ใช้นิ้วด้ายเพื่อสร้างผลัดกันเท่านั้น ท่อโลหะ. นอกจากนี้ยังใช้นิ้วด้ายในกระบวนการผลิตของอุปกรณ์ยุบที่ทำจากโลหะและพลาสติก
ความแตกต่างระหว่างนิ้วและเมตริกกระทู้
การเชื่อมต่อเกลียวที่นำเสนอมีมาตรฐานของตัวเองโดยอ้างอิงถึง GOST 6357-81 ซึ่งควบคุมพารามิเตอร์เธรดเช่นพิทช์และเส้นผ่านศูนย์กลาง
ขนาดที่การเชื่อมต่อแบบเธรดจะขึ้นอยู่กับระยะห่างระหว่างจุดที่อยู่ตรงข้ามที่อยู่ตรงปลายท่อ
ด้ายท่อและขนาดจะขึ้นอยู่กับค่าของเส้นผ่านศูนย์กลางด้านในหรือด้านนอกของผลิตภัณฑ์โดยตรง ปัจจุบันมีเธรดประเภทต่างๆดังนี้:
- เมตริก;
- นิ้ว
- รูปทรงสี่เหลี่ยมคางหมู;
- ทรงกระบอก;
- หมั่น;
- เสี้ยม
นอกจากนี้ ชนิดที่แตกต่างกัน กระทู้มีการกำหนดของตัวเอง ตัวอย่างเช่นการกำหนดเธรดทางซ้ายถูกทำเครื่องหมายด้วยตัวอักษร LH สำหรับข้อมูลโดยละเอียดเพิ่มเติมการเชื่อมต่อแบบเธรดจะถูกระบุในรูปวาดด้วยตัวอักษรเพิ่มเติมโดยที่:
- M - ระบุขนาดเส้นผ่าศูนย์กลางของการเลี้ยว;
- Ph คือค่าของจังหวะ
- P คือมูลค่าของขั้นตอน
การวัดเกลียวและนิ้วมีเส้นผ่าศูนย์กลางมาตรฐานตั้งแต่ 1 ถึง 180 มม. เมื่อพูดถึงความแตกต่างระหว่างสองประเภทนี้มันก็คุ้มค่าที่จะสังเกตว่าพวกมันอยู่ในรูปของโปรไฟล์ของยอดกลม
โปรไฟล์นิ้วดูคมชัดขึ้น นี่เป็นเพราะมุมของ“ สามเหลี่ยมดั้งเดิม” บนซึ่งก็คือ 55 °

นอกจากนี้ด้ายท่อเมตริกยังแตกต่างจากการคำนวณนิ้วของค่าระยะห่างและเส้นผ่านศูนย์กลาง นี่เป็นเพราะความจริงที่ว่าการเลี้ยวของเมตริกถูกสร้างขึ้นพร้อมการวางแนวในหน่วยมิลลิเมตร
นิ้วของท่อคือ 3.33 ซม. ในทั้งสองกรณีพารามิเตอร์ pitch ของการหมุนของท่อจะถูกวัดไม่ใช่ในหน่วยมิลลิเมตร
กระทู้ที่นี่เป็นจำนวนที่แน่นอนของร่องที่มีอยู่ในส่วนท่อ 1 นิ้ว ตัวอย่างเช่นท่อน้ำหลักมีการกำหนดเธรดในสองรุ่นเท่านั้น - 11 เธรด (ระยะพิตช์ 2.31 มม.) และ 14 เธรด (ระยะพิตช์ 1.8 มม.)
ด้ายสี่เหลี่ยมคางหมูใช้ในการผลิตสกรูทุกชนิด เหล่านี้รวมถึงสกรูนำสำหรับเครื่องตัดสกรูของไฮดรอลิกดอุปกรณ์ยกและเกียร์หนอน
ผลัดกันดังกล่าวมีความแตกต่างอย่างมีนัยสำคัญจากประเภทอื่น ๆ ที่มองเห็น - พวกเขาทำในรูปแบบของสี่เหลี่ยมคางหมูหน้าจั่ว ค่าของมุมโปรไฟล์ในกรณีนี้สามารถเท่ากับ 15, 24, 30 และ 40 °
วิธีการตรวจสอบระยะห่างและเส้นผ่าศูนย์กลาง?
เมื่อพิจารณาคุณสมบัติที่สำคัญเช่นเครื่องมือเช่น:
- Caliber;
- หวี;
- เครื่องวัดเส้นผ่าศูนย์กลาง;
- ไมโครมิเตอร์.
ในบางกรณีการทำงานของเกจสามารถทำได้โดยการคัปปลิ้งหรือการฟิตด้วยการหมุนภายในหรือภายนอกที่จัดไว้ล่วงหน้าซึ่งสอดคล้องกับพารามิเตอร์ที่กำหนดไว้ล่วงหน้า
เมื่อทำการวัดขั้นตอนจะใช้โบลต์หากมีความต้านทานเกิดขึ้นเมื่อขันสกรูเข้าที่รอบ
ในกรณีที่กระบวนการเกิดขึ้นโดยไม่มีปัญหาและวางโบลต์ไว้ในท่ออย่างแน่นหนาจะถือว่าขั้นตอนนั้นถูกต้อง
เมื่อสร้างผลัดกันขึ้นใหม่กระบวนการจะดำเนินไปพร้อมกับการวางแนวเพื่อสร้างขนาดที่ใหญ่ขึ้น การใช้เกจวัดเกลียวค่อนข้างง่าย มันมาพร้อมกับแผ่นวัดที่เสียบเข้ากับการเชื่อมต่อแบบเกลียวที่ยังไม่ได้เชื่อมต่อ
เพลตมีลักษณะคล้ายไฟล์ขนาดเล็กและหากนำไปใช้กับการเลี้ยวโปรไฟล์ของเพลตจะเกิดขึ้นพร้อมกับการเลี้ยวที่ถูกตัดบนพื้นผิวด้านในหรือด้านนอกจากนั้นจะสอดคล้องกับค่าที่ตั้งไว้
ค่านี้จะระบุไว้ในแผ่นเครื่องมือ การใช้คาลิปเปอร์สามารถวัดได้เพียงเส้นผ่านศูนย์กลางภายนอกของวงเลี้ยวเท่านั้นไมโครมิเตอร์ยังทำหน้าที่เหมือนกัน ผู้เชี่ยวชาญแนะนำให้ทำการวัดด้วยเครื่องมือที่เหมาะสมที่สุดสำหรับสิ่งนี้ - เครื่องวัด
เกลียวท่อภายนอก (วิดีโอ)
วิธีการตัด
สามารถสร้างอนาล็อกทั้งแบบเมตริกและท่อ (นิ้ว) ทั้งบนพื้นผิวภายในและภายนอก
สิ่งนี้ดำเนินการโดยใช้สองวิธี: เชิงกลและคู่มือ เมื่อใช้วิธีการแบบแมนนวลจะใช้อุปกรณ์เช่นนักดาบและแม่พิมพ์
ก๊อกน้ำสามารถสร้างคอยส์ภายในและแม่พิมพ์สามารถสร้างคอยส์ภายนอก กระบวนการเริ่มต้นด้วยความจริงที่ว่าผลิตภัณฑ์ได้รับการแก้ไขอย่างมั่นคงในรองและนักดาบจะถูกแทรกเข้าไปในประตู
เมื่อใช้งานแม่พิมพ์ฟังก์ชั่นของ vortock จะดำเนินการโดยผู้ถือตาย หลังจากนั้นแม่พิมพ์จะถูกนำไปวางบนผลิตภัณฑ์และเมื่อใช้ก๊อกน้ำจะถูกเสียบเข้าไปในรูตรงท่อ
หากจำเป็นการดำเนินการทั้งหมดจะถูกทำซ้ำอีกครั้งในขณะที่การทำทีละน้อยจะถูกสร้างขึ้นในเนื้อหาของผลิตภัณฑ์ที่ระดับความลึกนั้นซึ่งจะเท่ากับความสูงของโปรไฟล์
การเลี้ยวด้านในและด้านนอกไม่ได้ถูกตัดพร้อมกัน แต่เรียงตามลำดับ อย่างไรก็ตามในกรณีส่วนใหญ่พื้นผิวที่มีร่องภายนอกหรือภายในเท่านั้นที่ถูกสร้างขึ้น
การสร้างงานกลึงเกี่ยวข้องกับการใช้งานเครื่องตัดพิเศษซึ่งติดอยู่กับส่วนรองรับของเครื่อง

ก่อนเริ่มทำงานการสนับสนุนจะเคลื่อนไปยังชิ้นงานหลังจากนั้นความสูงของโปรไฟล์ถูกตั้งค่าโดยใช้ฟีดของประเภทตามขวาง
ด้วยวิธีการทางกลสามารถใช้สกรูดาย - เครื่องมือที่มีเพลตที่มีโปรไฟล์หวี
เมื่อใช้หัวที่ติดตั้งไว้คุณสามารถสร้างร่องภายนอกได้ 2-5 ขนาด หลังจากติดตั้งเพลทในหัวดายแล้วท่อจะถูกหนีบในรองหรือใช้ประแจ
หน้าสุดท้ายของผลิตภัณฑ์ถูกตัดเป็นมุมฉาก หลังจากเริ่มเครื่องมือหัวจะสร้างร่องบนชิ้นส่วนในขณะที่หมุน
ในโลกเมตริกของเราบางครั้งมันก็ยากที่จะนำทางในระบบการวัดอื่น ๆ บางครั้งเราสงสัยว่าคนอเมริกันหรืออังกฤษสามารถใช้มาตรการความยาวมวลพื้นที่และอื่น ๆ ที่ล้าสมัยได้อย่างไร และในที่สุดพวกเขาก็ไม่เข้าใจเรา - ดำเนินชีวิตตามกฎหมายของระบบการวัดเดียว อย่างไรก็ตามตามกฎแล้วมีข้อยกเว้นบางอย่างที่ทุกคนสามารถเข้าใจได้ - และผู้อยู่อาศัยในอเมริกาและ Misty Albion และยุโรปและรัสเซีย บทความนี้เป็นบทวิจารณ์ของไปป์และ กระทู้เมตริกความหลากหลายที่มักพบในชีวิตประจำวัน
เธรดการวัดและการประยุกต์ใช้
การเชื่อมต่อแบบเกลียวนั้นเป็นเรื่องธรรมดาในการก่อสร้างวิศวกรรมวิศวกรรมเครื่องกลอุตสาหกรรมการบินและในชีวิตประจำวัน สกรูและน็อตคืออะไรแม้แต่เด็ก ๆ ในโรงเรียนอนุบาลก็รู้ตั้งแต่ชั้นเรียนกับนักออกแบบไม่สามารถทำอะไรได้หากไม่มีรายละเอียดเหล่านี้ แม้จะมีความจริงที่ว่าสกรูตัวแรกนั้นถูกประดิษฐ์ขึ้นโดยอาร์คิมีดีสและบรรพบุรุษของเราโบราณได้ใช้สกรูเฟืองในการกดเพื่อบีบน้ำมันจากเมล็ดมะกอกและเมล็ดทานตะวันรวมถึงการยกน้ำเพื่อการชลประทาน เฉพาะในศตวรรษที่ 15 เมื่อหนึ่งในช่างทำนาฬิกาชาวสวิสเป็นครั้งแรกสามารถบดสกรูและน็อตตัวแรกโดยใช้อุปกรณ์ง่ายๆ
ในเวลาเดียวกันความคิดที่มีเหตุผลที่หัวข้อควรจะเหมือนกันในทุกประเทศของโลกไม่ได้มาเพื่อมนุษยชาติในไม่ช้า ดังนั้นอย่างกว้างขวางและคุ้นเคยกับทุกคนที่มีประสบการณ์อย่างน้อยกับเทคโนโลยี กระทู้เมตริก ปรากฏขึ้นและได้รับการอธิบายในมาตรฐานหลังจากการแนะนำของระบบการวัดแบบครบวงจรขึ้นอยู่กับมาตรฐานของเมตรเมตรและวินาที ดังนั้นรูปลักษณ์และการใช้งานอย่างกว้างขวางของการแกะสลักของเมตริกจึงมาจากปลายศตวรรษที่ 19 จนกว่าจะถึงเวลานั้นกระทู้นิ้วครองโลก
ความแตกต่างที่สำคัญระหว่างเธรดการวัดและเธรดนิ้วคือพารามิเตอร์ทั้งหมดจะถูกแนบกับมิลลิเมตรและสามเหลี่ยมด้านเท่าถูกใช้เป็นพื้นฐานสำหรับโปรไฟล์ของเธรดเองเนื่องจากขนาดเชิงมุมของมันจะเท่ากันและเท่ากับ 60 องศา ในการสร้างมาตรฐานของการเชื่อมต่อเกลียวแบบเมตริกเป็นสิ่งสำคัญที่น็อตและสลักเกลียวไม่เพียง แต่จะต้องมีขนาดเชิงมุมของเธรดเท่านั้น แต่ยังรวมถึงเส้นผ่านศูนย์กลางและระยะพิทช์ด้วย หลายคนโดยเฉพาะผู้ที่มีรถยนต์ต้องเผชิญกับปรากฏการณ์ที่เข้าใจยากเมื่อสกรูและน็อตมีเส้นผ่านศูนย์กลางเท่ากัน แต่เป็นไปไม่ได้ที่จะขันสกรูเข้ากับน็อต สิ่งนี้ชี้ให้เห็นว่าด้ายที่มีระยะห่างน้อยกว่าถูกนำมาใช้ในสถานที่นี้และเพื่อให้สกรูสกรูเข้าโดยไม่มีปัญหาควรลดระยะห่างของเกลียว
มาตรฐานที่อธิบายเธรดเมทริกบ่งชี้ว่าพวกเขาต้องถูกทำเครื่องหมายด้วยตัวอักษร M จากนั้นระบุเส้นผ่านศูนย์กลางของเธรดและพิทช์ ช่วงเส้นผ่าศูนย์กลางของเธรดการวัดมีตั้งแต่หนึ่งถึงหกร้อยมิลลิเมตร การแพร่กระจายของสนามเกลียวจาก 0.075 ถึง 3.5 มม เธรดขนาดเล็กพิทช์ใช้สำหรับเครื่องมือวัดเกลียวขนาดปานกลางสำหรับชิ้นส่วนและชุดประกอบที่โหลดและทำงานภายใต้สภาวะการสั่นสะเทือนและใช้เธรดระยะห่างขนาดใหญ่สำหรับยึดโครงสร้างของภาระงานหนัก
เมื่อสร้างมาตรฐานสำหรับเธรดเมตริกจะต้องคำนึงถึงค่าความคลาดเคลื่อนต่าง ๆ ซึ่งระบุระดับความกลมของขอบด้านนอกของเธรดและการเบี่ยงเบนจากโปรไฟล์เพื่อให้สกรูและน็อตสามารถถูกขันให้แน่นด้วยมือได้อย่างอิสระ
แม้ว่าจะไม่ได้มีการใช้เธรดเมตริกอย่างกว้างขวางในข้อต่อซีล แต่ก็มีความเป็นไปได้เช่นนี้ในมาตรฐาน ดังนั้นเธรดที่มีการกำหนด MK ใช้สำหรับข้อต่อที่ปิดผนึกตัวเองเนื่องจากเรียวของเกลียวภายนอกและภายใน ยิ่งไปกว่านั้นสำหรับการเชื่อมต่อที่แน่นหนาไม่จำเป็นว่าสกรูและน็อตจะมีเกลียวเรียว ก็เพียงพอแล้วที่กระทู้นี้จะเกลียวบนสกรู
ด้ายเมตริกทรงกระบอกนั้นค่อนข้างหายาก ชื่อของมันคือ MJ ความแตกต่างที่สำคัญคือในสกรูซึ่งมีรัศมีที่เพิ่มขึ้นของช่องบนด้ายซึ่งทำให้การเชื่อมต่อเกลียวบนพื้นฐานของเกลียวเมตริกทรงกระบอกที่มีคุณภาพทนความร้อนและความเหนื่อยล้าที่สูงขึ้น หัวข้อนี้ใช้ในอุตสาหกรรมการบินและอวกาศ อย่างไรก็ตามสกรูเมตริกทั่วไปสามารถเกลียวเข้ากับน็อตด้วยด้าย
แม้จะมีความโดดเด่นของเธรดที่ถนัดขวาในอุปกรณ์และกลไกทั้งหมด แต่ก็ยังจำเป็นต้องใช้เธรดที่ถนัดซ้ายเพื่อใช้งานฟังก์ชั่นบางอย่าง เกลียวซ้ายมือของเมตริกไม่แตกต่างจากเธรดทางขวายกเว้นทิศทางการหมุนซึ่งอยู่ตรงข้ามกับสกรูมือขวา หากสกรูธรรมดาหมุนตามเข็มนาฬิกาแล้วเกลียวซ้ายจะถูกคลายในทิศทางเดียวกัน
นอกจากนี้บางครั้งคุณสามารถพบกับหลายกระทู้เมตริก มันต่างกันตรงที่ไม่ใช่เกลียวเดียว แต่มีสองหรือสามอันถูกตัดพร้อมกันบนสลักเกลียวและน็อต มัลติเธรดมักถูกใช้ในอุปกรณ์ที่มีความแม่นยำสูงเช่นในอุปกรณ์ถ่ายภาพเพื่อจัดตำแหน่งของชิ้นส่วนในระหว่างการหมุนซึ่งกันและกัน เธรดดังกล่าวสามารถแยกความแตกต่างจากหลักการหนึ่งหรือสองโดยทั่วไปของการเปลี่ยนในตอนท้าย
แม้จะมีการใช้เธรดเมตริกอย่างแพร่หลาย แต่ในประเทศที่พัฒนาแล้วหลายแห่งของโลกก็ยังมีการใช้เธรดนิ้วแบบเดิม ๆ ด้ายท่อวัดในระดับสากลในนิ้ว และแม้ว่าจะมีความแตกต่างกันอย่างมากระหว่างเธรดประเภทนี้ช่างประปาทั่วโลกจำเป็นต้องอธิบายความแตกต่างระหว่างท่อครึ่งนิ้วและท่อสามในสี่
นิ้วของนิ้วและการประยุกต์ใช้
ความแตกต่าง นิ้วนิ้ว จากการวัดที่มุมที่ด้านบนของเธรดสำหรับพวกเขาคือ 55 องศาระยะห่างของเธรดถูกคำนวณเป็นอัตราส่วนของจำนวนเธรดต่อนิ้วของความยาวเธรด เข้าใจกันว่านิ้วหมายถึงระยะทาง 2.54 ซม. ซึ่งเริ่มแรกจะสัมพันธ์กับความยาวของกลุ่มแรกของนิ้วหัวแม่มือมนุษย์ซึ่งเป็นสิ่งเดียวกันสำหรับคนเกือบทุกคน
เนื่องจากมุมที่ปลายสุดนั้นแตกต่างจากเธรดเมตริกจึงไม่สามารถรวมเธรดเมตริกและนิ้วได้ ในประเทศที่มีระบบเมตริกจะใช้เฉพาะนิ้วนิ้วเป็นเกลียวซึ่งเขียนแทนด้วยตัวอักษร G ตัวอักษรตามด้วยเศษส่วนหรือทั้งนิกายซึ่งไม่ได้ระบุขนาดของเกลียว แต่มีเงื่อนไขการกวาดล้างท่อเป็นนิ้วหรือเศษส่วนของนิ้ว ความผิดปกติของเกลียวท่อนั้นเป็นข้อเท็จจริงที่ว่ามันต้องคำนึงถึงความหนาของผนังท่อซึ่งอาจหนาหรือบางขึ้นอยู่กับวัสดุที่ใช้ในการผลิตและความกดดันในการทำงานที่ท่อถูกออกแบบมา ดังนั้นมาตรฐานนิ้วของเธรดไปป์นั้นเป็นที่เข้าใจและเป็นที่ยอมรับทั่วโลกซึ่งเป็นข้อยกเว้นสำหรับกฎการวัด
นอกเหนือจากเกลียวท่อทรงกระบอกธรรมดาแล้วยังมีท่อเกลียวทรงกรวย มันมีลักษณะเช่นเดียวกับท่อทั่วไปยกเว้นเรียวซึ่งช่วยให้คุณสร้างข้อต่อที่แน่นมากขึ้น มันถูกกำหนดโดยตัวอักษร R สำหรับเธรดภายนอกและ Rc สำหรับภายใน เธรดซ้ายมือจะทำเครื่องหมายเพิ่มเติมด้วยตัวอักษร LH ตามด้วยค่าตัวเลขทั้งหมดและเศษส่วนของนิ้ว
สำหรับแอปพลิเคชันในการเชื่อมต่ออื่น ๆ ยกเว้นการวางท่อใช้นิ้วเกลียวที่มีมุมที่ปลาย 60 องศาในสหรัฐอเมริกาและแคนาดา มีช่วงกว้างของเธรดเหล่านี้ซึ่งมีความแตกต่างในช่วงพิทช์เกลียวและคุณลักษณะอื่น ๆ เป็นที่น่าสังเกตว่าบางเธรดจากแถวนิ้วตรงกับตัวชี้วัดซึ่งในบางกรณีสามารถอยู่ในมือ ตัวอย่างเช่นในอุปกรณ์ถ่ายภาพเส้นผ่านศูนย์กลางของเกลียวเชื่อมต่อที่กล้องติดตั้งกับขาตั้งกล้องนั้นมีขนาดเท่ากันทั่วโลกโดยไม่คำนึงถึงประเทศที่ผลิตเนื่องจากคุณสมบัติของเธรดนี้มีทั้งตัวชี้วัดและ ด้ายนิ้ว.
อย่างไรก็ตามอย่าสับสนด้ายอุตสาหกรรมนิ้วภาษาอังกฤษซึ่งได้รับการอนุมัติในปี 1841 และได้รับการพัฒนาโดย Joseph Whitworth เอง เธรดนี้เกือบทำซ้ำเธรดท่อเนื่องจากมีมุมที่ปลายสุด 55 องศา สกรูและน็อตที่มีเกลียวนี้ไม่ควรใช้คู่กับตัวยึดนิ้วจากอเมริกาและแคนาดา

ในบทความนี้ฉันต้องการไม่เพียง แต่ให้ข้อเท็จจริงแห้ง ๆ เกี่ยวกับขนาดของด้ายท่อนิ้วที่มีการอ้างอิงถึงมาตรฐานและ GOSTs แต่เพื่อให้ผู้อ่านได้รับข้อเท็จจริงที่น่าสนใจเกี่ยวกับคุณสมบัติของชื่อหลัง
ดังนั้นทุกคนที่ได้พบกับเธรดไปป์นั้นสงสัยซ้ำ ๆ กันที่ความแตกต่างระหว่างเส้นผ่านศูนย์กลางภายนอกของเธรดและการกำหนด ตัวอย่างเช่นเธรด 1/2 นิ้วมีเส้นผ่านศูนย์กลางภายนอก 20.95 มม. แม้ว่าจะมีเหตุผลกับเธรดเมตริกก็ควรมีขนาด 12.7 มม. สิ่งที่อยู่ในหัวข้อนิ้วจริง ๆ แล้วบ่งบอกถึงความเบื่อของท่อไม่ใช่เส้นผ่านศูนย์กลางภายนอกของเกลียว ในเวลาเดียวกันเมื่อเพิ่มขนาดของรูในผนังของท่อเราจะได้รับเส้นผ่านศูนย์กลางภายนอกที่สูงเกินไปซึ่งเราใช้ในการกำหนดเธรดเมตริก เงื่อนไขเรียกว่า ท่อนิ้ว คือ 33.249 มม. เช่น 25.4 + 3.92 + 3.92 (โดยที่ 25.4 คือทางผ่าน, 3.92 เป็นผนังท่อ) ผนังท่อถูกนำมาใช้ตามแรงกดดันการทำงานของเธรด ทั้งนี้ขึ้นอยู่กับขนาดเส้นผ่าศูนย์กลางของท่อพวกเขาก็เพิ่มขึ้นตามลำดับเนื่องจากท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ควรมีผนังที่หนากว่าท่อที่มีตัวหรี่ขนาดเล็กสำหรับแรงดันในการทำงานเดียวกัน
หัวข้อท่อแบ่งออกเป็นต่อไปนี้:
ด้ายท่อทรงกระบอก
นี่คือเธรดนิ้วที่อิงตามเธรด BSW (British Standard Whitworth) และสอดคล้องกับเธรด BSP (เธรดมาตรฐานอังกฤษไปป์) มีสี่ขั้นตอน 28,19,14,11 เธรดต่อนิ้ว มันถูกตัดเป็นท่อขนาดใหญ่ถึง 6 นิ้วเชื่อมท่อมากกว่า 6 "
มุมโปรไฟล์ที่ apex 55 °, ความสูงโปรไฟล์ทางทฤษฎี H \u003d 0.960491P
มาตรฐาน:
GOST 6357-81 - มาตรฐานการแลกเปลี่ยนขั้นพื้นฐาน
ด้ายท่อทรงกระบอก ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202
คำอธิบาย: ตัวอักษร G ค่าตัวเลขของค่าเบื่อเล็กน้อยเป็นนิ้ว (นิ้ว) ระดับความแม่นยำของเส้นผ่านศูนย์กลางเฉลี่ย (A, B) และตัวอักษร LH สำหรับเธรดซ้าย ตัวอย่างเช่นเธรดที่มีเส้นผ่านศูนย์กลางเล็กน้อยที่ 1 1/4 "ความถูกต้องคลาส A - ถูกกำหนดเป็น G1 1/4-A โปรดจำไว้ว่าขนาดเธรดที่ระบุนั้นสอดคล้องกับระยะห่างของท่อเป็นนิ้วเส้นผ่านศูนย์กลางภายนอกของท่ออยู่ใน สัดส่วนที่แน่นอนด้วยขนาดนี้และอื่น ๆ ตามลำดับโดยความหนาของผนังท่อ
การกำหนดขนาดของเกลียวทรงกระบอกของท่อ (G), ขั้นตอนและค่าเล็กน้อยของเส้นผ่านศูนย์กลางภายนอก, กลางและภายในของเกลียว, มม.
| การกำหนดขนาดด้าย | ขั้นตอน P | ด้ายขนาดเส้นผ่าศูนย์กลาง | |||
|---|---|---|---|---|---|
| แถวที่ 1 | แถวที่ 2 | d \u003d D | d 2 \u003d D 2 | d 1 \u003d D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29,0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼ " | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½ " | 47,803 | 46,324 | 44,845 | ||
| 1¾ " | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼ " | 65,710 | 64,231 | 62,762 | ||
| 2½ " | 75,184 | 73,705 | 72,226 | ||
| 2¾ " | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼ " | 93,980 | 92,501 | 91,022 | ||
| 3½ " | 100,330 | 98,851 | 97,372 | ||
| 3¾ " | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½ " | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½ " | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
ในทางวิศวกรรมมีการใช้ระบบสามเธรด: เมตริกนิ้วและท่อ
ด้ายเมตริก (รูปที่ 145, a) มีรูปสามเหลี่ยมที่ปลาย 60 °
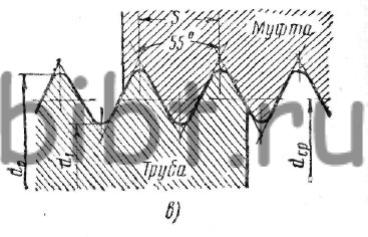
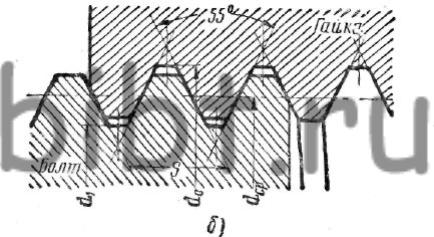
รูปที่. 145 ระบบเธรด: a - metric, b - inch, c - pipe
เธรดเมตริกมีหกประเภท: main และ small -1; 2; 3; อันดับที่ 4 และ 5 หัวข้อเล็ก ๆ แตกต่างกันในระดับเสียงกับเส้นผ่าศูนย์กลางที่กำหนดแสดงเป็นมิลลิเมตร เธรดการวัดจะแสดงด้วยตัวอักษร M และตัวเลขที่แสดงขนาดของเส้นผ่านศูนย์กลางภายนอกและระยะพิทช์ ตัวอย่างเช่น M42X4.5 หมายถึงฐานเมตริกที่มีเส้นผ่านศูนย์กลางภายนอก 42 มม. และระยะห่าง 4.5 มม.
เธรดแบบละเอียดนอกจากนี้ในการกำหนดมีหมายเลขที่ระบุหมายเลขเธรดเช่น 2M20X1.75 - ตัวชี้วัดที่สองที่ดีขนาดเส้นผ่านศูนย์กลางภายนอก 20 มม. ระยะห่าง 1.75 มม.
ด้ายนิ้ว (รูปที่ 145, b) มีมุม 55 °ที่ปลาย ด้ายนิ้วถูกตัดในการผลิตชิ้นส่วนอะไหล่สำหรับเครื่องจักรที่มีการตัดนิ้วและไม่ควรตัดกับผลิตภัณฑ์ใหม่ กระทู้นิ้วมีความโดดเด่นด้วยจำนวนกระทู้ต่อนิ้ว (1 ") ความยาวเส้นผ่านศูนย์กลางภายนอกของนิ้วเป็นวัดนิ้ว
ด้ายท่อ(รูปที่ 145, c) วัดในลักษณะเดียวกับนิ้วเป็นนิ้วและมีลักษณะเป็นจำนวนเธรดต่อ 1 "โพรไฟล์เธรดมีมุม 55 °สำหรับเธรดไปป์เส้นผ่านศูนย์กลางของรูท่อจะถูกนำไปตามอัตภาพเป็นเส้นผ่านศูนย์กลางที่พื้นผิวด้านนอกถูกตัด เกลียว.
ส่วนที่ยื่นออกมาของสกรูและน็อตกับด้ายท่อทำด้วยส่วนแบนหรือโค้งมน
โปรไฟล์แบบตัดจะง่ายต่อการผลิตและใช้สำหรับเธรดของข้อต่อท่อทั่วไป กำหนดเธรดไปที่: 1/4 "PIPE; 1/2" PIPE ฯลฯ (แท็บ 25)
ตารางที่ 25 การกำหนดหัวข้อในภาพวาด
| ประเภทของด้าย | ตำนาน | องค์ประกอบสัญลักษณ์ | ตัวอย่างการกำหนดเธรดสำหรับสลักเกลียวและน็อต |
เมตริก |
M | เส้นผ่าศูนย์กลางด้านนอกของด้าย (มม.) หรือเส้นผ่าศูนย์กลางด้านนอกและระยะห่าง (มม.) | M64 หรือ M64X6 หรือ 64x6 |
ตัวชี้วัดขนาดเล็ก |
1M | 1M 64X4 หรือ 64X4 | |
| 2M | 2M 64X3 หรือ 64X3 | ||
| 3m | 3M 64X2 หรือ 64X2 | ||
| 4M | 4M 64X1.5 หรือ 64X1.5 | ||
| 5M | 5M 64X1 หรือ 64X1 | ||
รูปทรงสี่เหลี่ยมคางหมู |
บันได | เส้นผ่านศูนย์กลางภายนอกและระยะพิชด้าย (มม.) | บันได 22x5 |
| UP | สูงถึง 70X10 | ||
นิ้วที่มีมุมโปรไฟล์ 55 ° |
เส้นผ่านศูนย์กลางของเกลียวที่ระบุเป็นนิ้ว | 1" | |
ท่อทรงกระบอก |
ท่อ. PR * PIPE KR ** | การกำหนดเธรดเป็นนิ้ว | 3/4 "PIPE. OL 3/4" PIPE KR |
หลอดรูปกรวย |
ท่อ. CONIC | ท่อ 3/4 " |
* โปรไฟล์ที่มีจุดยอดตัดของเครื่องบิน (เส้นตรง) ** โปรไฟล์ถูกปัดเศษ
หัวข้อถูกและซ้าย; ตามจำนวนการเข้าชม - หนึ่ง - สอง - สาม - เริ่มและหลาย - เริ่ม
ในการกำหนดจำนวนเธรดเริ่มต้นให้ดูที่ปลายสกรูหรือน็อตและนับจำนวนรอบของการหมุน
ตามกฎแล้วรัดทั้งหมด (สลักเกลียวสกรูสกรู ฯลฯ ) มีเกลียวเดียว
หัวข้อตามระบบการวัดแบ่งออกเป็นตัวชี้วัดและนิ้ว ใช้เมตริกและนิ้วนิ้ว การเชื่อมต่อเกลียว และขดลวดเกียร์ การเชื่อมต่อแบบเธรดคือการเชื่อมต่อที่ถอดออกได้โดยใช้ตัวยึดแบบเกลียว - สลักเกลียวสกรูน๊อตสตั๊ดหรือเกลียวที่ใช้กับชิ้นส่วนที่จะเข้าร่วมโดยตรง
ด้ายเมตริก (รูปที่ 1)
มันมีรูปร่างของรูปสามเหลี่ยมด้านเท่าในโปรไฟล์ที่มีมุมยอด 60 ° ส่วนที่ยื่นออกมาของสกรูและน็อตจะถูกตัดออก โดดเด่นด้วยด้ายเมตริกที่มีเส้นผ่าศูนย์กลางสกรูในหน่วยมิลลิเมตรและระยะห่างของเกลียวในหน่วยมิลลิเมตร เธรดการวัดจะดำเนินการในขั้นตอนขนาดใหญ่และขนาดเล็ก สำหรับเธรดหลักที่มีระยะห่างขนาดใหญ่ หัวข้อขนาดเล็กใช้สำหรับการปรับสำหรับการขันสกรูผนังบางรวมทั้งชิ้นส่วนที่โหลดแบบไดนามิก เธรดตัวชี้วัดที่มีระยะห่างขนาดใหญ่จะถูกระบุด้วยตัวอักษร M และตัวเลขที่แสดงเส้นผ่านศูนย์กลางเล็กน้อยในหน่วยมิลลิเมตรเช่น M20 สำหรับเธรดเมตริกที่ละเอียดจะมีการระบุขั้นตอนเพิ่มเติมเช่น M20x1.5
รูปที่. 1 เธรดการวัด
นิ้วด้าย (รูปที่ 2)
ด้ายนิ้ว (รูปที่ 2) มีลักษณะเหมือนกันในโปรไฟล์เหมือนกับเธรดการวัด แต่มีมุมที่ปลายที่ 55 ° (Whitworth เป็นเกลียวมาตรฐานอังกฤษ BSW (Ww) และ BSF) มุมที่ปลายคือ 60 ° (มาตรฐานอเมริกัน UNC และ UNF) เส้นผ่านศูนย์กลางภายนอกของเกลียววัดเป็นนิ้ว (1 "\u003d 25.4 มม.) - ขีดกลาง (") หมายถึงนิ้ว เธรดนี้มีเอกลักษณ์เฉพาะด้วยจำนวนเธรดต่อนิ้ว นิ้วของเธรดอเมริกันทำด้วยขั้นตอนขนาดใหญ่ (UNC) และขนาดเล็ก (UNF)

รูปที่. ด้าย 2 นิ้ว
แผนภูมิขนาดสปริงสำหรับเกลียวขนาดใหญ่ UNC ระยะห่าง (มุมโปรไฟล์ 60 องศา)
| ขนาดนิ้ว | ขนาดเป็นมม | สนามด้าย |
| UNC หมายเลข 1 | 1.854 | 64 |
| UNC หมายเลข 2 | 2.184 | 56 |
| UNC หมายเลข 3 | 2.515 | 48 |
| UNC หมายเลข 4 | 2.845 | 40 |
| UNC หมายเลข 5 | 3.175 | 40 |
| UNC หมายเลข 6 | 3.505 | 32 |
| UNC หมายเลข 8 | 4.166 | 32 |
| UNC หมายเลข 10 | 4.826 | 24 |
| UNC หมายเลข 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1 " | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2 " | 50.8 | 4 1/2 |
เกลียว
เธรดสามารถเป็นภายในและภายนอก
- ด้ายภายนอกถูกตัดบนสลักเกลียว, สกรู, หมุด, และชิ้นส่วนทรงกระบอกอื่น ๆ
- ในอุปกรณ์, ถั่ว, หน้าแปลน, ปลั๊ก, ชิ้นส่วนเครื่องจักรและ โครงสร้างโลหะ ตัดด้ายภายใน
รูปที่. 3 องค์ประกอบของเธรด
องค์ประกอบหลักของเธรดจะแสดงในรูปที่ 3 เหล่านี้รวมถึงองค์ประกอบต่อไปนี้:
- สนามด้าย - ระยะห่างระหว่างยอดเขาหรือฐานของสองรอบที่อยู่ติดกัน
- ความลึกของด้าย - ระยะทางจากด้านบนของเธรดไปยังฐาน
- มุมโพรไฟล์ด้าย - มุมที่ล้อมรอบระหว่างด้านข้างของโปรไฟล์ในระนาบของแกน
- เส้นผ่านศูนย์กลางภายนอก - เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของเกลียวโบลต์วัดที่ส่วนบนของเกลียวตั้งฉากกับแกนของเกลียว
- เส้นผ่าศูนย์กลางภายใน - ระยะทางเท่ากับเส้นผ่านศูนย์กลางของกระบอกสูบที่เกลียวอยู่
เพิ่มเติมเกี่ยวกับนิ้วรัด:

