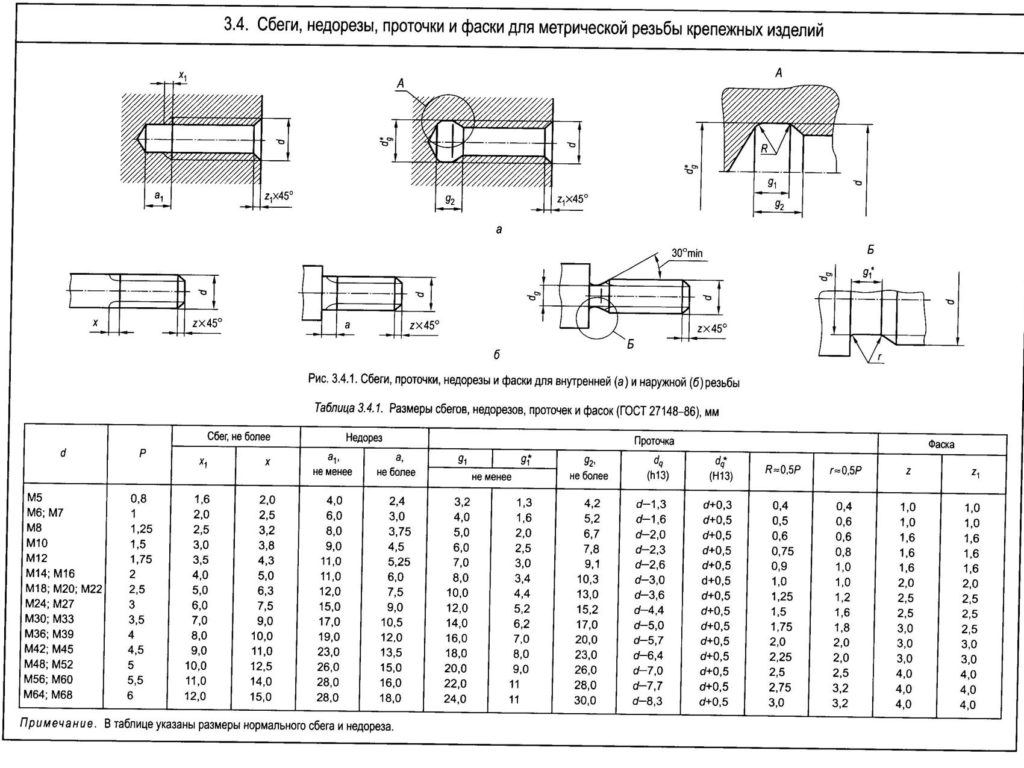
มิติและตารางค่าของเธรดการวัดช่วยให้คุณสามารถทำการตัดคุณภาพสูงโดยไม่ต้องใช้การคำนวณทางคณิตศาสตร์ที่ซับซ้อน ตารางแสดงข้อมูลที่จำเป็นเกี่ยวกับเส้นผ่านศูนย์กลางของรู, พิชที่ใช้, การเจาะ ฯลฯ พารามิเตอร์ทั้งหมดได้มาตรฐานซึ่งช่วยให้คุณได้รับการเชื่อมต่อเกลียวคุณภาพสูงและเชื่อถือได้ด้วยมือของคุณเอง

ตารางเธรดการถ่ายภาพ
- ส่วนใหญ่รัดจะยึดตามหัวข้อเมตริกในประเทศของเรา
- มุมของโปรไฟล์สามเหลี่ยมของเธรดเมตริกคือ 60 องศา
- ขนาดทั้งหมดอยู่ในหน่วยมิลลิเมตร
- ตัวชี้วัดการตัดแบ่งออกเป็นผลิตภัณฑ์ที่มีขั้นตอนขนาดใหญ่และขนาดเล็ก;
- ระยะพิทช์ขนาดใหญ่นั้นมีความเกี่ยวข้องกับเส้นผ่านศูนย์กลาง 1-68 มม. และพิทช์เล็ก - สำหรับขนาดเส้นผ่าศูนย์กลาง 1-600 มม.
- การตัดขนาดใหญ่ใช้ในข้อต่อที่ต้องรับแรงกระแทก
- การทำเกลียวอย่างละเอียดนั้นมีความเกี่ยวข้องกับชิ้นส่วนผนังบางและเพื่อให้ข้อต่อแน่น
- การตัดด้ายขนาดเล็กได้กลายเป็นที่แพร่หลายในการติดตั้งและปรับตัวยึด นี่คือความจริงที่ว่าด้วยความช่วยเหลือของพวกเขามันเป็นเรื่องง่ายที่จะปรับพารามิเตอร์ที่มีความแม่นยำสูง
- เครื่องจักรที่ทันสมัยทั้งหมดได้รับการออกแบบโดยใช้การวัดแบบตัดเท่านั้น
ลักษณะและการกำหนด
ภาพถ่ายของตารางขนาดหลัก
มีตัวชี้วัดนิ้วตัดท่อ แต่ละคนแบ่งออกเป็นหลายเกณฑ์:
- ทิศทางของการเลี้ยวซ้ายและขวา;
- รูปร่างของส่วนกำหนดค่า - กลมถาวรสามเหลี่ยมและอื่น ๆ ;
- ที่ตั้ง - ภายนอกภายใน
- ธรรมชาติของพื้นผิวและฟังก์ชั่น - นิ้ว, เมตริก, กรวย, ฯลฯ ;
- จำนวนรายการเป็นรายการเดียวและหลายรายการ
ในขณะเดียวกันการตัดนิ้วและท่อไม่เหมือนกับการวัด ในเรื่องนี้ออกจากนิ้วและ หัวข้อท่อและพิจารณาตัวชี้วัดโดยละเอียดยิ่งขึ้น
ด้ายมีสองลักษณะหลัก
- เส้นผ่านศูนย์กลางที่กำหนด พวกเขาจะเรียกว่าขนาดตามเงื่อนไขที่ใช้ในสัญกรณ์ เส้นผ่านศูนย์กลางเล็กน้อยจะเท่ากับเส้นผ่านศูนย์กลางภายนอกของน็อตและสลักเกลียวซึ่งเท่ากับกัน
- สนามด้าย ขนาดของระยะห่างระหว่างเกลียวเท่ากับระยะห่างระหว่างจุดสองจุดที่เหมือนกันของโปรไฟล์ที่ใกล้ที่สุดซึ่งอยู่ในระนาบเดียวกัน คำจำกัดความค่อนข้างซับซ้อน แต่ในทางปฏิบัติการหาขนาดเหล่านี้นั้นง่ายมาก ในการกำหนดขนาดคุณต้องม้วนสลักเกลียวบนกระดาษความหนาแน่นสูงที่แกนกลางและวัดว่าขั้นตอนใดอยู่ระหว่างร่องที่อยู่ใกล้ที่สุด นี่คือขั้นตอน ในการกำหนดขนาดดังกล่าวด้วยวิธีนี้ไม่ใช่วิธีที่มีความแม่นยำสูง แต่เพื่อให้แน่ใจว่ามิติถูกคำนวณอย่างถูกต้องมีตารางพิเศษ ตารางนี้ให้คุณตรวจสอบกับการคำนวณของคุณหรือกำหนดพารามิเตอร์ที่ต้องการโดยไม่ต้องหันไปใช้การวัดหรือการคำนวณทางคณิตศาสตร์
การตัดนิ้วท่อและตัวชี้วัดของเรามีการกำหนดขนาดและพารามิเตอร์อื่น ๆ เพื่อให้ตารางไม่ก่อให้เกิดคำถามที่ไม่จำเป็นจำนวนมากเราจะพยายามพูดถึงความแตกต่างทั้งหมดของสัญกรณ์ที่นำเสนอในนั้น
ใช้ตัวอักษรและตัวเลขเพื่อระบุหัวข้อ ตัวอย่างเช่น M40 เธรด ที่นี่:
- ตัวอักษร M หมายถึงประเภทของการตัด M คือตัวชี้วัด เธอไม่ใช่นิ้วท่อ ทุกอย่างชัดเจนที่นี่;
- 40 เป็นขนาดเส้นผ่าศูนย์กลางเล็กน้อย ตัวเลขที่อยู่หลังตัวอักษรแสดงถึงเส้นผ่านศูนย์กลางที่ระบุของเธรด ในกรณีของเรามันคือ 40 มม.
- หากระยะห่างระหว่างเธรดมีขนาดใหญ่จะไม่แสดงในการกำหนด สามารถกำหนดได้ตาม GOST
พิจารณาอีกตัวอย่างหนึ่งด้วยขั้นตอนเล็ก ๆ - M30x2
- นี่คือสถานการณ์ที่คล้ายกันในขนาดเส้นผ่าศูนย์กลาง - ตัวเลขนี้คือ 30;
- การตัดแบบเมตริกสิ่งที่ตัวอักษร M บอกเราเกี่ยวกับ
- 2 หมายถึงระยะห่างคือ 2 มิลลิเมตร
และประเด็นสำคัญสองสามข้อ
- ด้ายสามารถมีขั้นตอนที่แตกต่างกันและสามารถซ้ายหรือขวา
- เธรดด้านขวาไม่ได้ระบุไว้ในการกำหนด
- หากคุณเห็นบางสิ่งเช่น M20 LH แสดงว่าทิศทางซ้ายของเธรด
- จำนวนการเข้าชม สำหรับเธรดเดี่ยวตัวเลขจะไม่ถูกระบุเนื่องจากเป็น 1 เสมอหากเป็นแบบมัลติเธรดการกำหนดจะมีลักษณะดังนี้ - M30x3 (P2) ในวงเล็บแสดงถึงระดับเสียงด้ายและ 2 คือจำนวนรายการ
เลือกการเลือก
การแตะเป็นเครื่องมือหลักในการตัดภายในของอนาคต การเชื่อมต่อเกลียว. เพราะในการทำ ชนิดที่แตกต่าง หัวข้อที่มีขั้นตอนบางอย่างคุณจะต้องเลือกแตะเพื่อให้งานสำเร็จ
- ก่อนอื่นนายควรเลือกชนิดของก๊อกที่เหมาะสมกับเธรดที่วางแผนไว้ ในกรณีของเราเรากำลังพูดถึงก๊อกสำหรับการตัดเมตริก
- ถัดไปวัตถุประสงค์จะถูกกำหนด - ขั้นตอนความคลาดเคลื่อนรูปแบบโปรไฟล์
- ต้นแบบตัดสินใจว่าจะทำอย่างไรกับการแตะครั้งเดียวหรือเพื่อดำเนินการตามที่คุณต้องการเพื่อรับชุด - แบบร่างและการแตะครั้งสุดท้ายทั้งนี้ขึ้นอยู่กับระดับความแม่นยำ
- วัสดุที่จะทำการตัด วัสดุหลักที่ทำเกลียวเป็นโลหะ ในเวลาเดียวกันมันอาจแตกต่างกันในแง่ของความแข็งแกร่งซึ่งกำหนดทางเลือกของลักษณะประปา;
- มุมด้านหน้าของการลับคมของฟัน สำหรับโลหะแต่ละประเภทมีค่าที่แน่นอน ถ้าเป็นเหล็กมุมจะอยู่ระหว่าง 5 ถึง 10 องศาสำหรับทองแดง - จาก 0 ถึง 5 องศาและในกรณีของอลูมิเนียม - จาก 25 ถึง 30 องศา;
- สามารถทำจากก๊อกธรรมดา เหล็กกล้าความแข็งแรงสูง หรือจากโลหะธรรมดา แต่มีกำลังเพิ่มขึ้น ตัวเลือกหลังช่วยให้คุณลดต้นทุนการผลิตก๊อกน้ำได้ แต่เพื่อรักษาความน่าเชื่อถือสูง
- กุญแจสำคัญในการเลือกประปาคือเส้นผ่าศูนย์กลางของหลุม มันอยู่ที่ว่าจะทำการตัดด้ายภายใน
- ในกรณีนี้เส้นผ่านศูนย์กลางของเครื่องมือจะต้องเล็กกว่าเส้นผ่านศูนย์กลางของรูเล็กน้อย หากคุณต้องการประเภทเมตริกของชนิดเกลียว M20 นั่นคือเส้นผ่านศูนย์กลางของก๊อกคือ 20 มม. จากนั้นเส้นผ่านศูนย์กลางของรูจะเท่ากับ 19 มม. พารามิเตอร์ที่ต้องการทั้งหมดจะถูกกำหนดโดยตารางมาตรฐานพิเศษ
- หากเธรดไม่มีข้อกำหนดพิเศษขั้นตอนมาตรฐานที่ระบุในตารางจะถูกนำไปใช้
ความแตกต่างของการแบ่งส่วน
เมื่อกำหนดเส้นผ่านศูนย์กลางและพารามิเตอร์อื่น ๆ ของเธรดที่ต้องการแล้วและการเลือกก๊อกน้ำเองควรดำเนินการตัด
- ชิ้นงานที่จะทำการตัดจะได้รับการแก้ไขในแบบรอง
- ควรวางตำแหน่งแกนของรูให้ตั้งฉากกับแนวตั้งฉากให้มากที่สุดเท่าที่จะทำได้
- มีการติดตั้งก๊อกน้ำในซ็อกเก็ตของคอในแนวตั้งมันเริ่มเข้าไปใน chamfer ภายใต้รูในชิ้นงาน
- ด้วยมือทั้งสองข้างอาจารย์จะถือลูกบิดกดก๊อกไปที่ชิ้นส่วนและหมุนตามเข็มนาฬิกา
- เครื่องมือควรหมุนเบา ๆ อย่างราบรื่นและสม่ำเสมอด้วยแรงกดเล็กน้อย
- สองรอบเต็มรูปแบบจะทำหลังจากนั้นครึ่งทางจะทำย้อนกลับทวนเข็มนาฬิกา
- ในกระบวนการสร้างเธรดเครื่องมือจะต้องเย็นลงเสมอ ถ้าเป็นอลูมิเนียมจะใช้น้ำมันก๊าดน้ำมันสนทำหน้าที่เสมือนตัวทำความเย็นสำหรับทองแดงและอิมัลชั่นสำหรับผลิตภัณฑ์เหล็ก เหล็กหล่อและทองแดงไม่จำเป็นต้องระบายความร้อน
- เธรดภายในจะดำเนินการโดยชุดของก๊อก
- ขั้นแรกให้ใช้เครื่องมือคร่าวๆจากนั้นจึงใช้เครื่องมือตรงกลางและงานตกแต่งเสร็จสมบูรณ์ คุณจะไม่เร่งกระบวนการตัด แต่การที่เกลียวตัวเองจะทำให้คุณภาพแย่ลง
วิ่ง ตัวชี้วัดการตัด ไม่ใช่เรื่องยากหากคุณใช้เครื่องมือที่เหมาะสมและใช้พารามิเตอร์มาตรฐานของตารางเฉพาะ
ตารางเส้นผ่านศูนย์กลางของรูเกลียว
เกลียว แสดงถึงร่องเกลียวของหน้าตัดคงที่ทำบนภายนอก (เกลียวภายนอก) และพื้นผิวภายใน (เกลียวภายใน) หรือทรงกระบอกทรงกรวย มันถูกใช้เพื่อเชื่อมต่อชิ้นส่วนเช่นเดียวกับการแปลงการเคลื่อนไหวแบบหมุนเพื่อการแปลหรือในทางกลับกันในกลไกและเครื่อง
เกลียว มีการเริ่มต้นเดี่ยวเกิดขึ้นโดย helix (เธรด) หนึ่งหรือหลายเริ่มต้นเกิดขึ้นโดยสองบรรทัดหรือมากกว่า
ไปในทิศทางของเกลียว เกลียว แบ่งออกเป็นขวาและซ้าย
ขึ้นอยู่กับระบบขนาด เกลียว มีตัวชี้วัดนิ้วท่อ
ในตัวชี้วัด แกะสลัก มุมของโปรไฟล์สามเหลี่ยมคือ 60 °เส้นผ่านศูนย์กลางภายนอกและกลางและภายใน เกลียว แสดงเป็นมิลลิเมตร ตัวชี้วัดที่มีระยะห่างขนาดใหญ่จะถูกระบุด้วยตัวอักษรและตัวเลขที่แสดงเส้นผ่านศูนย์กลางภายนอกเป็นมิลลิเมตร: M10, M16 และอื่น ๆ เพื่อบ่งบอก เกลียว ด้วยขั้นตอนเล็ก ๆ (ระยะห่างระหว่างการเลี้ยว) จำนวนที่แสดงขั้นตอนจะถูกเพิ่มลงในข้อมูลนี้ เกลียว หน่วยเป็นมิลลิเมตร: M6 × 0.6, M20 × 1.5 และสิ่งที่คล้ายกัน
หน่วยเป็นนิ้ว แกะสลัก มุมของโปรไฟล์สามเหลี่ยมคือ 55 °เส้นผ่านศูนย์กลางของเกลียวแสดงเป็นนิ้ว (1 นิ้ว \u003d 2.54 ซม.) และระยะห่างคือจำนวนเธรดต่อนิ้ว
ตัวอย่างการกำหนด: 1 1/4″ (เส้นผ่านศูนย์กลางภายนอก เกลียว หน่วยเป็นนิ้ว).
ท่อ เกลียว แตกต่างจากนิ้วที่ขนาดเริ่มต้นไม่ใช่เส้นผ่านศูนย์กลางภายนอก แต่เส้นผ่านศูนย์กลางของรูท่อบนพื้นผิวด้านนอกที่ถูกตัด เกลียว.
ตัวอย่างการกำหนด: ท่อ 3/4″ (ตัวเลขแสดงเส้นผ่านศูนย์กลางด้านในของท่อเป็นนิ้ว)
ตัด เกลียว ดำเนินการเกี่ยวกับการขุดเจาะกลึงและเครื่องกัดเกลียวแบบพิเศษ (Profile-knurling) รวมถึงแบบแมนนวล ในการประมวลผลด้วยตนเองของโลหะด้านใน เกลียว ตัดกับก๊อกและหนึ่งด้านนอกกับตาย
ดังนั้นขึ้นอยู่กับรายละเอียดของการตัด เกลียว ก๊อกแบ่งออกเป็นสามประเภท: สำหรับการวัดนิ้วและท่อ
ก๊อกแบบธรรมดา (ช่างทำกุญแจ) มักจะทำในชุดสามหรือสองชิ้น ก๊อกที่หนึ่งและสอง เกลียว ตัดก่อนและที่สามให้ขนาดและรูปร่างสุดท้ายโดยปกติจำนวนของแต่ละชุดของชุดมีการทำเครื่องหมายด้วยจำนวนของรูปแบบที่หาง มีชุดประกอบด้วยสองก๊อก: เบื้องต้น (ร่าง) และยุติธรรม ครั้งแรกและครั้งที่สอง ก๊อกทำจากคาร์บอนและเหล็กอัลลอยด์ที่มีความแข็งแรงสูง
ตายหรือ faceplates ออกแบบมาเพื่อตัดด้านนอก เกลียวขึ้นอยู่กับการออกแบบแบ่งออกเป็นกลมและปริซึม (เลื่อน)
เมื่อการตัดเกลียวขึ้นรูปตายจะถูกจับยึดในที่ยึดสกรูพิเศษ
เกลียวภายใน
สำหรับการตัดด้านใน เกลียว หลุมแรกเตรียมด้วยการแตะ สว่านใช้เส้นผ่านศูนย์กลางขนาดใหญ่กว่าเส้นผ่านศูนย์กลางด้านในเล็กน้อยของที่ต้องการ เกลียว: หากเส้นผ่านศูนย์กลางเหล่านี้เท่ากันวัสดุที่ถูกอัดขึ้นรูปในระหว่างการตัดจะกดฟันของเครื่องมืออย่างมาก เป็นผลให้ฟันร้อนขึ้นและอนุภาคโลหะยึดติดกับพวกเขา เกลียว มันจะกลายเป็นหอยเชลล์ฉีก (กระทู้) ในขณะที่แตะอาจแตก
รูปแสดงการตัดภายใน เกลียว:
a - tap, b - ตัด เกลียว.
การออกแบบแท็ป
1 - ส่วนที่บริโภค;
2 - ส่วนการสอบเทียบ
3 - ร่องชิป;
4 - ก้าน;
5 คือสี่เหลี่ยมจัตุรัส

รูปต่อไปนี้แสดงการตัดด้านนอก เกลียว:
a - round die, b - prismatic (เลื่อน) die, c - cutting เกลียว.
การกำหนดที่สำคัญ:
d1 - เส้นผ่านศูนย์กลางด้านใน เกลียว กลอน
D2 - เส้นผ่านศูนย์กลางเฉลี่ย เกลียว กลอน
D1 - เส้นผ่านศูนย์กลางด้านใน เกลียว ถั่ว.
D2 - เส้นผ่านศูนย์กลางเฉลี่ย เกลียว ถั่ว.
P - ขั้นตอน เกลียว.
H1 - โปรไฟล์สูง
d หลุม - เส้นผ่านศูนย์กลางของรูสำหรับตัด เกลียว.
เพื่อไม่ให้คำนวณขนาดเส้นผ่าศูนย์กลางของรูใต้
เกลียวคุณสามารถใช้ตาราง
| เส้นผ่าศูนย์กลางกระทู้ในหน่วยมม | D 2 \u003d d 2 เป็นมม | D 1 \u003d d 1 เป็นมม | P เป็นมม | ชั่วโมง 1 เป็นมม | d หลุม เป็นมม |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
ยืนช่วง
กระทู้เมตริก
ขนาดและขั้นตอน
ฉบับทางการ
สภาระหว่างประเทศเพื่อการมาตรฐานการควบคุมและรับรอง
ISS 21.040.10 กลุ่ม G13
ถึง GOST 8724-2004 (ISO 261-98) บรรทัดฐานพื้นฐานของความสามารถในการแลกเปลี่ยน เมตริกกระทู้ ขนาดและขั้นตอน
(ICS เลขที่ 10 ของปี 2004)
คำนำ
1 พัฒนาโดยสถาบันวิจัยและออกแบบเครื่องมือวัดทางวิศวกรรมเครื่องกล (OJSC“ สถาบันวิจัยของการวัด”)
2 แนะนำโดยมาตรฐานรัฐของรัสเซีย
3 รับรองโดยสภาระหว่างรัฐเพื่อการมาตรฐานมาตรวิทยาและการรับรอง (นาทีที่ 22 ของ 6 พฤศจิกายน 2002)
4 มาตรฐานนี้เป็นข้อความที่เหมือนกันของมาตรฐานสากล ISO 261-98“ หัวข้อวัตถุประสงค์ทั่วไปของ ISO เส้นผ่านศูนย์กลางและขั้นตอนในช่วงเส้นผ่าศูนย์กลางตั้งแต่ 1 ถึง 300 มม.” และมีข้อกำหนดเพิ่มเติมที่สะท้อนถึงความต้องการทางเศรษฐกิจของประเทศ
5 พระราชกฤษฎีกาคณะกรรมการของรัฐ สหพันธรัฐรัสเซีย เรื่องมาตรฐานและมาตรวิทยาลงวันที่ 23 มิถุนายน 2546 เลขที่° 201- มาตรฐานระหว่างรัฐ GOST 8724-2002 (ISO 261-98) ถูกนำมาใช้โดยตรงเป็นมาตรฐานของรัฐรัสเซียตั้งแต่วันที่ 1 มกราคม 2004
6 การเปลี่ยน GOST 8724-81
© IPK Standards Publishing House, 2003
มาตรฐานนี้ไม่สามารถทำซ้ำทำซ้ำและแจกจ่ายทั้งหมดหรือบางส่วนเป็นสิ่งพิมพ์อย่างเป็นทางการในอาณาเขตของสหพันธรัฐรัสเซียโดยไม่ได้รับอนุญาตจากมาตรฐานรัฐของรัสเซีย
1 พื้นที่ใช้งาน ............................................... ......... 1
3 คำจำกัดความ ................................................ 1
4 การเลือกขนาดและขั้นตอน ............................................. ....... 1
5 การกำหนดเธรด ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
มาตรฐานระหว่างประเทศ
มาตรฐานการแลกเปลี่ยนขั้นพื้นฐาน
กระทู้เมตริก
ขนาดและขั้นตอน
บรรทัดฐานพื้นฐานของการแลกเปลี่ยน สกรูเกลียวเมตริก แผนทั่วไป
บทนำวันที่ 2004-01-01
1 พื้นที่ใช้งาน
มาตรฐานนี้ใช้กับเธรดเมทริกทั่วไปที่มีโปรไฟล์ตาม GOST 9150 และตั้งค่าเส้นผ่านศูนย์กลางจาก 0.25 ถึง 600 มม. และขั้นตอนตั้งแต่ 0.075 ถึง 8 มม.
ขนาดหลักของเธรดการวัดเป็นไปตาม GOST 24705
ความคลาดเคลื่อนของเกลียวมีความสอดคล้องกับ GOST 9000 และ GOST 16093
ข้อกำหนดเพิ่มเติมที่สะท้อนถึงความต้องการของเศรษฐกิจของประเทศนั้นแสดงเป็นตัวเอียง
GOST 9000-81 บรรทัดฐานพื้นฐานของการแลกเปลี่ยน ด้ายเมตริกสำหรับเส้นผ่าศูนย์กลางน้อยกว่า 1 มม. เกณฑ์ความคลาดเคลื่อน
GOST 9150-2002 บรรทัดฐานพื้นฐานของการแลกเปลี่ยน เมตริกกระทู้ ข้อมูลส่วนตัว
GOST 11708-82 บรรทัดฐานพื้นฐานของการแลกเปลี่ยน เกลียว. ข้อกำหนดและคำจำกัดความ
GOST 16093-70 บรรทัดฐานพื้นฐานของการแลกเปลี่ยน เมตริกกระทู้ เกณฑ์ความคลาดเคลื่อน การกวาดล้างเพลย์
GOST 24705-81 บรรทัดฐานพื้นฐานของการแลกเปลี่ยน เมตริกกระทู้ ขนาดหลัก
3 คำจำกัดความ
ข้อกำหนดและคำจำกัดความ - ตาม GOST 11708
4 การเลือกขนาดและขั้นตอน
4.1 ขนาดและขั้นตอนด้ายควรสอดคล้องกับที่ระบุในตารางที่ 1
เมื่อเลือกขนาดด้ายควรเลือกแถวที่หนึ่งและแถวที่สอง
ฉบับทางการ
| ตารางที่ 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| เส้นผ่านศูนย์กลางของเกลียวที่กำหนด d \u003d D |
|||||||||||
| ความต่อเนื่องของตารางที่ 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| เส้นผ่านศูนย์กลางของเกลียวที่กำหนด d \u003d D |
||||||||||
| ท้ายตารางที่ 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
กำหนด 5 เธรด
5.1 สัญลักษณ์สำหรับขนาดของเธรดควรรวมถึง: ตัวอักษร M, เส้นผ่านศูนย์กลางที่ระบุของเธรดและระยะพิทช์ของด้าย, แสดงหน่วยเป็นมิลลิเมตรและคั่นด้วย "x"
ตัวอย่าง: M8x1.25
ขั้นตอนสำคัญในการกำหนดเธรดอาจถูกละเว้น
ตัวอย่าง: M8
5.2 สัญลักษณ์สำหรับด้ายซ้ายจะต้องเสริมด้วยตัวอักษร LH
ตัวอย่าง M8x1 - LH
5.3 หลายหัวข้อต้องระบุด้วยตัวอักษร M, เส้นผ่านศูนย์กลางเล็กน้อยของเธรด, เครื่องหมาย x, ตัวอักษร Ph, ค่าของจังหวะด้าย, ตัวอักษร P และค่าของระดับเสียง
ตัวอย่างของการกำหนดแบบดั้งเดิมของเธรดสองเส้นที่มีเส้นผ่านศูนย์กลางเล็กน้อย 16 มม. ระยะชัก 3 มม. และระยะห่าง 1.5 มม.:
ด้ายซ้ายเหมือนกัน
M16xRMP1.5 - LH
เพื่อความชัดเจนในวงเล็บข้อความอาจระบุจำนวนเธรดที่เริ่มต้น
ตัวอย่าง: М16хРМ1.5 (สองวิธี)
5.4 การกำหนดแบบเต็มของเธรดประกอบด้วยการกำหนดขนาดและความคลาดเคลื่อนของเธรดตาม GOST 9000 หรือ GOST 16093
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
คำสำคัญ: ด้าย กระทู้เมตริก, diameters, ขั้นตอน, อนุสัญญา
บรรณาธิการบริหาร Goverdovskaya Technical Editor V.N. Prusakova Corrector M.S. Kabashova Computer layout S.V. Ryabovoy
เอ็ด บุคคล ฉบับที่ 02354 ลงวันที่ 14 กรกฎาคม 2543 ใส่ในชุดเมื่อ 12.08.2003 ลงนามเมื่อวันที่ 15 กันยายน 2546 บริการการพิมพ์ 1.40 วิชาการ 0.65
ยอดจำหน่าย 1,650 สำเนา C 11890.3ac. 786
IPK Publishing House of Standards, 1,07076 Moscow, Kolodezny per., 14. http://www.standards.ru อีเมล: [ป้องกันอีเมล]
พิมพ์ที่สำนักพิมพ์บนพีซีสาขา IPK สำนักพิมพ์มาตรฐาน - ประเภท "เครื่องพิมพ์มอสโก", 1,05062 กรุงมอสโก, Lyalin ต่อ, 6

