əl qaynağı zamanı qövs cərəyanının dəyişməsi böyüklüyü bir neçə faizdən çox deyil, çünki güc mənbəyinin xarakteristikası dik şəkildə batırılır.
Arc gərginliyi (7.1.4) düsturu ilə müəyyən edilir:
Yem sürəti düsturdakı mərtəbə ilə müəyyən edilir (7.1.5), qatı elektrod telinin ərimə əmsalı 8 - 12 q / A ∙ h, formula (7.1.6) aralığında seçilir:

56 src \u003d "şəkillər / referatlar / 13263 / image037.png"\u003e
Bərpa olunan təbəqənin keyfiyyəti, çökmə pilləsindən təsirlənir, bu, yatmış muncuqun eni ilə müəyyən edilir və qövs gərginliyindən asılıdır:
![]() (7.2.1)
(7.2.1)
Çökmə sürəti:
 (7.2.2)
(7.2.2)
burada Kp - elektrod metalının qaynağa keçid əmsalı,
a, qaynaq boncukunun sahəsinin düzbucağın sahəsindən sapmasını nəzərə alan əmsaldır, a \u003d 0.7;
Elektrod metalının qaynağa keçmə əmsalı düsturla müəyyən edilir:
burada Ψ elektrod metalının itki əmsalı, Ψ \u003d 10%;
![]()
![]()
Çökmə nisbətini seçərkən, elektrod telinin qidalanma dərəcəsi ilə çökmə sürəti arasında Vel / Vn nisbətinin 1,5 - 2,5-ə bərabər olmasını nəzərə almaq lazımdır. Bu tələb yerinə yetirilir: Vel / Vn \u003d 86.23 / 58.02 \u003d 1.5.
Titrəmə amplitüdü, mm, elektrod telinin sonu:
Qövsdəki gərginliyin daha kiçik dəyərləri elektrod telinin vibrasiyasının daha kiçik bir amplitüdünə uyğundur.
Elektrodun çatışmazlığı 10 - 12 mm arasında müəyyən edilir.
Qaynaq dövrəsinin endüktansı, güc qaynağının endüktansı və qaynaq dövrəsinin xarici endüktansı səbəbindən yaranır. İstifadə olunan rektiferlərin və generatorların endüktansı az olduğundan dövrə əlavə bir endüktans daxil edilir.
İndüktif müqavimət olaraq, RSTE-24 L \u003d 0.12 GN tıxacları istifadə edilə bilər.
Surfacing, sərt xarici xarakteristikaya malik mənbələr tərəfindən tərs polaritonun birbaşa cərəyanı ilə aparılır.
Yığılmış metaldan qorunmaq üçün maye, karbon dioksid və flux istifadə olunur. Qaynaq hovuzunun quyruğuna daxil olan maye. Qövs yanma zonasını yaxşı bir şəkildə ionlaşdırır və hissənin sürətli soyumasını təmin edir, bunun nəticəsində hissənin deformasiyası və istidən təsirlənmiş zonanın ölçüləri minimaldır və yığılmış metalın sərtliyi və aşınma müqaviməti ən yüksəkdir. Maye istifadəsinin dezavantajı, məsamələrin, çatların və yığılmış təbəqənin struktur heterojenliyinin görünməsi ilə əlaqədar olan bərpa olunan hissənin aşağı yorğunluq gücüdür.
- 5% soda külü, 1% camaşırxana sabunu və 0,5% qliserin olan sulu bir həll;
- 20-30 faiz qliserin olan sulu bir həll və s.
Parçaları orta və yüksək karbonlu və alaşımlı çeliklərdən taparkən, mayenin axın sürəti 0,3 - 0,5 l / dəq, aşağı karbon üçün - 1 l / dəq. Kiçik diametrli nazik divarlı hissələrə toxunduqda mayenin axın sürəti 3 - 5 l / dəq arasında ola bilər.
İki avtomatik səth rejimini hesabladıqdan sonra: əridilmiş axın və titrəyən qövs altında Vn sürətlənmə sürətinin əldə edilmiş dəyərlərini analiz edərək qənaətə gəldik ki, yüksək sürətdə olan sürüşmə istifadə edərək hissənin səthinin aşınmasını aradan qaldırmaq daha qənaətlidir, yəni. Vn sürətinin hesablanmış dəyəri 104.4 m / saat olduğu avtomatik vibrasiya qövsləri ilə.
8. Xüsusi emal
Bu təmir üsulu ilə, emal nəticəsində yaranan hissə, işləmə rəsminə, düzgün həndəsi forma və lazımi səth pürüzünə görə orijinal (nominal) ölçüdən fərqlənən yeni bir ölçü alır. Bu yeni hissə ölçüsü təmir hissəsi adlanır və nominaldan daha böyük və ya daha kiçik ola bilər.
Ölçü üçün emal ehtiyatı hissənin həndəsi ölçülərinə və işlənmiş səthdə aşınma miqdarına görə seçilir: δ0 \u003d 0.6 mm.
Kəsmə dodağını ölçü üçün işləmə icazəsinə bərabər qəbul edirik: t \u003d 0.6 mm.
Kobud frezeleme üçün başlanğıc yem Sz \u003d 0.2 mm olan yemdir.
Kəsmə sürəti - periferik kəsicinin sürəti, m / dəq,

burada Cv emal növünə, alətin xüsusiyyətlərinə və işlənmiş materiallara görə sabitdir, Cv \u003d 332 mm;
D - kəsicinin diametri, D \u003d 90 mm;
T müqavimət dövrüdür, T \u003d 180 mm;
Sz - diş başına yem, Sz \u003d 0.2 mm;
B-freze genişliyi, B \u003d D / (1.25 - 1.5) \u003d 90 / 1.25 \u003d 72 mm;
Z - kəsicinin dişlərinin sayı, Z \u003d 16;
Kv - faktiki kəsmə şərtləri nəzərə alınmaqla kəsmə sürətinin ümumi düzəliş əmsalı;
eksponentlər:
Həqiqi kəsmə şərtləri Kv nəzərə alınmaqla kəsmə sürətinin ümumi düzəliş əmsalı düsturla müəyyən edilir:
![]()
burada Kmv - emal olunan materialın keyfiyyətini nəzərə alan əmsal, Kmv \u003d 1;
Kpv - iş parçasının səthi vəziyyətini nəzərə alan əmsal Kpv \u003d 1;
Kiv - alətin materialını nəzərə alan əmsal, Kiv \u003d 1.5;
![]()
Kəsmə tezliyi (6.3), rpm ilə təyin olunur:

Səthə və işlənmədən sonra səth ölçüsünə nəzarət bir hökmdar və ya vernier kaliper ilə aparılır, nəticədə verilən dəyər nominal ilə müqayisə edilir. Uyğunsuzluq halında, hissə yenidən səthə qoyulur, ardınca ölçüsü işlənir və yenidən idarə olunur.
9. Avtomatik üzən qövs üçün texnoloji xərclərin hesablanması
Texnoloji prosesin normallaşdırılması mərhələsində vaxt və maddi istehlak normalarının hesablanması üçün zəruri olan ilkin məlumatlar qurulur; emal xərcləri, prosesin həyata keçirilməsi üçün lazım olan materialların istehlak dərəcələrini hesablamaq və normallaşdırmaq; bu işlərdən asılı olaraq əməliyyatları yerinə yetirmək üçün iş yerlərinin və ifaçıların peşələrini müəyyənləşdirin.
Bu problemləri həll etmək üçün materialların vaxtı, istehlakı və qiymətləri standartlarından istifadə edin.
Dəyəri müəyyənləşdirmək üçün bir neçə üsul var: mühasibat, maddə baxımından hesablama və maddə baxımından normativ.

