- Kako narediti sponke?
- Priročno varjenje pod kotom 90 °
- Varjenje z nepotrošno elektrodo za zvijanje
- Domača držala za elektrode
- Več pomembnih skrivnosti
Spodnje informacije so namenjene razsvetljavi, ki se pogosto pokvari ali ima proizvodne napake. To so najmanjše "modre stvari", ki varilcem pomagajo učinkovito opravljati svoje delo. Zato se ne smemo čuditi, če tukaj ne povemo ničesar o magnetnih kotih ali celo prizmah. Te pripomočke najpogosteje kupite v trgovini.
Skoraj vedno med varjenjem obstaja potreba po namestitvi in pritrditvi naprav.
Varilni nastavki so lahko dveh vrst:
- namestitev;
- popravljanje.
Ker varilne metode napredujejo zelo hitro, se lahko opisane napeljave zdijo nekoliko redke. Po drugi strani pa to pomeni, da ne odstopa od naprednejših in varnejših načinov povezovanja cevi v različnih pogojih.
Kako narediti sponke?

Objemka je pritrdilna naprava pri varjenju različnih izdelkov.
Objemka je pritrdilna naprava. Ni ga mogoče nedvoumno pripisati samo varilnemu priboru, ker se uporablja:
- tesarji;
- ključavničarji;
- stružnice;
- varilci.
Za različne namene so potrebne različne jakosti tega izdelka. Za varjenje cevi in drugih kovinskih predmetov so potrebne dovolj močne objemke. Tisti, ki jih je mogoče kupiti v trgovini, zelo pogosto ne prenesejo velikih obremenitev, se pokvarijo v najbolj neprimernem trenutku. Zato je vredno poskusiti razmisliti o ročno izdelanih napravah.
Takšne naprave ni težko narediti z lastnimi rokami, to bo zahtevalo:
- jeklena pločevina debeline 10 mm;
- tri oreščke;
- več podložk velikega premera;
- navojna cev zunaj glede na velikost matic.
Za neposredno proizvodnjo je potrebno:
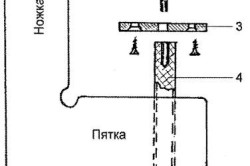
Shema sponk: 1 - telo; 2 - okrogel les; 3 - jeklena podložka; 4 - vpenjalni vijak iz jeklene palice.
- Izrežite trak iz jeklene pločevine dolžine 50 cm in širine 4 cm.
- Izrežite dva trakova in nekaj dodatnih majhnih podrobnosti:
- za statično držanje na dnu 25 cm;
- premična palica 10 cm;
- dva pravokotnika po 5 cm za pritrditev premičnega dela (c);
- majhen kos (d), ki podpira statični del objemke.
Pri varjenju vam takšna naprava omogoča, da ohranite cevno konstrukcijo v mirujočem položaju. Ni vam treba skrbeti, da se bodo cevi že od prvega udarca varjenja razpadle in bo treba delo začeti na novo.
Nazaj na kazalo
Priročno varjenje pod kotom 90 °

Varilni magneti vam omogočajo, da obdelovanec držite pod kotom 90 °.
Da cevi ne bi bile preveč težavne in brez pomočnika, so pripravili varilne magnete, ki držijo cevi pod kotom 90 °. Prej so bile naprave za tovrstno delo izdelane brez uporabe magnetov.
Za to bodo potrebni naslednji materiali:
- kovinski kvadrat s stranico 20-25 cm;
- kos kvadratne cevi;
- 3 majhni vijaki in matice zanje;
- debel vijak s premerom 4 cm in matico 35;
- vrtalnik, vrtalnik;
- majhen kovinski valj s premerom kemičnega svinčnika;
- držalo za valj, pravzaprav njegov ročaj;
- varilnik.
Cevi dolžine 20 in 15 cm so privarjene na kvadrat, na zamenljivih straneh, v samih vogalih, tako da so konci cevi na nasprotnih straneh kvadrata.
Izdelajte dva pomožna dela. Iz istih cevi, dolgih približno 10 cm, zvarite figuro v obliki črke U. Z istimi cevmi zvarite drugo v obliki enakokrakega trapeza z osnovami 11,5 cm in 5,4 cm.
Izračune je treba narediti natančneje, kot, ki nastane na presečišču stranskih delov, mora biti 90 °, zato bodo dolžine podlag natančno odvisne od širine cevi.

Na straneh kvadrata na vogalu, kjer cevi niso varjene, naredite enakokraki trikotni rez. Nanj privarite figuro v obliki črke U, ki ste jo predhodno izvrtali v sredini zgornjega pravokotnika za majhen vijak. V režo med kvadratom in figuro je treba postaviti 4 cm širok vijak z matico.
Na vijak pritrdite ročaj, saj lahko uporabite matico z luknjo, v kateri se tanka palica prosto giblje.
V majhnem cilindru z dolžino manjše osnove trapeza navoj za vzete majhne vijake. Navojite vzdolž konice velikega vijaka in ga centrirajte.
Ta prazen del naprave je že skoraj dokončan, preostalo je izvrtati luknjo 5 cm nad središčem kvadrata in se diagonalno premakniti do njenega nerazrezanega in le prostega vogala.
Na presečišču diagonale trapeza naredite luknjo v obeh delih. Med njimi bo vstavljen cilindrični del, v katerem je bil prej narejen navoj in je na sredini izvrtana luknja. Za nadaljnjo montažo naprave je potrebno za vijak širine 4 cm pripraviti matico 35; za to na eni strani naredite prehodni navoj, ne da bi to vplivalo na nasprotne robove.

a - za montažo vogalnega spoja, b - za montažo spojev z različnimi kombinacijami detajlov; 1 - kotni magnet, 2 - objemka, 3, 5 - magnetni elementi, 4 - ročica.
Vsa nadaljnja montaža je sestavljena iz pravilnega zaporedja pritrditve delov. Na vijak z že pritrjenim ročajem položite navojno matico, ki se obrača skoraj do dna. Cilindrični del pritrdite na konec vijaka z izvrtano luknjo na notranji navoj in ga pritrdite z majhnim vijakom. Nato s pomočjo vijakov pritrdimo trapezno figuro, od katerih je ena vdolbina v navoj valjastega dela, druga fiksira konfiguracijo od zgoraj skozi navoj iste cilindrične figure. Pod nosilec v obliki črke U se potegne vijak s pripravljenim delom na vrhu, pod njim pa se prilagodi navojna matica. Pritrdite vijak z vijakom, ki gre skozi sredino U-oblike in je privit v poseben navoj posebne matice. Naprava je dejansko pripravljena za uporabo. Z vrtenjem ročaja vijaka ga lahko zrahljate. Z vstavljanjem cevi pod pravim kotom in pritrditvijo napeljave lahko varite.
Takšne naprave so dober nadomestek za varjene magnete, ki so lahko za preprosto gospodinjsko uporabo predragi.
Nazaj na kazalo
Varjenje z nepotrošno elektrodo za zvijanje
Kot veste, varjenje cevi ni edina vrsta varilna dela, pogosto se izvaja za povezovanje kovinskih žic na stičnih mestih, izvajanje zvijanja ter za popravilo ali izdelavo domačih termoelementov. Za izdelavo te naprave boste morda morali razumeti, kaj je varjenje in kako natančno deluje zakon elektromagnetne indukcije.
Zato je varilna naprava pogosto sestavljena ročno. Tu je majhen "ampak", ki želi izdelati takšno napravo, je treba upoštevati, da so stroški končnega izdelka nižji od skupnega zneska za nakup vseh sestavnih delov. Če pa bodo za ustvarjanje napeljave uporabljeni stari transformatorji, stikala iz drugih naprav, na primer že nepotrebne klešče, potem je res vredno poskusiti izdelati napeljave za spajkanje ali spajanje.
Uporabljena metoda priključitve se nanaša na vrste varjenja z elektrodo, ki ni potrošna. Kot elektrodo lahko uporabite grafit, ki ga je enostavno odstraniti s preprostega svinčnika; tekoči tok se prodaja v trgovinah z elektroniko. Domači fluks je lahko izdelan iz mešanice borove kisline in vode, narejen v gnojevki.
Za izdelavo naprave potrebujete transformator 20-50 V, eno povezovalno žico za vstop v omrežje, dve za priključitev, eno za priključitev elektrode. Kot držalo za elektrodo se lahko uporabijo vsa razpoložljiva sredstva, odvisno od zmožnosti in razpoložljivosti predmetov, ki so na voljo v arzenalu, na primer lekarniška brizga, šolski stativ, valji ali vijaki.

V procesu varjenja nepotrošnih elektrod je za zvijanje potrebna transformatorska tuljava.
Transformatorsko tuljavo 20-20 V lahko enostavno kupite v trgovini, pa tudi okvir za varilni stroj. Če pa poznamo napravo transformatorske tuljave, ki ima dodaten, že neuporaben transformator, jo lahko vedno popravimo tako, da dodamo potrebno število zavojev. S standardnim vezjem varilnega aparata povežite vse žice v skladu z navodili. Če naj električno napeljavo uporablja za varjenje zvitkov, je priporočljivo uporabiti delovne žice, dolge najmanj 3 m, da bo prost dostop do dela na stropu.
Omeniti velja upoštevanje varnostnih ukrepov. Obstaja nekaj načinov za zaščito obraza, zlasti oči pred varjenjem. Seveda je ta način izdelave varilne maske zelo primitiven in ga v nobenem primeru ne smemo uporabljati med varjenjem cevi, ampak le za tanke žice. Vzemite temo plastična steklenica iz katere koli pijače izrežite kozarce z zelo dolgimi rokami in jih povežite na zadnji strani glave s sponko ali sponko. Primerno za kratkotrajna nenavadna dela. Kljub temu je treba spomniti, da oči niso zaščitene le pred svetlim sijajem, ampak tudi pred naključnim udarcem segretih kosov kovine. Zato je zamenjava maske s kartonskimi škatlami in časopisi v velikem tveganju.
V procesu izdelave varjenih konstrukcij je treba zagotoviti relativni položaj delov, ki jih je treba spojiti, in pogoje, ki so najbolj ugodni za oblikovanje kakovostnega spoja, določeni s tehnološkim postopkom. To se doseže z uporabo tehnoloških naprav in opreme.
Tehnološke naprave so razdeljene na montažne, namenjene za montažo za varjenje in pritrjevanje delov z zatiči ali preprostimi mehanskimi napravami; varjenje, namenjeno za varjenje vnaprej sestavljenih delov s fiksnim relativnim položajem; montažo in varjenje, ki omogoča združevanje montažnih in varilnih operacij.
Vrsta tehnološke naprave je izbrana glede na proizvodni program (posamezna, serijska ali množična proizvodnja), zasnovo izdelka (pločevinaste ali rešetkaste konstrukcije, deli strojev itd.), Tehnologijo in stopnjo natančnosti pri izdelavi obdelovancev (strojna obdelava, plin rezanje itd.).) ter tehnologijo montaže in varjenja (potreba po vrzelih, njihovih dovoljenih spremembah ali dovoljenem presežku robov itd.).
Varilne naprave bi morali omogočiti prost pretok posameznih konstrukcijskih elementov zaradi segrevanja in naknadnega ohlajanja varilnega območja ter po potrebi zmanjšati ali, če je mogoče, odpraviti deformacije, ki nastanejo v varjenem izdelku in v sami napravi zaradi temperaturnih učinkov. Pri varjenju velikih konstrukcij z nizko togostjo (okvir, rešetka, pločevina) morajo vpenjala zagotoviti pritrditev posameznih zvarjenih robov in ne celotnega izdelka kot celote. Pri načrtovanju naprave je treba zagotoviti dostop do točk varjenja in lepljenja, hiter odvod toplote iz mest intenzivnega segrevanja, montažo enote z minimalnim številom namestitev, prost dostop za preverjanje dimenzij izdelka in brezplačno odstranitev sestavljenega ali varjenega izdelka.
Tehnološke naprave lahko specializirana (za varjenje določene vrste izdelka) ali univerzalna. Kot primer, sl. 8-58 prikazuje namensko stojalo za montažo in varjenje okvirne konstrukcije. Univerzalna napeljava za podobne namene (slika 8-59) vsebuje vrsto plošč z režami. Odvisno od konfiguracije varjenega izdelka so na ploščo pritrjene naprave za utemeljevanje delov, ki jih je treba variti (spone itd.), In za stiskanje delov na osnovne površine (sponke, vezi, distančniki itd.).
V nekaterih primerih lahko težo varjenih delov uporabite za vpenjanje.
Riž. 8-58. Specializirano stojalo s trajnimi sponkami za varjenje okvirnih konstrukcij
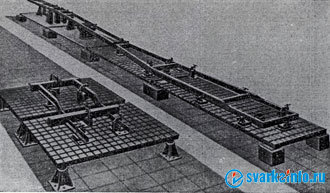
Riž. 8-59. Univerzalna montažna in varilna stojala iz normaliziranih elementov
Zadrževalniki... To so elementi, ki določajo položaj obdelovanca, ki ga je treba variti glede na celotno napeljavo. Sponke (slika 8-60) vključujejo žepe (a), zapore: stalne (b), odstranljive (c) in zložljive (d); zatiči in zatiči: stalni (d), odstranljivi (e); prizme; toge in nastavljive (g) ter šablone (h).

Riž. 8-60. Zadrževalniki
Odstranljive zapore Uporabljajo se v napravah, ki jih je mogoče prilagoditi glede na vrsto delov, ali pri varjenju delov, ki jih zaradi zastojev ni mogoče odstraniti. Zaporniki praviloma služijo tudi kot podporne podlage, v nekaterih primerih pa kot predloge za varjenje parjenih delov. Zatiči ali zatiči omogočajo natančnejše pozicioniranje delov in se uporabljajo, kadar so v delih obdelane površine. Nastavljive in toge prizme se uporabljajo za varjenje cevi, profilov itd.
Predloge so namenjeni za pritrditev delov, nameščenih med montažo, na druge dele v tej enoti ali na nekatere nosilne konture izdelka. V tem primeru je sam izdelek podporni element naprave.
Sponke... To so elementi naprav, ki zagotavljajo vpenjanje delov na spone ali druge nosilne površine naprav. Obstajajo mehanske, pnevmatske, magnetne in hidravlične objemke.
Mehanske sponke so najpreprostejši in zato najpogostejši (slika 8-61, a-e). Klinaste sponke (slika 8-61, c, d) služijo za stiskanje enega elementa, ki ga je treba sestaviti, za poravnavo robov itd. Podobno delujejo ekscentrične samozavorne sponke. Najbolj univerzalne vijačne sponke (slika 8-61, a, b). Uporabljajo pa se predvsem v ročnih orodjih. To je posledica dejstva, da vijaki delujejo proti omejevalniku in da ne delujejo hitro. Povečanje koraka vijaka lahko uniči njegove lastnosti samozaviranja in zahteva velike sile za vpenjanje dela. Vzmetne sponke se uporabljajo predvsem za vpenjanje majhnih, tankih delov.

Riž. 8-61. Sponke
Poleg navedenega se uporabljajo kombinirane naprave (vijak s klinom, vijak z vzmetjo itd.). Ročne sponke so ročice 1. in 2. vrste ali njune kombinacije in se uporabljajo kot ojačevalniki vpenjalnih pogonov. Primer take objemke je prikazan na sl. 8-62. Na osi 2 stojala 1 sta pogonska ročica 3 in vmesni člen 4, ki delujeta na pogonsko ročico 5. Obdelovanec je vpet z omejevalnikom 6.

Riž. 8-62. Objemka za ročico
Pnevmatske objemke v primerjavi z mehanskimi imajo številne pomembne prednosti, vključno s hitrostjo, zmožnostjo krmiljenja številnih sponk z enega mesta, zmožnostjo dovajanja stisnjenega zraka v objemke, ki zasedajo drugačen položaj v vesolju (skozi opornik naprave ali vzdolž gibljivih cevi) itd. Pnevmatska objemka ima določeno elastičnost, ki kompenzira deformacijo varjenih delov.
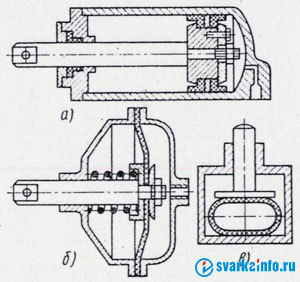
Riž. 8-63. Pnevmatske objemke
Pnevmatski cilindri, pnevmatske komore in pnevmatske cevi lahko služijo kot delovni del objemke. Pnevmatski cilindri (slika 8-63, a) so lahko enosmerni ali dvosmerni. Palica valja lahko deluje neposredno na vpenjalni del ali skozi ročico. Slabosti pnevmatskih jeklenk vključujejo obrabo tesnil in prostornino.
V primerih, ko je hod palice majhen, imajo prednost pnevmatske komore (slika 8-63, b), opremljene z gumijasto membrano na osnovi tkanine namesto bata, stisnjene med pokrovom in ohišjem komore. V varilnih napravah se pogosto uporablja cevna objemka (slika 8-63, c). Ko se v cev dovaja zrak, ta deluje na nosilne površine objemke ročice. Pnevmatske objemke se uporabljajo predvsem v množični in obsežni proizvodnji ter v visoko mehaniziranih napravah.
Magnetne sponke odlikujejo jih hitrost, preprostost in okretnost. Uporabljajo se za izravnavo robov (slika 8-64, b) in jih pritisnejo na blazino iz pretoka (slika 8-64, b). Najpogostejši so elektromagneti, čeprav so se v zadnjem času uporabljali tudi stalni magneti.
Hidravlične objemke se v varilnih napravah uporablja zelo redko. Domnevno se obetajo zadrževanja na osnovi hidroplastike - viskozne mešanice z dovolj visoko fluidnostjo. Za razliko od hidravličnih objemk, sponke s hidravlično plastiko ne zahtevajo zapletenih in dragih tesnil, kar zagotavlja enakomerno porazdelitev sile pritiska med bati. Omogočajo tlak do 500 kgf / cm 2.

Riž. 8-64. Elektromagnetne sponke:
a - splošni pogled na magnet;
1 - ohišje magneta;
2 - jedro;
3 - dno;
4 - navijanje;
5 - stikalo;
b -d - sheme uporabe;
6 - nosilec;
7 - elektromagnetno stojalo;
8 - poudarek;
9 - vijačna objemka
Naprave za zategovanje in distančnike (vezi, distančniki in vtičnice). Namenjeni so zategovanju pri sestavljanju dveh ali več delov ali sklopov, za poravnavo robov in vdolbin, za odpenjanje jeklenk (slika 8-65).
Montažne in varilne napeljave so lahko univerzalne ali specializirane. Na sl. 8-59 prikazuje univerzalno napeljavo za varjenje obsežnih in zapletenih prostorskih struktur.

Slika 8-65. Naprave za zategovanje (a) in distančnike (b):
1 - glavni vzvod;
2 - nosilec;
3 - matica;
4 - zatezni vijak;
5 - ročica;
6 - vpenjalni vijak;
7 - distančni vijak;
8 - osnova;
9 - potisni ležaj
Za montažo in varjenje ravnih plošč se uporabljajo konstrukcije elektromagnetna stojala, ki so ravna ali ukrivljena postelja z vgrajenimi elektromagneti, med katerimi je fluks bakrena ali fluksna blazina s pnevmatsko objemko. Elektromagneti, ki se nahajajo vzdolž šiva, tesno pritegnejo robove spojenih listov na montažno stojalo in zaznajo reakcijo zaradi pritiska blazine iz toka. Lega magnetov in blazinic iz pretoka je določena z rezanjem listov in njihovim številom v prerezu.
Na sl. 8-66 prikazuje vtikač z vijačnimi sponkami, ki se uporablja za sestavljanje elementov I-profila, visokih 400-1800 mm. Varjenje elementov v tem vbodu se izvaja z varilnim traktorjem z nagnjenimi elektrodami.
![]()
Riž. 8-66. Sestava za varjenje žarka
Vsak varilec ve, da se je za kakovostno delo nanj treba ustrezno pripraviti. Različne varilne naprave bodo pomagale pravilno namestiti in zavarovati celotno konstrukcijo in posamezne dele. Od tega je neposredno odvisna končna kakovost vašega dela. Vendar ni vedno mogoče vzeti že pripravljenih naprav ali pa je zdaj lažje narediti ali popraviti sami, kot pa kam pogledati.
- Namestitev;
- Pritrditev.
Nastavitvena naprava je namenjena namestitvi delov v popolnoma enak položaj, v katerem bodo pri končnem delu. Glede na njihove funkcije in zasnovo so razdeljeni na zapore, kvadrate, prizme, šablone.
Pritrdilne naprave so zasnovane tako, da pritrdijo dele v želenem položaju, pri katerem niso dovoljeni nenamerni premiki ali deformacije. Takšne naprave vključujejo sponke, sponke, sponke, vezi in distančnike.
Naredi sam
Nekatera orodja, ki jih je delovodja uporabljal med varjenjem, se dovolj pogosto zlomijo ali imajo napačno delovanje. Da, večino stvari je mogoče kupiti v trgovini, včasih pa je lažje, če to storite sami in natančno tisto, kar potrebujete.
Držala za elektrode
Za izdelavo domačega nosilca elektrod morate vzeti tri kose žice, vsak po deset centimetrov, premera osem milimetrov. Dva od njih upognite na stran (videti bo kot vilica), tako da so deli žice usmerjeni v nasprotnih smereh (levo in desno). Preostala žica mora biti med njimi, upognjena proti vrhu s strani povezave s kovinsko palico, do približno 0,5 njene dolžine. Najprej se stranski deli zasežejo z varjenjem, po nanosu osrednjega dela je nato vse končno varjeno. Morda boste morali žici dodati dodatno navijanje, da se ne pregreje.
Sponke
Objemka je pritrdilna naprava. Potreba po izdelavi sami je lahko posledica nezadostne moči tistih modelov, ki se prodajajo v trgovinah. Na primer, pri varjenju trdega lesa ali drugih kovinskih stvari so potrebne dovolj močne objemke. Modeli trgovin morda ne prenesejo zahtevane obremenitve.
Za izdelavo boste potrebovali:
- Jeklena pločevina debeline 10 milimetrov;
- Tri oreščke;
- Podložke velikega premera;
- Cev z zunanjim navojem do velikosti matic.
Proizvodni proces:
- Iz jeklene pločevine izrežite trak s stranicami 50 cm in 4 cm;
- Na dnu izrežite trak za statično držanje dolžine 25 cm;
- Odrežite 10 cm dolgo drsno palico;
- Za pritrditev premičnega dela izrežite dva pravokotnika po 5 cm;
- Izrežite del za podporo na statičnem delu objemke (1);
- Pripravite pomožni del na dno objemke. Med seboj morajo tvoriti črko G;
- Na kratkem robu varite del (1) ravno;
- Zvarite tri matice skupaj;
- Varilne podložke med seboj;
- Privijte matice z robom glede na premični del, tako da privijačena palica poteka vzporedno z dnom same sponke;
- Po potrebi lahko na palico pritrdite ročaj, ki ga pritrdite z matico na vrhu;
- Varite dele vzdolž zunanjega roba;
- Prilepite med dele sponke;
- Varite vzdolž notranjega roba delov s pritrditvijo palice;
- Varilne podložke na robu palice.
Za montažo lahko uporabite palico iz objemke v trgovini, če je na voljo.
Kotna objemka, tako kot običajna, pritrdi dele za njihovo poznejše varjenje. Vendar pa ni nujno, da so deli izdelka ravni. Včasih pod kotom. Za takšne trenutke v arzenalu varilca bi morala biti kotna spona. Prodajajo se v trgovinah, vendar imajo enake pomanjkljivosti. Orodje za varjenje pod pravim kotom lahko preprosto izdelate sami. Nabor materialov je enak kot pri običajnih sponah, plus matice in čepi.

Varjenje elektrod brez potrošnega materiala
Aparat za povezovanje kovinskih žic, zvijanje ali izdelavo termoelementov je precej pogosto izdelan neodvisno z lastnimi rokami. Vendar je treba upoštevati, da je cena končnega izdelka, kupljenega v trgovini, nižja od skupne vsote vseh sestavnih delov, če so kupljeni. Praviloma je dele mogoče najti med razstavljanjem in morda jih je mogoče dobiti z razstavljanjem stare opreme.
Za izdelavo naprave boste potrebovali en transformator za 20-50 V, štiri povezovalne žice (dve za povezavo, za priključitev elektrode in priključitev na omrežje). Elektroda je lahko grafitna, kar je enostavno pridobiti z odstranitvijo palice s svinčnika. Vse, kar lahko temu prilagodite, je primerno za vlogo nosilca.
Sestavljanje takšnih naprav poteka po standardni shemi, ki jo je mogoče zlahka najti v številnih virih in je na splošno sestavljena iz pravilne povezave žic in pakiranja vsega v ohišje.
Utemeljitev
Variante domačih varilnih naprav lahko in imajo praktično uporabo pri resničnem delu. Ne pozabite pa, da je priporočljivo izdelati pritrdilne mehanizme za samosestavljanje ali druge naprave. Jasno morate razumeti, kaj želite doseči: povečano trdnost, večjo togost pritrditve ali pa možnost narediti čim bolj priročno.
Varilni nastavek vam omogoča, da hitro opravite kakovostno delo. In bolj priročno, ko naredite ali izberete orodje, hitreje boste dosegli zahtevano kakovost dela.
Odvisno od vrste sestavljene konstrukcije mora varilec nenehno spremljati velikost nosilca. To vključuje: skladnost z enakostjo diagonal, razdaljo med osmi (stebri), vzdolžno in prečno ravnino, vogale posameznih elementov, ki niso vključeni v glavni obod. Če zamudite katerega od navedenih kazalnikov, se bo zasnova izkazala za pomanjkljivo in izdelek bo treba prenoviti. Za hitro izvedbo monotonega dela so bile ustvarjene praktične varilne naprave, ki zagotavljajo pritrditev konstrukcije v želenem položaju ob upoštevanju prednastavljenih dimenzij. To optimizira celoten proces in omogoča izdelavo kakovostnejših izdelkov v krajšem času.
Vodniki so montažni in varilni elementi, ki se uporabljajo pri izdelavi grelnikov brisač, zapletenih vzorcev kovanega železa in okvirjev vrat iz industrijskih sefov.
Kovinska konstrukcija ima na straneh dva stožčasta nosilca, med katerimi je pritrjena vrtljiva ravnina. Slednji ima nastavljive vzdolžne nosilce, s številnimi vijačnimi sponkami. Zahvaljujoč številnim luknjam v nosilcih je mogoče objemke namestiti po celotni dolžini, odvisno od velikosti izdelka. Zahvaljujoč ločitvi ali zmanjšanju samih nosilcev se prilagodi širina sestavljene konstrukcije.

Zahvaljujoč varilnim vodnikom se razdalja med stranicami izdelka, njegove vzdolžne in prečne ravnine takoj nastavi in vzdržuje. Varilec preveri samo diagonalo in lahko začnete z delom. Naprava se vrti, zato je enostaven dostop do varjenja zunanjih in notranjih šivov. Za pritrditev nagiba med vrtenjem se uporablja krog s številnimi luknjami na eni strani ravnine. Vanj je vstavljen poudarek. Bolj zapleteni mehanizmi vključujejo elektromotor in menjalnik.
Drsni mehanizmi prevodnika omogočajo uporabo kot univerzalno orodje za varjenje velikih in majhnih predmetov. Pri delu z nerjavno jeklo Za preprečitev prask zaradi vijačnih sponk so slednje opremljene z nalepkami iz filca na "ustnicah", masa pa se oddaja neposredno na izdelek. Takšno prevodno napravo lahko sami sestavite iz profilne cevi. Za pritrditev gibljivih delov boste potrebovali ležaje in dolge vijake.
Predloge
Enostavnejše pravokotne napeljave so nameščene v obliki predlog na ravno površino. Natančen kot prihodnjih izdelkov je določen vnaprej. To naredimo tako, da varimo zapore, po dve na vsaki strani vogala. Varjeni element je položen v šablono, izdelani so prijemi in varjenje.
"Napredne" različice šablon imajo zložljive zapore za lažje odstranjevanje zvarjene konstrukcije. Da preprečite, da bi izdelek izpostavil visokim temperaturam varilni lok, namesto omejevalnikov na eni strani se dodajo vijačne sponke, ki trdno pritrdijo stranice v šabloni in jim ne dovolijo dviga. Po koncu varjenja se vijaki odvijejo in konstrukcija se lahko prosto odstrani. Tako lahko pod kotom varite cevi, vogale z različno širino police. Primeren je pri izdelavi okvirjev za vrata in vrata.
Centralizatorji
Montažnih varilnih ni veliko. Glavna značilnost dela s takšnimi deli je zagotoviti poravnavo stranic. Če je razlika večja od 1,5 mm, bo to opazno s prostim očesom. Na kritičnih izdelkih, pri katerih je pomemben estetski videz, je to nesprejemljivo.

Centralizatorji združijo stranice med seboj, tako da jih poravnajo predvsem vzdolž zgornjega in spodnjega dela ali po celotnem obodu. So vijačni, katerih obseg doseže vse strani cevi in vpenjalni - s polkrožnimi nogami. Oprema centrira cev in poteka varjenje. Po tem se prilagoditev odstrani.
Magnetni izumi
Z njimi je zelo enostavno namestiti stranice izdelka v želeni položaj. Najenostavnejši je magnetni kvadrat. Zaradi sile privlačnosti togo pritrdi dva dela izdelka in med njima nastavi kot 90 stopinj. Obstaja več univerzalnih različic naprave, kjer so nastavljene različne stopnje. Tako lahko stranice varite pod ostrimi in tupimi koti.

Še bolj vsestranski izumi z magnetnimi frekvencami vam omogočajo, da primete kovinski element in ga pritrdite na obe strani površine. To je zelo koristno, če ni dovolj tretje roke in ni nikogar, ki bi pomagal. Domači varilni aparat s podobno funkcionalnostjo je lahko izdelan iz dveh kovinskih kvadratov 30 x 30 mm, na katera je pritrjen en magnet. Na kvadratke so privarjena "ušesa", na katera se lahko prek vijačne povezave pritrdi dva ali več "komolcev" (kovinski trakovi z debelino stene 3 mm in dimenzijami 100 x 20 mm). Takšen izum se lahko po želji upogne in vzreja. Na eni strani se bo držal glavnega izdelka, na drugi pa bo oprijemal in držal varjeni element.
Vpenjalne in drsne naprave
Med varilnimi napravami je veliko majhnih pomočnikov, ki zagotavljajo pritrjevanje, mešanje ali širjenje delov za varjenje. Tu so glavni.
Objemka
To je okvir v obliki črke C, na katerem je na enem koncu "ustnica" za prijemanje izdelka, na drugem koncu pa premični omejevalnik. S to napravo se listi pritisnejo na podlago in opazujejo splošno ravnino izdelka. Zaustavitev se premika na vijaku ali na odmičnem mehanizmu vzdolž zobate letve. Slednja možnost je bolj praktična, saj prihrani čas pri drsenju za različne debeline konstrukcije. Grlo (velikost okvirja v obliki črke C) je lahko majhno ali veliko, odvisno od dimenzij materialov, ki jih je treba variti.
Gon
Najlažji element, ki vam pomaga nastaviti 90 stopinj med oblikovane cevi je kvadrat. Če se redno izvajajo manipulacije, ki zahtevajo hitro namestitev za 90 stopinj in fiksiranje položaja, potem lahko naredite preprosto konstrukcijo za varjenje z lastnimi rokami. Potrebovali boste dve sponki, pritrjeni "ustnici", ki sta od spodaj zvarjeni na kovinski trak. Na vrhu traku sta pritrjena dva majhna vogala. S pomočjo kvadrata nastavimo želeno stopnjo in jih opečemo. To so postanki. Za ohranitev dostopa do vogalov ni treba približati zvarni zvar o prihodnjih izdelkih.
Distančniki
Za stiskanje povešenih strani konstrukcije se uporabljajo razširitvene naprave. To so lahko robovi stranskih listov, ki se razhajajo v ravnini, ali potopljena stran spoja velike kapacitete. Za poravnavo robov v eno ravnino se uporablja valj, znotraj katerega se razreže groba nit. V njegove robove so priviti veliki vijaki, na pokrovčke pa pritrjeni zaporniki, ki se prilegajo notranjosti izdelka (če ima rezervoar gladke stene, so zaporniki ravni, če so stene rezervoarja okrogle, so zapori zaobljeni). ). Cilinder ima več lukenj za pritrditev in vrtenje ročice. V tem primeru se vijaki odvijejo in skupna dolžina naprave se poveča. To potisne povešeno stran navzven na zahtevano raven. Če dolžina distančnika ni zadostna, se pod enega od omejevalnikov postavi lesen vložek.
Sponke
Včasih morate delati zelo hitro in ni časa, da izdelek pritisnete s sponkami. Če je debelina varjenih delov majhna, lahko uporabite objemke. To so majhni kremplji z vzmetjo, ki privlači obe polovici. "Ustnice" takšnih naprav so lahko široke ali ukrivljene, za določene izdelke. Imajo majhen razpon za nastavitev delovne širine, vendar so za razliko od sponk nastavljeni v eni sekundi.
Estrihi
Kadar je za pripravo peči brez velike vrzeli potrebno položiti stranice vzdolž spojne črte, se uporabijo estrihi. Pri ploščatih izdelkih sta lahko dva vogala z luknjami, ki se sklopita drug proti drugemu in stranice povezujeta z dolgim vijakom in privijevata matico. Naprava bo v celoti spoznala svoj učinek zategovanja, če ima vijak dolg navoj (pod glavo). Če ima konstrukcija stranice, na katere se lahko pritrdite, se namesto varjenja vogalov uporabljajo kljuke z luknjami na vrhu.
Z različnimi dodatki je postopek varjenja veliko lažji in hitrejši. Če sami izdelate te elemente, lahko prihranite določeno količino.
Vse varilne naprave so razdeljene v dve skupini: pritrditev in nastavitev. Obstajajo tudi univerzalne naprave, ki opravljajo obe funkciji.
Montažni elementi
Namestitvene naprave vključujejo naprave, katerih namen je pritrditi dele na določenem mestu, tako kot bi moralo biti videti na koncu varjenja.
Namestitveni elementi se med seboj razlikujejo po zasnovi in funkcionalnih značilnostih. Tej vključujejo:
- kvadrat;
- vzorec;
- poudarek;
- prizma.
Predloga je orodje, ki pomaga sestaviti povezane elemente brez dodatnih oznak in jih pritrditi brez sponk.
Zapora je zasnovana tako, da pritrdi dele, ki jih je treba variti, na podlago. Obstaja več vrst naprav: zložljive, odstranljive, trajno omejene. Stalni deli so najpogosteje palice ali plošče. Če je treba začasno ustaviti, se v tem primeru uporabljajo odstranljive ali zložljive konstrukcije.
Kvadrat je nepogrešljiva naprava, ko je potrebno namestiti dele pod kotom. Najbolj funkcionalne so rotacijske naprave.
Varjenje valjastih elementov je redko popolno brez prizme, ki pritrdi dele v želenem položaju.
Pritrdilni deli
Pritrdilne naprave so naprave, ki služijo za zanesljivo pritrditev delov, kar odpravlja premike, deformacije in hlajenje elementov med varjenjem. Tej vključujejo:
- objemka;
- objemka;
- objemka;
- distančnik;
- estrih.
Hitro sprostljiva objemka je eden najpogostejših pritrdilnih elementov pri delu s kovino. Del ima različne oblike in dimenzije. Velikost objemke je lahko nastavljiva ali fiksna.
S pomočjo varilne spone se del enostavno in varno pritrdi v določenem položaju. Prednost je preprostost postopka: elementi so pritrjeni z ročaji, s katerimi je objemka opremljena.
Obstaja več vrst vpenjalnih naprav: vzvodna, ekscentrična, klinasta, vzmetna, vijačna objemka. Najnovejši model je najbolj zahteven pri izvajanju varilnih del.
Kravata se uporablja za povezovanje in pritrjevanje izdelkov velikih velikosti. Obstaja več načinov pritrditve z estrihom.
Distančnik služi za poravnavo vseh spojev, jim da zahtevano obliko in odpravi napake.
Najbolj primerne za varilna dela so univerzalne naprave, ki imajo namestitvene in pritrdilne funkcije. Načelo delovanja takšnih naprav je preprosto in preprosto: želeni del se vstavi v izdelek, nato pa se ekscentri in vijaki tesno privijejo.
Glavna pomanjkljivost pomožnih naprav je dejstvo, da se hitro obrabijo in pogosto zlomijo. Če želite zmanjšati stroške, povezane z nakupom naprav, lahko poskusite sami narediti varilne napeljave. Poleg tega to ni težko narediti.
Izdelava sponk
Objemka, pritrdilna naprava, ki se uporablja pri varjenju, se uporablja tudi pri ključavničarstvu, tesarstvu, struženju. To zahteva drugačno trdnost pritrdilnih elementov. Na primer za povezavo kovinske cevi potrebujete objemke, ki prenesejo velike obremenitve. Naprave, kupljene v trgovini, niso dovolj zanesljive, zato varilci pogosto uporabljajo domače varilne naprave.
Vpenjanje ni težko, potrebovali boste:
- jeklena pločevina, katere debelina je približno 10 mm;
- oreh - 3 kos.;
- podložka z velikim premerom - 4-5 kosov;
- cev, opremljena z zunanjim navojem, ki ustreza velikosti matic.
Med izdelavo naprave se je treba držati določenega algoritma. Shema vpenjanja bo močno olajšala njeno montažo:
Trakovi so izrezani iz jeklene pločevine, katere širina je 40 mm, dolžina pa ima različne pomene:
- dolžina 500 mm za podlago;
- dolžina 250 mm za statično držanje na dnu konstrukcije;
- dolžine 100 mm, da ustvarite drsno palico.
Nato izrežite dva pravokotnika 50 mm (A), ki služita za pritrditev premičnega elementa, in del (B), ki daje poudarek v statičnem delu izdelka. Nato je treba na podlago objemke privariti pomožno napravo, ki je prejela L-obliko. Na kratek rob pritrdite del B. Tri matice so zvarjene skupaj. Podložke so tudi varjene skupaj.
Nato položite matice z robom do premičnega elementa in zvarite tako, da bo palica, ki bo privita, vzporedna z glavnim delom objemke. Palico lahko vzamete iz predhodno kupljene napeljave. Po potrebi se mu dodajo leseni ročaji, pritrjeni z matico.
Zvar je izveden vzdolž zunanjega roba sestavnih delov A, med katerimi je vstavljen vpenjalni trak. Nadalje je na notranje robove delov A pritrjen premični element in izvedeno je varjenje. Na koncu so ploske podložke privarjene na rob kovinske palice.
Nastali izdelek vam bo omogočil, da ohranite dovolj veliko strukturo kovinskih cevi brez striženja, pretrganja in nagiba.
Varjenje pod kotom 90 °
Shema namestitve magneta: 
Varilni magneti, ki držijo cevi, ki jih je treba spojiti pod kotom 90 °, so namenjeni olajšanju varilnih del. Toda kako narediti čist šiv, če take naprave ni pri roki? Za to morate vzeti:
- kvadratna pločevina s stranico 20-25 cm;
- odsek cevi s kvadratnim prerezom;
- majhni vijaki z maticami - 3 kosi;
- vijak s premerom 4 cm, matica do njega - 3,5 cm;
- jeklen premer valja približno 5 mm;
- varilni stroj, vrtalnik, vrtalnik.
Dva kosa cevi dolžine 20 cm in 15 cm sta zvarjena na kovinski kvadrat (v vogalih, na nasprotnih straneh). Nato morate iz teh cevi narediti nekaj pomožnih elementov: P - v obliki, iz segmentov 10 cm dolga; in enakokraki trapez (osnova 11,5 in 5,4 cm).
Vse izračune je treba izvesti z največjo natančnostjo.
Objemke s trajnimi magneti so sestavljene glede na zaporedje povezovanja elementov. Popolnoma izpolnjujejo funkcije varjenih magnetov, ki so precej dragi izdelki za domačo uporabo.
Samostojno izdelano držalo za elektrodo je dokaj pogost izdelek, ki ima veliko oblik in velikosti, odvisno od vrste dela: varjenje prevelikih cevi ali spajkanje zvitih žic.
Enostavno držalo za elektrodo iz d¾ ”cevi: 
Strokovnjaki priporočajo, da za izdelavo trpežnega in zanesljivega držala za varjenje cevi vnaprej narišete diagram, ki upošteva vse značilnosti izdelka. Pri opremi lahko prihranite denar tako, da se obrnete na šolsko delavnico, ki je običajno opremljena s stroji za navoje in vrtanje. Za gospodinjsko varilno napravo je priporočljivo narediti stojalo, v katerem bodo shranjeni majhni predmeti, potrebni za varilna dela.

