ಪೈಪ್ಲೈನ್ಗಳನ್ನು (ಸ್ಟೀಲ್) ಬೆಸುಗೆ ಮಾಡಲು ಹಲವಾರು ಮಾರ್ಗಗಳಿವೆ. ಆದರೆ ಇನ್ವರ್ಟರ್\u200cಗಳ ನೋಟವು ಎಲ್ಲಾ ರೀತಿಯಲ್ಲಿ ತಳ್ಳಲ್ಪಟ್ಟಿತು, ಮತ್ತು ಈಗ ದೈನಂದಿನ ಜೀವನದಲ್ಲಿ ಪೈಪ್\u200cಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಈ ಸಾಧನದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಮೊದಲನೆಯದಾಗಿ, ಇದು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಸರಳತೆ, ಮತ್ತು ಎರಡನೆಯದಾಗಿ, ಪ್ರವೇಶ ಮತ್ತು ಹೆಚ್ಚಿನ ಸುರಕ್ಷತೆ. ಇದಲ್ಲದೆ, ವೆಲ್ಡಿಂಗ್ ಕೊಳವೆಗಳ ತಂತ್ರಜ್ಞಾನವು ಹೆಚ್ಚು ಜಟಿಲವಾಗಿಲ್ಲ, ಮುಖ್ಯವಾದದ್ದು ಸರಿಯಾಗಿ ಬಳಸುವುದು ಮತ್ತು ಅಗತ್ಯವಾದ ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳನ್ನು ಆರಿಸುವುದು.

ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ತಯಾರಿಕೆಯೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಮೊದಲನೆಯದಾಗಿ, ಪೈಪ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಅವಶ್ಯಕತೆಯಿದೆ. ಎರಡು ಆಯ್ಕೆ ಮಾನದಂಡಗಳಿವೆ: ಲೋಹದ ರಾಡ್ ಅನ್ನು ತಯಾರಿಸಿದ ವಸ್ತು, ಮತ್ತು ಲೇಪನವು ರಾಡ್ ಅನ್ನು ಆವರಿಸುವ ವಸ್ತು.
ಲೋಹದ ಕೊಳವೆಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು, ಕರಗುವ ವಿದ್ಯುದ್ವಾರಗಳು ಮತ್ತು ಕರಗದವುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಮೊದಲನೆಯದರಲ್ಲಿ, ಕೋರ್ ಕರಗುತ್ತದೆ; ಎರಡನೆಯದರಲ್ಲಿ, ಇಲ್ಲ. ಎರಡನೆಯ ಸಂದರ್ಭದಲ್ಲಿ, ಹೆಚ್ಚುವರಿ ವಸ್ತುವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ - ಒಂದು ಸಂಯೋಜಕ, ಅದು ಸ್ವತಃ ವೆಲ್ಡ್ ಅನ್ನು ತುಂಬುತ್ತದೆ. ದೇಶೀಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಇಂದು ಬಳಸಬಹುದಾದ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಕೊಳವೆಗಳ ಬೆಸುಗೆಯನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ ಎಂದು ಅಭ್ಯಾಸವು ತೋರಿಸುತ್ತದೆ. ಈ ವಿಧಾನವು ಸರಳವಾದ ಕಾರಣ.
ಈಗ, ವಿದ್ಯುದ್ವಾರಗಳ ಲೇಪನಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ. ರಕ್ಷಣಾತ್ಮಕ ಮೇಲ್ಮೈಯನ್ನು ರೂಪಿಸಲು ವಿವಿಧ ವಸ್ತುಗಳನ್ನು ಬಳಸುವ ಹಲವಾರು ಸ್ಥಾನಗಳಿವೆ.
- ಆಮ್ಲೀಯ.
- ರೂಟೈಲ್ ಆಮ್ಲ.
- ಸೆಲ್ಯುಲೋಸ್.
- ರೂಟೈಲ್ ಸೆಲ್ಯುಲೋಸ್.
- ಮುಖ್ಯವಾದವುಗಳು.
ಪ್ರತಿಯೊಂದು ಸ್ಥಾನವು ತನ್ನದೇ ಆದ ಬಾಧಕಗಳನ್ನು ಹೊಂದಿದೆ, ಆದ್ದರಿಂದ, ಆಯ್ಕೆಮಾಡುವಾಗ, ಪೈಪ್\u200cಲೈನ್\u200cಗಳ ವೆಲ್ಡಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ. ಆದರೆ ಅವುಗಳಲ್ಲಿ ಸಾರ್ವತ್ರಿಕ ಆಯ್ಕೆ ಇದೆ - ಇವು ಮೂಲ ಲೇಪನವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳಾಗಿವೆ. SSSI, OZS, VI, EA, NIAT, OZSh ಮತ್ತು ಇತರ ಕಡಿಮೆ ತಿಳಿದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳ ಬ್ರಾಂಡ್\u200cಗಳು ಈ ವರ್ಗಕ್ಕೆ ಸೇರಿವೆ. ಅನನುಭವಿ ವೆಲ್ಡರ್\u200cಗಳು UONI ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಪೈಪ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ.
ನೀವು ಎರಡು ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು, ಹಲವಾರು ಇವೆ ಎಂದು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು.
- ಎರಡು ಕೊಳವೆಗಳು ಪರಸ್ಪರ ಎದುರಾಗಿರುವಾಗ.
- ಅತಿಕ್ರಮಣದೊಂದಿಗೆ, ವಿಭಿನ್ನ ವ್ಯಾಸದ ಎರಡು ಪೈಪ್\u200cಗಳು ಅಥವಾ ಒಂದೇ ವ್ಯಾಸವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸಂಪರ್ಕಿಸಲಾಗುತ್ತದೆ, ಪೈಪ್\u200cಗಳಲ್ಲಿ ಒಂದನ್ನು ಮಾತ್ರ ವಿಸ್ತರಿಸಲಾಗುತ್ತದೆ, ಅಂದರೆ ಅದರ ವ್ಯಾಸವನ್ನು ಯಾಂತ್ರಿಕವಾಗಿ ಹೆಚ್ಚಿಸಲಾಗುತ್ತದೆ.
- ಟಿ-ಜಂಟಿ, ಲಂಬ ವಿಮಾನಗಳಲ್ಲಿ ಎರಡು ಪೈಪ್\u200cಲೈನ್\u200cಗಳು ಸೇರಿಕೊಂಡಾಗ.
- ಜಂಟಿ 90 than ಗಿಂತ ಕಡಿಮೆ ಕೋನದಲ್ಲಿ ಮಾಡಿದಾಗ ಕೋನೀಯ ಸಂಪರ್ಕ.
ಮೂಲಕ, ಆಯ್ಕೆಯನ್ನು ನಂಬರ್ ಒನ್ ತುಂಬಾ ಸರಳವಾಗಿದೆ. ಆದರೆ ಅದರಲ್ಲಿ ಪ್ರಕ್ರಿಯೆಯ ಸಂಕೀರ್ಣತೆ ಇರುತ್ತದೆ. ಮೊದಲನೆಯದಾಗಿ, ಅಂತಹ ಸೀಮ್ ಅನ್ನು ಕೆಳ ಸ್ಥಾನದಲ್ಲಿ ಬೇಯಿಸುವುದು ಉತ್ತಮ, ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಮೇಲಿನಿಂದ ಸಂಪರ್ಕದ ಜಂಟಿಗೆ ನೀಡಿದಾಗ ಇದು. ಎರಡನೆಯದಾಗಿ, ಸಂಪೂರ್ಣ ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿ ಲೋಹವನ್ನು ಕುದಿಸುವುದು ಅವಶ್ಯಕ.
ಮತ್ತು ಇನ್ನೂ ಕೆಲವು ಉಪಯುಕ್ತ ಸಲಹೆಗಳು.
- ಕೊಳವೆಗಳು ಮತ್ತು ಬ್ರಾಂಡ್\u200cಗಳ ಬಟ್ ವೆಲ್ಡಿಂಗ್\u200cಗಾಗಿ 2-3 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವುದು ಉತ್ತಮ.
- ವೆಲ್ಡಿಂಗ್ ಮೋಡ್, ಅಂದರೆ, ಸ್ಥಾಪಿಸಲಾದ ಪ್ರವಾಹದ ಮೌಲ್ಯವು 80-100 ಆಂಪಿಯರ್\u200cಗಳ ವ್ಯಾಪ್ತಿಯಲ್ಲಿರಬೇಕು. ಲ್ಯಾಪ್ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಪ್ರವಾಹವನ್ನು 120 ಎ ಗೆ ಹೆಚ್ಚಿಸಬೇಕು.
- ವೆಲ್ಡ್ ಅನ್ನು ಭರ್ತಿ ಮಾಡುವುದು ಲೋಹವು ಪೈಪ್ನ ಸಮತಲಕ್ಕಿಂತ 2-3 ಮಿ.ಮೀ.
- (ಚದರ) ಪಾಯಿಂಟ್\u200cವೈಸ್\u200cನಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ. ಅಂದರೆ, ಮೊದಲು ಒಂದು ಸಣ್ಣ ವಿಭಾಗವನ್ನು ಒಂದು ಬದಿಯಲ್ಲಿ, ನಂತರ ಎದುರು ಭಾಗದಲ್ಲಿ, ನಂತರ ನೆರೆಯದರಲ್ಲಿ ಮತ್ತು ನಂತರ ಪಕ್ಕದ ಪಕ್ಕದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ ಕೀಲುಗಳು ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ಹಾಕಲ್ಪಡುತ್ತವೆ. ಅದರ ತಾಪನದ ಸಮಯದಲ್ಲಿ ಪೈಪ್ ವಾರ್ಪಿಂಗ್ ಆಗದಂತೆ ತಡೆಯುವುದು ಗುರಿಯಾಗಿದೆ.
ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ನೀವು ಪೈಪ್\u200cಗಳನ್ನು ಬೇಯಿಸುವ ಮೊದಲು, ಅವುಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು. ಇದು ಮುಖ್ಯವಾಗಿ ಅಂಚುಗಳಿಗೆ ಸಂಬಂಧಿಸಿದೆ. ಇದನ್ನು ಹೇಗೆ ಮಾಡಬೇಕೆಂಬುದರ ಅನುಕ್ರಮ ಇಲ್ಲಿದೆ.
- ಪೈಪ್\u200cಲೈನ್\u200cಗಳ ಸ್ಥಾಪನೆಯ ಅನುಸರಣೆಗಾಗಿ ಜ್ಯಾಮಿತೀಯ ಆಯಾಮಗಳನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ವಿಭಿನ್ನ ಗೋಡೆಯ ದಪ್ಪವಿರುವ ಪೈಪ್\u200cಗಳು ಡಾಕ್ ಮಾಡಬಹುದು, ಇದು ದಪ್ಪವಾದ ಪೈಪ್\u200cನ ನುಗ್ಗುವಿಕೆಗೆ ಕಾರಣವಾಗಬಹುದು ಅಥವಾ ತೆಳುವಾದ ಒಂದರ ಮೂಲಕ ಸುಡಬಹುದು.
- ಪೈಪ್\u200cಲೈನ್\u200cನ ಸಂದರ್ಭದಲ್ಲಿ ದುಂಡಾಗಿರಬೇಕು ಮತ್ತು ಅಂಡಾಕಾರದ ಅಥವಾ ಇತರ ಆಕಾರವನ್ನು ಹೊಂದಿರಬಾರದು. ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿಯ ಗುಣಮಟ್ಟವನ್ನು ಸರಳವಾಗಿ ಖಚಿತಪಡಿಸುತ್ತದೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸರಳಗೊಳಿಸುತ್ತದೆ.
- ಪೈಪ್ ಗೋಡೆಗಳು ದೋಷಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು: ಬಿರುಕುಗಳು, ಕ್ರೀಸ್\u200cಗಳು, ವಿಸ್ತರಣೆಗಳು ಮತ್ತು ಹೀಗೆ.
- ಅಂಚಿನ ಕಟ್ ನೇರವಾಗಿರಬೇಕು (90 °).
- ಅಂಚುಗಳನ್ನು ಲೋಹೀಯ ಶೀನ್ (ಬ್ರಷ್, ಎಮೆರಿ ಬಟ್ಟೆಯನ್ನು ಬಳಸಿ) ಗೆ ರಕ್ಷಿಸಲಾಗಿದೆ. ಸ್ವಚ್ ed ಗೊಳಿಸಿದ ಪ್ರದೇಶದ ಉದ್ದವು ಅಂಚಿನಿಂದ 1 ಸೆಂ.ಮೀ ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲ.
- ತೈಲ ಮತ್ತು ಗ್ರೀಸ್ ಕಲೆಗಳು, ಬಣ್ಣವನ್ನು ತೆಗೆಯಲಾಗುತ್ತದೆ, ತುದಿಗಳನ್ನು ಯಾವುದೇ ದ್ರಾವಕದೊಂದಿಗೆ ಡಿಗ್ರೀಸ್ ಮಾಡಬೇಕು.
ಮತ್ತು ಎಸ್\u200cಎಸ್\u200cಎಸ್\u200cಐ ವಿದ್ಯುದ್ವಾರಗಳು ವಿಚಿತ್ರವಾಗಿಲ್ಲವಾದರೂ, ತುಕ್ಕು ಹಿಡಿದ ಭಾಗಗಳನ್ನು ಸಹ ಅವರ ಸಹಾಯದಿಂದ ಕುದಿಸಬಹುದು, ಯಾವುದೇ ಲೋಹದ ದೋಷಗಳು ಸೀಮ್\u200cನ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತವೆ. ಆದ್ದರಿಂದ, ಪೈಪ್ಲೈನ್ನ ಅಂಚುಗಳನ್ನು ತಯಾರಿಸಲು ಸ್ವಲ್ಪ ಸಮಯ ತೆಗೆದುಕೊಳ್ಳುವುದು ಯೋಗ್ಯವಾಗಿದೆ.
ಸ್ಟೀಲ್ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್
ವೃತ್ತಾಕಾರದ ಅಡ್ಡ-ವಿಭಾಗದ ವೆಲ್ಡಿಂಗ್ ಕೊಳವೆಗಳು ನಿರಂತರ ಸೀಮ್ ಆಗಿದೆ. ಅಂದರೆ, ಪ್ರಕ್ರಿಯೆಯು ಒಂದು ಹಂತದಿಂದ ಪ್ರಾರಂಭವಾದರೆ, ಅದು ಬೆಸುಗೆ ಹಾಕಿದ ಮೇಲ್ಮೈಯಿಂದ ವಿದ್ಯುದ್ವಾರವನ್ನು ಹರಿದು ಹಾಕದೆ ಅದರ ಮೇಲೆ ಕೊನೆಗೊಳ್ಳಬೇಕು. ಒಂದು ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ದೊಡ್ಡ ವ್ಯಾಸದ (110 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು) ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ, ಸೀಮ್ ಅನ್ನು ತುಂಬುವುದು ಅಸಾಧ್ಯ. ಆದ್ದರಿಂದ, ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನ್ವಯಿಸುವುದು ಅವಶ್ಯಕ, ಅಲ್ಲಿ ಪೈಪ್ ಗೋಡೆಗಳ ದಪ್ಪದಿಂದ ಪದರಗಳ ಸಂಖ್ಯೆಯನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ:
- ಗೋಡೆಯ ದಪ್ಪವು 6 ಮಿ.ಮೀ ಆಗಿದ್ದರೆ, ಲೋಹದ ಎರಡು ಪದರಗಳು ಸಾಕು.
- 6-12 ಮಿಮೀ - ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮೂರು ಪದರಗಳಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ.
- 12 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು - ನಾಲ್ಕು ಪದರಗಳಿಗಿಂತ ಹೆಚ್ಚು.
ಗಮನ! ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಒಂದು ಅವಶ್ಯಕತೆಯೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ. ಮುಂದಿನ ಕೋಟ್ ಅನ್ನು ಅನ್ವಯಿಸುವ ಮೊದಲು ಹಿಂದಿನವುಗಳು ತಣ್ಣಗಾಗಬೇಕು.
ಪೈಪ್ಲೈನ್ \u200b\u200bಜೋಡಣೆ
ಪೈಪ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು, ಕಾರ್ಯವನ್ನು ಸರಳಗೊಳಿಸುವ ಸಲುವಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಜಂಟಿಯನ್ನು ಜೋಡಿಸುವುದು ಅವಶ್ಯಕ. ಅಂದರೆ, ಜೋಡಣೆ ವಿನ್ಯಾಸದ ಪ್ರಕಾರ ಕೊಳವೆಗಳನ್ನು ಸ್ಥಾಪಿಸಿ, ಅವು ಚಲಿಸುವುದಿಲ್ಲ ಅಥವಾ ಚಲಿಸದಂತೆ ಅವುಗಳನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಿ. ನಂತರ ಒಂದು ಟ್ಯಾಕ್ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಒಂದೇ ಸ್ಥಳದಲ್ಲಿ ಮಾಡಿದಾಗ, ದೊಡ್ಡ ವ್ಯಾಸದ ಉತ್ಪನ್ನಗಳಿಂದ ಪೈಪ್\u200cಲೈನ್ ಅನ್ನು ಜೋಡಿಸಿದರೆ, ನಂತರ ಹಲವಾರು ಸ್ಥಳಗಳಲ್ಲಿ ಟ್ಯಾಕ್ ಮಾಡಬಹುದು.
ತಾತ್ವಿಕವಾಗಿ, ಎಲ್ಲವೂ ಸಿದ್ಧವಾಗಿದೆ, ನೀವು ಪೈಪ್\u200cಲೈನ್ ಬೇಯಿಸಬಹುದು. ಇದು ವೆಲ್ಡಿಂಗ್ ಬಗ್ಗೆ ಸಂಭಾಷಣೆಯ ಅಂತ್ಯವಾಗಬಹುದು ಎಂದು ತೋರುತ್ತದೆ. ಆದರೆ ವೆಲ್ಡರ್ಗಳನ್ನು ಪ್ರಾರಂಭಿಸಲು, ಇದು ಕೇವಲ ಪ್ರಾರಂಭವಾಗಿದೆ, ಏಕೆಂದರೆ ಪೈಪ್\u200cಲೈನ್\u200cಗಳ ಜೋಡಣೆಗೆ ಸಂಬಂಧಿಸಿದ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ಸೂಕ್ಷ್ಮ ವ್ಯತ್ಯಾಸಗಳಾಗಿವೆ. ಅವುಗಳಲ್ಲಿ ಕೆಲವು ಅಳವಡಿಸಿಕೊಳ್ಳಬೇಕಾಗಿದೆ.
- 4 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ದಪ್ಪವಿರುವ ಪೈಪ್\u200cಗಳನ್ನು ಮೂಲ ಸೀಮ್\u200cನೊಂದಿಗೆ ಬೇಯಿಸಬಹುದು, ಲೋಹವು ಅಂಚುಗಳ ನಡುವಿನ ಜಾಗವನ್ನು ಪೂರ್ಣ ಆಳಕ್ಕೆ ತುಂಬಿದಾಗ ಮತ್ತು ಸೀಮ್\u200cನ ಮೇಲೆ 3 ಎಂಎಂ ಎತ್ತರದ ರೋಲರ್ ರೂಪುಗೊಂಡಾಗ ರೋಲ್ ಮಾಡಿ.
- 30-80 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಲಂಬ ಸೀಮ್\u200cನೊಂದಿಗೆ ಪೈಪ್\u200cಗಳನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ, ತಂತ್ರಜ್ಞಾನವು ಸೀಮ್\u200cನ ಕೆಳಗಿನ ಸ್ಥಳಕ್ಕಿಂತ ಸ್ವಲ್ಪ ಭಿನ್ನವಾಗಿರುತ್ತದೆ. ಮೊದಲಿಗೆ, 75% ನಷ್ಟು ಪರಿಮಾಣವನ್ನು ತುಂಬಲಾಗುತ್ತದೆ, ನಂತರ ಉಳಿದ ಸ್ಥಳ.
- ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನದೊಂದಿಗೆ, ಸಮತಲವಾದ ಸೀಮ್ ಅನ್ನು ಎರಡು ಪದರಗಳಲ್ಲಿ ಬೇಯಿಸಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಮುಂದಿನದನ್ನು ಹಿಂದಿನದಕ್ಕಿಂತ ವಿರುದ್ಧ ದಿಕ್ಕಿನಲ್ಲಿ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.
- ಕೆಳಗಿನ ಪದರದ ಸಂಪರ್ಕ ಬಿಂದುವು ಮೇಲಿನ ಪದರದ ಒಂದೇ ಬಿಂದುವಿನೊಂದಿಗೆ ಹೊಂದಿಕೆಯಾಗಬಾರದು. ಕೋಟೆಯ ಬಿಂದುವು ಸೀಮ್\u200cನ ಅಂತ್ಯ (ಆರಂಭ).
- ಸಾಮಾನ್ಯವಾಗಿ, ಪೈಪ್\u200cಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಅವುಗಳನ್ನು ಸಾರ್ವಕಾಲಿಕ ತಿರುಗಿಸಬೇಕು. ಅವರು ಇದನ್ನು ಕೈಯಾರೆ ಮಾಡುತ್ತಾರೆ, ಆದ್ದರಿಂದ ತಿರುಗುವಿಕೆಯ ಸೂಕ್ತ ವಲಯವು 60-110 is ಎಂದು ನೀವು ತಿಳಿದುಕೊಳ್ಳಬೇಕು. ಈ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ, ಸೀಮ್ ವೆಲ್ಡರ್ಗೆ ಅನುಕೂಲಕರ ಸ್ಥಳದಲ್ಲಿ ಇದೆ. ಇದರ ಉದ್ದವು ಗರಿಷ್ಠವಾಗಿದೆ, ಮತ್ತು ಹೊಲಿಗೆಯ ಸಂಪರ್ಕದ ನಿರಂತರತೆಯನ್ನು ನಿಯಂತ್ರಿಸಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
- ಅನೇಕ ವೆಲ್ಡರ್ಗಳ ಪ್ರಕಾರ, ಪೈಪ್ಲೈನ್ \u200b\u200bಅನ್ನು ತಕ್ಷಣವೇ 180 by ಗೆ ತಿರುಗಿಸುವುದು ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ ಗುಣಮಟ್ಟವನ್ನು ಕಾಪಾಡುವುದು ಅತ್ಯಂತ ಕಷ್ಟಕರ ಸಂಗತಿಯಾಗಿದೆ ವೆಲ್ಡ್. ಆದ್ದರಿಂದ, ಅಂತಹ ಸರದಿಯೊಂದಿಗೆ, ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವನ್ನು ಬದಲಾಯಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಅಂದರೆ, ಸೀಮ್ ಅನ್ನು ಮೊದಲು ಒಂದು ಅಥವಾ ಎರಡು ಪದರಗಳಲ್ಲಿ 2/3 ಆಳಕ್ಕೆ ಕುದಿಸಲಾಗುತ್ತದೆ. ನಂತರ ಪೈಪ್ಲೈನ್ \u200b\u200b180 ° ಅನ್ನು ತಿರುಗಿಸುತ್ತದೆ, ಅಲ್ಲಿ ಸೀಮ್ ಅನ್ನು ಹಲವಾರು ಪದರಗಳಲ್ಲಿ ಸಂಪೂರ್ಣವಾಗಿ ತುಂಬಿಸಲಾಗುತ್ತದೆ. ನಂತರ ಮತ್ತೆ 180 ° ತಿರುವು ಇದೆ, ಅಲ್ಲಿ ಸೀಮ್ ಸಂಪೂರ್ಣವಾಗಿ ವಿದ್ಯುದ್ವಾರದ ಲೋಹದಿಂದ ತುಂಬಿರುತ್ತದೆ. ಮೂಲಕ, ಅಂತಹ ಕೀಲುಗಳನ್ನು ರೋಟರಿ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
- ಆದರೆ ಸ್ಥಿರ ಕೀಲುಗಳೂ ಇವೆ, ಪೈಪ್\u200cಗೆ ಪೈಪ್ ಅನ್ನು ಸ್ಥಿರ ರಚನೆಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದಾಗ ಇದು. ಪೈಪ್ಲೈನ್ \u200b\u200bಸಮತಲವಾಗಿದ್ದರೆ, ಅದರ ಭಾಗಗಳ ನಡುವೆ ಜಂಟಿಯನ್ನು ಬೇಯಿಸುವುದು ಅವಶ್ಯಕ, ಅದನ್ನು ಎರಡು ಭಾಗಗಳಾಗಿ ವಿಂಗಡಿಸಿ. ವೆಲ್ಡಿಂಗ್ ಕೆಳಗಿನ ಬಿಂದುವಿನಿಂದ (ಸೀಲಿಂಗ್) ಪ್ರಾರಂಭವಾಗುತ್ತದೆ ಮತ್ತು ಮೇಲಕ್ಕೆ ಚಲಿಸುತ್ತದೆ. ಅದೇ ರೀತಿಯಲ್ಲಿ, ಜಂಟಿ ದ್ವಿತೀಯಾರ್ಧವನ್ನು ಸಹ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಮತ್ತು ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನದ ಕೊನೆಯ ಹಂತ ಇದು. ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಉರುಳಿಸಲು ಅದನ್ನು ಸುತ್ತಿಗೆಯಿಂದ ಟ್ಯಾಪ್ ಮಾಡಬೇಕು. ನಂತರ ಲಭ್ಯತೆಗಾಗಿ. ಪೈಪ್\u200cಲೈನ್ ಅನ್ನು ದ್ರವ ಅಥವಾ ಅನಿಲಗಳಿಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ್ದರೆ, ಜೋಡಣೆಯ ನಂತರ, ಸೋರಿಕೆಗಳನ್ನು ಪರೀಕ್ಷಿಸಲು ನೀರು ಅಥವಾ ಅನಿಲವನ್ನು ಅದರೊಳಗೆ ಪರಿಚಯಿಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ವಾಸ್ತವವಾಗಿ ಜವಾಬ್ದಾರಿಯುತ ಘಟನೆಯಾಗಿದೆ. ಮತ್ತು ವೆಲ್ಡರ್ನ ಅನುಭವ ಮಾತ್ರ ಮೊದಲ ಪ್ರಯತ್ನದಿಂದ ಅಂತಿಮ ಫಲಿತಾಂಶದ ಗುಣಮಟ್ಟವನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ. ಆದರೆ ಅನುಭವವು ಒಂದು ವ್ಯವಹಾರವಾಗಿದೆ. ವೀಡಿಯೊವನ್ನು ವೀಕ್ಷಿಸಲು ನಾವು ನಿಮಗೆ ಅವಕಾಶ ನೀಡುತ್ತೇವೆ - ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಸರಿಯಾಗಿ ಬೇಯಿಸುವುದು ಹೇಗೆ.
ತಂತ್ರಜ್ಞಾನವನ್ನು ವಿವರಿಸುವ ಮೊದಲು, ಆಧುನಿಕ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ನ ಯಾವ ವಿಧಾನಗಳಿವೆ ಎಂಬುದನ್ನು ನೀವು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು.
ಕೊಳವೆಗಳು ಮತ್ತು ಪೈಪ್ಲೈನ್ \u200b\u200bಭಾಗಗಳ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ವಿಧಗಳು.
ಪೈಪ್\u200cಲೈನ್\u200cಗಳು ಬಟ್ ವೆಲ್ಡ್ ಆಗಿದ್ದು ಅನಿಲ ಮತ್ತು ದ್ರವಗಳನ್ನು ಪೂರೈಸಲು ಬಳಸಬಹುದು. ಅವು ವಿವಿಧ ತಾಪನ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡಗಳಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ. ಮುಖ್ಯ ರಚನಾತ್ಮಕ ಅಂಶಗಳು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ತಾಮ್ರ-ನಿಕ್ಕಲ್ ಮತ್ತು ತಾಮ್ರಕ್ಕಾಗಿ GOST 16038-80, ಉಕ್ಕಿನ ಪೈಪ್\u200cಲೈನ್\u200cಗಳಿಗೆ GOST 16037-80 ಸ್ಥಾಪಿಸಿದೆ. ಅಂತಹ ಸಂಯುಕ್ತಗಳನ್ನು GOST 5264-80 U1 ನಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಉಕ್ಕಿನ ಕಾಲಮ್\u200cಗಳು, ಕಿರಣಗಳು, ಟ್ಯಾಂಕ್\u200cಗಳು ಮತ್ತು ಸಾಕಣೆ ಕೇಂದ್ರಗಳಲ್ಲಿ ಕಾಣಬಹುದು. ಎಂಜಿನಿಯರಿಂಗ್ ರಚನೆಗಳು, ಬಾಯ್ಲರ್ಗಳು, ಟ್ಯಾಂಕ್ಗಳು \u200b\u200bಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳಲ್ಲಿ ವಿಶೇಷವಾಗಿ ಕಂಡುಬರುತ್ತದೆ.
GOST 11534-75 ಗೆ ಅನುಗುಣವಾಗಿ ತೀವ್ರವಾದ ಮತ್ತು ಚೂಪಾದ ಕೋನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ನಿರ್ವಹಿಸಬೇಕು.
ಈ ಮಾನದಂಡವು ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಮತ್ತು ಇಂಗಾಲದ ಉಕ್ಕುಗಳ ರಚನೆಗಳ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಮುಖ್ಯ ರಚನಾತ್ಮಕ ಅಂಶಗಳು, ಪ್ರಕಾರಗಳು ಮತ್ತು ಗಾತ್ರಗಳನ್ನು ಸ್ಥಾಪಿಸುತ್ತದೆ, ಇವುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಬಳಸಬಹುದಾದ ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಲೋಹದ ದಪ್ಪವನ್ನು 60 ಮಿ.ಮೀ. ಪ್ರಾದೇಶಿಕ ನಿಬಂಧನೆಗಳು, ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳ ಸ್ಥಳದೊಂದಿಗೆ ಅಥವಾ ತೀಕ್ಷ್ಣ ಕೋನದಲ್ಲಿ. ಈ ಮಾನದಂಡದ ಅವಶ್ಯಕತೆಗಳ ಅನುಸರಣೆ ಕಡ್ಡಾಯವಾಗಿದೆ.
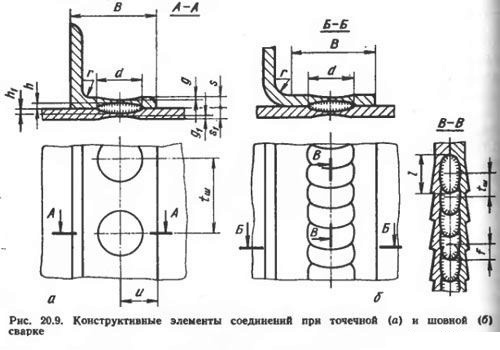
ನಾವು ಹಲವಾರು ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಪ್ರತ್ಯೇಕಿಸಬಹುದು: ಬಟ್, ಟೀ, ಲ್ಯಾಪ್ ಮತ್ತು ಕಾರ್ನರ್. ಜಂಟಿ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿ ವೆಲ್ಡ್ ಪ್ರಕಾರವು ಬದಲಾಗಬಹುದು. ವಿಶಿಷ್ಟವಾಗಿ, ಫಿಲೆಟ್ ವೆಲ್ಡ್ ಒಂದು ಕಾನ್ಕೇವ್ ಅಥವಾ ಫ್ಲಾಟ್, ಕೆಲವೊಮ್ಮೆ ಪೀನ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಅಂತಹ ಸೀಮ್ನ ಗಾತ್ರವನ್ನು ಒಂದು ಕಾಲಿನಿಂದ ವ್ಯಾಖ್ಯಾನಿಸಲಾಗಿದೆ, ಗೋಚರಿಸುತ್ತದೆ ಅಥವಾ ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ. ಕಾರ್ನರ್ ಮತ್ತು ಬಟ್ ಸ್ತರಗಳು ಏಕಪಕ್ಷೀಯ ಮತ್ತು ದ್ವಿಪಕ್ಷೀಯ ಇವೆ. ಕಾರ್ಕ್ ಸ್ತರಗಳನ್ನು ಅಂಚುಗಳು ಮತ್ತು ಗಾತ್ರಗಳ ತಯಾರಿಕೆಯ ಆಕಾರದಿಂದ ಗುರುತಿಸಲಾಗುತ್ತದೆ. ಪೈಪ್ನ ಸಮತಲವನ್ನು ಅದರ ಅಕ್ಷಕ್ಕೆ ಕತ್ತರಿಸಿದ ಲಂಬತೆ, ಮೊಂಡಿನ ಪ್ರಮಾಣ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ ಕೀಲುಗಳನ್ನು ಸಿದ್ಧಪಡಿಸುವಾಗ ವೆಲ್ಡ್ನ ಆರಂಭಿಕ ಕೋನವನ್ನು ಪರಿಶೀಲಿಸುವುದು ಅವಶ್ಯಕ.
ವಿವಿಧ ಕೋನಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವಾಗ ಸ್ಕಾರ್ಫ್ ಎತ್ತರ ಮತ್ತು ವೆಲ್ಡ್ ಉದ್ದ
ವಿದ್ಯುದ್ವಾರದ ಕೋನ: a - ಸಮತಲ ಸಮತಲದಲ್ಲಿ; b- ಲಂಬ ಸಮತಲದಲ್ಲಿ
30 30 ಕೋನದಲ್ಲಿ, ಗುಣಾಂಕ 3.73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
ಉದಾಹರಣೆಗೆ: ಡಿ \u003d 520 ಮಿಮೀ ಹೊರಗಿನ ವ್ಯಾಸದೊಂದಿಗೆ 45 of ಕೋನದಲ್ಲಿ ಎರಡು ಪೈಪ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಗುಣಾಂಕ ಮೌಲ್ಯವು 2.41 ಆಗಿದೆ; ನಂತರ ಕಟ್ ಆಫ್ ಸ್ಕಾರ್ಫ್\u200cನ ಗಾತ್ರವು 1253 ಎಂಎಂ \u003d 520 ಎಕ್ಸ್ 2.41 ಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ
ಸೀಮ್ನ ಉದ್ದವನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡಲು, ಪೈಪ್ನ ಹೊರಗಿನ ವ್ಯಾಸವನ್ನು ಅನುಗುಣವಾದ ಗುಣಾಂಕದಿಂದ ಗುಣಿಸಲಾಗುತ್ತದೆ:
α 30 ಕೋನದಲ್ಲಿ ಗುಣಾಂಕ 8.86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಕೊಳವೆಗಳ ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿನ ವ್ಯತ್ಯಾಸ ಮತ್ತು ಅವುಗಳ ಅಂಚುಗಳ ಆಫ್\u200cಸೆಟ್ ಗೋಡೆಯ ದಪ್ಪದ 10% ಮೀರಬಾರದು ಮತ್ತು 3 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ಇರಬಾರದು. ಏಕರೂಪದ ಕ್ಲಿಯರೆನ್ಸ್ ಅನ್ನು ಒದಗಿಸಬೇಕು ಮತ್ತು ಅಬ್ಯುಟಿಂಗ್ ಅಂಶಗಳ ಸೇರ್ಪಡೆ ಅಂಚುಗಳ ನಡುವೆ 2-3 ಮಿ.ಮೀ.
ವಿಭಿನ್ನ ಸ್ಥಾನಗಳಲ್ಲಿ ಸ್ತರಗಳಿಗೆ ಆಯ್ಕೆಗಳು

"ದೋಣಿಯಲ್ಲಿ" ಬೆಸುಗೆ ಹಾಕುವಾಗ ವಿದ್ಯುದ್ವಾರದ ಸ್ಥಾನ: ಎ - ಸಮ್ಮಿತೀಯ "ದೋಣಿ" ಯಲ್ಲಿ ಬೆಸುಗೆ; ಬೌ - ಅಸಮಪಾರ್ಶ್ವದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್<лодочку>; ಇನ್ - ವಿದ್ಯುದ್ವಾರದ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನ
ಕಾರ್ನರ್ ಕೀಲುಗಳನ್ನು ಕೆಳ ಸ್ಥಾನದಲ್ಲಿ ಮಾಡಬಹುದು. ಮೂಲೆಯ ಕೀಲುಗಳನ್ನು “ಅಸಮಪಾರ್ಶ್ವದ ದೋಣಿಯಲ್ಲಿ” ಮತ್ತು “ಸಮ್ಮಿತೀಯ ದೋಣಿಯಲ್ಲಿ” ಬೇಯಿಸಲಾಗುತ್ತದೆ. ಅಂಡರ್\u200cಕಟ್\u200cಗಳು ಮತ್ತು ಅಂಚುಗಳ ನುಗ್ಗುವಿಕೆಯ ಕೊರತೆಯನ್ನು ತಪ್ಪಿಸಲು, “ದೋಣಿಗೆ” ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ನಡೆಸಬೇಕು, ಮಾನ್ಯ ಮುಖವಾಡವು ಅಂಚುಗಳ ಮೇಲೆ ವಿಶ್ರಾಂತಿ ಪಡೆಯುತ್ತದೆ. ಫಿಲೆಟ್ ವೆಲ್ಡ್ಸ್ನ ಚಿತ್ರೀಕರಣವನ್ನು ಇಳಿಜಾರಿನ ವಿದ್ಯುದ್ವಾರದಿಂದ ನಡೆಸಿದರೆ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು “ಹಿಂದಿನ ಕೋನ” ದಿಂದ ಮಾಡಬೇಕು. ಬೆವೆಲ್ ಅಂಚುಗಳಿಲ್ಲದೆ 10 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ಕಾಲುಗಳನ್ನು ಹೊಂದಿರುವ ಕಾರ್ನರ್ ಸ್ತರಗಳನ್ನು ಒಂದು ಪದರದಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ "ತ್ರಿಕೋನ" ದ ಅಡ್ಡ ಚಲನೆಗಳಿಂದ ಸೀಮ್\u200cನ ಮೂಲದಲ್ಲಿ ವಿಳಂಬದೊಂದಿಗೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಕೆಳ ಸ್ಥಾನದಲ್ಲಿರುವ ಫಿಲೆಟ್ ವೆಲ್ಡ್ಸ್\u200cನ ಲ್ಯಾಪ್ ಕೀಲುಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಒಂದು ಪದರದಲ್ಲಿ 5 ಮಿ.ಮೀ ವರೆಗೆ ವ್ಯಾಸವನ್ನು ಅಡ್ಡಲಾಗಿರುವ ಕಂಪನಗಳಿಲ್ಲದೆ ನಡೆಸಲಾಗುತ್ತದೆ. ಕೋನೀಯ ಸಂಪರ್ಕದ ನುಗ್ಗುವಿಕೆಯನ್ನು ಸಾಧಿಸಲು, ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ 95-120 ಎ ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ಗರಿಷ್ಠ ಪ್ರವಾಹದಲ್ಲಿ 3 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ಮೊದಲ ರೋಲರ್ (ರೂಟ್ ಕಾರ್ನರ್) ಮಾಡುವುದು ಅವಶ್ಯಕ.
ಸೇರಿದ ಕೊಳವೆಗಳನ್ನು 15 - 20 ಮಿಮೀ ಉದ್ದಕ್ಕೆ ಜೋಡಿಸುವ ಮೊದಲು, ಅವುಗಳನ್ನು ಕೊಳಕು, ತುಕ್ಕು, ಪ್ರಮಾಣದ ಮತ್ತು ಎಣ್ಣೆಯಿಂದ ಸ್ವಚ್ ed ಗೊಳಿಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡ್ನ ಅವಿಭಾಜ್ಯ ಅಂಗವೆಂದರೆ ಟ್ಯಾಕ್ಸ್. ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, 300 ಮಿ.ಮೀ.ವರೆಗಿನ ವ್ಯಾಸವನ್ನು 50 ಮಿ.ಮೀ ಉದ್ದದ ಸೀಮ್ ಮತ್ತು ಪ್ರತಿ 3-4 ಮಿ.ಮೀ ಎತ್ತರವಿರುವ ವೃತ್ತದ ಉದ್ದಕ್ಕೂ 4 ಸ್ಥಳಗಳಲ್ಲಿ ಟ್ಯಾಕಿಂಗ್ ಮಾಡಲಾಗುತ್ತದೆ. 300 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚಿನ ಪೈಪ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಜಂಟಿ ಸಂಪೂರ್ಣ ಸುತ್ತಳತೆಯ ಸುತ್ತಲೂ ಪ್ರತಿ 250 ರಿಂದ 300 ಮಿ.ಮೀ.ಗೆ ಟ್ಯಾಕ್ ವ್ಯಾಸವನ್ನು ಸಮವಾಗಿ ಇಡಲಾಗುತ್ತದೆ.
ಅಸ್ತಿತ್ವದಲ್ಲಿರುವ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳನ್ನು 2 ಗುಂಪುಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು. ಘನ ಸ್ಥಿತಿಯಲ್ಲಿರುವ ಲೋಹಗಳನ್ನು ಜಂಟಿ ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದಾಗ ಮೊದಲ ಗುಂಪು ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳನ್ನು ಒಳಗೊಂಡಿರಬೇಕು, ಆಗಾಗ್ಗೆ ಹೆಚ್ಚುವರಿ ತಾಪನದೊಂದಿಗೆ. ಎರಡನೇ ಗುಂಪು ಜಂಕ್ಷನ್\u200cನಲ್ಲಿ ಕರಗುವ ವಿಧಾನಗಳನ್ನು ಒಳಗೊಂಡಿದೆ.
ವೆಲ್ಡಿಂಗ್ನ ಮುಖ್ಯ ವಿಧಗಳು

ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ - ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ಬಳಸಿ ಕರಗಿದ ಲೋಹಗಳ ಪರಸ್ಪರ ಸಂಪರ್ಕ;
- ಆರ್ಕ್ - ವಿದ್ಯುತ್ ಚಾಪವನ್ನು ಬಳಸಿಕೊಂಡು ಕರಗಿದ ಲೋಹಗಳ ಪರಸ್ಪರ ಸಂಪರ್ಕ;
- ಎಲೆಕ್ಟ್ರೋಸ್ಲಾಗ್ - ಕರಗಿದ ಗಸಿಯನ್ನು ಹಾದುಹೋಗುವ ಬಿಡುಗಡೆಯಾದ ವಿದ್ಯುತ್ ಪ್ರವಾಹದಿಂದಾಗಿ ಪಡೆದ ಶಾಖದಿಂದಾಗಿ ಲೋಹದ ಕರಗುವಿಕೆ ಸಂಭವಿಸುತ್ತದೆ;
- ಅಲ್ಟ್ರಾಸಾನಿಕ್ - ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಕಂಪನಗಳು ತರಂಗ ಮಾರ್ಗದಲ್ಲಿ ಸಂಜ್ಞಾಪರಿವರ್ತಕದಿಂದ ಕೆಲಸದ ತುದಿಗೆ ಹರಡುತ್ತವೆ. ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಕಂಪನಗಳು ಮತ್ತು ಲಂಬ ಸಂಕೋಚಕ ಶಕ್ತಿಗಳ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ, ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳಲ್ಲಿ ಘರ್ಷಣೆ ಶಕ್ತಿಗಳು ಉದ್ಭವಿಸುತ್ತವೆ, ಇದು ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಪಡೆಯಲು ಸಾಕಾಗುತ್ತದೆ;
- ಸಂಪರ್ಕ - ಒತ್ತಡದಿಂದ. ಸಂಪರ್ಕಗೊಂಡಿರುವ ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳು ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಜೋಡಿಸಲ್ಪಟ್ಟಿರುತ್ತವೆ ಮತ್ತು ಸಂಪರ್ಕ ವಲಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಪ್ರಭಾವದಡಿಯಲ್ಲಿ, ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳ ಬಲವಾದ ತಾಪನ ಮತ್ತು ಸಂಕೋಚನವು ಸಂಭವಿಸುತ್ತದೆ, ಇದರ ಫಲಿತಾಂಶವು ವೆಲ್ಡಿಂಗ್ ಜಂಟಿಯಾಗಿರುತ್ತದೆ;
- ಲೇಸರ್ - ಬೆಳಕಿನ ಕಿರಣದೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್, ಇದನ್ನು ವಿಶೇಷ ಘನ ಮತ್ತು ಅನಿಲ ಹೊರಸೂಸುವವರಿಂದ ಪಡೆಯಲಾಗುತ್ತದೆ. ಅಂತಹ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಜನರೇಟರ್ನಿಂದ ದೂರದಲ್ಲಿ ಗಾಳಿಯಲ್ಲಿ ನಿರ್ವಹಿಸಬಹುದು. ಲೇಸರ್ ಬೆಸುಗೆಯನ್ನು ಲೇಸರ್ ಕಿರಣದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅದು ಲೋಹವನ್ನು ಬಿಸಿ ಮಾಡುತ್ತದೆ ಮತ್ತು ಕರಗಿಸುತ್ತದೆ. ಲೇಸರ್ ಕಿರಣದ ಶಕ್ತಿಯು ಸಣ್ಣ ಪ್ರದೇಶದಲ್ಲಿ ಕೇಂದ್ರೀಕೃತವಾಗಿರುತ್ತದೆ. ಕಿರಣವು ನಿರ್ದಿಷ್ಟ ತರಂಗಾಂತರ ಮತ್ತು ಆವರ್ತನವನ್ನು ಹೊಂದಿದೆ, ಈ ಕಾರಣದಿಂದಾಗಿ ಇದು ಆಪ್ಟಿಕಲ್ ಮಸೂರಗಳಿಂದ ನಿಖರವಾಗಿ ಕೇಂದ್ರೀಕೃತವಾಗಿರುತ್ತದೆ, ಏಕೆಂದರೆ ಕಿರಣದ ಮಸೂರದಲ್ಲಿ ವಕ್ರೀಭವನದ ಕೋನವು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆ - ಲೇಸರ್ ಕಿರಣದಿಂದ ಲೋಹದ ಆಳವಾದ ನುಗ್ಗುವಿಕೆ - ಎಲೆಕ್ಟ್ರಾನ್ ಕಿರಣದ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗೆ ಹೋಲುತ್ತದೆ. ಕೇಂದ್ರೀಕೃತ ಲೇಸರ್ ವಿಕಿರಣವು ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಮತ್ತು ಲೋಹವನ್ನು ಕುದಿಸುವ ಮತ್ತು ಕರಗಿಸುವಿಕೆಯ ಪರಿಣಾಮವಾಗಿ, ಆವಿ-ಅನಿಲ ಚಾನಲ್ ರೂಪುಗೊಳ್ಳುತ್ತದೆ, ಇದನ್ನು ತಾಪನದ ಅಂದಾಜು ರೇಖೀಯ ಮೂಲವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಹೀಗಾಗಿ, ಫಿಲ್ಲರ್ ವಸ್ತುಗಳ ಹೆಚ್ಚುವರಿ ಬಳಕೆಯಿಲ್ಲದೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ ಮಾಡಬಹುದು, ಇದು ಪ್ರಕ್ರಿಯೆಯ ಹೆಚ್ಚಿನ ವೇಗಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು 2 ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸುವುದು ಉತ್ತಮ: ಸ್ಪಾಟ್ ಮತ್ತು ಸೀಮ್
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ನ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಮೂಲ ಲೋಹದ ಶಕ್ತಿಗೆ ಅನುರೂಪವಾಗಿದೆ, ಆದರೆ ಬೆಸುಗೆ ಹಾಕಿದ ಉತ್ಪನ್ನಗಳ ಕನಿಷ್ಠ ವೆಲ್ಡಿಂಗ್ ವಿರೂಪತೆಯಿದೆ
ಸ್ಪಾಟ್ - ಹೆಚ್ಚಾಗಿ ಮೈಕ್ರೋಎಲೆಕ್ಟ್ರೊನಿಕ್ಸ್\u200cನಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಸ್ಪಾಟ್ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಬಳಸಿ, ನೀವು ಚಿಕ್ಕ ಅಂಶಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಲ್ಲಿ ಹೆಚ್ಚಿನ ನಿಖರತೆಯನ್ನು ಸಾಧಿಸಬಹುದು. ಅಂತಹ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಪಲ್ಸ್ ಘನ-ಸ್ಥಿತಿಯ ಲೇಸರ್ಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಬಿಗಿಯಾದ ಜಂಟಿ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಯಾಂತ್ರಿಕ ಸಂಪರ್ಕವನ್ನು ಪಡೆಯಲು ಹೊಲಿಗೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಸೀಮ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಪಲ್ಸೆಡ್ ಅಥವಾ ನಿರಂತರ ಮೋಡ್\u200cನಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಲೇಸರ್\u200cಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಹೆಚ್ಚಿನ ವೆಲ್ಡಿಂಗ್ ವೇಗದಿಂದಾಗಿ ಕಿರಿದಾದ ಶಾಖ-ಪೀಡಿತ ವಲಯದಲ್ಲಿ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಇತರ ಪ್ರಕಾರಗಳಿಗಿಂತ ಭಿನ್ನವಾಗಿರುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಬೇಸ್ ಲೋಹದ ಬಲಕ್ಕೆ ಅನುರೂಪವಾಗಿದೆ, ಆದರೆ ಬೆಸುಗೆ ಹಾಕಿದ ಉತ್ಪನ್ನಗಳ ಕನಿಷ್ಠ ವೆಲ್ಡಿಂಗ್ ವಿರೂಪತೆಯಿದೆ. ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಿರ್ವಾತ ಕೋಣೆಗಳಿಲ್ಲದೆ ನಡೆಸಲಾಗುತ್ತದೆ. ಹೈ-ಕಾರ್ಬನ್ ಮತ್ತು ಹೈ-ಅಲಾಯ್ ಸ್ಟೀಲ್\u200cಗಳಿಂದ ಹಿಡಿದು ಟೈಟಾನಿಯಂ ಮತ್ತು ತಾಮ್ರ, ಗಾಜು, ಪಿಂಗಾಣಿ, ಪ್ಲಾಸ್ಟಿಕ್ ಮತ್ತು ವಿವಿಧ ಸಂಯುಕ್ತಗಳನ್ನು ಆಧರಿಸಿದ ಮಿಶ್ರಲೋಹಗಳು, ವಿವಿಧ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನಗಳಲ್ಲಿ, ಕಷ್ಟದಿಂದ ತಲುಪಬಹುದಾದ ಸ್ಥಳಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲು ಸಾಧ್ಯವಿದೆ. ಸಾಂಪ್ರದಾಯಿಕ ರೀತಿಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಅಸಾಧ್ಯವಾದ ಅಂತಹ ಪ್ರಕಾರಗಳ ಸಂಪರ್ಕವನ್ನು ಮಾಡಲು ಸಹ ಸಾಧ್ಯವಿದೆ. ಆದ್ದರಿಂದ, ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಈಗ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸದಲ್ಲಿ ಅತ್ಯಂತ ಭರವಸೆಯ ತಂತ್ರಜ್ಞಾನ ಎಂದು ಕರೆಯಲು ಅರ್ಹವಾಗಿದೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಎರಡು ರೀತಿಯ ಲೇಸರ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ: ಘನ-ಸ್ಥಿತಿ ಮತ್ತು ಅನಿಲ

ಘನ ಸ್ಥಿತಿ ಲೇಸರ್ ಸರ್ಕ್ಯೂಟ್
ಅವುಗಳ ಕಡಿಮೆ ಶಕ್ತಿಯಿಂದಾಗಿ, ಘನ-ಸ್ಥಿತಿಯ ಲೇಸರ್\u200cಗಳು ಸಣ್ಣ ದಪ್ಪದ ಸಣ್ಣ ಭಾಗಗಳನ್ನು ಮಾತ್ರ ಬೆಸುಗೆ ಹಾಕಬಲ್ಲವು, ಹೆಚ್ಚಾಗಿ ಇವು ಮೈಕ್ರೋಎಲೆಟ್ರೊನಿಕ್ ವಸ್ತುಗಳು. ಆಧುನಿಕ ಟಿವಿಗಳಿಗಾಗಿ, ಮೊಹರು ಮಾಡಿದ ಕ್ಯಾಥೋಡ್ ಟ್ಯೂಬ್ ಪಿಕ್ಚರ್ ಟ್ಯೂಬ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅನಿಲ ಲೇಸರ್\u200cಗಳು ಹೆಚ್ಚು ಶಕ್ತಿಯುತವಾಗಿರುತ್ತವೆ, ಅವು ಸಾಮಾನ್ಯವಾಗಿ CO2 + N2 + He (ಅನಿಲಗಳ ಮಿಶ್ರಣ) ಅನ್ನು ಸಕ್ರಿಯ ದೇಹವಾಗಿ ಬಳಸುತ್ತವೆ. ಅನಿಲ ವಿಸರ್ಜನಾ ಕೊಳವೆಯ ಮೂಲಕ ಪಂಪ್ ಮೂಲಕ ಅನಿಲವನ್ನು ಸಿಲಿಂಡರ್\u200cಗಳಿಂದ ಪಂಪ್ ಮಾಡಲಾಗುತ್ತದೆ. ಅನಿಲವನ್ನು ಶಕ್ತಿಯುತಗೊಳಿಸಲು ವಿದ್ಯುದ್ವಾರಗಳ ನಡುವೆ ವಿದ್ಯುತ್ ಹೊರಸೂಸುವಿಕೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅನಿಲ ವಿಸರ್ಜನಾ ಕೊಳವೆಯ ತುದಿಯಲ್ಲಿ ಕನ್ನಡಿಗಳನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ. ವಿದ್ಯುದ್ವಾರಗಳು ಶಕ್ತಿಯೊಂದಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿವೆ. ನೀರಿನ ವ್ಯವಸ್ಥೆಯು ಲೇಸರ್ ಅನ್ನು ತಂಪಾಗಿಸುತ್ತದೆ.
ಅನಿಲ-ಡೈನಾಮಿಕ್ ಲೇಸರ್ಗಳು ಅತ್ಯಂತ ಶಕ್ತಿಶಾಲಿ. ಈ ಕೆಲಸವು 1000-3000 ಕೆ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಿದ ಅನಿಲಗಳನ್ನು ಬಳಸುತ್ತದೆ. ಸೂಪರ್ಸಾನಿಕ್ ವೇಗದೊಂದಿಗೆ ಅನಿಲವು ಲಾವಲ್ ನಳಿಕೆಯ ಮೂಲಕ ಹರಿಯುತ್ತದೆ, ಅದರ ನಂತರ ಅಡಿಯಾಬಾಟಿಕ್ ವಿಸ್ತರಣೆ ಸಂಭವಿಸುತ್ತದೆ ಮತ್ತು ಕುಹರದ ವಲಯದಲ್ಲಿ ತಂಪಾಗುತ್ತದೆ. ನಂತರ ಉತ್ಸಾಹಭರಿತ ಇಂಗಾಲದ ಡೈಆಕ್ಸೈಡ್ ಅಣುಗಳು ಕಡಿಮೆ ಶಕ್ತಿಯ ಮಟ್ಟಕ್ಕೆ ಹೋಗಿ ಸುಸಂಬದ್ಧ ವಿಕಿರಣವನ್ನು ಹೊರಸೂಸುತ್ತವೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಪ್ರಯೋಜನಗಳು
ಆರ್ಥಿಕ ಪರಿಗಣನೆಗಳು ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಬಳಕೆಯನ್ನು ತಡೆಯುತ್ತವೆ, ತಾಂತ್ರಿಕ ಲೇಸರ್ಗಳು ಇನ್ನೂ ದುಬಾರಿಯಾಗಿದೆ, ಆದ್ದರಿಂದ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನ್ವಯಿಸುವ ಪ್ರದೇಶವನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಉತ್ಪಾದಕತೆಯನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಹೆಚ್ಚಿಸಲು ಅಗತ್ಯವಿದ್ದರೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ವೆಚ್ಚ-ಪರಿಣಾಮಕಾರಿ, ಏಕೆಂದರೆ ಅದರ ವೇಗವು ಸಾಂಪ್ರದಾಯಿಕ ವಿಧಾನಗಳಿಗಿಂತ ಹಲವಾರು ಪಟ್ಟು ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಇತರ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳಲ್ಲಿ ಅಂತರ್ಗತವಾಗಿರದ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿದೆ.. ಲೇಸರ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಸ್ಥಳದಿಂದ ಬಹಳ ದೂರದಲ್ಲಿ ಇರಿಸಬಹುದು, ಇದು ಅನೇಕ ಸಂದರ್ಭಗಳಲ್ಲಿ ಆರ್ಥಿಕ ಪರಿಣಾಮವನ್ನು ನೀಡುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಜಲಾಶಯದ ಕೆಳಭಾಗದಲ್ಲಿ ಹಾಕಲಾಗಿರುವ ಪೈಪ್\u200cಲೈನ್\u200cಗಳನ್ನು ಸರಿಪಡಿಸಲು, ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಸ್ಥಾಪನೆ ಇದೆ. ಪೈಪ್ ಒಳಗೆ ತಿರುಗುವ ಕನ್ನಡಿಯೊಂದಿಗೆ ಟ್ರಾಲಿ ಚಲಿಸುತ್ತದೆ, ಮತ್ತು ಲೇಸರ್ ಪೈಪ್\u200cಲೈನ್ ವಿಭಾಗದ ಕೊನೆಯಲ್ಲಿ ಇದೆ, ಪೈಪ್ ಒಳಗೆ ಕಿರಣವನ್ನು ಕಳುಹಿಸುತ್ತದೆ, ಇದು ಪೈಪ್\u200cಲೈನ್ ಅನ್ನು ಮೇಲ್ಮೈಗೆ ಏರಿಸದೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
ಸಾಮಾನ್ಯವಾಗಿ, ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಅದೇ ರೀತಿಯಲ್ಲಿ, ಫಿಟ್ಟಿಂಗ್\u200cಗಳನ್ನು ಮಾಡಿದರೆ ಪೈಪ್\u200cಲೈನ್\u200cನ ವಿಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸಲಾಗುತ್ತದೆ ರಚನಾತ್ಮಕ ಉಕ್ಕುಗಳು ಅಥವಾ ಹೆಚ್ಚಿನ ಮಿಶ್ರಲೋಹ ಮಿಶ್ರಲೋಹಗಳಿಂದ ಕೊಳವೆಗಳು. ವಿಭಿನ್ನ ಲೋಹಗಳು ವಿಭಿನ್ನ ವೆಲ್ಡ್ ತಂತ್ರಜ್ಞಾನಗಳು ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಹೊಂದಿವೆ. ವೆಲ್ಡಿಂಗ್ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ, ತಾಮ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಶಗಳು ಸಹ ಸಂಪರ್ಕ ಹೊಂದಿವೆ, ಆದರೆ ಇದಕ್ಕೆ ವಿಶೇಷ ಆರ್ಗಾನ್-ಆರ್ಕ್ ಉಪಕರಣದ ಅಗತ್ಯವಿರುತ್ತದೆ, ಅದು ಉತ್ಪಾದಿಸುತ್ತದೆ ವಿದ್ಯುತ್ ಚಾಪ ಆರ್ಗಾನ್ ಅನಿಲ ಮಾಧ್ಯಮದಲ್ಲಿ, ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ತಾಮ್ರದ ತಂತಿಯನ್ನು ವಿದ್ಯುದ್ವಾರವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಪಾಲಿಮರ್ ಕೊಳವೆಗಳಿಗೆ ವೆಲ್ಡಿಂಗ್ ಸಹ ಸೂಕ್ತವಾಗಿದೆ, ಆದರೆ ಈ ಸಂದರ್ಭದಲ್ಲಿ ಇದು ವಿಶೇಷವಾಗಿದೆ - ಒತ್ತಡದಲ್ಲಿ ಉಷ್ಣ. ಕತ್ತರಿಸಿದ ಪೈಪ್ ತುಂಡುಗಳಿಂದ ಜೋಡಿಸಲಾದ ಫಿಟ್ಟಿಂಗ್ಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಇದೇ ರೀತಿಯ ಸಂಯುಕ್ತವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
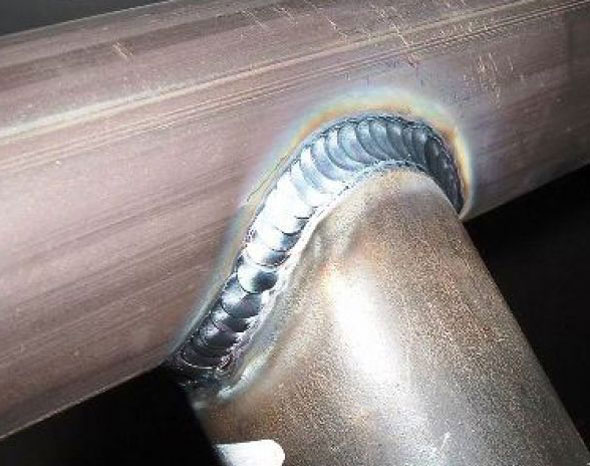
ಕೊಳವೆಗಳ ಕೋನೀಯ ಬೆಸುಗೆಯನ್ನು ನಿಯಂತ್ರಿಸುವ ಮುಖ್ಯ ನಿಯಂತ್ರಕ ದಾಖಲೆ GOST 16037-80. ವೆಲ್ಡಿಂಗ್ ಪೈಪ್\u200cಲೈನ್\u200cಗಳಿಗೆ ಕೋನೀಯ ಸಂಯೋಗವನ್ನು ಕೆಲವು ರೀತಿಯ ಕೀಲುಗಳನ್ನು ಬಳಸಿ ನಡೆಸಲಾಗುತ್ತದೆ:

ಚದರ ಕೊಳವೆಗಳನ್ನು ಒಂದೇ ನಿಯಮಗಳ ಪ್ರಕಾರ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಕೋನ ವೆಲ್ಡಿಂಗ್ನ ವೈವಿಧ್ಯಗಳು
ಆರ್ಗಾನ್-ಆರ್ಕ್, ಎಲೆಕ್ಟ್ರಿಕ್-ಆರ್ಕ್ ಅಥವಾ ಗ್ಯಾಸ್ ಆಗಿರಲಿ ಎಲ್ಲಾ ರೀತಿಯ ವೆಲ್ಡಿಂಗ್, ತುದಿಗಳನ್ನು ಸರಿಹೊಂದಿಸುವುದು ಅಗತ್ಯ ಎಂಬ ಅಂಶದಿಂದ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಅಂಶಗಳ ನಡುವಿನ ಅಂತರವು 0.5 ಮಿ.ಮೀ.ನಿಂದ 1.5 ಮಿ.ಮೀ ವರೆಗೆ ಇರಬೇಕು. 
ಗೋಡೆಯ ದಪ್ಪವು ತುಂಬಾ ಚಿಕ್ಕದಾದ ಪೈಪ್\u200cಗಳಲ್ಲಿ ಮಾತ್ರ ಬೆವೆಲಿಂಗ್ ಇಲ್ಲದೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ - 1 ರಿಂದ 6 ಮಿ.ಮೀ. ಸೇರುವ ಪ್ರಕ್ರಿಯೆಯು ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್\u200cಗಳ ಮೂಲಕ ಅಂಶಗಳನ್ನು ವಶಪಡಿಸಿಕೊಳ್ಳುವುದರೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಅವು ಕೊಳವೆಗಳ ಸ್ಥಾನವನ್ನು ಸರಿಪಡಿಸುವುದನ್ನು ಮುಂದುವರೆಸುತ್ತವೆ ಮತ್ತು ಹೊರ ಅಂಚಿನಲ್ಲಿ ಜಂಟಿಯ ರಿಂಗ್ ವೆಲ್ಡ್ ಅನ್ನು ತಯಾರಿಸುತ್ತವೆ.
ಏಕಪಕ್ಷೀಯ ತುದಿಯನ್ನು ಹೊಂದಿರುವ ಕೋನೀಯ ಸಂಯೋಗವು ಸುಮಾರು 50 ಕೋನದಲ್ಲಿ ಮಾಡಿದ ಚೇಂಬರ್ ಇರುವಿಕೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ. ದ್ವಿಪಕ್ಷೀಯ ವಿಭಾಗದೊಂದಿಗೆ, ಸುಮಾರು 30 ಕೋನದಲ್ಲಿ ಎರಡು ಚ್ಯಾಮ್\u200cಫರ್\u200cಗಳು ಅಗತ್ಯ. ಮೊದಲ ಪ್ರಕರಣದಲ್ಲಿ 1-2 ಮಿ.ಮೀ ಮತ್ತು ಎರಡನೆಯದರಲ್ಲಿ 2-5 ಮಿ.ಮೀ.ವರೆಗೆ ಅಂತರವನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಆದ್ದರಿಂದ, ಈ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಅಂಶಗಳ ಆದರ್ಶ ಅಂಚು ಮುಖ್ಯವಲ್ಲ. ಈ ರೀತಿಯಾಗಿ ಕೊಳವೆಗಳನ್ನು 2 ರಿಂದ 20 ಮಿಮೀ ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ. 
ನಲ್ಲಿ ಮೂಲೆಯ ವೆಲ್ಡಿಂಗ್ ಬೆವೆಲ್ಲಿಂಗ್ ಮತ್ತು ವಿಭಾಗದೊಂದಿಗೆ, ಗೋಡೆಯ ದಪ್ಪವು 6 ರಿಂದ 60 ಮಿ.ಮೀ ಆಗಿರಬೇಕು, ವಿಭಾಗದ ಅಗಲವು 18 ರಿಂದ 48 ಮಿ.ಮೀ ಆಗಿರಬೇಕು. ಅಂತಹ ಆಯಾಮಗಳ ಪೈಪ್\u200cಗಳನ್ನು ವೆಲ್ಡ್ ಪೂಲ್ ತುಂಬಲು ವಿಶೇಷ ತಂತ್ರವನ್ನು ಬಳಸಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಮನೆಗೆಲಸದ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ನೀವು ಸಾಮಾನ್ಯ ಪೈಪ್\u200cಗಳು ಅಥವಾ ಪ್ರೊಫೈಲ್\u200cಗಳಿಂದ ಯಾವುದೇ ರಚನೆಯನ್ನು ನಿರ್ಮಿಸಬೇಕಾದಾಗ ಆಗಾಗ್ಗೆ ಪ್ರಕರಣಗಳಿವೆ. ಆಗಾಗ್ಗೆ, ಹಗುರವಾದ ಮತ್ತು ಸುಲಭವಾಗಿ ಸ್ಥಾಪಿಸಲು ಈ ಉದ್ದೇಶಗಳಿಗಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಪ್ಲಾಸ್ಟಿಕ್ ಕೊಳವೆಗಳುಥ್ರೆಡ್ ಫಾಸ್ಟೆನರ್ಗಳೊಂದಿಗೆ ಉಕ್ಕಿನ ಉತ್ಪನ್ನಗಳು. ಆದಾಗ್ಯೂ, ಈ ಲೇಖನದಲ್ಲಿ ನಿಮ್ಮ ಮನೆಯಲ್ಲಿ ತಾಪನ ಅಥವಾ ಇತರ ಅಗತ್ಯ ವ್ಯವಸ್ಥೆಗಳಿಗಾಗಿ ಪೈಪ್ ಅನ್ನು ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ನಾವು ಪರಿಗಣಿಸುತ್ತೇವೆ, ಏಕೆಂದರೆ ಮೇಲೆ ತಿಳಿಸಲಾದ ಆಯ್ಕೆಗಳು ಯಾವಾಗಲೂ ಸ್ವೀಕಾರಾರ್ಹ ಮತ್ತು ಸೂಕ್ತವಲ್ಲ.
ಎಲೆಕ್ಟ್ರೋಡ್ ಆಯ್ಕೆ
ತಾಪನ ಕೊಳವೆಗಳು ಅಥವಾ ಇತರ ರಚನೆಗಳೊಂದಿಗೆ ನೀವು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಬೇಕಾದ ಮೊದಲನೆಯದು ವಿದ್ಯುದ್ವಾರಗಳು. ಪಡೆದ ಬೆಸುಗೆಗಳ ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ವ್ಯವಸ್ಥೆಯ ಬಿಗಿತ ಮಾತ್ರವಲ್ಲ, ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವ ಪ್ರಕ್ರಿಯೆಯು ಈ ಬಳಕೆಯ ಗುಣಮಟ್ಟವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ವಿದ್ಯುದ್ವಾರವನ್ನು ವಿಶೇಷ ಲೇಪನದೊಂದಿಗೆ ತೆಳುವಾದ ಉಕ್ಕಿನ ರಾಡ್ ಎಂದು ಅರ್ಥೈಸಲಾಗುತ್ತದೆ, ಇದು ಕೊಳವೆಗಳ ವಿದ್ಯುತ್ ಬೆಸುಗೆ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸ್ಥಿರವಾದ ಚಾಪವನ್ನು ಅನುಮತಿಸುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡ್ ರಚನೆಯಲ್ಲಿ ತೊಡಗಿದೆ ಮತ್ತು ಲೋಹದ ಆಕ್ಸಿಡೀಕರಣವನ್ನು ಸಹ ತಡೆಯುತ್ತದೆ.

ವಿದ್ಯುದ್ವಾರಗಳ ವರ್ಗೀಕರಣವು ಕೋರ್ ಪ್ರಕಾರ ಮತ್ತು ಬಾಹ್ಯ ಲೇಪನದ ಪ್ರಕಾರವನ್ನು ಬೇರ್ಪಡಿಸುತ್ತದೆ.
ಕೋರ್ ಪ್ರಕಾರದ ಪ್ರಕಾರ, ಅಂತಹ ವಿದ್ಯುದ್ವಾರಗಳಿವೆ:
- ಬಳಕೆಯಾಗದ ಕೇಂದ್ರದೊಂದಿಗೆ. ಅಂತಹ ಉತ್ಪನ್ನಗಳಿಗೆ ವಸ್ತು ಗ್ರ್ಯಾಫೈಟ್, ವಿದ್ಯುತ್ ಕಲ್ಲಿದ್ದಲು ಅಥವಾ ಟಂಗ್ಸ್ಟನ್.
- ಕರಗುವ ಕೇಂದ್ರದೊಂದಿಗೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ತಂತಿಯನ್ನು ಕೋರ್ ಆಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಅದರ ದಪ್ಪವು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸದ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಹೊರಗಿನ ಚಿಪ್ಪಿನಂತೆ, ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಕಂಡುಬರುವ ಅನೇಕ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಹಲವಾರು ಗುಂಪುಗಳಾಗಿ ವಿಂಗಡಿಸಬೇಕು.
ಆದ್ದರಿಂದ, ವ್ಯಾಪ್ತಿ ಹೀಗಿರಬಹುದು:
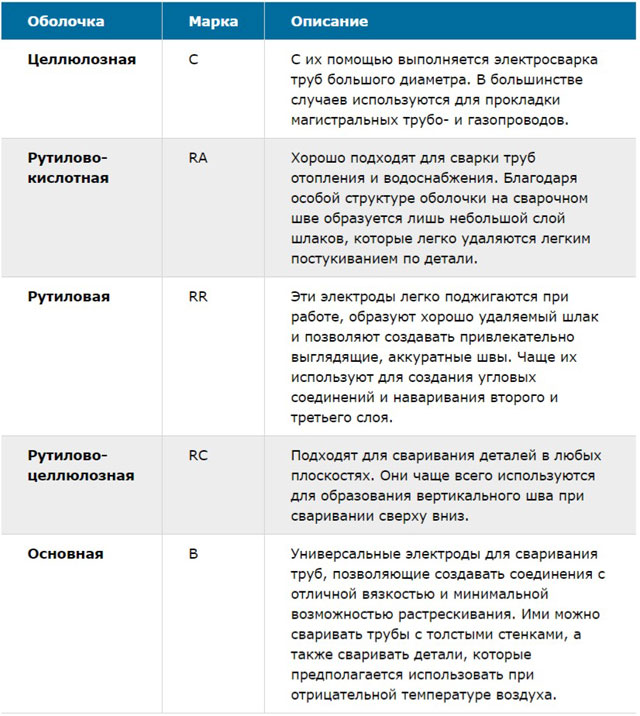
- ಸೆಲ್ಯುಲೋಸ್ (ಗ್ರೇಡ್ ಸಿ). ಈ ಉತ್ಪನ್ನಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ದೊಡ್ಡ ಅಡ್ಡ-ವಿಭಾಗದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಮಾಡಲು ಬಳಸಲಾಗುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಅನಿಲ ಅಥವಾ ನೀರನ್ನು ಸಾಗಿಸಲು ಪೈಪ್\u200cಲೈನ್\u200cಗಳ ಅಳವಡಿಕೆಗಾಗಿ.
- ರೂಟೈಲ್ ಆಸಿಡ್ (ಆರ್ಎ). ಅಂತಹ ವಿದ್ಯುದ್ವಾರಗಳು ಲೋಹದ ತಾಪನ ಕೊಳವೆಗಳು ಅಥವಾ ನೀರಿನ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡಲು ಸೂಕ್ತವಾಗಿವೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡ್ ಅನ್ನು ಸ್ಲ್ಯಾಗ್ನ ಸಣ್ಣ ಪದರದಿಂದ ಮುಚ್ಚಲಾಗುತ್ತದೆ, ಅದನ್ನು ಟ್ಯಾಪ್ ಮಾಡುವ ಮೂಲಕ ಸುಲಭವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
- ರೂಟೈಲ್ (ಆರ್ಆರ್). ಈ ರೀತಿಯ ವಿದ್ಯುದ್ವಾರಗಳು ಅತ್ಯಂತ ನಿಖರವಾದ ವೆಲ್ಡಿಂಗ್ ಸ್ತರಗಳನ್ನು ಪಡೆಯಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ, ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ರೂಪುಗೊಂಡ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಬಹಳ ಸುಲಭವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ಅನುಕೂಲಕರವಾಗಿ, ಅಂತಹ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಮೂಲೆಯ ಕೀಲುಗಳ ಸ್ಥಳಗಳಲ್ಲಿ ಅಥವಾ ಎರಡನೇ ಅಥವಾ ಮೂರನೇ ಪದರವನ್ನು ಬೆಸುಗೆ ಮಾಡುವಾಗ ಬಳಸಲಾಗುತ್ತದೆ.
- ರೂಟೈಲ್ ಸೆಲ್ಯುಲೋಸ್ (ಆರ್ಸಿ). ಇದೇ ರೀತಿಯ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ನಿರ್ವಹಿಸಬಹುದು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಸಂಪೂರ್ಣವಾಗಿ ಯಾವುದೇ ವಿಮಾನದಲ್ಲಿ. ನಿರ್ದಿಷ್ಟವಾಗಿ ಹೇಳುವುದಾದರೆ, ಉದ್ದವಾದ ಲಂಬವಾದ ಸೀಮ್ ಅನ್ನು ರಚಿಸಲು ಅವುಗಳನ್ನು ಬಹಳ ಸಕ್ರಿಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
- ಮುಖ್ಯ (ಬಿ). ಅಂತಹ ಉತ್ಪನ್ನಗಳನ್ನು ಸಾರ್ವತ್ರಿಕ ಎಂದು ಕರೆಯಬಹುದು, ಏಕೆಂದರೆ ಅವು ದಪ್ಪ-ಗೋಡೆಯ ಕೊಳವೆಗಳು, ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡಲು ಸೂಕ್ತವಾಗಿವೆ, ಇವುಗಳ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪ್ಲಾಸ್ಟಿಕ್ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಸೀಮ್ ರೂಪುಗೊಳ್ಳುತ್ತದೆ, ಅದು ಬಿರುಕು ಬಿಡುವುದಿಲ್ಲ ಮತ್ತು ಸಮಯದೊಂದಿಗೆ ವಿರೂಪಗೊಳ್ಳುವುದಿಲ್ಲ. ಇದನ್ನೂ ನೋಡಿ: "".
ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ನಿಮ್ಮ ಸಹವರ್ತಿ ವೆಲ್ಡರ್\u200cಗಳು ಅವರು ಬಳಸಲು ಬಯಸುವ ವಿದ್ಯುದ್ವಾರಗಳ ಬಗೆಗೆ ಸಂಪರ್ಕಿಸುವಂತೆ ನಾವು ಶಿಫಾರಸು ಮಾಡುತ್ತೇವೆ. ಪ್ರತಿಯೊಂದು ಸಂದರ್ಭದಲ್ಲೂ, ಇವು ವಿಭಿನ್ನ ಬ್ರಾಂಡ್\u200cಗಳಾಗಿರುತ್ತವೆ, ಏಕೆಂದರೆ ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ಬ್ರ್ಯಾಂಡ್\u200cಗಳು ಮಾರಾಟಕ್ಕೆ ಲಭ್ಯವಿರಬಹುದು ಮತ್ತು ಇದು ನಗರದಿಂದ ನಗರಕ್ಕೆ ಭಿನ್ನವಾಗಿರುತ್ತದೆ.
ಪ್ರತ್ಯೇಕವಾಗಿ ಗಮನಿಸಬೇಕಾದ ಅಂಶವೆಂದರೆ ವಿದ್ಯುದ್ವಾರಗಳ ಬೆಲೆ ಮತ್ತು ಗುಣಮಟ್ಟದ ನಡುವಿನ ನೇರ ಸಂಬಂಧದ ಉಪಸ್ಥಿತಿ. ಅಗ್ಗದ ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳು ಅಗತ್ಯ ಮಟ್ಟದ ಗುಣಮಟ್ಟವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್\u200cಗಳ ಸರಿಯಾದ ಬೆಸುಗೆಯನ್ನು ಅನುಮತಿಸುವುದಿಲ್ಲ ಎಂಬ ಅಂಶವನ್ನು ಆಚರಣೆಯಲ್ಲಿ ಪದೇ ಪದೇ ಪರೀಕ್ಷಿಸಲಾಗಿದೆ. ಆದ್ದರಿಂದ, ನೀವು ಈ ಖರ್ಚಿನ ವಸ್ತುವಿನ ಮೇಲೆ ಉಳಿಸಬಾರದು, ಏಕೆಂದರೆ ಇದರ ಪರಿಣಾಮವಾಗಿ ಅವು ಹೆಚ್ಚು ಬೆಳೆಯುತ್ತವೆ.
ವೆಲ್ಡ್ಸ್ ಮತ್ತು ಪೈಪ್ ಕೀಲುಗಳ ವೈವಿಧ್ಯಗಳು
ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಪೈಪ್\u200cಗಳನ್ನು ಬೇಯಿಸುವುದು ಹೇಗೆ ಎಂದು ಹಲವಾರು ಮಾರ್ಗಗಳಿವೆ:
- ಬಟ್ ಅನ್ನು ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ ಇಡುವುದು - ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪೈಪ್ ವಿಭಾಗಗಳು ಪರಸ್ಪರ ವಿರುದ್ಧವಾಗಿರುತ್ತವೆ;
- ಬ್ರ್ಯಾಂಡ್\u200cಗೆ ಸಂಪರ್ಕ - ಇದರರ್ಥ ಎರಡು ತುಂಡು ಪೈಪ್\u200cಗಳನ್ನು "ಟಿ" ಅಕ್ಷರದ ರೂಪದಲ್ಲಿ ಲಂಬವಾಗಿ ಇರಿಸಲಾಗುತ್ತದೆ;
- ಲ್ಯಾಪ್ ಜೋಡಣೆ - ಈ ಸಾಕಾರದಲ್ಲಿ, ಪೈಪ್ ತುಂಡುಗಳಲ್ಲಿ ಒಂದನ್ನು ಭುಗಿಲೆದ್ದಿದ್ದು, ಅದನ್ನು ಇನ್ನೊಂದರ ಮೇಲೆ ಧರಿಸಬಹುದು;
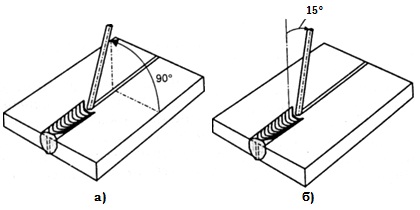
- ಮೂಲೆಯ ಸಂಪರ್ಕ - ಅಂದರೆ, ಎರಡು ಭಾಗಗಳನ್ನು 45 ° ಅಥವಾ 90 of ಕೋನದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ.

ಕೊಳವೆಗಳ ವಿದ್ಯುತ್ ಬೆಸುಗೆ ಮಾಡುವಾಗ, ಈ ಕೆಳಗಿನ ಸ್ತರಗಳನ್ನು ಮಾಡಬಹುದು:
- ಅಡ್ಡಲಾಗಿ - ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಕೊಳವೆಗಳು ಲಂಬವಾಗಿ ನೆಲೆಗೊಂಡಿವೆ;
- ಲಂಬ - ಇವು ಪೈಪ್\u200cನ ಲಂಬ ವಿಭಾಗದಲ್ಲಿನ ಸ್ತರಗಳಾಗಿವೆ;
- ಸೀಲಿಂಗ್ - ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವಿದ್ಯುದ್ವಾರವನ್ನು ಭಾಗದ ಕೆಳಗಿನ ಭಾಗದಲ್ಲಿ, ನೌಕರನ ತಲೆಯ ಮೇಲೆ ಇರಿಸಲಾಗುತ್ತದೆ;
- ಕಡಿಮೆ - ಕ್ರಮವಾಗಿ, ನೀವು ಕೆಳಗೆ ಬಾಗಬೇಕಾದ ಸ್ತರಗಳು.
ಕೆಲಸ ಮಾಡುವಾಗ ದಯವಿಟ್ಟು ಗಮನಿಸಿ ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ಸಂಪರ್ಕವು ಬಟ್-ಟು-ಹೆಡ್ ಆಗಿರಬೇಕು, ಉತ್ಪನ್ನದ ಗೋಡೆಯ ದಪ್ಪದ ಉದ್ದಕ್ಕೂ ಡಾಕಿಂಗ್ ಪಾಯಿಂಟ್\u200cನ ಕಡ್ಡಾಯ ಕುದಿಯುವಿಕೆಯೊಂದಿಗೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ ಸೂಕ್ತವಾದದ್ದು ಕಡಿಮೆ ರೋಟರಿ ಸೀಮ್\u200cನ ಬಳಕೆಯಾಗಿದೆ.

- ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ವಿದ್ಯುದ್ವಾರವನ್ನು 45 ° ಅಥವಾ ಸ್ವಲ್ಪ ಕಡಿಮೆ ಕೋನದಲ್ಲಿ ಇಡಬೇಕು, ನಂತರ ಕರಗಿದ ಲೋಹವು ಪೈಪ್\u200cಗೆ ಹೆಚ್ಚು ಕಡಿಮೆ ಪ್ರಮಾಣದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲ್ಪಡುತ್ತದೆ.
- ನೀವು ಬ್ರ್ಯಾಂಡ್\u200cಗಳಲ್ಲಿ ಸಂಪರ್ಕಿಸುತ್ತಿದ್ದರೆ ಅಥವಾ ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ, ನಿಮಗೆ 2-3 ಎಂಎಂ ವಿದ್ಯುದ್ವಾರಗಳು ಬೇಕಾಗುತ್ತವೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ವ್ಯವಸ್ಥೆಯ ವಿಶ್ವಾಸಾರ್ಹ ಸೀಲಿಂಗ್\u200cಗೆ ಸೂಕ್ತವಾದ ಪ್ರಸ್ತುತ ಶಕ್ತಿ 80-110 ಆಂಪಿಯರ್\u200cಗಳ ವ್ಯಾಪ್ತಿಯಲ್ಲಿದೆ.
- ಲ್ಯಾಪ್ ಜಾಯಿಂಟ್ ಅನ್ನು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಬೆಸುಗೆ ಹಾಕಲು, ಪ್ರವಾಹವನ್ನು 120 ಆಂಪಿಯರ್ಗಳಿಗೆ ಹೆಚ್ಚಿಸಬೇಕು ಮತ್ತು ಇದೇ ರೀತಿಯ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಬಹುದು.
- ವೆಲ್ಡ್ನ ಗರಿಷ್ಠ ಎತ್ತರವು ಪೈಪ್ನ ಮೇಲ್ಮೈಗಿಂತ 3 ಮಿ.ಮೀ ಆಗಿರಬೇಕು. ಅದರ ಸಾಧನೆಯ ನಂತರವೇ ಕೆಲಸವನ್ನು ಪೂರ್ಣಗೊಳಿಸಲಾಗಿದೆ ಎಂದು ಪರಿಗಣಿಸಬಹುದು.
ಪ್ರತ್ಯೇಕವಾಗಿ, ಪ್ರೊಫೈಲ್ ಮಾಡಿದ ಉತ್ಪನ್ನಗಳ ಮೇಲೆ ವಾಸಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ. ಅಂತಹ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪಾಯಿಂಟ್\u200cವೈಸ್\u200cನಲ್ಲಿ ನಡೆಸಬೇಕು. ಇದರರ್ಥ ಮೊದಲು ಅವರು ಪ್ರೊಫೈಲ್\u200cನ ಎದುರು ಬದಿಗಳಲ್ಲಿ ಎರಡು ಪಾಯಿಂಟ್\u200cಗಳನ್ನು ಪಡೆದುಕೊಳ್ಳುತ್ತಾರೆ, ನಂತರ ಇತರ ಎರಡು ಪಾಯಿಂಟ್\u200cಗಳಿಗೆ ತೆರಳಿ, ಮತ್ತು ಇಡೀ ಪೈಪ್ ಬೆಚ್ಚಗಾಗುವವರೆಗೆ. ಅದರ ನಂತರ, ಅವರು ಪೈಪ್ನ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ನಿರಂತರ ವೆಲ್ಡ್ ಮಾಡಲು ಪ್ರಾರಂಭಿಸುತ್ತಾರೆ.
ಭಾಗಗಳೊಂದಿಗೆ ಪ್ರಾಥಮಿಕ ಕೆಲಸ
ಸೂಚನೆಗಳ ಪ್ರಕಾರ, ಈ ಕೆಳಗಿನ ಷರತ್ತುಗಳನ್ನು ಪೂರೈಸಬೇಕು:
- ಜ್ಯಾಮಿತೀಯ ಗಾತ್ರಗಳು.
- ಗುಣಮಟ್ಟದ ಪ್ರಮಾಣಪತ್ರದ ಉಪಸ್ಥಿತಿ, ನಿರ್ದಿಷ್ಟವಾಗಿ, ಇದು ಕುಡಿಯುವ ನೀರಿಗೆ ಪೈಪ್\u200cಲೈನ್ ಆಗಿದ್ದರೆ.
- ಸಂಪೂರ್ಣವಾಗಿ ದುಂಡಗಿನ ಪೈಪ್ ಆಕಾರ - ಚಪ್ಪಟೆಯಾದ ಅಥವಾ ಅಂಡಾಕಾರದ ಅಡ್ಡ-ವಿಭಾಗದ ರೂಪದಲ್ಲಿ ಯಾವುದೇ ಅಂತಿಮ ದೋಷಗಳನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
- ಅವುಗಳ ಉದ್ದಕ್ಕೂ ಒಂದೇ ಗೋಡೆಯ ದಪ್ಪ.
- ಉತ್ಪನ್ನಗಳ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯು ವಿವಿಧ ವ್ಯವಸ್ಥೆಗಳಿಗಾಗಿ ರಷ್ಯಾದ ಒಕ್ಕೂಟದ GOST ಗಳನ್ನು ಅನುಸರಿಸಬೇಕು. ತಾಂತ್ರಿಕ ದಸ್ತಾವೇಜನ್ನು ಅಥವಾ ಪ್ರಯೋಗಾಲಯ ಪರೀಕ್ಷೆಗಳಿಂದ ಈ ಮಾಹಿತಿಯನ್ನು ಕಂಡುಹಿಡಿಯಲಾಗುತ್ತದೆ.

ತಯಾರಿ ಪ್ರಕ್ರಿಯೆಯು ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಪೈಪ್ನ ಕೊನೆಯಲ್ಲಿ ಕಟ್ನ ಸಮತೆಯನ್ನು ಪರಿಶೀಲಿಸಿ - ಅದು 90º ಗೆ ಸಮನಾಗಿರಬೇಕು;
- ಲೋಹೀಯ ಶೀನ್ ಕಾಣಿಸಿಕೊಳ್ಳುವವರೆಗೆ ಕೊನೆಯ ಮುಖ ಮತ್ತು ಅದರಿಂದ 10 ಮಿ.ಮೀ ಪ್ರದೇಶವನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಸ್ವಚ್ should ಗೊಳಿಸಬೇಕು;
- ತೈಲಗಳು, ತುಕ್ಕು, ಬಣ್ಣಗಳ ಎಲ್ಲಾ ಕುರುಹುಗಳನ್ನು ಪೈಪ್ ಎಂಡ್ ಮುಖದ ಮೇಲೆ ತೆಗೆದುಹಾಕಬೇಕು ಮತ್ತು ಅವನತಿಗೊಳಿಸಬೇಕು.
ಕಾಳಜಿ ವಹಿಸುವ ಕೊನೆಯ ವಿಷಯವೆಂದರೆ ಸರಿಯಾದ ಅಂತ್ಯ ಸಂರಚನೆ. ಅಂಚಿನ ಆರಂಭಿಕ ಕೋನವು 65º ಆಗಿರಬೇಕು, ಮತ್ತು ಮೊಂಡಾದ ಸೂಚ್ಯಂಕವು 2 ಮಿ.ಮೀ ಆಗಿರಬೇಕು. ಹೆಚ್ಚುವರಿ ಸಂಸ್ಕರಣೆಯು ಅಗತ್ಯವಾದ ನಿಯತಾಂಕಗಳನ್ನು ಸಾಧಿಸುತ್ತದೆ.
ಅಂತಹ ಕೆಲಸವನ್ನು ಚಾಂಫರ್, ಫೇಸ್ ಮೇಕರ್ ಅಥವಾ ಗ್ರೈಂಡರ್ ಮೂಲಕ ಮಾಡಬಹುದು. ದೊಡ್ಡ-ವ್ಯಾಸದ ಕೊಳವೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ವೃತ್ತಿಪರರು ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರಗಳು ಅಥವಾ ಅನಿಲ ಮತ್ತು ಪ್ಲಾಸ್ಮಾ ಕಟ್ಟರ್\u200cಗಳನ್ನು ಬಳಸುತ್ತಾರೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆ
ಎಲ್ಲಾ ಪ್ರಾಥಮಿಕ ಸಿದ್ಧತೆ ಹಿಂದೆ ಇದ್ದಾಗ, ನೀವು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು. ನೀವು ಅಗತ್ಯವಾದ ಕೌಶಲ್ಯಗಳನ್ನು ಹೊಂದಿಲ್ಲದಿದ್ದರೆ ಮತ್ತು ನೀವು ಈ ಮೊದಲು ಅಂತಹ ಕೆಲಸವನ್ನು ಮಾಡದಿದ್ದರೆ, ಮೊದಲು ಇಡೀ ವ್ಯವಸ್ಥೆಯನ್ನು ಹಾಳು ಮಾಡದಂತೆ ಹೆಚ್ಚುವರಿ ಪೈಪ್\u200cಗಳ ಮೇಲೆ ಅಭ್ಯಾಸ ಮಾಡಲು ನಾವು ಶಿಫಾರಸು ಮಾಡುತ್ತೇವೆ.
ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ನ ಸೂಕ್ಷ್ಮತೆಗಳು
ದುಂಡಗಿನ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿದರೆ, ನಂತರ ಅವುಗಳ ಮೇಲಿನ ಸೀಮ್ ನಿರಂತರವಾಗಿರಬೇಕು. ಇದರರ್ಥ ಕೆಲಸ ಪ್ರಾರಂಭವಾದ ತಕ್ಷಣ, ನಿರಂತರ ವೆಲ್ಡ್ ರೂಪುಗೊಳ್ಳುವವರೆಗೆ ಅದನ್ನು ಅಡ್ಡಿಪಡಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ. ರೋಟರಿ ಮತ್ತು ರೋಟರಿ ಅಲ್ಲದ ಕೀಲುಗಳೊಂದಿಗಿನ ಕೆಲಸದ ಸಂದರ್ಭದಲ್ಲಿ, ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ತಾಪನ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಹಲವಾರು ಪದರಗಳಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು. ಅವುಗಳ ಸಂಖ್ಯೆ ಪೈಪ್\u200cನ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.

ಗೋಡೆಯ ನಿಯತಾಂಕಗಳಲ್ಲಿನ ಪದರಗಳ ಸಂಖ್ಯೆಯ ಅವಲಂಬನೆಯನ್ನು ಅಂತಹ ಪ್ರಮಾಣದಲ್ಲಿ ವ್ಯಕ್ತಪಡಿಸಲಾಗುತ್ತದೆ:
- ವೆಲ್ಡ್ನ 2 ಪದರಗಳನ್ನು 6 ಮಿಮೀ ವರೆಗೆ ಗೋಡೆಯ ದಪ್ಪವಿರುವ ಕೊಳವೆಗಳ ಮೇಲೆ ನಡೆಸಲಾಗುತ್ತದೆ;
- ಗೋಡೆಗಳು 6-12 ಮಿಮೀ ದಪ್ಪದೊಳಗೆ ಏರಿಳಿತವಾಗಿದ್ದರೆ, 3 ಪದರಗಳು ಬೇಕಾಗುತ್ತವೆ;
- ಎಲ್ಲಾ ಇತರ ಉತ್ಪನ್ನಗಳು, ಅದರ ಗೋಡೆಯ ದಪ್ಪವು ಇನ್ನೂ ಹೆಚ್ಚಾಗಿದೆ, ಸೀಮ್\u200cನ 4 ಪದರಗಳ ಅನ್ವಯದ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಇದಲ್ಲದೆ, ಹಲವಾರು ಪ್ರಮುಖ ವೈಶಿಷ್ಟ್ಯಗಳನ್ನು ಪರಿಗಣಿಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ:
- ಯಾವ ಧ್ರುವೀಯತೆ ಮತ್ತು ಪ್ರವಾಹವನ್ನು ಅನ್ವಯಿಸಬೇಕು (ಸ್ಥಿರ ಅಥವಾ ಪರ್ಯಾಯ) ಕೊಳವೆಗಳ ಗೋಡೆಯ ದಪ್ಪ, ಅವುಗಳ ವಸ್ತು ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ ಶೆಲ್ ಅನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಎಲ್ಲಾ ಮಾಹಿತಿಯನ್ನು ವಿದ್ಯುದ್ವಾರಗಳ ಸೂಚನೆಗಳಲ್ಲಿ ಸೂಚಿಸಬೇಕು.
- ಎಲೆಕ್ಟ್ರೋಡ್ ಕಡ್ಡಿಗಳ ದಪ್ಪವು ವೆಲ್ಡಿಂಗ್\u200cಗೆ ಅಗತ್ಯವಾದ ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ರಾಡ್ನ ದಪ್ಪವನ್ನು 30 ಅಥವಾ 40 ರಿಂದ ಗುಣಿಸುವ ಮೂಲಕ ನೀವು ಈ ಸೂಚಕವನ್ನು ಅಂದಾಜು ಮಾಡಬಹುದು. ಆದ್ದರಿಂದ ನೀವು ಆಂಪಿಯರ್\u200cಗಳಲ್ಲಿನ ಪ್ರವಾಹವನ್ನು ಲೆಕ್ಕಹಾಕಬಹುದು ಮತ್ತು ಅದನ್ನು ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳಲ್ಲಿ ಹೊಂದಿಸಬಹುದು.
- ಕೆಲಸದ ವೇಗವನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುವುದಿಲ್ಲ. ಚಾಪವು ಒಂದು ಹಂತದಲ್ಲಿ ಹೆಚ್ಚು ಕಾಲ ಉಳಿಯುವುದಿಲ್ಲ ಎಂದು ನೀವು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬೇಕು, ಇಲ್ಲದಿದ್ದರೆ ಅಂಚು ಉರಿಯುತ್ತದೆ ಮತ್ತು ನೀವು ಮತ್ತೆ ಪ್ರಾರಂಭಿಸಬೇಕಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ನಿಮ್ಮ ಕೆಲಸವನ್ನು ಸುಲಭಗೊಳಿಸಲು ಅನಿಲ ಕೊಳವೆಗಳು ಕೀಲುಗಳನ್ನು ಜೋಡಿಸಲು ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಬಹುದು.
ನಾವು ಸಂಪರ್ಕಗಳನ್ನು ಸಂಗ್ರಹಿಸುತ್ತೇವೆ
ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಈ ಕೆಳಗಿನ ಅನುಕ್ರಮದಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು:
- ಪೈಪ್\u200cಗಳನ್ನು ವೈಸ್ ಅಥವಾ ಇತರ ಸಾಧನದಲ್ಲಿ ಸರಿಪಡಿಸಬೇಕು, ಅವುಗಳನ್ನು ಕೊನೆಯಿಂದ ಕೊನೆಯವರೆಗೆ ಸಂಪರ್ಕಿಸುತ್ತದೆ. ಮುಂದೆ, ವಿದ್ಯುದ್ವಾರದೊಂದಿಗಿನ ಜಂಕ್ಷನ್ ಅನ್ನು 2-3 ಸ್ಥಳಗಳಲ್ಲಿ ತೆಗೆದುಕೊಳ್ಳಬೇಕು. ಅದು ಕೇವಲ 2 ಪಾಯಿಂಟ್\u200cಗಳಾಗಿದ್ದರೆ, ಅವುಗಳನ್ನು ವೃತ್ತದ ಎದುರು ಬದಿಗಳಲ್ಲಿ ಮಾಡಿ.
- ಒಂದು ಸಂಪರ್ಕ ಬಿಂದುವನ್ನು ಮಾತ್ರ ಮಾಡಿದಾಗ, ಜಂಟಿ ಅಂತಿಮ ಕುದಿಯುವಿಕೆಯು ಎದುರು ಬದಿಯಿಂದ ಪ್ರಾರಂಭವಾಗಬೇಕು.
- 3 ಮಿ.ಮೀ ಒಳಗೆ ಗೋಡೆಯ ದಪ್ಪವಿರುವ ಕೊಳವೆಗಳಿಗೆ ವಿದ್ಯುದ್ವಾರದ ದಪ್ಪವು 2.5 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚಿರಬಾರದು ಎಂಬುದನ್ನು ದಯವಿಟ್ಟು ಗಮನಿಸಿ.
ಮತ್ತು ವೆಲ್ಡ್ ತಂತ್ರಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ಇನ್ನೂ ಕೆಲವು ಉಪಯುಕ್ತ ಮಾಹಿತಿ.

ಗೋಡೆಯ ದಪ್ಪವು 4 ಮಿ.ಮೀ ಮೀರಿದ ಪೈಪ್\u200cಗಳೊಂದಿಗೆ ನೀವು ಕೆಲಸ ಮಾಡಿದರೆ, ಅವುಗಳ ಸಂಪರ್ಕವನ್ನು ಎರಡು ಸ್ತರಗಳಿಂದ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ - ಮೂಲ, ಉಕ್ಕಿನ ಸಂಪೂರ್ಣ ದಪ್ಪದ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ ಮತ್ತು 3 ಎಂಎಂ ಎತ್ತರದ ರೋಲರ್ ಆಗಿರುವ ರೋಲ್.
ಪ್ರದರ್ಶನ ಲಂಬ ಸ್ತರಗಳು 30-80 ಮಿಮೀ ಅಡ್ಡ ವಿಭಾಗವನ್ನು ಹೊಂದಿರುವ ಕೊಳವೆಗಳಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಎರಡು ಹಂತಗಳಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ - ಮೊದಲು ¾ ಉದ್ದಕ್ಕೆ ಸೀಮ್ ಮಾಡಿ, ಮತ್ತು ನಂತರ ಎಲ್ಲವೂ.
ನೀವು ಹಲವಾರು ಪದರಗಳಲ್ಲಿ ಸಮತಲವಾದ ಸೀಮ್ ಅನ್ನು ಮಾಡಿದಾಗ, ಪ್ರತಿ ನಂತರದ ವಿಧಾನದಲ್ಲಿ ವಿದ್ಯುದ್ವಾರವು ವಿರುದ್ಧ ದಿಕ್ಕಿನಲ್ಲಿ ಚಲಿಸಬೇಕು.
ಹಲವಾರು ಪದರಗಳಲ್ಲಿ ಮಾಡಿದ ಸೀಮ್\u200cನ ಅಂತ್ಯ (ಕೋಟೆ) ಬಿಂದುಗಳನ್ನು ಬೇರೆ ಬೇರೆ ಸ್ಥಳಗಳಲ್ಲಿ ಇಡಬೇಕು.
ರೋಟರಿ ಮತ್ತು ಸ್ಥಿರ ಕೀಲುಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಿ
ಅಂತಹ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವ ನಿಯಮಗಳಲ್ಲಿ ಈ ಕೆಳಗಿನವುಗಳಿವೆ:
- ಆವರ್ತಕದಲ್ಲಿ ಸ್ವಿವೆಲ್ ಕೀಲುಗಳನ್ನು ಅನುಕೂಲಕರವಾಗಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ಕೆಲಸದ ವೇಗ ಮತ್ತು ಕಾರ್ಯವಿಧಾನದ ತಿರುಗುವಿಕೆ ಒಂದೇ ಆಗಿರುವುದು ಅಪೇಕ್ಷಣೀಯವಾಗಿದೆ.
- ಚಾಪ (ವೆಲ್ಡ್ ಪೂಲ್) ಯೊಂದಿಗಿನ ಲೋಹದ ಸಂಪರ್ಕ ಬಿಂದುವು ಆವರ್ತಕದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾದ ಪೈಪ್\u200cನ ಮೇಲಿನ ಬಿಂದುವಿನಿಂದ 30º ಕೆಳಗೆ ಇರಬೇಕು, ಬದಿಯ ತಿರುಗುವಿಕೆಯ ವಿರುದ್ಧ ದಿಕ್ಕಿನಲ್ಲಿರಬೇಕು.
- ಅಂತಹ ಕೆಲಸವನ್ನು ಕೈಯಾರೆ ಸಹ ಮಾಡಬಹುದು. ಇದನ್ನು ಮಾಡಲು, ಪೈಪ್ ಅನ್ನು ಪ್ರತಿ ಬಾರಿ 60-110º ತಿರುಗಿಸಲಾಗುತ್ತದೆ ಇದರಿಂದ ಅದರೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ.
ಆದಾಗ್ಯೂ, ನೀವು 180º ಮೂಲಕ ಪೈಪ್ ಅನ್ನು ತಿರುಗಿಸಿದಾಗ ಅತ್ಯಂತ ಕಷ್ಟಕರವಾದ ಕೆಲಸವಾಗುತ್ತದೆ.

ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು 3 ಹಂತಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ:
- ಮೊದಲನೆಯದಾಗಿ, ಅವುಗಳನ್ನು ಹೊರಗಿನ ಬೆಂಡ್ ತ್ರಿಜ್ಯದ ಉದ್ದಕ್ಕೂ 2/4 ಪೈಪ್ ವಿಭಾಗಗಳ 1-2 ಪದರಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
- ಮುಂದೆ, ಪೈಪ್ ಅನ್ನು ಬಿಚ್ಚಲಾಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ನ ಉಳಿದ ಭಾಗವನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಎಲ್ಲಾ ಪದರಗಳನ್ನು ಏಕಕಾಲದಲ್ಲಿ ನಿರ್ವಹಿಸುತ್ತದೆ.
- ಕೊನೆಯಲ್ಲಿ, ಪೈಪ್ ಮತ್ತೆ ತಿರುಗುತ್ತದೆ ಮತ್ತು ಸೀಮ್ನ ಉಳಿದ ಪದರಗಳನ್ನು ಬೆಂಡ್ನ ಹೊರಭಾಗಕ್ಕೆ ಸೇರಿಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಸ್ಥಿರ ಕೀಲುಗಳು ಎರಡು ಹಂತಗಳಲ್ಲಿ ಪ್ರದರ್ಶನ.
ಕೆಲಸದ ವಿಧಾನ ಹೀಗಿದೆ:
- ಪೈಪ್ ಅನ್ನು ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಎರಡು ಭಾಗಗಳಾಗಿ ವಿಂಗಡಿಸಬೇಕು. ಈ ಸಂದರ್ಭದಲ್ಲಿ ಸೀಮ್ ಸಮತಲ ಮತ್ತು ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್ ಎರಡನ್ನೂ ತಿರುಗಿಸುತ್ತದೆ.
- ವೆಲ್ಡಿಂಗ್ ವೃತ್ತದ ಕೆಳಗಿನ ಬಿಂದುವಿನಿಂದ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ, ವಿದ್ಯುದ್ವಾರವನ್ನು ಸರಾಗವಾಗಿ ಮೇಲಿನ ಬಿಂದುವಿಗೆ ಚಲಿಸುತ್ತದೆ. ಅದೇ ರೀತಿಯಲ್ಲಿ, ಕೆಲಸವನ್ನು ಎದುರು ಭಾಗದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ.
- ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಚಾಪವನ್ನು ಚಿಕ್ಕದಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ, ಎಲೆಕ್ಟ್ರೋಡ್ ಕೋರ್ನ ದಪ್ಪದ ಉದ್ದಕ್ಕೆ length ಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ.
- ರೋಲ್ ಸೀಮ್ನ ಎತ್ತರವು 2-4 ಮಿಮೀ ತಲುಪಬಹುದು, ಇದು ಎಲ್ಲಾ ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಬೆಸುಗೆಯ ಅಂತಿಮ ಹಂತವೆಂದರೆ ಕೀಲುಗಳ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ.
ಸಂಪರ್ಕ ವಿಶ್ವಾಸಾರ್ಹತೆ ಪರಿಶೀಲನೆ
ಆಗಾಗ್ಗೆ, ದೃಶ್ಯ ಪರಿಶೀಲನೆಯ ಮೂಲಕ ನೀವು ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟ ಮತ್ತು ವ್ಯವಸ್ಥೆಯ ಬಿಗಿತದ ಮೇಲೆ ನಿಯಂತ್ರಣವನ್ನು ನಿರ್ವಹಿಸಬೇಕಾಗುತ್ತದೆ.
ಇದನ್ನು ಮಾಡಲು, ಮೊದಲು ಸೀಮ್ ಅನ್ನು ಸ್ಲ್ಯಾಗ್ನಿಂದ ಸ್ವಚ್ ed ಗೊಳಿಸಬೇಕು ಮತ್ತು ಅದನ್ನು ಲಘು ಸುತ್ತಿಗೆಯಿಂದ ಟ್ಯಾಪ್ ಮಾಡಿ. ಮುಂದೆ, ಅದರಲ್ಲಿ ಚಿಪ್ಸ್, ಕಡಿತ ಅಥವಾ ಬಿರುಕುಗಳು, ಕಳಪೆಯಾಗಿ ಬೇಯಿಸಿದ ತುಂಡುಗಳು ಅಥವಾ ಸುಡುವಿಕೆ, ಮತ್ತು ಇತರ ದೋಷಗಳ ಉಪಸ್ಥಿತಿಗಾಗಿ ಸೀಮ್ ಅನ್ನು ದೃಷ್ಟಿಗೋಚರವಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ.
ಸೀಮ್ನ ದಪ್ಪವನ್ನು ಅಳೆಯುವುದು ಕೊನೆಯ ಹಂತವಾಗಿದೆ. ಇದನ್ನು ಮಾಡಲು, ನೀವು ಪ್ರಮಾಣಿತ ಉಪಕರಣಗಳು, ಜೊತೆಗೆ ಶೋಧಕಗಳು, ಟೆಂಪ್ಲೇಟ್\u200cಗಳು ಮತ್ತು ಇತರ ಸಾಧನಗಳನ್ನು ಬಳಸಬಹುದು.
ಅನಿಲ ಪ್ರಸರಣ ಅಥವಾ ನೀರಿನ ವ್ಯವಸ್ಥೆಯನ್ನು ಸಹ ಸೋರಿಕೆಗೆ ಪರಿಶೀಲಿಸಬೇಕು ಎಂಬುದನ್ನು ದಯವಿಟ್ಟು ಗಮನಿಸಿ. ಇದನ್ನು ಮಾಡಲು, ಒತ್ತಡದಲ್ಲಿ ದ್ರವದ ಪರೀಕ್ಷಾ ರನ್ ಮಾಡಿ.
ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
ಲೋಹದ ಕೊಳವೆಗಳ ವೆಲ್ಡಿಂಗ್ ಸೇರಿದಂತೆ ಯಾವುದೇ ವಿದ್ಯುತ್ ಕೆಲಸದಲ್ಲಿ ಒಂದು ಪ್ರಮುಖ ಅಂಶವೆಂದರೆ ಸುರಕ್ಷತಾ ನಿಯಮಗಳ ಅನುಸರಣೆ. ನೀವು ಅವುಗಳನ್ನು ನಿರ್ಲಕ್ಷಿಸಿದರೆ, ಚರ್ಮಕ್ಕೆ ಉಷ್ಣ ಸುಡುವಿಕೆ, ಚಾಪ ಫ್ಲ್ಯಾಷ್\u200cನೊಂದಿಗೆ ರೆಟಿನಾಗೆ ಸುಡುವುದು, ವಿದ್ಯುತ್ ಆಘಾತಗಳು ಮತ್ತು ಇತರವುಗಳಂತಹ ವಿವಿಧ ರೀತಿಯ ಗಾಯಗಳನ್ನು ನೀವು ಪಡೆಯಬಹುದು.

ಆದ್ದರಿಂದ, ಕೆಲಸವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ನೀವು ಈ ಕೆಳಗಿನ ಹಂತಗಳನ್ನು ನಿರ್ವಹಿಸಬೇಕು:
- ವಾಹಕ ವಾಹಕಗಳು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಘಟಕಗಳನ್ನು ವಿಂಗಡಿಸಬೇಕು;
- ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಮತ್ತು ಹೆಚ್ಚುವರಿ ಸಾಧನಗಳನ್ನು ನೆಲಸಮ ಮಾಡಬೇಕು;
- ಮೇಲುಡುಪುಗಳು ಮತ್ತು ಕೈಗವಸುಗಳು ಸಂಪೂರ್ಣವಾಗಿ ಒಣಗಬೇಕು;
- ಹೆಚ್ಚುವರಿ ನಿರೋಧನಕ್ಕಾಗಿ ಗ್ಯಾಲೋಶ್\u200cಗಳನ್ನು ಹಾಕಿ ಅಥವಾ ಸಣ್ಣ ಕೋಣೆಯಲ್ಲಿ ರಬ್ಬರ್ ಚಾಪೆಯನ್ನು ಇರಿಸಿ;
- ನಿಮ್ಮ ಕಣ್ಣು ಮತ್ತು ಮುಖವನ್ನು ರಕ್ಷಿಸಲು, ಕೆಲಸ ಮಾಡುವಾಗ ರಕ್ಷಣಾತ್ಮಕ ಗುರಾಣಿ ಧರಿಸಿ.
ಸಾರಾಂಶ
ಹೀಗಾಗಿ, ವಿದ್ಯುತ್ ಉಪಕರಣಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಹೇಗೆ ಮಾಡಬೇಕೆಂದು ನಾವು ಭಾಗಶಃ ಹೇಳಿದ್ದೇವೆ. ಸಹಜವಾಗಿ, ಕೆಲಸ ಯಶಸ್ವಿಯಾಗಲು, ನೀವು ಕೆಲವು ಪ್ರಾಯೋಗಿಕ ಕೌಶಲ್ಯಗಳನ್ನು ಹೊಂದಿರಬೇಕು. ಆದಾಗ್ಯೂ, ವಸ್ತುವಿನಲ್ಲಿರುವ ಮಾಹಿತಿಗೆ ಧನ್ಯವಾದಗಳು, ಅಭ್ಯಾಸವನ್ನು ಎಲ್ಲಿ ಪ್ರಾರಂಭಿಸಬೇಕು ಎಂದು ನಿಮಗೆ ತಿಳಿಯುತ್ತದೆ. ನೀವು ನಮ್ಮ ಶಿಫಾರಸುಗಳನ್ನು ಅನುಸರಿಸಿದರೆ, ನೀವು ಖಂಡಿತವಾಗಿಯೂ ಲೋಹದ ಕೊಳವೆಗಳನ್ನು ಯೋಗ್ಯ ಮಟ್ಟದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳು 2016-04-04T01: 21: 54 + 00: 00 ಪ್ರೊಫೈಲ್ ಪೈಪ್ಗಳನ್ನು ವೆಲ್ಡ್ ಮಾಡುವುದು ಹೇಗೆ
ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳು
ವಿವಿಧ ಲೋಹದ ಚೌಕಟ್ಟುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವ ಮೂಲಕ ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಲೋಹದ ಉತ್ಪನ್ನಗಳ ಬಳಕೆಯು ಅವುಗಳ ನಿರಾಕರಿಸಲಾಗದ ಅನುಕೂಲಗಳಿಂದಾಗಿ, ಅವುಗಳಲ್ಲಿ ಮುಖ್ಯವಾದವು ವಿಶ್ವಾಸಾರ್ಹತೆ, ಬಾಳಿಕೆ, ರಚನೆಗಳ ಸ್ಥಾಪನೆಯ ಸುಲಭತೆ ಮತ್ತು ವಿವಿಧ ರೀತಿಯ ಚೌಕಟ್ಟುಗಳನ್ನು ತಯಾರಿಸುವ ಸಾಧ್ಯತೆ ಮತ್ತು ಸಂಕೀರ್ಣತೆ. ಕಟ್ಟಡದ ಚೌಕಟ್ಟಿನ ರಚನೆಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಅನ್ನು ಹೇಗೆ ಸರಿಯಾಗಿ ಬೆಸುಗೆ ಹಾಕಬೇಕು ಎಂಬುದನ್ನು ಕಂಡುಹಿಡಿಯಲು, ಪೈಪ್ ರಚನೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಆಯ್ಕೆಗಳ ಬಗ್ಗೆ ನಿಮಗೆ ಸ್ವಲ್ಪ ಜ್ಞಾನವಿರಬೇಕು.
ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳ ವಿಧಗಳು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಆಯ್ಕೆಗಳು
ಈ ರೀತಿಯ ಲೋಹದ ರೋಲಿಂಗ್ ಹಲವಾರು ಪ್ರಮಾಣಿತ ಆಯ್ಕೆಗಳನ್ನು ಹೊಂದಿದೆ, ಅದು ಪೈಪ್\u200cನ ಗಾತ್ರ, ವಿಭಾಗದ ಪ್ರಕಾರ ಮತ್ತು ಲೋಹದ ಗೋಡೆಗಳ ದಪ್ಪದಲ್ಲಿ ಭಿನ್ನವಾಗಿರುತ್ತದೆ. ಈ ಸೂಚಕಗಳನ್ನು ಅವಲಂಬಿಸಿ, ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಬಟ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕಬೇಕು ಅಥವಾ 90 ಡಿಗ್ರಿಗಳಲ್ಲಿ - ಚಾಪ, ಅನಿಲ, ಸಂಪರ್ಕ ಅಥವಾ ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಹೇಗೆ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ವಿದ್ಯುದ್ವಾರದ ಆಯ್ಕೆ, ಅದರ ವ್ಯಾಸವು ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪಕ್ಕಿಂತ ಸ್ವಲ್ಪ ದೊಡ್ಡದಾಗಿರಬೇಕು. ನಿಯಮದಂತೆ, ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಮತ್ತು ಲೋಹದ ಗೋಡೆಯು ತುಂಬಾ ತೆಳುವಾಗಿದ್ದರೆ, ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಆಯ್ಕೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
90 ಡಿಗ್ರಿಗಳಲ್ಲಿ ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು
ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಆದರ್ಶ ಲಂಬ ಕೋನವನ್ನು ಪಡೆಯುವುದು ಸುಲಭದ ಕೆಲಸವಲ್ಲ, ಮತ್ತು ನಿಯಮದಂತೆ, ಅಂತಹ ಕೆಲಸದಲ್ಲಿ ಅನುಭವ ಹೊಂದಿರುವ ಮತ್ತು ತಂತ್ರಜ್ಞಾನವನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಗಮನಿಸುವ ವೃತ್ತಿಪರರು ಮಾತ್ರ ಅದನ್ನು ಮಾಡಬಹುದು.
90 ಡಿಗ್ರಿ ಕೋನದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳ ಹಲವಾರು ಸೂಕ್ಷ್ಮತೆಗಳಿವೆ.

ಮೊದಲಿಗೆ, ಒಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳನ್ನು ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.

ವೆಲ್ಡರ್ಗೆ ಕೆಲಸಕ್ಕಾಗಿ ಸುಸಜ್ಜಿತ ಸ್ಥಳ ಬೇಕು - ಸಮತಟ್ಟಾದ ಮೇಲ್ಮೈ ಆದ್ದರಿಂದ ಪರಿಶೀಲಿಸಿದ ಲಂಬ ಕೋನವು ಮುಂಭಾಗದ ಸಮತಲದಲ್ಲಿ ವಿರೂಪಗೊಳ್ಳುವುದಿಲ್ಲ.

ಇನ್ನೂ ಸರಿಯಾದ ಕೋನವನ್ನು ಸರಿಪಡಿಸಲು, ನೀವು ಹೆಚ್ಚುವರಿ ವಿವರಗಳನ್ನು ಬಳಸಬೇಕು - 90 ಡಿಗ್ರಿ ಕೋನಗಳು ಅಥವಾ ಶಿರೋವಸ್ತ್ರಗಳು.

ಒಂದು ನಿರ್ದಿಷ್ಟ ತಂತ್ರಜ್ಞಾನವನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಗಮನಿಸಿದರೆ, ವೆಲ್ಡಿಂಗ್ ಪರಿಚಯವಿರುವ ವ್ಯಕ್ತಿಯು ಸ್ವತಂತ್ರವಾಗಿ ಮಾಡಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ, ಉದಾಹರಣೆಗೆ, ದೇಶದ ಹಸಿರುಮನೆ ಅಥವಾ ಲೋಹದ ಗೇಟ್.
ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಬಟ್ ಅನ್ನು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು
ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಪ್ರೊಫೈಲ್ ಪೈಪ್ ಸ್ವಲ್ಪ ಸರಳವಾದ ಕಾರ್ಯವಾಗಿದೆ, ಇಲ್ಲಿ ನೀವು ಸ್ವಲ್ಪ ಮಟ್ಟಿಗೆ ಕೋನವನ್ನು ಜೋಡಿಸುವ ಮತ್ತು ಗಮನಿಸುವ ಅಗತ್ಯವಿಲ್ಲ. ಆದಾಗ್ಯೂ, ಎಲ್ಲಾ ಸುರಕ್ಷತಾ ಮಾನದಂಡಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಕೆಲವು ತತ್ವಗಳ ಪ್ರಕಾರ ಕೈಗೊಳ್ಳಬೇಕು ಎಂಬುದನ್ನು ನಾವು ಮರೆಯಬಾರದು.

ಪ್ರಕ್ರಿಯೆಯು ಹಲವಾರು ಹಂತಗಳಲ್ಲಿ ನಡೆಯುತ್ತದೆ:
- ರಚನೆಗಳನ್ನು ಪರಸ್ಪರ ಜೋಡಿಸಿ, ಸ್ಥಿರೀಕರಣಕ್ಕಾಗಿ ಪಾಯಿಂಟ್ ಸ್ತರಗಳನ್ನು ಅನ್ವಯಿಸಿ.
- ಅದರ ನಂತರ, ಕೆಲಸದ ರೇಖಾಚಿತ್ರಗಳೊಂದಿಗೆ ಪಡೆದ ವಿನ್ಯಾಸವನ್ನು ಪರಿಶೀಲಿಸಿದ ನಂತರ, ಅದನ್ನು ನೇರಗೊಳಿಸಬೇಕು. ನಿಯಮದಂತೆ, ಇದಕ್ಕಾಗಿ ಸ್ಲೆಡ್ಜ್ ಹ್ಯಾಮರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
- ರಚನೆಯ ಎಲ್ಲಾ ಭಾಗಗಳು ಅವುಗಳ ಸ್ಥಾನವನ್ನು ಪಡೆದ ನಂತರ, ಕೀಲುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ರಚನೆಯ ವಿರೂಪವನ್ನು ತಡೆಗಟ್ಟುವುದು ಮುಖ್ಯ, ಇದು ಒತ್ತಡದಿಂದಾಗಿ ಸಂಭವಿಸಬಹುದು.
ಎಲ್ಲಾ ಒಂದೇ ಸ್ಥಳದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ
ಆಧುನಿಕ ಮೂಲಸೌಕರ್ಯದ ವಿವಿಧ ವಸ್ತುಗಳನ್ನು ನಿರ್ಮಿಸಿರುವ ಫ್ರೇಮ್ ಮೆಟಲ್ ರಚನೆಗಳು ಶಾಪಿಂಗ್ ಮತ್ತು ಕಚೇರಿ ಕೇಂದ್ರಗಳು, ಉತ್ಪಾದನಾ ಅಂಗಡಿಗಳು ಮತ್ತು ಗೋದಾಮುಗಳ ಆವರಣ, ಆಡಳಿತ ಮತ್ತು ಕೈಗಾರಿಕಾ ಕಟ್ಟಡಗಳು, ಕೃಷಿ ಸೌಲಭ್ಯಗಳು, ಪ್ರಾಣಿಗಳ ಆವರಣಗಳು ಇತ್ಯಾದಿ. ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಉಪಕರಣಗಳು, ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳು ಮತ್ತು ಎಲ್ಲಾ ಸಂಬಂಧಿತ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸದೆ ಈ ಎಲ್ಲಾ ಕಟ್ಟಡಗಳ ಸ್ಥಾಪನೆ ಅಸಾಧ್ಯ. ನಮ್ಮ ಸೈಟ್\u200cನ ಕ್ಯಾಟಲಾಗ್\u200cನಲ್ಲಿ ನೀವು ಈ ಎಲ್ಲವನ್ನು ಕಾಣಬಹುದು.

