Dimenzije i tablica vrijednosti metričkog navoja omogućuje vam visokokvalitetno rezanje bez pribjegavanja složenim matematičkim proračunima. Tablica sadrži potrebne podatke o promjeru rupa, primijenjenoj visini, bušilici itd. Svi su parametri standardizirani, što vam omogućuje da vlastitim rukama dobijete visokokvalitetni i pouzdan navojni spoj.

Tablica foto metričkih niti
- Velika većina učvršćivača temelji se na metričkim nitima u našoj zemlji;
- Kut trokutastog profila metričke niti je 60 stupnjeva;
- Sve su dimenzije u milimetrima;
- Metričko rezanje podijeljeno je na proizvode s velikim i malim koracima;
- Veliki nagib je relevantan za promjere 1-68 mm, a mali nagib - za promjere od 1-600 mm;
- Rezanje velikih razmjera koristi se u spojevima koji su izloženi udarnim opterećenjima;
- Fino navijanje je relevantno za dijelove s tankim zidovima i za postizanje čvrstoće na zglobovima;
- Rezanje sitnim navojem postalo je široko rasprostranjeno u pričvršćivanju i podešavanju. To je zbog činjenice da je uz njihovu pomoć lako podesiti parametre s velikom točnošću;
- Svi moderni strojevi dizajnirani su koristeći samo metričke rezove.
Karakteristike i oznake
Fotografija tablice glavnih veličina
Postoji rezanje metričnih, inčnih, cijevi. Svaka od njih razvrstana je u više kriterija:
- Smjer skretanja je lijevo i desno;
- Oblik profila - okrugli, uporni, trokutasti itd .;
- Lokacija - vanjska, unutarnja;
- Priroda površine i funkcije - inčni, metrički, stožasti itd .;
- Broj unosa je jedan unos i više unosa.
Istodobno, rezanje inča i cijevi nije tako uobičajeno kao metričko. U tom pogledu, ostavljajući inč i navoji cijevi, a metriku razmotrite detaljnije.
Navoj ima dvije glavne karakteristike.
- Nominalni promjer Oni se nazivaju konvencionalnim dimenzijama koje se koriste u notaciji. Nominalni promjer jednak je vanjskom promjeru matice i vijaka, koji su jednaki jedni drugima.
- Korak navoja. Dimenzije nagiba navoja jednake su udaljenosti između dvije identične točke najbližih profila, koji se nalaze u istoj ravnini. Definicija je prilično složena, ali u praksi je pronalazak tih veličina vrlo jednostavan. Da biste odredili dimenzije, trebate kotrljati vijak na listu papira visoke gustoće u svojoj jezgri i izmjeriti koji je korak između najbližih utora koji se nalaze. Ovo je korak. Odrediti takve dimenzije na ovaj način nije metoda visoke preciznosti. Ali kako biste bili sigurni da su dimenzije ispravno izračunane, postoji posebna tablica. Ova tablica omogućuje vam provjeru svojih izračuna ili određivanje potrebnih parametara bez pribjegavanja mjerenjima ili matematičkim proračunima.
Inch, cijevi i naši metrički rezovi imaju određene oznake veličina i drugih parametara. Kako tablica ne bi uzrokovala puno nepotrebnih pitanja, pokušat ćemo razgovarati o svim nijansama notacija predstavljenih u njoj.
Slova i brojevi koriste se za označavanje niti. Kao primjer, M40 navoj. Ovdje:
- Slovo M znači vrstu reza. M je metrička. Ona nije centimetar, cijev. Ovdje je sve vrlo jasno;
- 40 su nazivnih promjera. Broj iza slova označava nazivne promjere navoja. U našem slučaju to je 40 mm;
- Ako je visina navoja velika, to se ne prikazuje u oznaci. Može se odrediti prema GOST-u.
Kao alternativu, razmotrite primjer s malim korakom - M30x2.
- Ovdje je situacija u promjeru slična - ta brojka je 30;
- Metričko rezanje, kako nam govori slovo M;
- 2 znači da je visina tona 2 milimetra.
I par važnih točaka.
- Konac može imati različite korake i može biti lijeva ili desna.
- Desna nit u oznakama nije navedena.
- Ako vidite nešto poput M20 LH, to označava smjer lijeve strane navoja.
- Broj posjeta. Za jednostruki navoj broj nije naveden, jer je uvijek 1. Ako je riječ o više niti, tada će oznaka izgledati ovako - M30x3 (P2). Ovdje u zagradama označavaju visinu navoja, a 2 je broj unosa.
Dodirnite odabir
Slavina je glavni alat za obradu s kojim se vrši unutarnje rezanje budućnosti navojne veze, Jer napraviti različite vrste niti s određenim korakom, morat ćete ispravno odabrati slavinu da biste dovršili zadatke.
- Prije svega, majstor treba odabrati vrstu slavine koja je pogodna za planirani navoj. U našem slučaju govorimo o slavinama za metričko rezanje;
- Zatim se određuje svrha - korak, tolerancije, oblik profila;
- Ovisno o klasi točnosti, majstor odlučuje je li moguće učiniti jednim dodirom ili izvršiti operaciju koja vam je potrebna da biste dobili komplet - skicu i završnu slavinu;
- Materijal na kojem se vrši rezanje. Glavni materijal na kojem se izrađuje nit je metal. Nadalje, može biti različita u pogledu snage, što izravno određuje izbor karakteristika slavine;
- Prednji kut oštrenja zuba. Za svaku vrstu metala postoji određena vrijednost. Ako je čelik, kut je od 5 do 10 stupnjeva, za bakar - od 0 do 5 stupnjeva, a u slučaju aluminija - od 25 do 30 stupnjeva;
- Slavine se mogu napraviti od običnih, čelik visoke čvrstoće ili od običnog metala, ali s prodavačima povećane čvrstoće. Potonja opcija omogućuje vam smanjenje troškova proizvodnje slavina, ali održavanje njihove visoke pouzdanosti;
- Ključ za odabir slavine je promjer rupe. Na njemu će se provesti rezanje unutarnjeg navoja;
- U ovom slučaju, promjer alata mora biti malo manji od promjera rupe. Ako vam je potreban metrički tip navoja M20, odnosno promjer slavine je 20 mm, tada će promjer rupe biti 19 mm. Svi potrebni parametri određuju se posebnom standardiziranom tablicom;
- Ako nit nema posebne zahtjeve, primjenjuje se standardni korak naveden u tablici.
Nijanse rezanja
Kada se utvrde promjeri i drugi parametri potrebnog navoja i odabere se sama slavina, treba izvršiti operaciju rezanja.
- Radni komad na kojem se vrši rezanje fiksiran je u ležištu.
- Osovina otvora mora biti postavljena što je moguće okomitije u odnosu na radnu površinu.
- Slavina je ugrađena u utičnicu okovratnika, u okomitom položaju započinje u kalupu ispod rupe u obratku.
- Dvije ruke majstor drži gumb, pritiskajući slavinu na dio i okrećući se u smjeru kazaljke na satu.
- Alat treba okretati lagano, glatko i ravnomjerno, uz malo pritiska.
- Izvode se dva puna okreta, nakon čega se pola okreta vrši unatrag, u smjeru suprotnom od kazaljke na satu.
- U procesu proizvodnje niti, alat se nužno hladi. Ako je aluminij, koristi se kerozin, terpentin djeluje kao hladnjak za bakar, a emulzija za čelične proizvode. Lijevano željezo i bronca ne trebaju hlađenje.
- Unutarnji navoj provodi se skupom slavina.
- Prvo se koristi grubi alat, zatim srednji, a završni radovi dovršavaju. Izuzevši jedan od slavina, nećete ubrzati postupak rezanja, ali sama nit će se pokazati kvalitetno lošijom.
Trčanje metrički rez nije teško ako koristite odgovarajuće alate i oslanjate se na standardizirane parametre specijaliziranih tablica.
Tablica promjera rupa s navojem
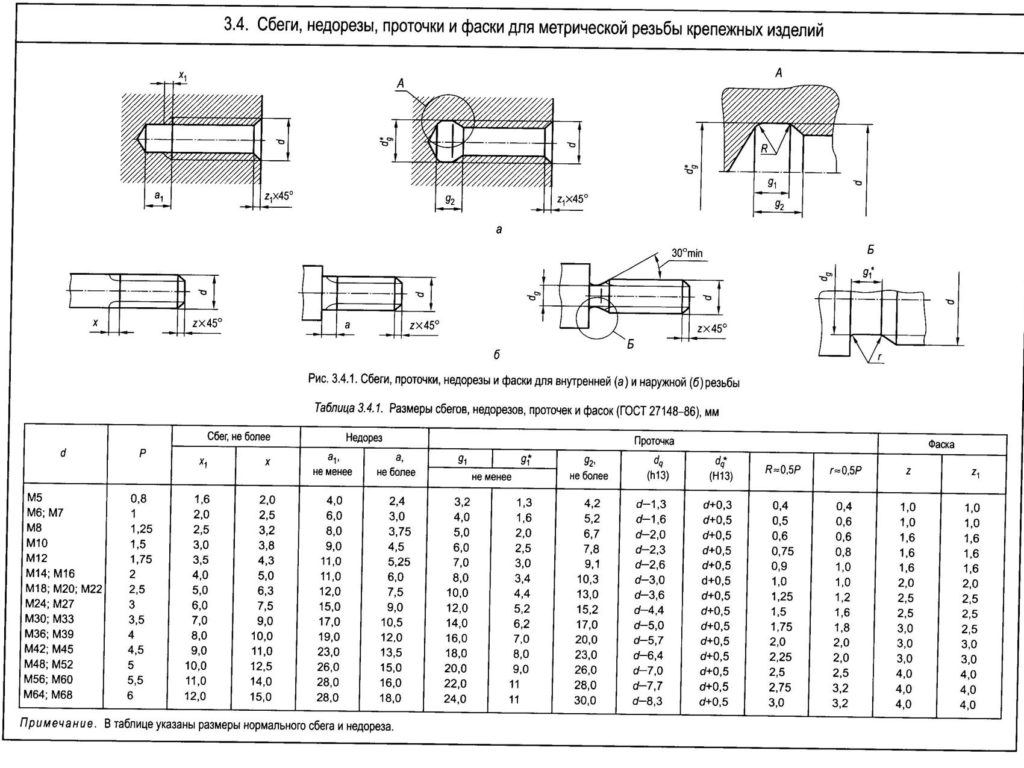
Nit predstavlja spiralni utor stalnog presjeka, načinjen na vanjskoj (vanjski navoj) i unutarnjoj (unutarnjoj navoj) cilindričnoj ili koničnoj površini. Koristi se za spajanje dijelova, kao i za pretvaranje rotacijskog gibanja u translacijsko ili obrnuto, u mehanizme i strojeve.
Nit postoje jednostruki, formirani od jedne spirale (nit), ili višestruki, formirani od dvije ili više linija.
U pravcu spirale nit podijeljeno na desno i lijevo.
Ovisno o veličini sustava nit postoje metrička, inčna, cijev.
U metrici rezbarenje kut trokutastog profila je 60 °, vanjski, srednji i unutarnji promjer i nagib nit izraženo u milimetrima. Metričke niti s velikim nagibom označene su slovom i brojem koji izražava vanjski promjer u milimetrima: M10, M16, i tako dalje. Ukazati nit malim korakom (udaljenost između zavoja) ovom se podacima dodaje broj koji izražava korak nit u milimetrima: M6 × 0,6, M20 × 1,5 i slično.
U inču rezbarenje kut trokutastog profila je 55 °, promjer navoja izražen je u inčima (1 inč \u003d 2,54 cm), a nagib je broj niti po inču.
Primjer oznake: 1 1/4 ″ (vanjski promjer nit u inčima).
Cijev nit razlikuje se od inča po tome što njegova početna veličina nije vanjski promjer, već promjer rupe za cijev, na čijoj je vanjskoj površini izrezan nit.
Primjer oznake: cijev 3/4 ″. (brojevi označavaju unutarnji promjer cijevi u inčima).
Rezanje nit izvodi se na strojevima za bušenje, struganje i specijalnim strojevima za rezanje navoja (profiliranje), kao i ručno. U ručnoj obradi metala, unutarnja nit rezati slavinama, a vanjski s maticama.
Prema tome, ovisno o profilu reza nit slavine su podijeljene u tri vrste: za metričke, inčne i cijevne.
Ručne (bravarske) slavine obično se izvode u setu od tri ili dva komada. Prvi i drugi slavine nit prethodno izrežite, a treći mu daju konačnu veličinu i oblik.Obično je broj svakog dodira kompleta označen brojem uzoraka na repu. Postoje setovi koji se sastoje od dva slavina: preliminarnog (nacrtnog) i pravednog. Prvo i drugo. Slavine su izrađene od ugljičnog i legiranog čelika visoke čvrstoće.
Okov ili ploče za lice dizajnirane za rezanje izvana nit, ovisno o dizajnu, dijele se na okrugle i prizmatične (klizne).
Kod rezanja niti okrugle matrice učvršćuju se u posebnom držaču za vijak.
Unutarnji navoj
Za rezanje iznutra nit najprije se priprema rupa s slavinom. Bušilica ima malo veći promjer od unutarnjeg promjera potrebnog nit: ako su ovi promjeri jednaki, tada će se materijal istisnuti tijekom rezanja snažno pritisnuti na zube alata. Kao rezultat, zubi se zagrijavaju i metalne čestice se lijepe na njih, nit ispostavit će se s rastrganim vrpcama (nitima), a moguć je i kvar na slavini.
Na slici je prikazano rezanje unutarnjeg nit:
a - slavina, b - rezanje nit.
Dotaknite dizajn
1 - usisni dio;
2 - kalibracijski dio;
3 - utor za flautu;
4 - nosač;
5 je kvadrat.

Sljedeća slika prikazuje rezanje vanjske nit:
a - okrugla matrica, b - prizmatična (klizna) matrica, c - rezanje nit.
Ključne oznake:
d1 - unutarnji promjer nit vijci.
D2 - prosječni promjer nit vijci.
D1 - unutarnji promjer nit matice.
D2 - prosječni promjer nit matice.
P - korak nit.
H1 - visina profila.
d rupe - promjer rupe za rezanje nit.
Da se ne izračuna promjer rupe ispod
nit, možete koristiti tablicu.
| Promjer navoja u mm | D 2 \u003d d 2 u mm | D 1 \u003d d 1 u mm | P u mm | H 1 u mm | d rupe u mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
INTERSTATE STAND
METRIČNI NIT
Promjeri i koraci
Službeno izdanje
INTERSTATNI SAVJET ZA STANDARDIZACIJU, METROLOGIJU I CERTIFIKACIJU
ISS 21.040.10 Skupina G13
prema GOST 8724-2004 (ISO 261-98) Osnovne norme međusobne izmjene. Mjerna nit. Promjeri i koraci
(ICS br. 10 iz 2004.)
Predgovor
1 IZVRŠENO od strane Znanstveno-istraživačkog i dizajnerskog instituta za mjerne instrumente u strojarstvu (OJSC "Institut za mjere")
2 UVODIO Državni standard Rusije
3 DOLAZILO Međudržavno vijeće za standardizaciju, mjeriteljstvo i certificiranje (Zapisnik br. 22. od 6. studenog 2002.)
4 Ovaj je standard identičan tekst ISO 261-98, niti za opću namjenu ISO-a. Promjer i stupanj u rasponu promjera od 1 do 300 mm ”sadrži dodatne zahtjeve koji odgovaraju potrebama ekonomije zemlje
5 Uredba Državnog odbora Ruska Federacija o standardizaciji i mjeriteljstvu od 23. lipnja 2003. br. 201. međudržavni standard GOST 8724-2002 (ISO 261-98) stupio je na snagu izravno kao državni standard Ruske Federacije 1. siječnja 2004.
6 ZAMJENA GOST 8724-81
© Izdavačka kuća Standardi IPK, 2003
Ovaj se Standard ne može u cijelosti ili djelomično reproducirati, umnožavati i distribuirati kao službeno izdanje na teritoriju Ruske Federacije bez odobrenja Državnog standarda Rusije.
1 područje upotrebe ............................................... ......... 1
3 definicije ........................................................................ .............. 1
4 Odabir promjera i koraka ………………………………………. ....... 1
5 Oznaka navoja ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
INTERSTATNI STANDARD
Osnovni standardi međusobne razmjene
METRIČNI NIT
Promjeri i koraci
Osnovne norme međusobne izmjene. Metrički navojni navoji. Opći plan
Datum uvoda 2004-01-01
1 područje uporabe
Ovaj se standard odnosi na metričke niti opće namjene s profilom prema GOST 9150 i postavlja njihov promjer od 0,25 do 600 mm i korake od 0,075 do 8 mm.
Glavne dimenzije metričkih niti su u skladu s GOST 24705.
Tolerancije navoja u skladu su s GOST 9000 i GOST 16093.
Dodatni zahtjevi koji odražavaju potrebe gospodarstva zemlje prikazani su kurzivom.
GOST 9000-81 Osnovne norme međusobne razmjene. Metrički navoj za promjere manje od 1 mm. tolerancije
GOST 9150-2002 Osnovne norme međusobne razmjene. Mjerna nit. Profil
GOST 11708-82 Osnovne norme međusobne razmjene. Nit. Pojmovi i definicije
GOST 16093-70 Osnovne norme međusobne razmjene. Mjerna nit. Tolerancije. Čistoća slijetanja
GOST 24705-81 Osnovne norme međusobne razmjene. Mjerna nit. Glavne dimenzije
3 Definicije
Uvjeti i definicije - prema GOST 11708.
4 Odabir promjera i koraka
4.1 Promjeri i koraci navoja trebaju odgovarati onima navedenim u tablici 1.
Prilikom odabira promjera navoja, prvi red treba dati prednost drugom, a drugi trećem.
Službeno izdanje
| stol 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominalni promjer navoja d \u003d D |
|||||||||||
| Nastavak tablice 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominalni promjer navoja d \u003d D |
||||||||||
| Kraj tablice 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 Oznaka navoja
5.1 Simbol za veličinu navoja treba sadržavati: slovo M, nazivni promjer navoja i nagib navoja, izraženi u milimetrima i razdvojeni x.
Primjer: M8x1.25
Glavni korak u označavanju niti može se izostaviti.
Primjer: M8.
5.2 Simbol za lijevi navoj dopunjuje se slovima LH.
Primjer M8x1 - LH
5.3 Višestruke niti moraju biti označene sa slovom M, nazivnim promjerom navoja, znakom x, slovima Ph, vrijednosti hoda, slovom P i vrijednosti tona.
Primjer uobičajenog naziva dvostrukog navoja nominalnog promjera 16 mm, hoda od 3 mm i nagiba od 1,5 mm:
Isto za lijevu nit:
M16xRMP1.5 - LH
Radi jasnoće, u zagradama tekst može naznačiti broj pokretanja niti.
Primjer: M16hRM1.5 (dva pristupa)
5.4 Potpuno označavanje navoja uključuje označavanje veličine i tolerancije navoja prema GOST 9000 ili GOST 16093.
UDK 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Ključne riječi: nit, metrička nit, promjeri, koraci, konvencije
Urednik R.G. Goverdovskaya tehnički urednik V.N. Prusakova korektorica M.S. Kabashova izgled računala S.V. Ryabovoy
Ed. osobe. Broj 02354 od 14. srpnja 2000. godine. Stavite u kit 12.08.2003. Potpisano za objavljivanje 15. rujna 2003. Uslužni ispis 1.40. Akademsko izdavaštvo 0.65.
Tiraž 1150 primjeraka. C 11890.3ac786.
Izdavačka kuća IPK Standardi, 107076 Moskva, Kolodezny per., 14. http://www.standards.ru e-mail: [adresa e-pošte zaštićena]
Utipkano u Izdavačkoj kući podružnice PC-a IPK Izdavačka kuća standarda - tip. „Moskovski tiskar“, 105062 Moskva, Lyalin per., 6.

