वेल्डिंग कार्य में कभी-कभी इसके लिए तैयारी की तुलना में कम प्रयास और समय शामिल होता है। उनका मुख्य हिस्सा वेल्डेड संरचना की विधानसभा है, जिसके दौरान आवश्यक स्थिति में तत्वों को ठीक करना आवश्यक है। इस काम के लिए मास्टर से ध्यान देने की आवश्यकता है, क्योंकि उत्पादों की गुणवत्ता इस पर निर्भर करती है।
यदि, वर्कपीस के सावधानीपूर्वक संरेखण और स्थापना के बाद, संरचना इलेक्ट्रोड के स्पर्श से अलग हो जाती है, तो यह कष्टप्रद होगा, आपको इसे फिर से इकट्ठा करना होगा। ऐसा भी होता है कि तत्व को वेल्डेड किया जाता है, लेकिन उस स्थिति में नहीं जो आवश्यक हो। यह धातु के ठंडा होने के बाद अगोचर कतरनी या विरूपण के साथ हो सकता है। इसीलिए शुरू करने से पहले वेल्डिंग का काम सभी आवश्यक उपकरणों पर स्टॉक करना आवश्यक है।
समस्या का समाधान
ऐसी त्रुटियों से बचने के लिए, वेल्डिंग के लिए विशेष उपकरणों का उपयोग किया जाता है। वे आपको समय और ऊर्जा बचाने की अनुमति देते हैं, बाहर निकलने पर उच्च गुणवत्ता वाले उत्पाद प्रदान करते हैं। आज तक, कई तंत्र और उपकरण हैं जिनका उपयोग वेल्डिंग के लिए किया जा सकता है। यदि लोग औद्योगिक वातावरण में काम करते हैं जहां बड़े पैमाने पर और बड़े पैमाने पर उत्पादन स्थापित किया जाता है, तो वे स्वचालित और यंत्रीकृत उपकरणों का उपयोग करते हैं, इसमें स्टाइलिंग तंत्र, परिवहन उपकरण, तकनीकी विधानसभा उपकरण आदि शामिल होने चाहिए। यदि मास्टर को घर पर काम करना पड़ता है, तो उन्हें वेल्डिंग उपकरण का उपयोग किया जा सकता है, जो अपने दम पर बनाने के लिए काफी यथार्थवादी है। वे भागों के विरूपण को कम करेंगे।
क्लैंप मेकिंग
एक क्लैंप के बिना, जिसे आप खुद बना सकते हैं, कोई भी वेल्डर काम का सामना करने में सक्षम नहीं होगा। इसके अलावा, यह उपकरण मेटलवर्क और बढ़ईगीरी के दौरान समस्याओं को हल करने में मदद करता है। इस उपकरण के विभिन्न विकल्प हो सकते हैं - विशेष और सार्वभौमिक। हाल ही में, एक और संशोधन सामने आया है, जो इसका उपयोग कर रहा है, आप 450 किलो तक की संपीड़न बल प्रदान कर सकते हैं। हालांकि, इस तरह के साधनों का मुख्य कार्य अपने बीच कनेक्शन के लिए रिक्त स्थान को ठीक करना है।
एक कोने क्लैंप पर काम करें: तैयारी

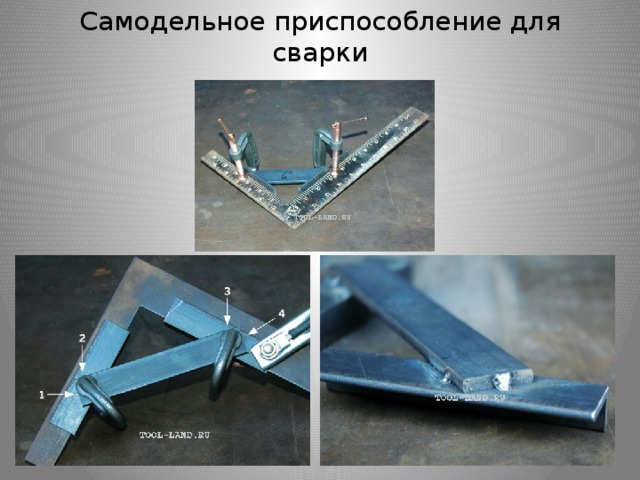
वेल्डिंग जुड़नार आज एक विस्तृत श्रृंखला में बिक्री के लिए पेश किए जाते हैं, लेकिन आप खुद बना सकते हैं। उपकरण और सामग्री के रूप में काम कर रहे हैं:
- स्टील का कोना;
- थ्रेडेड स्टड;
- पागल
- ड्रिल;
- स्टील की प्लेटें;
- फाटकों के लिए छड़;
- वेल्डिंग मशीन;
- नल टोटी।
काम

समकोण पर, कोनों को स्टील प्लेटों से जोड़ा जाना चाहिए। वेल्डिंग द्वारा प्रत्येक तरफ एक कृमि संरचना तय की जाती है। यह एक वेल्डेड नट या एक मोटा होना वाला एक कोना है, जिसमें आपको स्टड पिन को ध्यान में रखते हुए धागे को काटना चाहिए। संभावित वर्कपीस पर ध्यान देना भी महत्वपूर्ण है, क्योंकि यह कार्य अंतराल की चौड़ाई निर्धारित करता है। यदि भागों की आकार सीमा विस्तृत है, तो कई क्लैंप तैयार करना सबसे अच्छा है।
पिन-स्क्रू को काम करने वाले अखरोट में खराब कर दिया जाता है, अंत में फिर जोर दिया जाता है। इस डिजाइन में विभिन्न आकारों के दो धातु वाशर होते हैं। यह सुनिश्चित करना महत्वपूर्ण है कि स्टड पर स्टॉप चालू हो। गेट के पीछे एक छेद के साथ प्रदान किया जाना चाहिए जिसमें एक स्टील बार स्थापित किया गया है। वह एक लीवर के रूप में कार्य करेगा। इस तरह के वेल्डिंग जुड़नार को सही ढंग से इकट्ठा किया जाता है यदि उनका उपयोग स्टील भागों को सुरक्षित रूप से ठीक करने के लिए किया जा सकता है। डिजाइन बहुत सरल है, और इसे तात्कालिक सामग्रियों से बनाया जा सकता है।
एक मुश्किल काम अंत में पाइपों की वेल्डिंग है। इस मामले में, वर्कपीस को अंतरिक्ष में सटीक रूप से उन्मुख होने की आवश्यकता होगी। यदि पाइप का एक टुकड़ा तैयार प्रणाली को वेल्डेड किया जाता है, तो कार्य सरल हो जाएगा। लेकिन खाली पड़ी वर्कपीस को वेल्डेड करने की जरूरत है, जिससे दूसरों की मदद ली जा सके या एक विशेष उपकरण का उपयोग किया जा सके। काम की प्रक्रिया में स्टील प्लेट और एक धातु के कोने को लागू करना आवश्यक है। क्लैंप के हिस्सों को पारंपरिक रूप से जोड़ा जाता है, ऐसा करने के लिए आपको थ्रेडेड स्टड की आवश्यकता होती है। नतीजतन, एक प्रभावी और सरल डिजाइन प्राप्त करना संभव होगा।
टिक बनाना

घर का बना वेल्डिंग जुड़नार भी पिंचर्स शामिल हैं। आप उन्हें एकत्र कर सकते हैं, लेकिन इसके लिए आपको धैर्य रखने की आवश्यकता है। काम के लिए, एक तांबा डार्ट तैयार किया जाना चाहिए, जिसकी लंबाई 2 मीटर है इसका व्यास 30 मिमी के बराबर होना चाहिए। यह वर्कपीस थोड़ा लंबा हो सकता है, जिस स्थिति में झुकना संभव होगा। तत्व एक घोड़े की नाल के आकार का खाली बनाने के लिए झुकता है। छोरों को बनाने और कटौती करने की आवश्यकता के बाद, 18 मिमी छेद सिरों पर बने होते हैं।
परिणाम इलेक्ट्रोड के लिए क्लैंप है। दो ट्रांसफार्मर समानांतर में जुड़े हुए हैं, उनमें द्वितीयक और प्राथमिक घुमाव सीधे जुड़े होने चाहिए। वर्तमान आपूर्ति को स्वतंत्र रूप से समायोजित किया जा सकता है। इस तरह के घर का बना वेल्डिंग जुड़नार को ठंडा किया जाना चाहिए, और इसके लिए पानी का उपयोग किया जाना चाहिए। पैर पेडल का उपयोग करके, आप इलेक्ट्रोड निकाल सकते हैं।
पूर्वगामी से, यह निष्कर्ष निकाला जा सकता है कि सरौता के पास इलेक्ट्रोड को मोड़ने के लिए एक लीवर है, एक ट्रांसफार्मर है, और एक पुशर के साथ एक हैंडल भी है। लीवर को टिका द्वारा आयोजित किया जाता है, जिनमें से अक्ष इसके विपरीत स्थित होते हैं। कभी-कभी सरौता बनाये जाते हैं, जिनमें से धक्का देने वालों के बीच एक झरना होता है। हालाँकि, वेल्डिंग पाइप के लिए ऐसे उपकरण को सुविधाजनक नहीं कहा जा सकता है। आखिरकार, रोटेशन के दौरान वसंत को संपीड़ित करना काफी मुश्किल होगा।
चुंबकीय धारक बनाना

यदि आप विधानसभा और वेल्डिंग के लिए जुड़नार में रुचि रखते हैं, तो आप उन्हें खुद बना सकते हैं, कारखाने के विकल्प खरीदने से इनकार कर सकते हैं। यह चुंबकीय धारक पर भी लागू होता है, जिसके लिए आपको निम्नलिखित सामग्री तैयार करनी होगी:
- धातू की चादर;
- सूखा बोर्ड;
- चुंबकीय फास्टनरों।
धातु तैयार करते समय, कुछ मापदंडों द्वारा निर्देशित किया जाना आवश्यक है, शीट की मोटाई 1 से 3 मिमी तक भिन्न हो सकती है। भविष्य के डिजाइनों के लिए एक टेम्पलेट बनाना, एक अखंड संस्करण को पूरा करना बेहतर है, जिसके आयाम मास्टर की आवश्यकताओं के अनुरूप होंगे। टेम्पलेट को शीट मेटल से जोड़ा जाना चाहिए और उसी वर्कपीस को 2 टुकड़ों की मात्रा में काट देना चाहिए। उनकी ज्यामिति को संरक्षित करना महत्वपूर्ण है।
वेल्डिंग जुड़नार के चित्र स्वतंत्र रूप से तैयार किए जाते हैं, उनमें से कुछ आप लेख में पा सकते हैं। जुड़नार के रास्ते पर अगला कदम चुंबक के मध्य भाग की तैयारी होगी। ऐसा करने के लिए, आपको धातु की प्लेटों के रूप में एक लकड़ी के रिक्त को काटने की जरूरत है, हालांकि, इसका आकार पूरी तरह से पैटर्न को दोहराना नहीं चाहिए। 2 मिमी किनारों से ऑफसेट होना चाहिए। इस तत्व की मोटाई मैग्नेट की चौड़ाई से 2 मिमी अधिक होनी चाहिए।

उत्पाद का बाहरी हिस्सा इस स्तर पर तैयार है, अब आपको आंतरिक सामग्री बनाने की आवश्यकता है। इस मामले में, आपको मैग्नेट से शुरू करना चाहिए। वे प्लेटों के बीच स्थित होंगे, और मोटाई 10 से 50 मिमी तक भिन्न हो सकती है। जब एक कोण पर वेल्डिंग के लिए ऐसी स्थिरता बनाई जाती है, तो गोल मैग्नेट का उपयोग करना बेहतर होता है, जिनमें से प्रत्येक में मध्य भाग में छेद होंगे। हालांकि, काम के लिए, आप अन्य वर्कपीस का उपयोग कर सकते हैं जो बढ़ते फास्टनरों के लिए छेद काटकर पहले से तैयार हैं। अंतिम चरण ड्रिलिंग और असेंबली होगा। एक लकड़ी के रिक्त के साथ दोनों तरफ स्टील की प्लेट्स लगाई जाती हैं, खांचे में मैग्नेट तय किए जाते हैं। इस पर, हम मान सकते हैं कि उत्पाद तैयार है, इसे व्यवहार में परीक्षण किया जाना चाहिए।
वेल्डिंग के लिए एक जिग बनाना
यदि आपको वेल्डिंग के लिए मैनुअल जुड़नार की आवश्यकता है, तो आप एक कंडक्टर का निर्माण कर सकते हैं। इसका उपयोग फ्रेम और जटिल पैटर्न बनाते समय किया जाता है। डिजाइन में शंकु के आकार का समर्थन है जिसे पक्षों पर रखा जाना चाहिए। उनके बीच एक घूमता हुआ विमान तेजी से फटा। इसमें कई स्क्रू क्लैंप के साथ समायोज्य अनुदैर्ध्य बीम होना चाहिए।
बीम में छेद होंगे, यही वजह है कि क्लैंप को पूरी लंबाई के साथ स्थापित किया जा सकता है, जो उत्पाद के आकार पर निर्भर करेगा। बीम और उनके कमजोर पड़ने की शुरुआत के कारण इकट्ठे संरचना की चौड़ाई को समायोजित किया जा सकता है। वर्णित डिवाइस के स्लाइडिंग तंत्र का उपयोग छोटे और बड़े उत्पादों को वेल्डिंग के लिए एक सार्वभौमिक उपकरण के रूप में किया जा सकता है। यदि आप स्टेनलेस स्टील का उपयोग करने का निर्णय लेते हैं, तो ऑपरेशन के दौरान खरोंच को खत्म करना महत्वपूर्ण है जो पेंच क्लैंप से हो सकता है। इसीलिए बाद वाले को महसूस किए जाने वाले स्टिकर के साथ पूरक होना चाहिए जो होंठ पर स्थापित होते हैं। इस तरह के उपकरण को लंबे बोल्ट और बीयरिंग की आवश्यकता से इकट्ठा किया जा सकता है, जिसके बढ़ते मोबाइल भागों के लिए आवश्यक है।

90 डिग्री वेल्डिंग स्थिरता
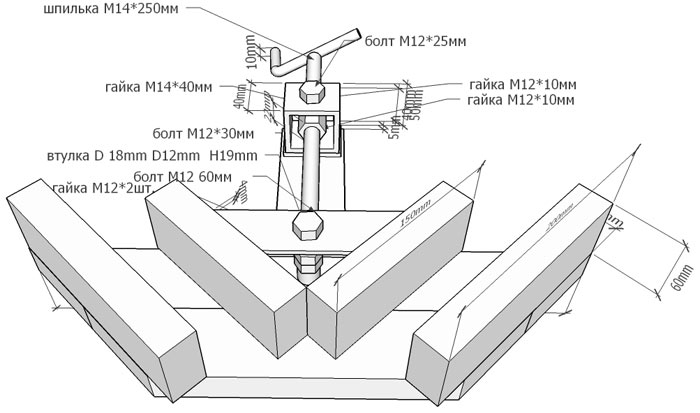
समस्याओं से बचने के लिए कुछ फिक्स्चर जब आपको सही कोण पर भागों को जोड़ने की आवश्यकता होती है। संरचना की विधानसभा पर जोड़तोड़ करने के लिए, एक धातु वर्ग, बोल्ट, नट, एक वर्ग पाइप का एक टुकड़ा, एक बोल्ट, एक छोटा धातु सिलेंडर, एक ड्रिल, एक ड्रिल, एक धारक, एक वेल्डिंग मशीन तैयार करना आवश्यक है।
एक वर्ग तैयार करते समय, आपको इस बात का ध्यान रखना चाहिए कि इसका किनारा 20 सेमी होगा। मोटी बोल्ट चुनते समय, आपको एक को पसंद करना चाहिए जिसमें 4 सेमी व्यास हो। धातु सिलेंडर चुनते समय, आपको एक तैयार करना चाहिए जो बॉलपॉइंट पेन का आकार हो।
क्रियाविधि
अपने स्वयं के हाथों से वेल्डिंग के लिए उपर्युक्त डिवाइस के निर्माण में, आपको एक वर्ग पाइप पर वेल्ड करना होगा, जिसकी लंबाई 15 और 20 सेमी है। उन्हें कोनों में स्थापित करना आवश्यक है ताकि पाइप के छोर वर्ग के विपरीत किनारों पर हों। अब आप सहायक भागों का निर्माण शुरू कर सकते हैं। ऐसा करने के लिए, पत्र P के आकार में पाइप से एक आकृति तैयार की जाती है, इसकी लंबाई 10 सेमी होनी चाहिए। दूसरा भाग एक ही पाइप से बना है, हालांकि, तत्वों को एक समद्विबाहु ट्रेपेज़ॉइड के रूप में एक साथ वेल्डेड किया जाता है।
एक समद्विबाहु त्रिभुज वर्ग के किनारों पर बनाया गया है। एक यू-आकार का आंकड़ा इसे वेल्डेड किया जाता है, जिसमें केंद्र में एक छोटे से बोल्ट के लिए एक छेद बनाया जाता है। एक 4-सेंटीमीटर बोल्ट को आकृति और वर्ग के बीच की खाई में फिट होना चाहिए। एक हैंडल उत्तरार्द्ध से जुड़ा हुआ है, एक छेद वाला नट इसके रूप में कार्य कर सकता है। एक छोटे सिलेंडर में, छोटे बोल्ट के लिए धागा। यह एक बड़े बोल्ट के अंत के साथ चलता है। ट्रेपोज़ॉइड के विकर्णों के चौराहे पर, आपको दोनों हिस्सों में छेद बनाने की आवश्यकता है। उन दोनों के बीच एक बेलनाकार तत्व स्थापित किया जाएगा, जिसमें धागे को पूर्व प्रदर्शन किया जाता है।
निष्कर्ष
बिक्री पर वेल्डिंग कार्य की सुविधा के लिए आज आप बड़ी संख्या में जुड़नार और उपकरण पा सकते हैं। उनके बीच एक अलग स्थान उन लोगों द्वारा कब्जा कर लिया जाता है जिन्हें स्वतंत्र रूप से प्रदर्शन किया जा सकता है। जो जानकारी ऊपर प्रस्तुत की गई थी, उसे देखते हुए यह तर्क दिया जा सकता है कि इस तरह के डिजाइन तात्कालिक सामग्रियों से बनाए जाते हैं, आपको कुछ और नहीं खरीदना होगा, यही कारण है कि आपको धैर्य रखने और चित्र तैयार करने की आवश्यकता है।
एक नियम के रूप में, प्रतीत होता है कि सरल वेल्डिंग कार्य, एक काफी पेशेवर और जिम्मेदार दृष्टिकोण की आवश्यकता होती है। चूंकि उच्च-गुणवत्ता और विश्वसनीय कार्य करने के लिए, आपको विशेष उपकरणों की आवश्यकता होगी। वेल्डिंग के लिए एक कोणीय क्लैंप एक ऐसा उपकरण बन सकता है, जो वेल्डिंग कार्य को बहुत आसान और तेज़ करना संभव बनाता है।
एक कोणीय क्लैंप एक प्रकार की सार्वभौमिक स्थिरता है जो वेल्डिंग के दौरान मशीनीकृत सतहों को तेज करती है। इस तरह की एक स्थिरता एक निश्चित कोण पर आवश्यक तत्वों को कसकर संकुचित करती है और जिससे सामग्रियों की वेल्डिंग और प्रसंस्करण अधिक सुविधाजनक हो जाता है। यह किसी भी वेल्डर के लिए पहला महत्वपूर्ण उपकरण है, जिसके बिना उत्पादकता को नुकसान और काम में अत्यधिक असुविधा के बिना ऐसा करना असंभव है। क्लैंप विभिन्न आकार और आकार के हो सकते हैं। बिना चाबी के विकल्पों को विशेष रूप से सुविधाजनक माना जाता है। सामान्य तौर पर, वेल्डिंग कार्य के निरंतर कार्यान्वयन के लिए, पेशेवर विभिन्न कॉन्फ़िगरेशन के क्लैंप का एक सेट होने की सलाह देते हैं।
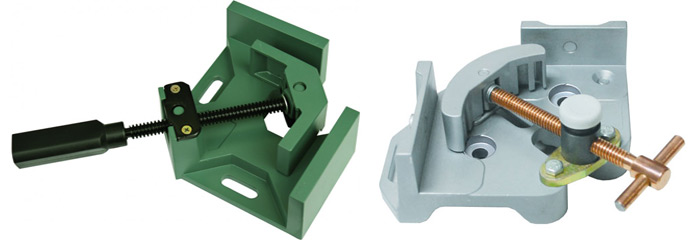
वेल्ड कोण क्लैंप डिजाइन
क्लैंप अक्सर कई संस्करणों में उपलब्ध हैं और वेल्डिंग के लिए डिज़ाइन किए गए हैं धातु के पाइप एक निश्चित कोण पर (30 से 90 डिग्री से)। उन्हें पाइप की चौड़ाई, उनकी संख्या और वेल्डिंग के कोण के आधार पर विभिन्न रूपों में बनाया जा सकता है।
किसी भी कोणीय क्लैंप की विशिष्ट विशेषताएं हैं:
- स्पंज की मोटाई - जोड़ों के अकड़न की डिग्री को बढ़ाने के लिए क्लैम्पिंग जबड़े मोटे होते हैं। नतीजतन: वेल्ड यह वेल्डिंग के दौरान झुकता नहीं है;
- क्लैंपिंग पेंच सामग्री - वेल्डिंग की प्रक्रिया में, अक्सर पिघले हुए धातु कणों का एक स्प्रे होता है जो आस-पास की सतहों पर बस जाते हैं। यदि वे थ्रेडेड भागों पर मिलते हैं, तो उनका आसंजन हो सकता है और परिणामस्वरूप, क्लैंप विफल हो जाएगा। इससे बचने के लिए उन पर कॉपर या कॉपर प्लेटेड क्लैंपिंग स्क्रू लगाए जाते हैं। कॉपर, बदले में, चापलूसी को रोकता है और वेल्डिंग उपकरण के जीवन का विस्तार करता है;
- काम की सतह - भागों के शामिल होने के स्थानों में आवश्यक कोणों पर इलेक्ट्रोड के साथ काम करने के लिए, क्लैंप कार्य क्षेत्र को बढ़ाता है।

क्लैंप में एक चल तत्व और मुख्य फ्रेम होते हैं। मूविंग पार्ट आमतौर पर अतिरिक्त विशेष क्लैंप से सुसज्जित होता है - एक स्क्रू या लीवर जो भागों के संपीड़न की डिग्री को नियंत्रित करता है। जंगम तत्व का उपयोग करते हुए, उपकरण और जबड़े के बीच की दूरी को नियंत्रित किया जाता है।
डिवाइस संरचना की अधिकतम गतिशीलता के कारण, क्लैंप विभिन्न आकारों और क्रॉस-सेक्शन की सामग्रियों को पकड़ सकता है। और कई कोणीय उपकरणों का उपयोग करते समय, अधिक आरामदायक और कुशल वेल्डिंग के लिए संरचनाओं की किसी भी व्यवस्था को बनाना संभव है। क्लैम्पिंग तत्वों के बहुमत को वेल्डिंग सामग्री के लिए अधिकतम 390 मिमी व्यास के साथ डिज़ाइन किया गया है.
वेल्डिंग के लिए कोणीय क्लैंप में एक टी-आकार का हैंडल होता है, जो आपको ऑपरेशन के दौरान उत्पन्न क्लैंपिंग बल को स्थानांतरित करने की अनुमति देता है। और वेल्डिंग के दौरान कच्चा लोहा स्टेपल उच्चतम गर्मी का भी सामना कर सकता है।
कोणीय प्रकार के क्लैंप का चयन करना, नियोजित कार्य के प्रकार को ध्यान में रखना आवश्यक है। इसलिए, उदाहरण के लिए, जी-क्लैंप का उपयोग आमतौर पर छोटी मोटाई के वर्कपीस को ठीक करने के लिए किया जाता है। यदि एक बड़ी मोटाई वाले धातु उत्पादों की स्थापना को अंजाम देना आवश्यक है, तो यह एक समायोज्य क्लैम्पिंग तत्व से सुसज्जित एफ-आकार के कोने क्लैंप का उपयोग करने के लायक है।
क्लैंप को कार्यशालाओं में सभी प्रकार के कमरों में या फ्लैट सतह के साथ डेस्कटॉप पर गैरेज में स्थापित किया जा सकता है।
क्या-क्या-क्या करना है
अधिकांश मॉडलों में 90 डिग्री का मानक माउंटिंग कोण होता है, लेकिन कोण को बदलने की क्षमता वाले डिवाइस भी उपलब्ध हैं। बाजार पर उनकी लागत अधिक परिमाण का एक आदेश है, इसलिए कभी-कभी यह अपने हाथों से एक डिजाइन बनाने के लिए समझ में आता है।
कोणीय प्रकार का क्लैंप अपने डिजाइन में काफी सरल है और कई लोगों के लिए इसे घर पर भी इकट्ठा करना मुश्किल नहीं होगा।
घर-निर्मित क्लैंप के निर्माण में इष्टतम सामग्री लोहा माना जाता है।
एक क्लैंप के आत्म-उत्पादन के लिए, आपको निम्नलिखित कार्य करना चाहिए:
- संरचना की नींव बनाएं - डिवाइस के आधार को बनाने के लिए, 8 मिमी से 10 मिमी की मोटाई के साथ शीट धातु का उपयोग करना वांछनीय है। सही आकार का एक कोना एक लॉकिंग तत्व के रूप में काम करेगा। भागों का बन्धन इलेक्ट्रिक वेल्डिंग का उपयोग करके सबसे अच्छा किया जाता है, क्योंकि एक थ्रेडेड फास्टनर कम विश्वसनीय होगा।
- क्लैंप स्थापित करें - एक स्क्रू क्लैंप बनाने के लिए 2 या 3 नट्स का उपयोग करने की सिफारिश की जाती है जो एक साथ वेल्डेड होती हैं। इस मामले में, 30 मिमी से 40 मिमी की मोटाई के साथ केंद्रीय थ्रेडेड छेद के साथ एक ब्रैकेट बनाना बेहतर है। इसे बोल्ट के साथ बांधा जाता है, ताकि धागा टूटने की स्थिति में इसे बदला जा सके।
- एक कोने का रूप - कोणीय प्रकार के क्लैंप में विशेष ध्यान क्लैंपिंग ब्रैकेट के स्थान पर दिया जाना चाहिए। वेल्डिंग करते समय, कोनों को आदर्श रूप से एक दूसरे से फिट होना चाहिए। इस प्रयोजन के लिए, कोनों में से एक को क्लैंप पर वेल्डेड किया जाता है, जिस पर दूसरे कोने को फिर से लगाया जाता है, ब्रैकेट में दबाया जाता है और वेल्ड किया जाता है।
- आधार आंदोलन की जाँच करें - संरचना की साइड सतहों के साथ, गाइड स्थापित करना आवश्यक है जो क्लैंप के आंतरिक आधार को स्थानांतरित करने की अनुमति देगा। इसके लिए, 8 मिमी से 10 मिमी की चौड़ाई वाले एक खांचे को कोणीय उपकरण के द्विभाजक के साथ काट दिया जाता है।
- छेद किए - क्लैंप के ऊपरी आधार में एक ड्रिल का उपयोग करना, जिसमें एक बोल्ट स्थापित किया गया है, जो एक अखरोट और वॉशर के साथ कड़ा है। एक दूसरे के संबंध में ठिकानों की आवाजाही मुक्त होनी चाहिए, इसलिए यह बेहतर है कि बोल्ट पर धागा सिर तक नहीं पहुंचे। सिर को ब्रैकेट के साथ आधार पर भी रखा जा सकता है।

क्लैंप के इस तरह के एक मानक संस्करण के संचालन के दौरान, सही कोण पर डिवाइस की स्थिति को सीमित करने के मद्देनजर, जल्दी या बाद में, काम में इसके संकीर्ण फोकस का सवाल उठ सकता है। यह एक पहले से तय तत्व के स्थान पर एक वियोज्य बोल्ट संयुक्त जोड़कर तय किया जा सकता है। एक विकल्प के रूप में, एक क्लैंपिंग समायोजन पेंच स्थापित किया जा सकता है, धन्यवाद जिससे इसके बाद के निर्धारण के साथ वांछित कोण का चयन करना संभव हो जाता है।
उपरोक्त सभी को देखते हुए, यह याद रखना चाहिए कि एक पेशेवर वेल्डिंग संयुक्त प्राप्त करने के लिए, काम को सरल बनाने और गैर-जुड़ने और फिटिंग की घटना को रोकने के लिए एक उच्च-गुणवत्ता वाले उपकरण की आवश्यकता होती है।
पाठ विषय: विधानसभा - वेल्डिंग उपकरण सबक का उद्देश्य: विधानसभा के प्रकार, उपकरणों और उद्देश्यों का अध्ययन - वेल्डिंग उपकरण
विधानसभा और वेल्डिंग उपकरणों के मुख्य प्रकार
सभी विधानसभा और वेल्डिंग उपकरणों को दो मुख्य प्रकारों में विभाजित किया जा सकता है: स्थापना और फिक्सिंग। विशेष रूप से सुविधाजनक तंत्र जो इन दोनों कार्यों को मिलाते हैं।

उपकरणों का समायोजन । स्थापना जुड़नार भाग को सही स्थिति में स्थापित करने के लिए डिज़ाइन किए गए हैं - ठीक उसी में जिसमें यह तैयार उत्पाद में होगा।

वर्गों एक दूसरे को विशिष्ट (90 °, 60 °, 30 °, 45 °) कोण पर भागों को स्थापित करने के लिए सेवा दें। कोण उपयोग करने के लिए सुविधाजनक हैं, जिनमें से चेहरे को रोटरी बनाया गया है और आप उनके बीच कोई वांछित कोण सेट कर सकते हैं।


ज़ोर आधार सतहों पर भागों को ठीक करने के लिए और स्थायी, हटाने योग्य या तह (दोहन, कुंडा) हो सकता है। स्थायी स्टॉप, जो आम तौर पर साधारण प्लेट या बार होते हैं, को वेल्डेड या आधार पर खराब कर दिया जाता है। हटाने योग्य या झुकाव स्टॉप सेट किए जाते हैं जब भाग में उनकी निरंतर उपस्थिति संरचनात्मक रूप से अस्वीकार्य होती है।

पैटर्न्स इस इकाई में अन्य भागों पर विधानसभा के दौरान या उत्पाद के किसी सहायक सहायक के साथ स्थापित भागों को ठीक करने के लिए डिज़ाइन किया गया है। इस मामले में, उत्पाद स्वयं डिवाइस का सहायक तत्व है।
उपकरणों को बन्धन .
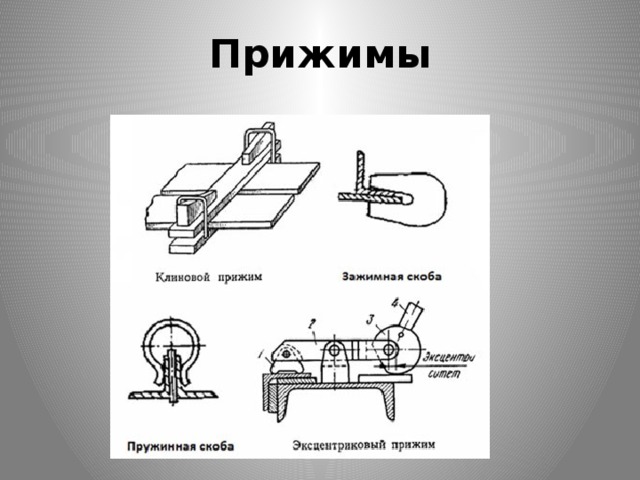
फिक्सिंग वेल्डिंग जुड़नार का उपयोग करते हुए, भागों को ठंडा होने के बाद उनकी आकस्मिक पारी या विरूपण को रोकने के लिए वांछित स्थिति में स्थापित करने के बाद मजबूती से तय किया जाता है। फिक्सिंग डिवाइस में क्लैम्प, क्लैम्प, क्लैम्प, टाई, स्पेसर्स शामिल हैं।

एक सार्वभौमिक उपकरण जिसका उपयोग लगभग किसी भी धातु के काम में किया जाता है। वेल्डर के लिए, यह पहला महत्वपूर्ण उपकरण है, जो यदि संभव हो तो अत्यधिक असुविधा की कीमत पर और उत्पादकता की गिरावट के साथ ही दूर किया जा सकता है









स्पेसर आपको इकट्ठे भागों के किनारों को संरेखित करने की अनुमति दें, भागों को वांछित आकार दें, स्थानीय दोषों को ठीक करें।






चुंबकीय वर्ग। उनकी मदद से, शीट भागों, फ्रेम संरचनाओं, रैक आदि को वांछित कोण से जोड़ना बहुत सुविधाजनक है।


Clamps। ये ऐसे तत्व हैं जो संपूर्ण स्थिरता के सापेक्ष वेल्डेड भाग की स्थिति निर्धारित करते हैं
जेब (ए),
जोर: स्थिर (बी), हटाने योग्य (सी) और तह (जी);
स्थापना उंगलियां और पिन: स्थायी (ई), हटाने योग्य (ई); प्रिज्म कठोर और समायोज्य (जी) और पैटर्न (एच)।

लीवर दबाना
रैक 1 के अक्ष 2 पर एक ड्राइविंग लीवर 3 और एक मध्यवर्ती लिंक 4 है, जो पावर लीवर 5 पर कार्य करता है। वर्कपीस को एक स्टॉप 6 द्वारा क्लैंप किया गया है।

वायवीय क्लैंप यांत्रिक लोगों की तुलना में, उनके पास कई महत्वपूर्ण फायदे हैं, जिसमें गति भी शामिल है, एक स्थान से कई क्लैंप को नियंत्रित करने की क्षमता, क्लैंप को संपीड़ित हवा की आपूर्ति करने की क्षमता, जो कब्जा करती है अलग स्थिति अंतरिक्ष में, आदि वायवीय क्लैंप में एक निश्चित लोच होती है, जो वेल्डेड भागों के विरूपण की भरपाई करती है।

चुंबकीय clamps गति, सादगी और गतिशीलता में भिन्नता है। उनका उपयोग किनारों को संरेखित करने और फ्लक्स पैड के खिलाफ दबाने के लिए किया जाता है
एक चुंबक का एक सामान्य दृश्य है; 1 - चुंबक शरीर; 2 - कोर; 3 - नीचे; 4 - घुमावदार; 5 - स्विच; बीडी - आवेदन पैटर्न; 6 - ब्रैकेट; 7 - विद्युत चुम्बकीय स्टैंड; 8 - जोर; 9 - पेंच क्लैंप

हाइड्रोलिक डिवाइस पर क्लिप। इस तरह के क्लैंप मौजूद हैं, लेकिन शायद ही कभी उपयोग किए जाते हैं, क्योंकि इस तरह के क्लैम्प का बल 500 किलोग्राम से बड़ा है। प्रति वर्ग मीटर।

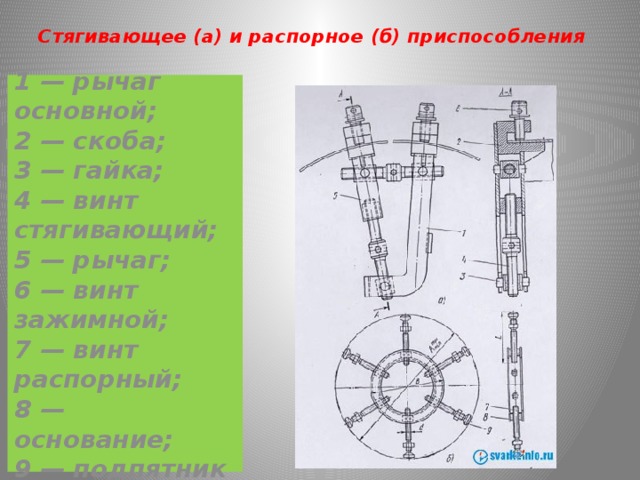
कसने (ए) और विस्तार (बी) उपकरणों
1 - मुख्य लीवर; 2 - एक ब्रैकेट; 3 - एक अखरोट; 4 - कसने का पेंच; 5 - लीवर; 6 - क्लैंपिंग पेंच; 7 - स्पेसर पेंच; 8 - आधार; 9 - जोर असर



प्रत्येक वेल्डर जानता है कि गुणवत्ता वाले काम के लिए इसके लिए सही तरीके से तैयार करना आवश्यक है। वेल्डिंग उपकरणों की एक किस्म पूरी संरचना और व्यक्तिगत भागों दोनों को ठीक से स्थापित करने और सुरक्षित करने में मदद करेगी। आपके काम की अंतिम गुणवत्ता सीधे इस पर निर्भर करती है। लेकिन हमेशा तैयार उपकरणों को लेना संभव नहीं होता है या अभी इसे कहीं से भी देखने के लिए खुद को बनाना या मरम्मत करना आसान है।
- स्थापना;
- बन्धन।
इंस्टॉलेशन टूल को भागों को उसी स्थिति में स्थापित करने के लिए डिज़ाइन किया गया है जिसमें वे अंतिम कार्य में होंगे। कार्यों और डिजाइन के आधार पर, उन्हें स्टॉप, कोण, प्रिज्म, पैटर्न में विभाजित किया गया है।
फिक्सिंग उपकरणों को वांछित स्थिति में भागों को ठीक करने के लिए डिज़ाइन किया गया है, जिसमें यादृच्छिक बदलाव या विकृतियों की अनुमति नहीं है। इस तरह के उपकरणों में क्लैम्प, क्लैम्प, क्लैम्प, टाई और स्पेसर्स शामिल हैं।
यह स्वयं करो
वेल्डिंग कार्य के दौरान शिल्पकार द्वारा उपयोग किए जाने वाले कुछ उपकरण अक्सर टूट जाते हैं या गलत कार्यक्षमता होती है। हां, ज्यादातर चीजें स्टोर पर खरीदी जा सकती हैं, लेकिन कभी-कभी इसे स्वयं करना आसान होता है और विशेष रूप से आपको जिसकी आवश्यकता होती है।
इलेक्ट्रोड धारकों
होममेड इलेक्ट्रोड धारक बनाने के लिए, आपको आठ मिलीमीटर के साथ तार के दस सेंटीमीटर के तीन टुकड़े लेने की जरूरत है। उनमें से दो को किनारे पर झुकें (यह एक कांटा जैसा दिखेगा) ताकि तार के हिस्सों को विपरीत दिशाओं में निर्देशित किया जाए (बाएं और दाएं)। उनके बीच शेष तार होना चाहिए, धातु की छड़ के साथ कनेक्शन की तरफ से ऊपर की ओर झुकना, इसकी लंबाई के लगभग 0.5 तक। सबसे पहले, साइड पार्ट्स को वेल्डिंग द्वारा पकड़ा जाता है, जिसके बाद केंद्रीय भाग लगाया जाता है, फिर सब कुछ अंत में वेल्डेड किया जाता है। आपको तार के एक अतिरिक्त घुमावदार को जोड़ने की आवश्यकता हो सकती है, जो इसे ओवरहीटिंग से बचाएगा।
clamps
क्लैंप एक फिक्सिंग डिवाइस है। उन्हें स्वयं बनाने की आवश्यकता उन मॉडलों की अपर्याप्त ताकत के कारण हो सकती है जो दुकानों में बेचे जाते हैं। उदाहरण के लिए, जब वेल्डिंग टूडू या अन्य धातु की चीजें होती हैं, तो पर्याप्त रूप से मजबूत क्लैंप की आवश्यकता होती है। और स्टोर मॉडल आवश्यक भार का सामना नहीं कर सकते हैं।
इसे बनाने के लिए, आपको आवश्यकता होगी:
- स्टील शीट 10 मिमी मोटी;
- तीन नट
- बड़े व्यास के वाशर;
- नट के आकार के अनुसार बाहरी धागे के साथ पाइप।
निर्माण प्रक्रिया:
- 50 सेमी और 4 सेमी के पक्षों के साथ स्टील शीट की एक पट्टी काट लें;
- 25 सेमी लंबे नीचे स्थिर पकड़े के लिए एक पट्टी काटें;
- 10 सेमी लंबा एक मोबाइल बार काटें;
- मोबाइल भाग को बन्धन के लिए, दो 5 सेमी आयताकार काटें;
- क्लैंप के स्थिर भाग का समर्थन करने के लिए भाग को काटें (1);
- क्लैंप बेस के सहायक भाग को वेल्ड करें। उन्हें अक्षर G बनाना होगा;
- छोटे किनारे (1) पर स्थित फ्लैट को वेल्ड करें;
- एक दूसरे के साथ तीन नट वेल्ड करें;
- एक दूसरे के साथ वेल्ड वॉशर;
- जंगम भाग के संबंध में नट किनारे को वेल्ड करें ताकि स्क्रू-इन रॉड क्लैंप के आधार के समानांतर चलता हो;
- यदि आवश्यक हो, तो एक हैंडल को रॉड से जोड़ा जा सकता है, शीर्ष पर अखरोट के साथ सुरक्षित;
- बाहरी किनारे पर वेल्ड भागों;
- क्लैंप के कुछ हिस्सों के बीच डालें;
- एक बार संलग्न करके भागों के अंदरूनी किनारे के साथ वेल्ड करें;
- छड़ी के किनारे पर वेल्ड वॉशर।
विधानसभा के लिए, आप पत्रिका क्लैंप से रॉड का उपयोग कर सकते हैं, यदि कोई हो।
एक कोणीय क्लैंप, एक नियमित की तरह, उनके बाद के वेल्डिंग के लिए भागों को सुरक्षित करता है। हालांकि, उत्पाद के कुछ हिस्सों को हमेशा सीधे स्थित नहीं होना चाहिए। कभी-कभी एक कोण पर। यह वेल्डर के शस्त्रागार में ऐसे क्षणों के लिए है कि एक कोणीय क्लैंप होना चाहिए। वे दुकानों में बेचे जाते हैं, लेकिन उनके समान नुकसान हैं। आप आसानी से अपने आप सही कोण पर वेल्डिंग के लिए एक उपकरण बना सकते हैं। सामग्री का सेट साधारण क्लैंप, प्लस नट और स्टड के लिए समान है।

गैर-उपभोज्य इलेक्ट्रोड वेल्डिंग
धातु के तारों को जोड़ने के लिए एक उपकरण, ट्विस्ट या थर्मोक्यूल्स के निर्माण को अक्सर स्वतंत्र रूप से अपने हाथों से बनाया जाता है। लेकिन ध्यान रखें कि स्टोर में खरीदे गए तैयार उत्पाद की कीमत सभी घटकों की कुल मात्रा से कम हो सकती है यदि आप उन्हें खरीदते हैं। हालांकि, एक नियम के रूप में, भागों को डिस्सेम्बेबल्स में भी पाया जा सकता है, और शायद उन्हें पुराने उपकरणों को डिसाइड करके प्राप्त किया जा सकता है।
डिवाइस के निर्माण के लिए आपको 20-50 वी के लिए एक ट्रांसफार्मर की आवश्यकता होगी, कनेक्टिंग तार चार टुकड़े हैं (कनेक्ट करने के लिए दो, इलेक्ट्रोड को जोड़ने और नेटवर्क से कनेक्ट करने के लिए)। इलेक्ट्रोड ग्रेफाइट हो सकता है, जिसे पेंसिल से रॉड को हटाकर आसानी से प्राप्त किया जा सकता है। इसके लिए आप जो कुछ भी अनुकूलित कर सकते हैं वह धारक की भूमिका के लिए उपयुक्त है।
ऐसे उपकरणों का संयोजन मानक योजना के अनुसार किया जाता है, जो आसानी से विभिन्न स्रोतों में पाए जा सकते हैं और, एक मामले में तारों और पैकेजिंग के सही कनेक्शन में होते हैं।
औचित्य
वेल्डिंग के लिए घर में बने फिक्स्चर के विकल्प और वास्तविक कार्य में व्यावहारिक अनुप्रयोग हो सकते हैं। हालांकि, किसी को स्व-इकट्ठे सुरक्षित तंत्र या अन्य उपकरणों के निर्माण की व्यवहार्यता को ध्यान में रखना चाहिए। आपको स्पष्ट रूप से समझना चाहिए कि आप क्या हासिल करना चाहते हैं: बढ़ी हुई ताकत, निर्धारण की उच्च कठोरता, या सबसे सुविधाजनक विकल्प बनाएं।
स्थिरता आपको गुणवत्ता के काम को जल्दी से करने की अनुमति देती है। और जितना सुविधाजनक आप एक उपकरण बनाते हैं या उठाते हैं, उतनी ही तेजी से आप काम की आवश्यक गुणवत्ता प्राप्त करेंगे।
इकट्ठा किए जा रहे ढांचे के प्रकार के आधार पर, वेल्डर को आयामी सहिष्णुता की लगातार निगरानी करने की आवश्यकता होती है। इसमें शामिल हैं: विकर्णों की समानता को देखते हुए, अक्षों (रैक), अनुदैर्ध्य और अनुप्रस्थ विमानों के बीच की दूरी, मुख्य परिधि में शामिल नहीं किए गए व्यक्तिगत तत्वों के कोण। यदि आप इनमें से किसी भी संकेतक को याद करते हैं, तो डिजाइन दोषपूर्ण होगा और उत्पाद को फिर से तैयार करना होगा। त्वरित वेल्डिंग कार्यों के लिए व्यावहारिक वेल्डिंग जुड़नार बनाए गए हैं जो यह सुनिश्चित करते हैं कि संरचना पूर्व-निर्धारित आयामों के पालन के साथ स्थिति में तय हो गई है। यह पूरी प्रक्रिया का अनुकूलन करता है और आपको थोड़े समय में अधिक गुणवत्ता वाले उत्पादों का उत्पादन करने की अनुमति देता है।
कंडक्टर असेंबली और वेल्डिंग के लिए उपकरण हैं जो तौलिया रेल, जाली तत्वों के जटिल पैटर्न और औद्योगिक तिजोरियों के दरवाजों के साथ फ्रेम के निर्माण में उपयोग किए जाते हैं।
धातु संरचना में पक्षों पर दो शंकु के आकार का समर्थन होता है, जिसके बीच एक घूर्णन विमान तय होता है। आखिरी पर समायोज्य अनुदैर्ध्य बीम होते हैं, जिसमें कई पेंच क्लैंप होते हैं। बीम में कई छेद होने के कारण, क्लैंप को पूरी लंबाई के साथ स्थापित किया जा सकता है, जो उत्पाद के आकार पर निर्भर करता है। तलाक या खुद को बीम की कमी के लिए धन्यवाद, इकट्ठे संरचना की चौड़ाई को विनियमित किया जाता है।

वेल्डिंग के लिए कंडक्टरों के लिए धन्यवाद, उत्पाद के पक्षों के बीच की दूरी, इसके अनुदैर्ध्य और अनुप्रस्थ विमान को तुरंत सेट और आयोजित किया जाता है। केवल विकर्ण को वेल्डर द्वारा जांचा जाता है, और आप काम करना शुरू कर सकते हैं। डिवाइस घूमता है, इसलिए बाहरी और आंतरिक दोनों सीम की वेल्डिंग तक आसान पहुंच है। रोटेशन के दौरान झुकाव को ठीक करने के लिए, विमान के एक तरफ कई छेद वाले एक चक्र का उपयोग किया जाता है। इसमें जोर डाला गया है। अधिक जटिल तंत्र में एक इलेक्ट्रिक मोटर और गियरबॉक्स होता है।
जिग का स्लाइडिंग तंत्र आपको बड़े और छोटे उत्पादों को वेल्डिंग के लिए एक सार्वभौमिक उपकरण के रूप में उपयोग करने की अनुमति देता है। जब साथ काम कर रहा हो स्टेनलेस स्टीलपेंच क्लैंप से खरोंच को रोकने के लिए, बाद वाले को "होंठ" पर महसूस किए गए स्टिकर के साथ आपूर्ति की जाती है, और बड़े पैमाने पर उत्पाद को सीधे प्रसारित किया जाता है। इस तरह के कंडक्टर तंत्र को प्रोफ़ाइल पाइप से ही इकट्ठा किया जा सकता है। चलती भागों को सुरक्षित करने के लिए आपको बीयरिंग और लंबे बोल्ट की आवश्यकता होगी।
पैटर्न्स
समकोण पर अधिक सरल उपकरण समतल तल पर टेम्प्लेट के रूप में स्थापित होते हैं। भविष्य के उत्पादों का सटीक कोण अग्रिम में निर्धारित किया जाता है। यह कोने के प्रत्येक तरफ स्टॉप, दो टुकड़ों को वेल्डिंग करके किया जाता है। वेल्ड किए जाने वाले तत्व को टेम्प्लेट में रखा गया है, रैक और वेल्डिंग किए गए हैं।
टेम्प्लेट के "उन्नत" संस्करणों में फोल्डिंग स्टॉप होते हैं जो वेल्डेड संरचना के निष्कर्षण को सुविधाजनक बनाते हैं। ताकि उच्च तापमान के संपर्क में आने पर उत्पाद न चले वेल्डिंग चापएक तरफ स्टॉप के बजाय, स्क्रू क्लैंप जोड़े जाते हैं, जो टेम्पलेट में पक्षों को मजबूती से ठीक करते हैं और उन्हें ऊपर जाने से रोकते हैं। वेल्डिंग के बाद, शिकंजा ढीले होते हैं और संरचना को स्वतंत्र रूप से बाहर निकाल दिया जाता है। तो, आप एक कोण प्रोफ़ाइल पाइप, कोनों की विभिन्न चौड़ाई वाले कोनों पर वेल्ड कर सकते हैं। यह दरवाजे और फाटकों पर फ्रेम के उत्पादन में सुविधाजनक है।
centralizers
विधानसभा ज्यादा वेल्डिंग नहीं है। इस तरह के विवरण के साथ काम करने की मुख्य विशेषता पार्टियों के संरेखण को सुनिश्चित करना है। यदि अंतर 1.5 मिमी से अधिक है, तो यह नग्न आंखों के लिए ध्यान देने योग्य होगा। महत्वपूर्ण उत्पादों पर जहां सौंदर्यशास्त्र महत्वपूर्ण हैं, यह अस्वीकार्य है।

Centralizers वेल्डेड पक्षों को एक साथ लाते हैं, उन्हें मुख्य रूप से ऊपरी और निचले हिस्सों के साथ या संपूर्ण परिधि के साथ जोड़ते हैं। वे पेंच हैं, जिनमें से घेरा पाइप के सभी पक्षों तक पहुंचता है, और क्लैंपिंग - अर्धवृत्ताकार पैरों के साथ। उपकरण पाइप और वेल्डिंग केंद्र करता है। जिसके बाद डिवाइस को हटा दिया जाता है।
चुंबकीय आविष्कार
वांछित स्थिति में उत्पाद के किनारों को सेट करना बहुत आसान है। सबसे सरल एक चुंबकीय वर्ग है। यह आकर्षण के बल के कारण उत्पाद के दो हिस्सों को कठोरता से ठीक करता है, और इसके बीच 90 डिग्री का कोण सेट करता है। डिवाइस के अधिक सार्वभौमिक संस्करण हैं, जहां एक अलग डिग्री सेट की गई है। तो आप पक्षों को तेज और मोटे कोणों पर वेल्ड कर सकते हैं।

इससे भी अधिक बहुमुखी चुंबकीय आवृत्ति आविष्कार आपको एक धातु तत्व को पकड़ने और सतह के दोनों ओर संलग्न करने की अनुमति देते हैं। यह काफी मदद करता है जब पर्याप्त तीसरा हाथ नहीं होता है, लेकिन मदद करने वाला कोई नहीं होता है। समान कार्यक्षमता वाले वेल्डिंग के लिए एक घर-निर्मित स्थिरता धातु के दो वर्गों से बनायी जा सकती है 30 x 30 मिमी, जिसमें एक चुंबक जुड़ा हुआ है। चौकों पर, "कान" को वेल्डेड किया जाता है, जिसके माध्यम से एक बोल्ट कनेक्शन के माध्यम से दो या अधिक "कोहनी" संलग्न किए जा सकते हैं (3 मिमी की दीवार मोटाई के साथ धातु स्ट्रिप्स, और आकार 100 x 20 मिमी)। इस तरह के एक आविष्कार को झुकाया जा सकता है और आप की तरह नस्ल कर सकते हैं। एक तरफ, यह मुख्य उत्पाद से चिपक जाएगा, और दूसरे पर, वेल्डेड तत्व को पकड़ो और पकड़ो।
क्लैंपिंग और स्लाइडिंग डिवाइस
वेल्डिंग के लिए फिक्स्चर में, कई छोटे सहायक हैं जो वेल्डिंग के लिए निर्धारण, मिश्रण, या भागों के पृथक्करण प्रदान करते हैं। यहाँ मुख्य हैं।
दबाना
यह एक सी-आकार का फ्रेम है, जिसके एक छोर पर उत्पाद को जकड़ने के लिए एक "होंठ" है, और दूसरे पर एक जोर है। उत्पाद के सामान्य विमान के अनुपालन में, इस उपकरण का उपयोग चादर को आधार से जकड़ने के लिए किया जाता है। गियर रैक पर पेंच या कैम तंत्र पर जोर दिया जाता है। बाद वाला विकल्प अधिक व्यावहारिक है, क्योंकि यह संरचना की विभिन्न मोटाई के तहत फिसलने के लिए समय बचाता है। ग्रसनी (सी-फ्रेम आकार) छोटे और बड़े हो सकते हैं, जो सामग्री के वेल्डेड होने के आयामों पर निर्भर करता है।
वर्ग
बीच में 90 डिग्री सेट करने में मदद करने के लिए सबसे आसान तत्व प्रोफ़ाइल पाइप - यह एक Square है। यदि जोड़तोड़ नियमित रूप से किया जाता है, जिसमें 90 डिग्री की त्वरित स्थापना और स्थिति को ठीक करने की आवश्यकता होती है, तो आप DIY वेल्डिंग के लिए एक सरल डिजाइन बना सकते हैं। दो क्लैंप की आवश्यकता होती है, जिनमें से निर्धारित "होंठ" धातु की एक पट्टी से नीचे से वेल्डेड होते हैं। पट्टी के शीर्ष पर दो छोटे कोने जुड़े होते हैं। कोण का उपयोग करके वांछित डिग्री निर्धारित की जाती है और उन्हें स्केल किया जाता है। यह जोर है। कोनों को एक दूसरे के करीब लाने के लिए आवश्यक नहीं है ताकि पहुंच हो पट्टिका सीम भविष्य के उत्पादों पर।
स्पेसर
संरचना के सैगिंग पक्षों को निचोड़ने के लिए, फटने वाले उपकरणों का उपयोग किया जाता है। यह प्लेन में आने वाली साइड शीट के किनारों या बड़ी क्षमता के जोड़ के धँसा हुआ किनारा हो सकता है। किनारों को एक विमान में लाने के लिए, एक सिलेंडर का उपयोग किया जाता है, जिसके अंदर एक बड़ा धागा कट जाता है। बड़े बोल्ट इसके किनारों में बिखरे हुए हैं, और उनके टोपों पर उत्पाद के अंदर के आकार में उपयुक्त स्टॉप तय किए गए हैं (यदि टैंक की दीवारें भी हैं, तो स्टॉप फ्लैट हैं, अगर टैंक की दीवारें गोल हैं, तो स्टॉप गोल हैं)। लीवर और घुमाव के लिए सिलेंडर में कई छेद होते हैं। इस मामले में, बोल्ट असम्बद्ध हैं और डिवाइस की कुल लंबाई बढ़ जाती है। यह सैगिंग पक्ष को वांछित स्तर तक धकेलता है। यदि स्पेसर की लंबाई पर्याप्त नहीं है, तो एक स्टॉप के नीचे एक लकड़ी का इंसर्ट रखा जाता है।
clamps
कभी-कभी, आपको बहुत तेज़ी से काम करना पड़ता है, और क्लैंप के साथ उत्पाद को दबाने का समय नहीं है। यदि वेल्डेड किए जाने वाले भागों की मोटाई छोटी है, तो क्लैंप का उपयोग किया जा सकता है। ये एक छोटे पंजे हैं जिसमें दोनों हिस्सों को आकर्षित करते हुए एक स्प्रिंग है। ऐसे उपकरणों के "होंठ" विशिष्ट उत्पादों के लिए चौड़े या घुमावदार हो सकते हैं। उनके पास काम की चौड़ाई को समायोजित करने के लिए एक छोटी सी सीमा है, लेकिन क्लैंप के विपरीत, वे एक सेकंड में सेट होते हैं।
screeds
जब एक बड़ी खाई के बिना खाना पकाने के लिए संयुक्त रेखा के साथ पक्षों को लाने की आवश्यकता होती है, तो संबंधों का उपयोग करें। फ्लैट उत्पादों के मामले में, ये छेद वाले दो कोने हो सकते हैं जो एक दूसरे के विपरीत पकड़ते हैं और एक लंबे बोल्ट के साथ पक्षों को लाते हैं, अखरोट को कसते हैं। यदि बोल्ट के पास एक लंबा धागा (सिर के नीचे) है, तो डिवाइस पूरी तरह से इसके संकुचित प्रभाव का एहसास करेगा। यदि डिज़ाइन में बम्पर हैं, जिसके लिए आप पकड़ सकते हैं, तो वेल्डिंग कोनों के बजाय, शीर्ष पर छेद वाले हुक का उपयोग किया जाता है।
विभिन्न सामान बहुत वेल्डिंग प्रक्रिया को सुविधाजनक बनाते हैं और गति देते हैं। इन तत्वों को स्वयं बनाकर, आप कुछ पैसे बचा सकते हैं।

