Zavarivanje šavova u vertikalnom položaju mnogo je teže od zavarivanja u nižem položaju, jer rastopljeni metal ima tendenciju da istječe iz baze zavarivanja. Da bi se smanjio volumen tekućeg metala u kadi zavarivanjem vertikalnih šavova, snaga zavarivačke struje smanjuje se za 10-15% u usporedbi sa zavarivanjem u donjem položaju. Zavarivanje je uvijek kratki luk, što pridonosi boljem prijelazu rastaljenog metala elektrode u tekuću kupku. Da biste izbjegli istjecanje metala zavara iz bazena zavarivanja, preporuča se pomicanje elektrode relativno brzo od sredine šava na stranu i prema gore. To doprinosi brzom stvaranju šava.
Postoje dva načina zavarivanja vertikalnih spojeva: odozdo prema gore i odozdo prema dolje. Najčešća je prva metoda.
Sl. 52. Zavarivanje fileta za zavarivanje u "čamac"
Zavarivanje odozdo prema dolje koristi se za spajanje uglavnom tankih listova. Prilikom izvođenja vertikalnih šavova "od vrha do dna" ne dolazi do potpunog neuspjeha.
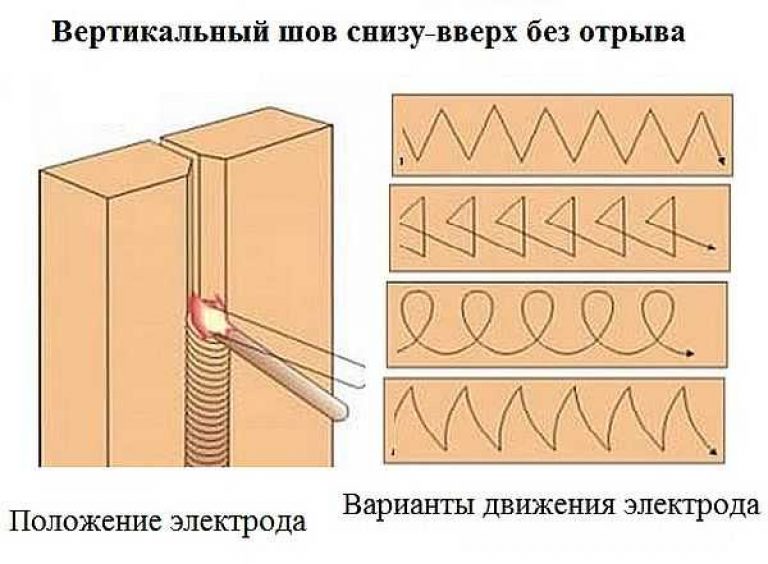
Tehnika zavarivanja vertikalnih šavova "odozdo prema gore" je sljedeća. Prije svega, potrebno je pravilno postaviti elektrodu u odnosu na ravninu šava. Pri zavarivanju elektrodom s tankim premazom (Sl. 53, a) uzima se kut nagiba unutar 15-20 °, a zavarivanje s debelim slojevima prekrivenih elektroda (Sl. 53, b) nagib elektrode u vodoravnu liniju treba biti oko 45-50 °. Takav veliki nagib elektrode s debelim premazom nužan je kako bi se osiguralo lakše odvodnjavanje šljake iz kupelji i održavanje taline.
Luk se zapali na najnižoj točki šava, a nakon stvaranja kupelji rastopljenim metalom, kraj elektrode, s najkraćim mogućim lukom, preusmjerava se udesno ili lijevo i pomalo prema gore. S ovim kretanjem elektrode, čestice rastopljenog metala puštaju se da se brzo očvrsnu i formiraju neku vrstu praga potrebnog za odgađanje kasnijih kapi rastaljenog metala. Pokreti elektrode se ponavljaju, a metal zavara ima oblik šava. Na okomitim šavovima ljuskice su izraženije, a prema ovom znaku, vertikalne šavove razlikuju se od donjih.

Sl. 53. Sl. 54. Položaj elektroda pri zavarivanju vertikalnih šavova metodom "odozdo prema gore"; "odozdo prema dolje"
Pri zavarivanju vertikalnih šavova "od vrha do dna", elektroda je okomita na površinu koja se zavari. Nakon uzbuđenja luka i stvaranja prvih kapi rastaljenog metala, elektroda se naginje prema dolje (Sl. 54), dok nastavlja taliti osnovni metal. Postupno opskrbljujući elektrodu i održavajući kratki luk, potrebno je spriječiti da metal istječe s kraja elektrode, a pomicanjem na stranu i prema dolje pomaže učvršćivanju nanesenih kapi i stvaranju zavara.
S obje metode izrade vertikalnih šavova, elektroda mora biti informirana o poprečnim vibracijskim pokretima. U ovom je slučaju potrebno odabrati takav put elektrode u kojem bi se kretanje duž šava odvijalo bez produljene koncentracije topline na bilo kojem mjestu.
Pri zavarivanju od vrha do dna radi smanjivanja veličine kupelji s rastopljenim metalom, snagu zavarivajuće struje i promjer elektrode treba dodijeliti neznatno manje nego kod zavarivanja odozdo prema gore. Prilikom izvođenja vertikala stražnji zavarivanje s utorima na rubovima u obliku slova V i X, kao i valjkastim šavovima, zavarivački slijed, višeslojni, prodor vrha kuta izvodi se slično zavarivanju donjih šavova.
Zavarivački šav je linija rastaljenog metala na rubovima dviju struktura spajanja koja nastaje kao posljedica izlaganja čelika električnim lukom. Vrsta i konfiguracija šavova odabire se pojedinačno za svaki slučaj, njegov izbor ovisi o čimbenicima kao što su snaga korištene opreme, debljina i kemijski sastav zavarenih legura. Takav šav pojavljuje se i kod zavarivanja polipropilenskih cijevi lemilicom.
Ovaj članak govori o vrstama zavara i tehnologiji njihove primjene. Proučit ćemo vertikalne, vodoravne i stropne šavove, kao i naučiti ih očistiti i provjeriti nedostatke.
1 Klasifikacija zavarivanja
Razvrstavanje šavova u sorte provodi se prema mnogim čimbenicima, od kojih je glavni tip spoja. Prema ovom parametru, šavovi su podijeljeni na:
- stražnji zglob;
- krilni šav;
- čaj.
Razmotrite svaku od ponuđenih opcija detaljnije.
1.1 Spoj stražnjice
Ova metoda povezivanja koristi se za zavarivanje krajnjih dijelova cijevi, kvadratnih profila i lima. Spojni dijelovi su postavljeni tako da između njihovih rubova postoji razmak od 1,5-2 mm (poželjno je fiksiranje dijelova stezaljkama). Kod rada s limom čija debljina ne prelazi 4 mm, šav se polaže samo na jednu stranu, u listovima od 4-12 mm može biti dvostruk ili jednostruk, s debljinom od 12 mm ili više, samo dvostrukom.

Ako je debljina stijenke dijelova 4-12 mm, potrebno je mehaničko čišćenje rubova i brtvljenje rubova pomoću jedne od sljedećih metoda. Preporučuje se spajanje posebno debelog metala (od 12 mm) pomoću traka u obliku slova X, druge mogućnosti su nepovoljne zbog potrebe za velikim brojem metala za punjenje zavara, što povećava potrošnju elektroda.

Međutim, u nekim slučajevima zavarivač se može odlučiti za kuhanje debelog metala s jednim šavom, što zahtijeva punjenje u nekoliko prolaza. Šavovi ove konfiguracije nazivaju se višeslojni, na slici je prikazana tehnologija zavarivanja višeslojnih šavova.
1.2
Zidni spoj koristi se isključivo za zavarivanje lima debljine 4-8 mm, dok se ploča kuha s obje strane, što eliminira mogućnost vlage između lima i njihove naknadne korozije.

Tehnologija takvog šava izuzetno je zahtjevna za usklađivanje s ispravnim kutom nagiba elektrode, koji bi trebao varirati u rasponu od 15-40 stupnjeva. U slučaju odstupanja od norme, metal koji ispunjava šav pomaknut će se iz spojne linije, što će značajno smanjiti čvrstoću spoja.
1.3 T-spoj
T-spoj je napravljen u obliku slova "T", može se izvesti s dvije i jedne strane. Broj šavova i potreba za rezanjem kraja dijela ovisi o njegovoj debljini:
- do 4 mm - jednostrani šav bez rezanja krajeva;
- 4-8 mm - dvostruko, bez rezanja;
- 4-12 mm - jednostrano s jednostranim rezanjem;
- više od 12 mm - dvostrano, dvostruko rezanje.
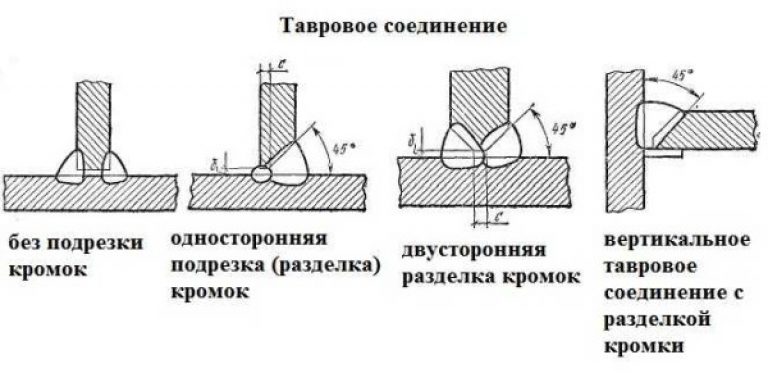
Jedna od sorti T-spojeva je spoj s filetom koji se koristi za spajanje dvaju metalnih listova okomitih ili nagnutih jedan na drugi.
2 Vrste šavova u prostornom položaju
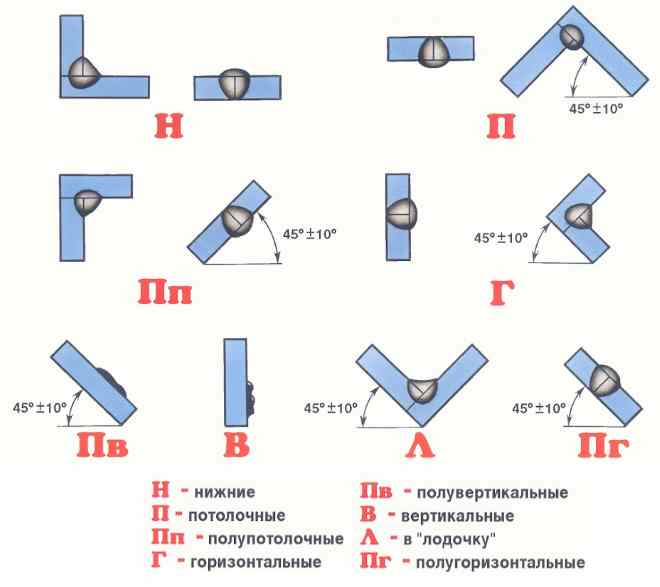
Pored klasifikacije prema vrsti spoja, šavovi su podijeljeni u sorte ovisno o položaju u prostoru prema kojem su:
- vertikala
- vodoravan
- strop.
Problem s vertikalnim spojevima je klizanje rastopljenog metala prema dolje, što zbog gravitacije. Ovdje je potrebno primijeniti kratki luk - kako bi kraj elektrode bio što bliže metalu. Zavarivanje vertikalnih spojeva zahtijeva provedbu preliminarnih radova - skidanje i rezanje, koji se odabiru na temelju vrste spoja i debljine metala. Nakon pripreme, dijelovi se učvršćuju u željenom položaju i izrađuje se gruba veza s poprečnim „hvataljkama“, koji sprečavaju pomicanje radnih dijelova.

Zavarivanje vertikalnog šava može se izvesti odozdo prema gore i odozdo prema gore; u pogledu jednostavnosti upotrebe, poželjna je potonja opcija. Elektroda se mora držati okomito na spojene dijelove, dopušteno je položiti je na rubove zavarenog kratera. Kretanje elektrode odabire se na temelju potrebne debljine šava, najotporniji spoj postiže se bočnim pomicanjem elektrode s jedne strane na drugu i s oscilacijom u obliku petlje.

Na okomitim ravninama šavovi horizontalnog tipa prikazuju se s lijeva na desno ili s desna na lijevo. Zavarivanje vodoravne šavove komplicirano isušivanjem kupelji dolje, što zahtijeva održavanje značajnog kuta elektrode - od 80 do 90 0. Da bi se spriječio priliv metala u takvim položajima, potrebno je pomicati elektrodu bez poprečnih vibracija, koristeći uske valjke.
Brzina elektrode je odabrana tako da središte luka prolazi duž gornje granice šava, a donja kontura rastaljene kupke ne doseže gornji kraj prethodnog valjka. Posebnu pozornost treba posvetiti gornjem rubu, najviše sklonom stvaranju različitih nedostataka. Prije zavarivanja posljednjeg valjka potrebno je očistiti nastali šav od šljake i ugljičnih naslaga.
Najteže izvesti su stropni šavovi. Budući da u takvim prostorni položaj rastaljena kupka drži se isključivo površinskom napetošću metala, sam šav mora biti što je moguće uži. Standardna širina valjka nije veća od dvostruke širine korištenih elektroda, dok se u radu moraju koristiti elektrode promjera do 4 mm.
Pri polaganju šava elektroda se mora držati pod kutom od 90 do 130 0 prema ravninama koje treba spojiti. Valjak se formira oscilacijskim pomacima elektrode od ruba do ruba, dok se u ekstremnom bočnom položaju elektroda kasni, što omogućava da se izbjegnu podrezivanja. Treba napomenuti da se zavarivači bez iskustva u stropnim šavovima ne preporučuju.
2.1 Tehnologija zavarivanja stropnih spojeva (video)
2.2 Čišćenje i pregled oštećenja
Nakon formiranja šava, šljaka ostaje na površini povezanih dijelova, kapljice rastopljenog čelika i razmjera, dok sam šav može imati konveksni oblik i strši se iznad metalne ravnine. Da biste uklonili ove nedostatke omogućuje skidanje, što se provodi u fazama.
U početku je uz pomoć čekića i dlijeta potrebno ukloniti ljestvicu i šljaku, a zatim se uz pomoć brusilice opremljenog brusnim diskom ili brusilicom poravnaju povezane ravnine. Brušenje brusnog kotača odabrano je na temelju potrebne glatkoće površine.

nedostaci variti, s kojima se često susreću neiskusni stručnjaci, obično su rezultat neravnomjernog pomicanja elektrode ili nepravilno odabrane snage i veličine struje. Neki su nedostaci kritični, neki se mogu ispraviti - u svakom slučaju, praćenje šava zbog njihove prisutnosti je obavezno.
Razmotrite što su nedostaci i kako se provjeravaju:

Defekti se mogu oblikovati i u obliku pukotina koje se pojavljuju u fazi hlađenja metala. Pukotine dolaze u dvije konfiguracije - usmjerene preko ili duž šava. Ovisno o vremenu formiranja, pukotine se klasificiraju kao vruće i hladne, a posljednje se pojavljuju nakon otvrdnjavanja spoja zbog prekomjernih opterećenja koja određena vrsta zavara ne može podnijeti.
Hladne pukotine su kritični nedostatak koji može dovesti do potpunog uništenja zgloba. U slučaju njihovog formiranja potrebno je ponovno zavariti oštećena područja, ako ih ima previše, šav se mora odrezati i ponovno napraviti.
Pri zavarivanju vertikalnih spojeva kapi rastaljenog metala teže padati prema dolje (Sl. 69, a). Stoga se takvi šavovi izvode kraćim lukom, u kojem kapljice, zbog djelovanja sila površinske napetosti, lakše prelaze iz elektrode u zavarivač (krak zavara) (sl. 69, b). Kraj elektrode se podiže ili odmače od kapi, što joj daje priliku da očvrsne. Bolje je zavariti vertikalne šavove odozdo prema gore, tada će podzemni krater držati kapi metala (Sl. 69, c). Elektroda se može naginjati gore ili dolje. Kad se elektroda nagne, zavarivač je povoljnije promatrati raspodjelu kapljica metala elektrode u utoru zavara. Ako trebate održavati vertikalu

zavarivajući se od vrha do dna, elektroda se postavlja u položaj I (sl. 69, d), a nakon formiranja kapljica se spušta dolje, u položaj II, u kojem se kapljica drži kratkim lukom od isušivanja. Bolje je zavarivati \u200b\u200bvertikalne šavove s elektrodom ne većom od

4 mm, pri smanjenoj struji (oko 160 a). To smanjuje volumen tekućeg metala u zavarivaču, što olakšava zavarivanje.
Da bi se smanjio protok metala pri izvođenju vodoravnih šavova (Sl. 70, a), izvijanje rubova vrši se samo na gornjem limu. Luk je pobuđen na donjem rubu (položaj I), a zatim se prebacuje na rub gornjeg lista (položaj II), podižući padajući metalni pad. Obrazac kretanja kraja elektrode pri zavarivanju jednoslojnog vodoravnog šava prikazan je na Sl. 70, a, s desne strane. Horizontalni šavovi su također zavareni uzdužnim valjcima, pri čemu se prvi valjak (korijen šava) izrađuje s elektrodom promjera 4 mm, a sljedeći s elektrodom od 5 mm.
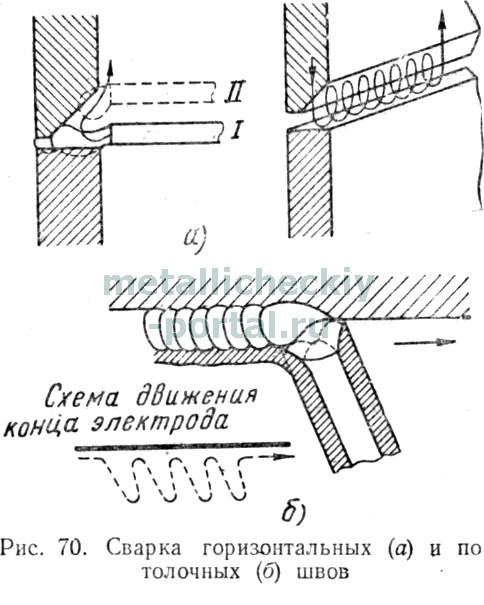
Najteže je napraviti stropne šavove koji su zavareni što je moguće kraće. Za zavarivanje stropnih spojeva koriste se elektrode s prevlakama koje su vatrostalnije od metala elektrode. U ovom slučaju premaz tvori kapicu na kraju elektrode koja drži kapljice metala (Sl. 70, b). U postupku zavarivanja kraj elektrode se uklanja, a zatim dovodi bliže kupelji. Kad se elektroda ukloni, luk se ugasi i metal zavarenog stvrdne. Za stropno zavarivanje - okomito i vodoravno, koristi se elektroda manjeg promjera, a struja se smanjuje za 10-12% u odnosu na zavarivanje metala iste debljine u donjem položaju.
Pri zavarivanju stropnih šavova, mjehurići plina plutaju do korijena šava, što smanjuje čvrstoću zavarenog spoja. Zavarivanje stropa koristi se samo za ugradnju velikih konstrukcija, zavarivanje fiksni zglobovi cjevovoda, popraviti zavarivanje i druge slične radove kada je šav u donjem položaju nemoguć.
Okomiti, vodoravni i stropni šavovi mogu se zavariti i u zaštitnim plinovima, osiguravajući mlaz metala elektrode u bazen zavarivanja. U ovom slučaju treba koristiti mehanizirane metode zavarivanja.
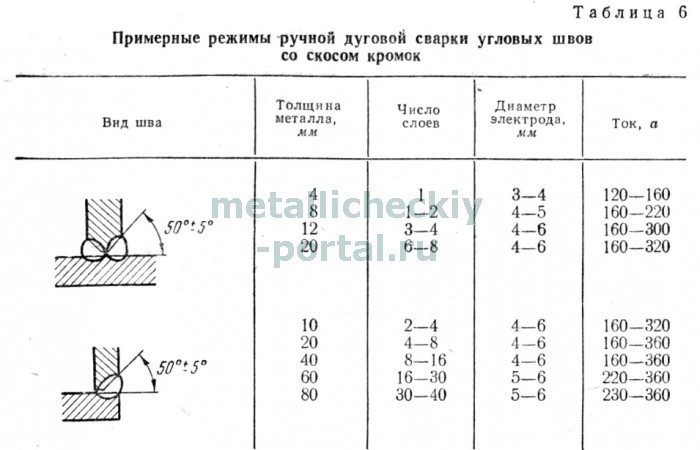
Elektrode su pogodne za zavarivanje u bilo kojem prostornom položaju: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13, itd. (Vidi tablicu 5).
uprava Ukupna ocjena članka: Objavljeno: 2011.06.01
komentari:
komentari:
- Osnove metode električnog zavarivanja
- Zavarivanje vertikalnim šavom
- Završetak posla
Često je potrebno zavarivati \u200b\u200brazne metalne dijelove i fragmente dijelova. Postoji nekoliko metoda koje će pomoći u postizanju zadatka, ali češće od ostalih koristi se električno zavarivanje.
Osnove metode električnog zavarivanja
Ova metoda temelji se na stvaranju električnog luka. Luk na mjestu kontakta s metalom tvori udubljenje. Ta depresija je ispunjena rastopljenim metalom koji nastaje izgaranjem elektrode. Kako se kreće duž površine zavarivanja, njegovi se rubovi zagrijavaju i tope, tvoreći jedinstvenu strukturu s metalom elektrode.
Važan čimbenik u električnom zavarivanju je trenutna snaga. Ako nema dovoljno parametara, luk će se cijelo vrijeme gasiti, a elektroda će se zalijepiti na površinu koja se zavari. Potrebna strujna snaga mora ovisiti o korištenom uređaju. Ako se koristi pretvarač, tada bi se potreban indikator trebao kretati u rasponu od 80-100 A. Uz uporabu aparata tipa transformatora, raspon bi trebao biti u rasponu od 35-55 A.
Elektrode za rad trebaju biti odabrane uzimajući u obzir njihovu kemijsku strukturu i strukturu površine obrade. Postoji nekoliko vrsta takvog metala: čelik, ne hrđajući Čelik, aluminij. Sve su elektrode označene u skladu s tim, što im omogućuje da budu pravilno odabrane. Kada koristite električni aparat za zavarivanje u svom radu, morate imati na umu da promjer elektroda mora biti odabran u odnosu na debljinu obrađenog materijala.
Natrag na sadržaj
Zavarivanje vertikalnim šavom
Prije početka rada morate odlučiti koji šav želite dovršiti. Postoji nekoliko glavnih vrsta šavova:
- Zavarivanje spojeva ravnih listova.
- Okomiti šav.
- Kutni spoj za zavarivanje.
- Zavarivanje cjevastih spojeva.
Tijekom vertikalnog zavarivanja i dobivanja jasnog i ravnomjernog šava, potrebno je poštivati \u200b\u200bdijagram procesa. Za to se pripremljeni dijelovi moraju jasno fiksirati. Koristeći gaćice, trebate ih pričvrstiti oko rubova na 3-4 mjesta. Dijelovi moraju biti učvršćeni stezaljkom. Nagib elektrode treba biti 70-75 ° u odnosu na površinu.
Da biste pravilno zavarili vertikalni šav električnim zavarivanjem, potrebno je povremeno proizvoditi rotacijske pokrete koji će pomoći uspraviti rastopljeni metal do točke spajanja od 2 dijela. Kraj elektrode trebao bi biti točno na sredini šava. Postupak zavarivanja mora se provesti odozdo prema gore, lijepeći kap po kap. To će pomoći postupnom popunjavanju praznine istopljenom žicom elektrode.
Tijekom zavarivanja formiraju se najpouzdaniji spojevi. Zavarivači mogu povezati razne materijale. Osim metala, možete kuhati staklo, plastiku, keramiku. Radovi za zavarivanje mogu se izvesti u različitim ravninama. Stoga položaj šava tijekom zavarivanja ovisi o prostornom rasporedu rubova dijelova koje je potrebno zavariti.
Prema načinu izvršenja, šavovi su:
- jednostrana;
- bilateralno;
- jednoslojni;
- višeslojni.
Više o klasifikaciji zavareni spojevi pročitajte. Po položaju u prostoru i duljini postoje sljedeće vrste zavarivanja:
- U donjem položaju. Kada variti nalazi se pod kutom od 0 ° prema površini zemlje;
- U vodoravnom. Zavarivanje se provodi vodoravno, a dio se postavlja pod kutom od 0 do 60 °;
- Uspravno. Zavarivanje se provodi okomito, a konstrukcija se nalazi u ravnini od 60 do 120 °;
- U strop. Šav je smješten iznad zavarivača, a rad se izvodi pod kutom od 120-180 °;
- U "brodu". Zavarivanje se vrši „u kutu“, a dio se nalazi pod kutom.
Rad za zavarivanje u donjem položaju, čak i za početnike, nije težak. Kako su provedene, rečeno je. Svima drugima potrebna su tehnološka znanja.
Zavarivanje vertikalnih spojeva
Kako kuhati okomiti šav? Pri zavarivanju vertikalnih spojeva, metal se priprema tako da se uzima u obzir vrsta veze i debljina elemenata. Zatim se fiksiraju u željenom položaju i hvataju se malim poprečnim šavovima, koji ne dopuštaju kretanje dijelova.

Zavarivanje dvije okomite ploče
Okomiti šav je zavaren na dva načina: odozdo prema gore i u suprotnom smjeru. Lakše je dobiti visokokvalitetni vertikalni šav kada radite odozdo prema gore jer se bazen za zavarivanje diže u luku i sprječava ga da padne.
Zavarivanje vertikalnog šava odozdo prema gore bez probijanja luka uključuje pomicanje elektrode u jednom smjeru bez horizontalnog pomaka. Naginje se na ravninu pod kutom od 80-90 °. Luk za zavarivanje Ima izravan učinak na dio, što olakšava kontrolu procesa.
Algotirm zavarivanje:
- U donjoj točki pobuđuje se luk;
- Priprema vodoravne površine jednake presjeku šava - pomicanje elektrode: polumjesec, jagodica ili cik-cak;
- Držanje bazena za zavarivanje vrši se pritiskom luka, koji se kontrolira nagibom elektrode.
Kretanje elektroda treba se izvoditi prilično brzo, potrebna je potpuna kontrola procesa. Ako bazen zavarivanja počne istjecati s jednog ruba, pomaknite se na drugi istodobnim pomicanjem prema gore.
Važno! Ne pregrijavajte metal i ne zaustavljajte se. Kupka može ispasti, što može rezultirati opeklinom.
Zavarivanje kutnog vertikalnog šava ima svoje karakteristike. Prvo se polica stapa, zatim sporim manipulacijama metalom stapaju metal. Gotov šav nastaje tijekom prolaza s "ljestvama". Oni. podigli su elektrodu prema gore udesno, kap rastaljenog metala očvrsne se između rubova, a zatim pomaknemo vrh elektrode duž ruba šava lijevo i gore, stvarajući tako „čvrste“ pouzdane spojeve.
Na zavarivački radovi s odvajanjem luka, pokreti se izvode s jedne strane na drugu s malim poprečnim šavovima ili petljama.
![]()
Lučno zavarivanje
Na oblik zgloba uvelike utječe trenutna snaga. Struja, najčešće je 5-10A manja od preporučenih vrijednosti za određenu vrstu elektroda i debljine materijala. Iako to nije uvijek istina. Stoga je najbolje to odrediti eksperimentalno i uzeti prosječne vrijednosti.
Zavarivanje vodoravnih spojeva
Vodoravni šavovi na okomitoj površini zavareni su s desna na lijevo i obrnuto. Kupka u ovom slučaju također će imati tendenciju dolje, odvod u donji rub. Elektroda se naginje pod velikim kutom, što ovisi o trenutnim parametrima. Kupka mora ostati na mjestu. 
Pri zavarivanju debelog metala postoji petlja (rezanje) samo gornjeg ruba, dok donji rub drži rastopljeni metal u bazenu zavara.
- poželjno je kuhati s lijeva na desno, tako da je bazen za zavarivanje bolje vidljiv;
- položaj elektrode malo natrag, na šavu;
- uzbuđenje luka događa se na donjem rubu, a zatim se prebacuje na gornji;
- put elektrode se provodi u spiralu.

Kretanje elektrode u spiralu
Kada metal teče dolje, potrebno je povećati brzinu kretanja i smanjiti zagrijavanje metala. Možete izvesti suze luka. U tim se intervalima metal malo hladi i njegovo otjecanje se zaustavlja. Isti učinak daje smanjenje jakosti struje. Jednostavno koristite ove tehnike u fazama.
Savjet! Ako su vam horizontalne pripreme kuhanja nove, nemojte prelijevati puno metala, pokušajte napraviti kvalitativno tanku šav. Zatim po potrebi napravite prolaz preko prvog.
Vodoravni zglobovi za filet u zglobovima s lancem zavareni su prilično jednostavno, a tehnika ponavlja zavarivanje u donjem položaju.
Stropno zavarivanje
Kako kuhati stropni šav električnim zavarivanjem? Takve situacije mogu zbuniti neiskusne početnike. 
Zavarivač je u ovom slučaju u neugodnom položaju, a kapi vrućeg metala sa stropa će pasti dolje. Elektroda u ovoj vrsti rada okomita je na površinu. On mora kružnim pokretima raditi malim brzinama kako bi proširio vezu. Električni luk nužno kratka. S dugim lukom formirat će se podočnjaci.

Načini izrade stropnih šavova
Zavarivanje stropnih spojeva izvodi se po istom principu - metal se mora stvrdnuti što je brže moguće. Za ovu vrstu rada koriste se elektrode s posebnim vatrostalnim premazom.
Zajedno s kružnim pokretima, elektrode su također okomite. Pri odmaku od kupke luk se gasi. Energija prestaje teći. Metal se hladi i kristalizira, zavarivanje se smanjuje. Dakle, taljenje se vrši kratkim spojem.
Zavarivanje stropa koristi se u hitnim slučajevima, kada ne postoji način da se slože prikladnije zavareni dijelovi. Metal se zagrijava odozdo, a mjehurići koji se izdižu iz bazena za zavarivanje nalaze se u korijenu šava i oslabljuju ga.
Kutni šavovi
Zavarivanje fila zavariva ima svoje karakteristike. Postupak zavarivanja, koji se sastoji od nanesene veze jedan na drugi, provodi se bez prethodne pripreme rubova. Spojevi su napravljeni s obje strane ugla.
Kad se dijelovi spajaju od kraja do kraja i tvore kut, prednja strana je odsječena na jednom elementu.
T-tip veze
Da biste dobili savršen šav, jedna ravnina treba biti vodoravna, a druga okomito. Zavarivanje kutnog spoja obvezno je pod kutom od 90 °. Kada debljina proizvoda, koji se nalazi okomito, nije veća od 12 mm, tada nije potrebna dodatna obrada. Ako je njegova debljina od 12 - 25 mm, potrebno je pripremiti u obliku slova V.
Od 25-40 mm provodi se jednostrano obrezivanje nagiba u obliku slova U.
Preko 40 mm - dvostrano obrezivanje u obliku slova V.
Donji rub vertikalno smještenog proizvoda obrezuje se ravnomjerno, a širina zgloba nije veća od 2 mm.
Da bi kutni spoj bio dobro izveden, potrebno je pravilno zapaliti luk. Palje se prije početka postupka zavarivanja. Više puta se provodi na odmoru.
Kada se koriste elektrode s debelim premazom, formiraju se velike površine istopljenog metala. Zbog protoka metala prema dolje, nije moguće napraviti pravu površinu šava ugla.
Površine koje treba zavarivati \u200b\u200bmoraju biti postavljene tako da je nagib 45 °, a zavarivanje treba obaviti brodom.
Zglobovi zglobova
Listovi za zavarivanje, nalijegati jedan na drugi na udaljenosti od 3-5 debljina ovih listova, kuhaju se po obodu, također uz rub kutka koji se formira pri prekrivanju. Obrada ivica nije potrebna. Ali trošak materijala raste, a veza postaje teža. Unatoč tome, ova se opcija koristi prilično često.
Značajke prstenastog zavarivanja
Pri spajanju cijevi, raznih dijelova potrebno je zavarivanje zavarivaca zaporni ventili, Predstavlja kombinirane tipove.
Električno lučno zavarivanje izvodi se na vertikalnom šavu koji se nalazi na bočnoj strani cijevi. Oko oboda se nanosi vodoravni šav. Također se izvodi zavarivanje stropnog šava i dna, koji su smješteni.
Cijevi izrađene od čelika najčešće su zavarene na podu. Kako bi se izbjeglo progib unutar cijevi, elektroda je nagnuta ne više od 45 ° prema horizontu, spoj je visok 3 mm i širok 8.
Prije izvođenja zavarivanja prstenom, trebate pripremiti površinu:
- Dio je temeljito očišćen;
- Deformirani krajevi su izrezani i ispravljeni;
- Na udaljenosti od 10 mm od ruba ruba četkaju se do sjaja.
Tijekom zavarivanja spojevi se kontinuirano obrađuju, a kutni spojevi se kuhaju u nekoliko slojeva. Svaki spoj očisti se od šljake prije nanošenja sljedećeg. Kod prvog nanošenja - svi se rubovi potpuno rastope. U slučaju da se otkriju pukotine, one se izrezuju i ulomak ponovno prokuha.
Preostali slojevi se nalažu nakon sporog okretanja cijevi. Kraj prethodnog i početak sljedećeg sloja pomaknut je za 15-30 mm.
Završni sloj je nužno lijep, s ravnom površinom.
Stražnji šavovi
Kuglasto zavarivanje se izvodi na različite načine:
- U svemiru;
- Na uklonjivoj oblozi od bakra;
- Preliminarnim šavom.
Pri zavarivanju šavova u prostoru, vrlo je teško zavariti njegov korijen duž cijele duljine. Stoga je bolje koristiti uklonjivu ploču izrađenu od bakra, što zbog svoje visoke toplinske vodljivosti i tehničke specifikacije sprječava tapanje obloge u trenutku kontakta sa rastopljenim metalom. Na kraju rada, lako se uklanja.
Nedostatak takvih spojeva je velika vjerojatnost nedostatka penetracije. Da bi se izbjegla ta greška, prije zavarivanja naličja, u metal je izrezan utor dubok 2-3 mm. Nakon toga pokriva se valjkom za zavarivanje, a zatim je spoj izvana ojačan.
Zavareni višeslojni šavovi
Svaki sloj, prije nanošenja novog, čisti se od toksina i hladi. Stoga se zavarivanje višeslojnih šavova razlikuje od ostalih vrsta. Za prvi sloj koriste se elektrode promjera 3-4 mm, a za ostale 5-6 mm. Završni sloj je konveksan, a također provodi toplinsku obradu prethodnih slojeva.
Zavareni šav je važna komponenta višeslojnog spoja. Izvodi se nakon skidanja i eventualnog djelomičnog uklanjanja prvog uboda, na mjestu gdje je vjerojatnost nakupljanja nedostataka velika. Pouzdanost cijelog spoja ovisi o tome koliko će dobro biti zavaren.
Zaključak
Sažeto zaključujemo, kako biste naučili pravilno kuhati zavarivanjem, morate započeti s najjednostavnijim:
- da se utvrdi potreban nagib elektroda, čineći istovremeno kolektivne pokrete za spajanje dijelova.
- naučite udarati šljaku iz zglobova, što će se svaki put ispasti sve bolje i bolje.
Kako kuhati okomiti šav električnim zavarivanjem? Vrlo je važno razmotriti sve preporuke. Okomiti šav je malo složeniji od vodoravnog. Prvo se hvata na nekoliko mjesta, a zatim se postupno puni odozdo prema gore. Dakle, cijeli jaz je ispunjen tekućim metalom.
Vježbajte vještine, kupite aparat za zavarivanje, elektrode, počnite učiti kako napraviti lijepe šavove.

