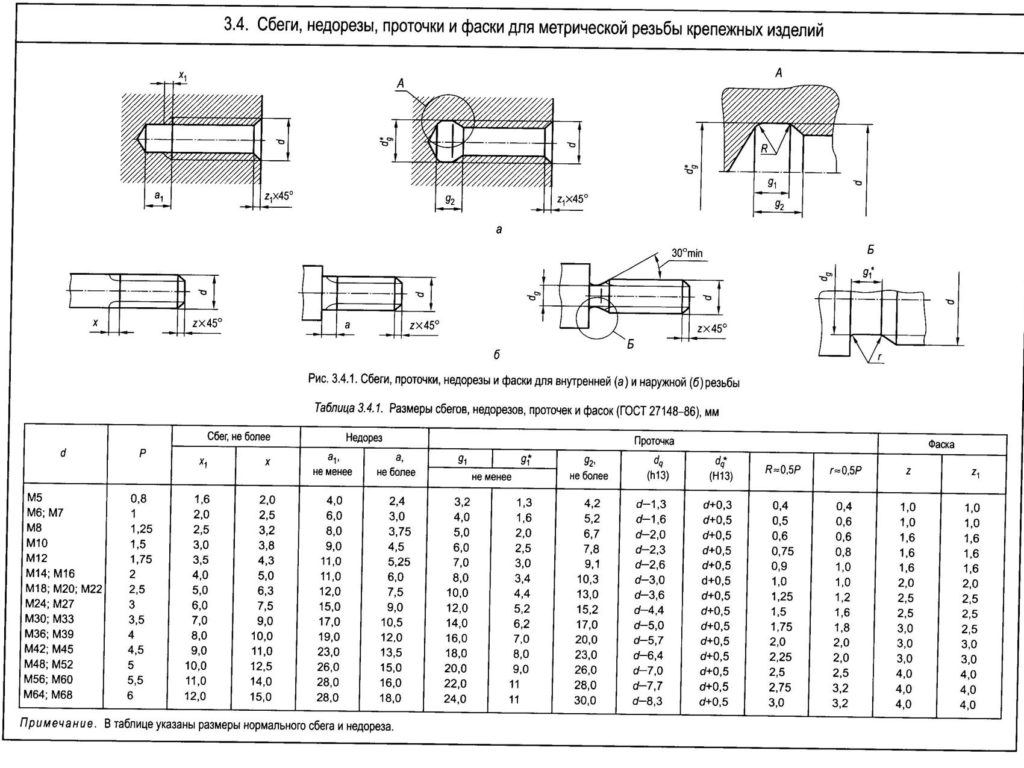
സങ്കീർണ്ണമായ ഗണിതശാസ്ത്ര കണക്കുകൂട്ടലുകൾ നടത്താതെ ഉയർന്ന നിലവാരമുള്ള കട്ടിംഗ് നടത്താൻ മെട്രിക് ത്രെഡിന്റെ അളവുകളും മൂല്യങ്ങളുടെ പട്ടികയും നിങ്ങളെ അനുവദിക്കുന്നു. ദ്വാരങ്ങളുടെ വ്യാസം, പ്രയോഗിച്ച പിച്ച്, ഇസെഡ് മുതലായവയെക്കുറിച്ച് ആവശ്യമായ വിവരങ്ങൾ പട്ടിക നൽകുന്നു. എല്ലാ പാരാമീറ്ററുകളും സ്റ്റാൻഡേർഡ് ചെയ്തിരിക്കുന്നു, ഇത് നിങ്ങളുടെ സ്വന്തം കൈകളാൽ ഉയർന്ന നിലവാരമുള്ളതും വിശ്വസനീയവുമായ ത്രെഡ് കണക്ഷൻ നേടാൻ നിങ്ങളെ അനുവദിക്കുന്നു.

ഫോട്ടോ മെട്രിക് ത്രെഡ് പട്ടിക
- ഫാസ്റ്റനറുകളിൽ ഭൂരിഭാഗവും നമ്മുടെ രാജ്യത്തെ മെട്രിക് ത്രെഡുകളെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്;
- മെട്രിക് ത്രെഡിന്റെ ത്രികോണ പ്രൊഫൈലിന്റെ കോൺ 60 ഡിഗ്രിയാണ്;
- എല്ലാ വലുപ്പങ്ങളും മില്ലിമീറ്ററിൽ സൂചിപ്പിച്ചിരിക്കുന്നു;
- വലുതും ചെറുതുമായ ഘട്ടങ്ങളുള്ള ഉൽപ്പന്നങ്ങളായി മെട്രിക് കട്ടിംഗ് തിരിച്ചിരിക്കുന്നു;
- 1-68 മില്ലീമീറ്റർ വ്യാസത്തിന് ഒരു വലിയ പിച്ച് പ്രസക്തമാണ്, ഒരു ചെറിയ പിച്ച് - 1-600 മില്ലീമീറ്റർ വ്യാസത്തിന്;
- ഷോക്ക് ലോഡുകൾക്ക് വിധേയമാകുന്ന സന്ധികളിൽ വലിയ തോതിലുള്ള കട്ടിംഗ് ഉപയോഗിക്കുന്നു;
- നേർത്ത മതിലുള്ള ഭാഗങ്ങൾക്കും സന്ധികൾക്ക് ഇറുകിയതാക്കുന്നതിനും ഫൈൻ-ത്രെഡിംഗ് പ്രസക്തമാണ്;
- ചെറിയ ത്രെഡ് കട്ടിംഗ് ഇൻസ്റ്റാളേഷനിലും ക്രമീകരണ ഫാസ്റ്റനറുകളിലും വ്യാപകമായി. ഉയർന്ന കൃത്യതയോടെ പാരാമീറ്ററുകൾ ക്രമീകരിക്കാൻ അവരുടെ സഹായത്തോടെ എളുപ്പമാണ് എന്നതാണ് ഇതിന് കാരണം;
- എല്ലാ ആധുനിക മെഷീനുകളും രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത് മെട്രിക് കട്ട് മാത്രം ഉപയോഗിച്ചാണ്.
സ്വഭാവ സവിശേഷതകളും പദവികളും
പ്രധാന വലുപ്പങ്ങളുടെ പട്ടികയുടെ ഫോട്ടോ
മെട്രിക്, ഇഞ്ച്, പൈപ്പ് കട്ടിംഗ് ഉണ്ട്. അവ ഓരോന്നും നിരവധി മാനദണ്ഡങ്ങൾക്കനുസരിച്ച് തരം തിരിച്ചിരിക്കുന്നു:
- തിരിവുകളുടെ ദിശ ഇടത്തോട്ടും വലത്തോട്ടും;
- പ്രൊഫൈൽ ആകാരം - റ round ണ്ട്, പെർസിസ്റ്റന്റ്, ത്രികോണാകൃതി, മുതലായവ;
- സ്ഥാനം - ബാഹ്യ, ആന്തരിക;
- ഉപരിതലത്തിന്റെയും പ്രവർത്തനത്തിന്റെയും സ്വഭാവം - ഇഞ്ച്, മെട്രിക്, കോണാകൃതി, മുതലായവ;
- സിംഗിൾ എൻ\u200cട്രി, മൾട്ടി എൻ\u200cട്രി എന്നിവയാണ് എൻ\u200cട്രികളുടെ എണ്ണം.
അതേസമയം, ഇഞ്ച്, പൈപ്പ് കട്ടിംഗ് എന്നിവ മെട്രിക് പോലെ സാധാരണമല്ല. ഇക്കാര്യത്തിൽ, ഇഞ്ച്, പൈപ്പ് ത്രെഡുകൾ ഉപേക്ഷിക്കുക, കൂടുതൽ വിശദമായി ഞങ്ങൾ മെട്രിക് പരിഗണിക്കുന്നു.
ത്രെഡിന് രണ്ട് പ്രധാന സ്വഭാവങ്ങളുണ്ട്.
- നാമമാത്ര വ്യാസം അവയെ നൊട്ടേഷനിൽ ഉപയോഗിക്കുന്ന പരമ്പരാഗത അളവുകൾ എന്ന് വിളിക്കുന്നു. നാമമാത്ര വ്യാസം നട്ട്, ബോൾട്ട് എന്നിവയുടെ പുറം വ്യാസത്തിന് തുല്യമാണ്, അവ പരസ്പരം തുല്യമാണ്.
- ത്രെഡ് പിച്ച്. ത്രെഡ് പിച്ചിന്റെ അളവുകൾ ഒരേ തലം സ്ഥിതിചെയ്യുന്ന ഏറ്റവും അടുത്തുള്ള പ്രൊഫൈലുകളുടെ രണ്ട് സമാന പോയിന്റുകൾ തമ്മിലുള്ള ദൂരത്തിന് തുല്യമാണ്. നിർവചനം വളരെ സങ്കീർണ്ണമാണ്, പക്ഷേ പ്രായോഗികമായി, ഈ വലുപ്പങ്ങൾ കണ്ടെത്തുന്നത് വളരെ ലളിതമാണ്. അളവുകൾ നിർണ്ണയിക്കാൻ, ഉയർന്ന സാന്ദ്രതയുള്ള പേപ്പറിന്റെ ഷീറ്റിൽ അതിന്റെ ബോളിൽ ഒരു ബോൾട്ട് ഉരുട്ടി, അടുത്തുള്ള ആവേശങ്ങൾക്കിടയിൽ എന്ത് ഘട്ടമാണുള്ളതെന്ന് അളക്കേണ്ടതുണ്ട്. ഇതൊരു ഘട്ടമാണ്. ഈ രീതിയിൽ അത്തരം അളവുകൾ നിർണ്ണയിക്കുന്നത് ഉയർന്ന കൃത്യതയുള്ള രീതിയല്ല. എന്നാൽ അളവുകൾ ശരിയായി കണക്കാക്കുന്നുവെന്ന് ഉറപ്പാക്കാൻ, ഒരു പ്രത്യേക പട്ടികയുണ്ട്. നിങ്ങളുടെ കണക്കുകൂട്ടലുകൾ പരിശോധിക്കുന്നതിനോ അളവുകളോ ഗണിതശാസ്ത്ര കണക്കുകൂട്ടലുകളോ ആശ്രയിക്കാതെ ആവശ്യമായ പാരാമീറ്ററുകൾ നിർണ്ണയിക്കാൻ ഈ പട്ടിക നിങ്ങളെ അനുവദിക്കുന്നു.
ഇഞ്ച്, പൈപ്പ്, ഞങ്ങളുടെ മെട്രിക് കട്ട് എന്നിവയ്ക്ക് വലുപ്പങ്ങളുടെയും മറ്റ് പാരാമീറ്ററുകളുടെയും ചില പദവികളുണ്ട്. അതിനാൽ പട്ടിക അനാവശ്യമായ ധാരാളം ചോദ്യങ്ങൾക്ക് കാരണമാകാതിരിക്കാൻ, അതിൽ അവതരിപ്പിച്ചിരിക്കുന്ന നൊട്ടേഷന്റെ എല്ലാ സൂക്ഷ്മതകളെക്കുറിച്ചും സംസാരിക്കാൻ ഞങ്ങൾ ശ്രമിക്കും.
ത്രെഡുകൾ സൂചിപ്പിക്കാൻ അക്ഷരങ്ങളും അക്കങ്ങളും ഉപയോഗിക്കുന്നു. ഉദാഹരണമായി, M40 ത്രെഡ്. ഇവിടെ:
- M എന്ന അക്ഷരത്തിന്റെ അർത്ഥം കട്ട് തരം എന്നാണ്. ഓം മെട്രിക് ആണ്. അവൾ ഒരു ഇഞ്ച് അല്ല, ഒരു പൈപ്പ്. എല്ലാം ഇവിടെ വളരെ വ്യക്തമാണ്;
- 40 നാമമാത്ര വ്യാസമുള്ളവയാണ്. അക്ഷരത്തിന് ശേഷമുള്ള നമ്പർ ത്രെഡിന്റെ സ്വഭാവ സവിശേഷതകളെ സൂചിപ്പിക്കുന്നു. ഞങ്ങളുടെ കാര്യത്തിൽ, ഇത് 40 മില്ലീമീറ്റർ;
- ത്രെഡ് പിച്ച് വലുതാണെങ്കിൽ, ഇത് പദവിയിൽ ദൃശ്യമാകില്ല. GOST അനുസരിച്ച് ഇത് നിർണ്ണയിക്കാനാകും.
പകരമായി, ഒരു ചെറിയ ഘട്ടമുള്ള ഒരു ഉദാഹരണം പരിഗണിക്കുക - M30x2.
- ഇവിടെ സ്ഥിതി വ്യാസത്തിലും സമാനമാണ് - ഈ കണക്ക് 30 ആണ്;
- മെട്രിക് കട്ടിംഗ്, എം അക്ഷരം പറയുന്നതുപോലെ;
- 2 എന്നാൽ പിച്ച് 2 മില്ലിമീറ്ററാണ്.
ഒപ്പം പ്രധാനപ്പെട്ട രണ്ട് പോയിന്റുകളും.
- ഒരു ത്രെഡിന് വ്യത്യസ്ത ഘട്ടങ്ങളുണ്ടാകാം, അത് ഇടത് കൈ അല്ലെങ്കിൽ വലതു കൈ ആകാം.
- വലതുവശത്തെ ത്രെഡ് പദവികളിൽ സൂചിപ്പിച്ചിട്ടില്ല.
- M20 LH പോലുള്ള എന്തെങ്കിലും നിങ്ങൾ കാണുകയാണെങ്കിൽ, ഇത് ത്രെഡിന്റെ ഇടത് ദിശയെ സൂചിപ്പിക്കുന്നു.
- സന്ദർശനങ്ങളുടെ എണ്ണം. ഒരൊറ്റ-ത്രെഡിനായി, അത് എല്ലായ്പ്പോഴും 1 ആയതിനാൽ നമ്പർ സൂചിപ്പിച്ചിട്ടില്ല. ഇത് ഒരു മൾട്ടി-ത്രെഡ് ആണെങ്കിൽ, പദവി ഇതുപോലെയാണ് കാണപ്പെടുന്നത് - M30x3 (P2). ഇവിടെ, പരാൻതീസിസിൽ ത്രെഡ് പിച്ച് സൂചിപ്പിക്കുന്നു, കൂടാതെ 2 എൻ\u200cട്രികളുടെ എണ്ണം.
ടാപ്പ് തിരഞ്ഞെടുക്കൽ
ഭാവിയിലെ ആന്തരിക കട്ടിംഗ് ഉള്ള പ്രധാന പ്രവർത്തന ഉപകരണമാണ് ടാപ്പ് ത്രെഡുചെയ്\u200cത കണക്ഷനുകൾ. കാരണം ഉണ്ടാക്കാൻ പല തരം ഒരു നിശ്ചിത ഘട്ടമുള്ള ത്രെഡുകൾ, ടാസ്\u200cക്കുകൾ പൂർത്തിയാക്കുന്നതിന് നിങ്ങൾ ഒരു ടാപ്പ് ശരിയായി തിരഞ്ഞെടുക്കേണ്ടതുണ്ട്.
- ഒന്നാമതായി, ആസൂത്രിത ത്രെഡിന് അനുയോജ്യമായ ടാപ്പ് തരം മാസ്റ്റർ തിരഞ്ഞെടുക്കണം. ഞങ്ങളുടെ കാര്യത്തിൽ, ഞങ്ങൾ മെട്രിക് കട്ടിംഗിനായുള്ള ടാപ്പുകളെക്കുറിച്ചാണ് സംസാരിക്കുന്നത്;
- അടുത്തതായി, ലക്ഷ്യം നിർണ്ണയിക്കപ്പെടുന്നു - ഘട്ടം, സഹിഷ്ണുത, പ്രൊഫൈൽ ഫോം;
- കൃത്യത ക്ലാസിനെ ആശ്രയിച്ച്, ഒരൊറ്റ ടാപ്പ് ഉപയോഗിച്ച് ചെയ്യാനാകുമോ അതോ നിങ്ങൾക്ക് ഒരു കിറ്റ് ലഭിക്കേണ്ട പ്രവർത്തനം പൂർത്തിയാക്കണോ എന്ന് മാസ്റ്റർ തീരുമാനിക്കുന്നു - ഒരു ഡ്രാഫ്റ്റും അന്തിമ ടാപ്പും;
- കട്ടിംഗ് നടത്തുന്ന മെറ്റീരിയൽ. ത്രെഡ് നിർമ്മിക്കുന്ന പ്രധാന മെറ്റീരിയൽ ലോഹമാണ്. മാത്രമല്ല, ശക്തിയുടെ കാര്യത്തിൽ ഇത് വ്യത്യസ്തമായിരിക്കും, ഇത് ടാപ്പ് സവിശേഷതകളുടെ തിരഞ്ഞെടുപ്പ് നേരിട്ട് നിർണ്ണയിക്കുന്നു;
- പല്ലുകൾ മൂർച്ച കൂട്ടുന്നതിനുള്ള മുൻ കോൺ. ഓരോ തരം ലോഹത്തിനും ഒരു നിശ്ചിത മൂല്യമുണ്ട്. ഇത് ഉരുക്കാണെങ്കിൽ, കോണിൽ 5 മുതൽ 10 ഡിഗ്രി വരെയും ചെമ്പിന് - 0 മുതൽ 5 ഡിഗ്രി വരെയും അലുമിനിയത്തിന്റെ കാര്യത്തിൽ - 25 മുതൽ 30 ഡിഗ്രി വരെയും;
- ടാപ്പുകൾ സാധാരണയിൽ നിന്ന് നിർമ്മിക്കാം, ഉയർന്ന കരുത്ത് ഉരുക്ക് അല്ലെങ്കിൽ സാധാരണ ലോഹത്തിൽ നിന്ന്, പക്ഷേ വർദ്ധിച്ച ശക്തിയുള്ള പട്ടാളക്കാരുമായി. രണ്ടാമത്തെ ഓപ്ഷൻ ടാപ്പുകളുടെ ഉൽ\u200cപാദനച്ചെലവ് കുറയ്ക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നു, പക്ഷേ അവയുടെ ഉയർന്ന വിശ്വാസ്യത നിലനിർത്തുക;
- ഒരു ടാപ്പ് തിരഞ്ഞെടുക്കുന്നതിനുള്ള പ്രധാന കാര്യം ദ്വാരത്തിന്റെ വ്യാസം ആണ്. ആന്തരിക ത്രെഡിന്റെ കട്ടിംഗ് നടത്തുന്നത് അതിൽ തന്നെയാണ്;
- ഈ സാഹചര്യത്തിൽ, ഉപകരണത്തിന്റെ വ്യാസം ദ്വാരത്തിന്റെ വ്യാസത്തേക്കാൾ അല്പം ചെറുതായിരിക്കണം. നിങ്ങൾക്ക് ഒരു മെട്രിക് തരം ത്രെഡ് തരം M20 ആവശ്യമാണെങ്കിൽ, അതായത്, ടാപ്പിന്റെ വ്യാസം 20 മില്ലീമീറ്ററാണ്, അപ്പോൾ ദ്വാരത്തിന്റെ വ്യാസം 19 മില്ലീമീറ്ററായിരിക്കും. ആവശ്യമായ എല്ലാ പാരാമീറ്ററുകളും നിർണ്ണയിക്കുന്നത് ഒരു പ്രത്യേക സ്റ്റാൻഡേർഡ് പട്ടികയാണ്;
- ത്രെഡിന് പ്രത്യേക ആവശ്യകതകൾ ഇല്ലെങ്കിൽ, പട്ടികയിൽ വ്യക്തമാക്കിയ സ്റ്റാൻഡേർഡ് ഘട്ടം പ്രയോഗിക്കുന്നു.
അരിഞ്ഞതിന്റെ സൂക്ഷ്മത
ആവശ്യമായ ത്രെഡിന്റെ വ്യാസങ്ങളും മറ്റ് പാരാമീറ്ററുകളും നിർണ്ണയിക്കുകയും ടാപ്പ് സ്വയം തിരഞ്ഞെടുക്കുകയും ചെയ്യുമ്പോൾ, ഒരു കട്ടിംഗ് പ്രവർത്തനം നടത്തണം.
- കട്ടിംഗ് നടത്തുന്ന വർക്ക്പീസ് ഒരു വർഗീസിൽ ഉറപ്പിച്ചിരിക്കുന്നു.
- ദ്വാരത്തിന്റെ അക്ഷം ഡെസ്ക്ടോപ്പിനെ അപേക്ഷിച്ച് കഴിയുന്നത്ര ലംബമായി സ്ഥാപിക്കണം.
- കോളറിന്റെ സോക്കറ്റിലാണ് ടാപ്പ് ഇൻസ്റ്റാൾ ചെയ്തിരിക്കുന്നത്, ലംബമായ സ്ഥാനത്ത് അത് വർക്ക്പീസിലെ ദ്വാരത്തിന് കീഴിലുള്ള ചേമ്പറിലേക്ക് ആരംഭിക്കുന്നു.
- രണ്ട് കൈകളാൽ, മാസ്റ്റർ മുട്ട് പിടിച്ച്, ഭാഗത്തേക്ക് ടാപ്പ് അമർത്തി ഘടികാരദിശയിൽ കറങ്ങുന്നു.
- ഉപകരണം അല്പം സമ്മർദ്ദത്തോടെ സ ently മ്യമായി, സുഗമമായി, തുല്യമായി തിരിക്കണം.
- രണ്ട് പൂർണ്ണ തിരിവുകൾ നടത്തി, അതിനുശേഷം ഒരു പകുതി തിരിവ് പിന്നിലേക്ക്, എതിർ ഘടികാരദിശയിൽ.
- ത്രെഡ് നിർമ്മിക്കുന്ന പ്രക്രിയയിൽ, ഉപകരണം അനിവാര്യമായും തണുപ്പിക്കുന്നു. ഇത് അലുമിനിയം ആണെങ്കിൽ, മണ്ണെണ്ണ ഉപയോഗിക്കുന്നു, ടർപേന്റൈൻ ചെമ്പിന് തണുപ്പായി പ്രവർത്തിക്കുന്നു, ഉരുക്ക് ഉൽ\u200cപന്നങ്ങൾക്ക് ഒരു എമൽഷനും. കാസ്റ്റ് ഇരുമ്പിനും വെങ്കലത്തിനും തണുപ്പിക്കൽ ആവശ്യമില്ല.
- ഒരു കൂട്ടം ടാപ്പുകളാണ് ആന്തരിക ത്രെഡ് നടത്തുന്നത്.
- ആദ്യം, ഒരു പരുക്കൻ ഉപകരണം ഉപയോഗിക്കുന്നു, തുടർന്ന് മധ്യഭാഗം, ഫിനിഷിംഗ് വർക്ക് പൂർത്തിയാക്കുന്നു. ടാപ്പുകളിലൊന്ന് ഒഴികെ, നിങ്ങൾ കട്ടിംഗ് പ്രക്രിയ വേഗത്തിലാക്കില്ല, പക്ഷേ ത്രെഡ് തന്നെ ഗുണനിലവാരത്തിൽ വളരെ മോശമായി മാറും.
പ്രവർത്തിപ്പിക്കുക മെട്രിക് കട്ട് നിങ്ങൾ ഉചിതമായ ഉപകരണങ്ങൾ ഉപയോഗിക്കുകയും പ്രത്യേക പട്ടികകളുടെ സ്റ്റാൻഡേർഡ് പാരാമീറ്ററുകളെ ആശ്രയിക്കുകയും ചെയ്താൽ ബുദ്ധിമുട്ടുള്ള കാര്യമല്ല.
ത്രെഡുചെയ്\u200cത ദ്വാരങ്ങളുടെ വ്യാസങ്ങളുടെ പട്ടിക
ത്രെഡ് ബാഹ്യ (ബാഹ്യ ത്രെഡ്) ആന്തരിക (ആന്തരിക ത്രെഡ്) സിലിണ്ടർ അല്ലെങ്കിൽ കോണാകൃതിയിലുള്ള ഉപരിതലത്തിൽ നിർമ്മിച്ച നിരന്തരമായ ക്രോസ്-സെക്ഷന്റെ ഒരു ഹെലിക്കൽ ഗ്രോവിനെ പ്രതിനിധീകരിക്കുന്നു. ഭാഗങ്ങൾ ബന്ധിപ്പിക്കുന്നതിനും ഭ്രമണ ചലനത്തെ വിവർത്തനത്തിലേക്കോ തിരിച്ചോ പരിവർത്തനം ചെയ്യുന്നതിനും മെക്കാനിസങ്ങളിലും മെഷീനുകളിലും ഇത് ഉപയോഗിക്കുന്നു.
ത്രെഡ് ഒരൊറ്റ റൺ ഉണ്ട്, ഒരു ഹെലിക്സ് (ത്രെഡ്) അല്ലെങ്കിൽ മൾട്ടി-റൺ, രണ്ടോ അതിലധികമോ വരികളാൽ രൂപംകൊള്ളുന്നു.
ഹെലിക്\u200cസിന്റെ ദിശയിൽ ത്രെഡ് വലത്തോട്ടും ഇടത്തോട്ടും വിഭജിച്ചിരിക്കുന്നു.
വലുപ്പ സിസ്റ്റത്തെ ആശ്രയിച്ച് ത്രെഡ് മെട്രിക്, ഇഞ്ച്, പൈപ്പ് എന്നിവയുണ്ട്.
മെട്രിക്കിൽ കൊത്തുപണി ത്രികോണ പ്രൊഫൈലിന്റെ കോൺ 60 is ആണ്, ബാഹ്യ, മധ്യ, ആന്തരിക വ്യാസങ്ങളും പിച്ചും ത്രെഡ് മില്ലിമീറ്ററിൽ പ്രകടിപ്പിച്ചു. ഒരു വലിയ പിച്ച് ഉള്ള മെട്രിക് ത്രെഡുകൾ ഒരു അക്ഷരവും ബാഹ്യ വ്യാസം മില്ലിമീറ്ററിൽ പ്രകടിപ്പിക്കുന്ന ഒരു സംഖ്യയും സൂചിപ്പിക്കുന്നു: M10, M16, അങ്ങനെ. സൂചിപ്പിക്കാൻ ത്രെഡ് ഒരു ചെറിയ ഘട്ടം (വളവുകൾ തമ്മിലുള്ള ദൂരം) ഉപയോഗിച്ച്, ഘട്ടം പ്രകടിപ്പിക്കുന്ന ഒരു സംഖ്യ ഈ ഡാറ്റയിലേക്ക് ചേർത്തു ത്രെഡ് മില്ലിമീറ്ററിൽ: M6 × 0.6, M20 × 1.5 എന്നിവയും മറ്റും.
ഇഞ്ചിൽ കൊത്തുപണി ത്രികോണാകൃതിയിലുള്ള പ്രൊഫൈലിന്റെ കോൺ 55 is ആണ്, ത്രെഡിന്റെ വ്യാസം ഇഞ്ചിൽ (1 ഇഞ്ച് \u003d 2.54 സെ.മീ) പ്രകടിപ്പിക്കുന്നു, പിച്ച് ഒരു ഇഞ്ചിന് ത്രെഡുകളുടെ എണ്ണമാണ്.
പദവി ഉദാഹരണം: 1 1/4 (പുറം വ്യാസം ത്രെഡ് ഇഞ്ചിൽ).
പൈപ്പ് ത്രെഡ് ഇഞ്ചിൽ നിന്ന് വ്യത്യാസപ്പെട്ടിരിക്കുന്നു, അതിന്റെ പ്രാരംഭ വലുപ്പം ബാഹ്യ വ്യാസമല്ല, മറിച്ച് പൈപ്പ് ദ്വാരത്തിന്റെ വ്യാസം, അതിന്റെ പുറംഭാഗത്ത് മുറിച്ചിരിക്കുന്നു ത്രെഡ്.
പദവി ഉദാഹരണം: 3/4 പൈപ്പ്. (അക്കങ്ങൾ പൈപ്പിന്റെ ആന്തരിക വ്യാസം ഇഞ്ചിൽ സൂചിപ്പിക്കുന്നു).
മുറിക്കൽ ത്രെഡ് ഡ്രില്ലിംഗ്, ടേണിംഗ്, പ്രത്യേക ത്രെഡ്-കട്ടിംഗ് (പ്രൊഫൈൽ-നർലിംഗ്) മെഷീനുകളിലും സ്വമേധയാ നടപ്പിലാക്കുന്നു. ലോഹങ്ങളുടെ മാനുവൽ പ്രോസസ്സിംഗിൽ, ആന്തരികം ത്രെഡ് ടാപ്പുകളാൽ മുറിക്കുക, പുറംഭാഗം മരിക്കുന്നു.
അതനുസരിച്ച്, കട്ടിന്റെ പ്രൊഫൈൽ അനുസരിച്ച് ത്രെഡ് ടാപ്പുകളെ മൂന്ന് തരങ്ങളായി തിരിച്ചിരിക്കുന്നു: മെട്രിക്, ഇഞ്ച്, പൈപ്പ് എന്നിവയ്ക്കായി.
മാനുവൽ (ലോക്ക്സ്മിത്ത്) ടാപ്പുകൾ സാധാരണയായി മൂന്നോ രണ്ടോ കഷണങ്ങളായി നടത്തുന്നു. ഒന്നും രണ്ടും ടാപ്പുകൾ ത്രെഡ് പ്രീ-കട്ട്, മൂന്നാമത്തേത് അന്തിമ വലുപ്പവും രൂപവും നൽകുന്നു. സാധാരണയായി, കിറ്റിന്റെ ഓരോ ടാപ്പുകളുടെയും എണ്ണം വാലിലെ പാറ്റേണുകളുടെ എണ്ണം കൊണ്ട് അടയാളപ്പെടുത്തുന്നു. രണ്ട് ടാപ്പുകൾ അടങ്ങുന്ന കിറ്റുകൾ ഉണ്ട്: പ്രാഥമിക (ഡ്രാഫ്റ്റ്), മേള. ഒന്നും രണ്ടും. ഉയർന്ന ശക്തിയുള്ള കാർബൺ, അലോയ് സ്റ്റീൽ എന്നിവ ഉപയോഗിച്ചാണ് ടാപ്പുകൾ നിർമ്മിച്ചിരിക്കുന്നത്.
പുറം മുറിക്കാൻ രൂപകൽപ്പന ചെയ്ത മരിക്കുന്നു അല്ലെങ്കിൽ ഫെയ്\u200cസ്പ്ലേറ്റുകൾ ത്രെഡ്, രൂപകൽപ്പനയെ ആശ്രയിച്ച്, റ round ണ്ട്, പ്രിസ്\u200cമാറ്റിക് (സ്ലൈഡിംഗ്) എന്നിങ്ങനെ തിരിച്ചിരിക്കുന്നു.
ത്രെഡുകൾ\u200c മുറിക്കുമ്പോൾ\u200c, ഒരു പ്രത്യേക സ്ക്രൂവിൽ\u200c റ round ണ്ട് ഡൈകൾ\u200c ഉറപ്പിക്കുന്നു - ഡൈ ഹോൾ\u200cഡർ\u200c.
ആന്തരിക ത്രെഡിംഗ്
അകത്ത് മുറിക്കുന്നതിന് ത്രെഡ് ഒരു ദ്വാരം ആദ്യം ഒരു ടാപ്പ് ഉപയോഗിച്ച് തയ്യാറാക്കുന്നു. ആവശ്യമുള്ള ആന്തരിക വ്യാസത്തേക്കാൾ അല്പം വലിയ വ്യാസം ഡ്രിൽ എടുക്കുന്നു ത്രെഡ്: ഈ വ്യാസങ്ങൾ തുല്യമാണെങ്കിൽ, കട്ടിംഗ് സമയത്ത് പുറത്തെടുത്ത മെറ്റീരിയൽ ഉപകരണത്തിന്റെ പല്ലുകളിൽ ശക്തമായി അമർത്തും. തൽഫലമായി, പല്ലുകൾ ചൂടാകുകയും ലോഹ കണികകൾ അവയിൽ പറ്റിനിൽക്കുകയും ചെയ്യുന്നു, ത്രെഡ് കീറിപ്പോയ സ്കല്ലോപ്പുകൾ (ത്രെഡുകൾ) ഉപയോഗിച്ച് ഇത് മാറും, ടാപ്പ് തകരാർ സാധ്യമാണ്.
ആന്തരികം മുറിക്കുന്നത് ചിത്രം കാണിക്കുന്നു ത്രെഡ്:
a - ടാപ്പ്, ബി - കട്ടിംഗ് ത്രെഡ്.
ടാപ്പ് ഡിസൈൻ
1 - കഴിക്കുന്ന ഭാഗം;
2 - കാലിബ്രേറ്റ് ചെയ്യുന്ന ഭാഗം;
3 - പുല്ലാങ്കുഴൽ;
4 - ശങ്ക;
5 ഒരു ചതുരമാണ്.

ഇനിപ്പറയുന്ന ചിത്രം പുറം മുറിക്കൽ കാണിക്കുന്നു ത്രെഡ്:
a - റ die ണ്ട് ഡൈ, ബി - പ്രിസ്\u200cമാറ്റിക് (സ്ലൈഡിംഗ്) മരിക്കുക, സി - കട്ടിംഗ് ത്രെഡ്.
പ്രധാന പദവികൾ:
d1 - ആന്തരിക വ്യാസം ത്രെഡ് ബോൾട്ടുകൾ.
ബി 2 - ശരാശരി വ്യാസം ത്രെഡ് ബോൾട്ടുകൾ.
ബി 1 - ആന്തരിക വ്യാസം ത്രെഡ് പരിപ്പ്.
ബി 2 - ശരാശരി വ്യാസം ത്രെഡ് പരിപ്പ്.
പി - ഘട്ടം ത്രെഡ്.
H1 - പ്രൊഫൈൽ ഉയരം.
d ദ്വാരങ്ങൾ - മുറിക്കുന്നതിനുള്ള ദ്വാരത്തിന്റെ വ്യാസം ത്രെഡ്.
അതിനാൽ താഴെയുള്ള ദ്വാരത്തിന്റെ വ്യാസം കണക്കാക്കരുത്
ത്രെഡ്, നിങ്ങൾക്ക് പട്ടിക ഉപയോഗിക്കാം.
| ത്രെഡ് വ്യാസം മില്ലീമീറ്റർ | ഡി 2 \u003d ഡി 2 മില്ലീമീറ്ററിൽ | ഡി 1 \u003d ഡി 1 മില്ലീമീറ്ററിൽ | പി.എം. | എച്ച് 1 മില്ലീമീറ്ററിൽ | d ദ്വാരങ്ങൾ മില്ലീമീറ്ററിൽ |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
അന്തർസംസ്ഥാന നില
മെട്രിക് ത്രെഡ്
വ്യാസങ്ങളും ഘട്ടങ്ങളും
Edition ദ്യോഗിക പതിപ്പ്
സ്റ്റാൻഡേർഡൈസേഷൻ, മെട്രോളജി, സർട്ടിഫിക്കേഷൻ എന്നിവയ്ക്കുള്ള അന്തർദേശീയ കൗൺസിൽ
ISS 21.040.10 ഗ്രൂപ്പ് G13
gOST 8724-2004 (ISO 261-98) ലേക്ക് പരസ്പരം മാറ്റാവുന്നതിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. ത്രെഡ് മെട്രിക്. വ്യാസങ്ങളും ഘട്ടങ്ങളും
(2004 ലെ ഐസി\u200cഎസ് നമ്പർ 10)
മുഖവുര
1 മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിലെ സയന്റിഫിക് റിസർച്ച് ആൻഡ് ഡിസൈൻ ഇൻസ്റ്റിറ്റ്യൂട്ട് ഓഫ് മെഷറിംഗ് ഇൻസ്ട്രുമെന്റ് വികസിപ്പിച്ചെടുത്തത് (ഒജെഎസ്സി “റിസർച്ച് ഇൻസ്റ്റിറ്റ്യൂട്ട് ഓഫ് മെഷർമെന്റ്സ്”)
2 റഷ്യയുടെ സ്റ്റേറ്റ് സ്റ്റാൻഡേർഡ് അവതരിപ്പിച്ചു
3 അന്തർസംസ്ഥാന കൗൺസിൽ ഫോർ സ്റ്റാൻഡേർഡൈസേഷൻ, മെട്രോളജി, സർട്ടിഫിക്കേഷൻ (2002 നവംബർ 6 ലെ മിനിറ്റ് 22)
ഈ മാനദണ്ഡം ഐ\u200cഎസ്ഒ 261-98, ഐ\u200cഎസ്ഒയുടെ പൊതു ഉദ്ദേശ്യ ത്രെഡുകളുടെ സമാന വാചകമാണ്. 1 മുതൽ 300 മില്ലിമീറ്റർ വരെ വ്യാസമുള്ള വ്യാസങ്ങളും ഘട്ടങ്ങളും ”കൂടാതെ രാജ്യത്തിന്റെ സമ്പദ്\u200cവ്യവസ്ഥയുടെ ആവശ്യങ്ങൾ പ്രതിഫലിപ്പിക്കുന്ന അധിക ആവശ്യകതകളും അടങ്ങിയിരിക്കുന്നു
5 സംസ്ഥാന സമിതിയുടെ ഉത്തരവ് റഷ്യൻ ഫെഡറേഷൻ 2003 ജൂൺ 23-ലെ സ്റ്റാൻഡേർഡൈസേഷനും മെട്രോളജിയും നമ്പർ ° 201-സെന്റ് അന്തർസംസ്ഥാന സ്റ്റാൻഡേർഡ് GOST 8724-2002 (ISO 261-98) റഷ്യൻ ഫെഡറേഷന്റെ സ്റ്റേറ്റ് സ്റ്റാൻഡേർഡായി നേരിട്ട് ജനുവരി 1, 2004 ന് പ്രാബല്യത്തിൽ വന്നു.
6 മാറ്റിസ്ഥാപിക്കൽ ഗോസ്റ്റ് 8724-81
© IPK സ്റ്റാൻഡേർഡ്സ് പബ്ലിഷിംഗ് ഹ, സ്, 2003
സ്റ്റേറ്റ് സ്റ്റാൻഡേർഡ് ഓഫ് റഷ്യയുടെ അനുമതിയില്ലാതെ ഈ മാനദണ്ഡം റഷ്യൻ ഫെഡറേഷന്റെ പ്രദേശത്തെ official ദ്യോഗിക പ്രസിദ്ധീകരണമായി പൂർണ്ണമായോ ഭാഗികമായോ പുനർനിർമ്മിക്കാനും തനിപ്പകർപ്പാക്കാനും വിതരണം ചെയ്യാനും കഴിയില്ല.
1 ഉപയോഗ മേഖല ............................................... ......... 1
3 നിർവചനങ്ങൾ ................................................ .............. 1
4 വ്യാസങ്ങളും ഘട്ടങ്ങളും തിരഞ്ഞെടുക്കുന്നു ............................................. ....... 1
5 ത്രെഡ് പദവികൾ ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
ഇന്റർസ്റ്റേറ്റ് സ്റ്റാൻഡേർഡ്
അടിസ്ഥാന കൈമാറ്റം ചെയ്യാവുന്ന മാനദണ്ഡങ്ങൾ
മെട്രിക് ത്രെഡ്
വ്യാസങ്ങളും ഘട്ടങ്ങളും
പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. മെട്രിക് സ്ക്രൂ ത്രെഡുകൾ. പൊതു പദ്ധതി
ആമുഖ തീയതി 2004-01-01
1 ഉപയോഗ മേഖല
GOST 9150 അനുസരിച്ച് ഒരു പ്രൊഫൈൽ ഉള്ള പൊതു-ഉദ്ദേശ്യ മെട്രിക് ത്രെഡുകൾക്ക് ഈ മാനദണ്ഡം ബാധകമാണ്, അവയുടെ വ്യാസം 0.25 മുതൽ 600 മില്ലീമീറ്റർ വരെയും 0.075 മുതൽ 8 മില്ലീമീറ്റർ വരെയുമുള്ള ഘട്ടങ്ങൾ സജ്ജമാക്കുന്നു.
മെട്രിക് ത്രെഡുകളുടെ പ്രധാന അളവുകൾ GOST 24705 അനുസരിച്ചാണ്.
ത്രെഡ് ടോളറൻസുകൾ GOST 9000, GOST 16093 എന്നിവ അനുസരിച്ചാണ്.
രാജ്യത്തിന്റെ സമ്പദ്\u200cവ്യവസ്ഥയുടെ ആവശ്യങ്ങൾ പ്രതിഫലിപ്പിക്കുന്ന അധിക ആവശ്യകതകൾ ഇറ്റാലിക്സിൽ കാണിച്ചിരിക്കുന്നു.
GOST 9000-81 പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. 1 മില്ലീമീറ്ററിൽ താഴെ വ്യാസമുള്ള മെട്രിക് ത്രെഡ്. സഹിഷ്ണുത
GOST 9150-2002 പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. ത്രെഡ് മെട്രിക്. പ്രൊഫൈൽ
GOST 11708-82 പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. ത്രെഡ്. നിബന്ധനകളും നിർവചനങ്ങളും
GOST 16093-70 പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. ത്രെഡ് മെട്രിക്. സഹിഷ്ണുത. ക്ലിയറൻസ് ലാൻഡിംഗുകൾ
GOST 24705-81 പരസ്പര കൈമാറ്റത്തിന്റെ അടിസ്ഥാന മാനദണ്ഡങ്ങൾ. ത്രെഡ് മെട്രിക്. പ്രധാന അളവുകൾ
3 നിർവചനങ്ങൾ
നിബന്ധനകളും നിർവചനങ്ങളും - GOST 11708 അനുസരിച്ച്.
4 വ്യാസങ്ങളും ഘട്ടങ്ങളും തിരഞ്ഞെടുക്കുന്നു
4.1 വ്യാസവും ത്രെഡ് ഘട്ടങ്ങളും പട്ടിക 1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുമായി പൊരുത്തപ്പെടണം.
ത്രെഡ് വ്യാസം തിരഞ്ഞെടുക്കുമ്പോൾ, ആദ്യ വരി രണ്ടാമത്തേതും രണ്ടാമത്തേത് മൂന്നാമത്തേതും തിരഞ്ഞെടുക്കണം.
Edition ദ്യോഗിക പതിപ്പ്
| പട്ടിക 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| നാമമാത്രമായ ത്രെഡ് വ്യാസം d \u003d D. |
|||||||||||
| പട്ടിക 1 ന്റെ തുടർച്ച |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| നാമമാത്രമായ ത്രെഡ് വ്യാസം d \u003d D. |
||||||||||
| പട്ടിക 1 ന്റെ അവസാനം |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 ത്രെഡ് പദവികൾ
5.1 ത്രെഡ് വലുപ്പത്തിനായുള്ള ചിഹ്നത്തിൽ ഇവ ഉൾപ്പെടണം: എം അക്ഷരം, ത്രെഡിന്റെ നാമമാത്ര വ്യാസം, ത്രെഡിന്റെ പിച്ച് എന്നിവ മില്ലിമീറ്ററിൽ പ്രകടിപ്പിക്കുകയും ഒരു x കൊണ്ട് വേർതിരിക്കുകയും ചെയ്യുന്നു.
ഉദാഹരണം: M8x1.25
ത്രെഡ് പദവിയിലെ ഒരു പ്രധാന ഘട്ടം ഒഴിവാക്കാം.
ഉദാഹരണം: M8.
5.2 ഇടത് കൈ ത്രെഡിനുള്ള ചിഹ്നം LH അക്ഷരങ്ങൾ കൊണ്ട് അനുബന്ധമായിരിക്കണം.
ഉദാഹരണം M8x1 - LH
5.3 ഒന്നിലധികം ത്രെഡുകൾ M അക്ഷരം, ത്രെഡിന്റെ നാമമാത്ര വ്യാസം, x ചിഹ്നം, Ph അക്ഷരങ്ങൾ, സ്ട്രോക്കിന്റെ മൂല്യം, P അക്ഷരം, പിച്ചിന്റെ മൂല്യം എന്നിവ സൂചിപ്പിക്കും.
നാമമാത്ര വ്യാസമുള്ള 16 മില്ലീമീറ്റർ, 3 മില്ലീമീറ്റർ സ്ട്രോക്ക്, 1.5 മില്ലീമീറ്റർ പിച്ച് എന്നിവയുള്ള ഇരട്ട-ത്രെഡിന്റെ പരമ്പരാഗത പദവിയുടെ ഉദാഹരണം:
ഇടത് ത്രെഡിന് സമാനമാണ്:
M16xRMP1.5 - LH
വ്യക്തതയ്ക്കായി, പരാൻതീസിസിൽ, ത്രെഡ് എത്ര തവണ ആരംഭിക്കുന്നുവെന്ന് വാചകത്തിന് സൂചിപ്പിക്കാൻ കഴിയും.
ഉദാഹരണം: М16хРМ1.5 (രണ്ട് സമീപനങ്ങൾ)
5.4 ത്രെഡിന്റെ പൂർണ്ണ പദവിയിൽ GOST 9000 അല്ലെങ്കിൽ GOST 16093 അനുസരിച്ച് ത്രെഡിന്റെ വലുപ്പവും സഹിഷ്ണുതയും ഉള്ള ഫീൽഡുകളുടെ പേര് ഉൾപ്പെടുന്നു.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
കീവേഡുകൾ\u200c: ത്രെഡ്, മെട്രിക് ത്രെഡ്, വ്യാസം, ഘട്ടങ്ങൾ, കൺവെൻഷനുകൾ
പത്രാധിപർ ആർ.ജി. ഗവർഡോവ്സ്കയ ടെക്നിക്കൽ എഡിറ്റർ വി.എൻ. പ്രുസകോവ കറക്റ്റർ എം.എസ്. കബാഷോവ കമ്പ്യൂട്ടർ ലേ layout ട്ട് എസ്.വി. റിയാബോവായ്
എഡ്. വ്യക്തികൾ. നമ്പർ 02354 തീയതി ജൂലൈ 14, 2000. 12.08.2003 ന് കിറ്റിൽ ഇടുക. 2003 സെപ്റ്റംബർ 15 ന് പ്രസിദ്ധീകരണത്തിനായി ഒപ്പിട്ടു. സേവന അച്ചടി 1.40. Uch.- pub. 0.65.
സർക്കുലേഷൻ 1150 പകർപ്പുകൾ. സി 11890.3ac. 786.
ഐ\u200cപി\u200cകെ സ്റ്റാൻ\u200cഡേർഡ്സ് പബ്ലിഷിംഗ് ഹ, സ്, 107076 മോസ്കോ, കൊളോഡെസ്നി പെർ\u200c., 14. http://www.standards.ru ഇ-മെയിൽ: [ഇമെയിൽ പരിരക്ഷിച്ചിരിക്കുന്നു]
പിസി ബ്രാഞ്ചിലെ പബ്ലിഷിംഗ് ഹ at സിൽ ടൈപ്പ് ചെയ്തു ഐ\u200cപി\u200cകെ പബ്ലിഷിംഗ് ഹ House സ് ഓഫ് സ്റ്റാൻ\u200cഡേർഡ്സ് - തരം. “മോസ്കോ പ്രിന്റർ”, 105062 മോസ്കോ, ലയാലിൻ പെർ., 6.

