Şaquli vəziyyətdə qaynaq seamsları aşağı vəziyyətdə qaynaqdan daha çətindir, çünki əridilmiş metal qaynaq hovuzundan axmağa meyllidir. Şaquli seams qaynaq edərkən hamamdakı maye metalın həcmini azaltmaq üçün, aşağı vəziyyətdə qaynaqla müqayisədə qaynaq cərəyanının gücü 10-15% azalır. Qaynaq mütləq qısa bir qövsdür, bu elektrodun əridilmiş metalının maye banyoya daha yaxşı keçməsinə kömək edir. Qaynaq hovuzundan qaynaq metalının sızmasının qarşısını almaq üçün, elektrodun tikişin ortasından yan və yuxarıya nisbətən tez bir zamanda keçməsi tövsiyə olunur. Bu, dikişin sürətli meydana gəlməsinə kömək edir.
Şaquli birləşmələrin qaynaqlanmasının iki yolu var: aşağıdan yuxarı və yuxarıdan aşağıya. Ən yaygın olan ilk üsuldur.
Şəkil 52. Fileto qaynaqlarının "qayıq" halına salınması
Əsasən nazik təbəqələri birləşdirərkən yuxarıdan aşağı qaynaq istifadə olunur. Şaquli tikişləri "yuxarıdan aşağıya" edərkən tam uğursuzluq əldə edilmir.
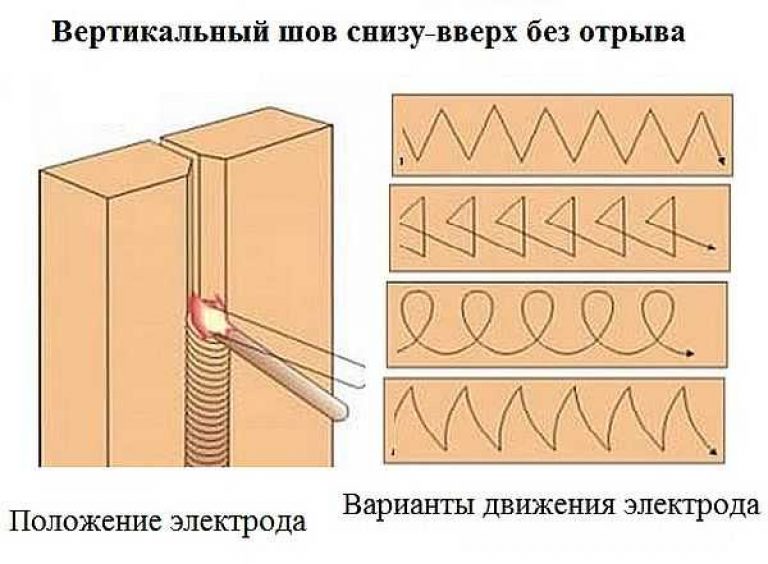
Şaquli tikişlərin "aşağıdan yuxarıya" qaynaq üsulu aşağıdakı kimidir. Əvvəla, elektrodun dikişin təyyarəsinə nisbətən düzgün yerləşdirilməsi lazımdır. İncə bir örtüklü bir elektrodla qaynaq edərkən (Şəkil 53, a) meyl açısı 15-20 °, qalın örtüklü elektrodlarla qaynaq edərkən (Şəkil 53, b) elektrodun üfüqi bir xəttə meyl etməsi təxminən 45-50 ° olmalıdır. Elektrodun qalın bir örtük ilə belə böyük bir meyl olması, şlakın hamamdan daha asan qurudulmasını və ərimiş metalın saxlanmasını təmin etmək üçün lazımdır.
Qövs dikişin ən aşağı nöqtəsində alovlanır və əridilmiş metaldan ibarət bir hamam meydana gəldikdən sonra, ən qısa qövs ilə elektrodun ucu sağa və ya sola və bir qədər yuxarıya yönəldilir. Elektrodun bu hərəkəti ilə ərimiş metal hissəciklərinin tez bərkiməsinə icazə verilir və ərimiş metalın sonrakı damlalarını gecikdirmək üçün lazım olan bir növ ərəfə meydana gətirir. Elektrodun hərəkətləri təkrarlanır və qaynaq metal bir dikiş şəklini alır. Şaquli tikişlərdə lopalar daha qabarıq görünür və bu işarəyə görə şaquli tikişlər daha aşağı olanlardan fərqlənir.

53-cü şəkil. Şəkil.54. "Dibdən yuxarıya" üsulu ilə şaquli tikişlər qaynaq edərkən elektrodların mövqeyi; "yuxarıdan aşağı"
Şaquli tikişləri "yuxarıdan aşağıya" qaynaq edərkən elektrod qaynaq olunan səthə dik olur. Qövs həyəcanından və əridilmiş metalın ilk damlalarının meydana gəlməsindən sonra, elektrod əsas metal əriməyə davam edərkən aşağıya doğru əyilir (Şəkil 54). Tədricən elektrod tədarük etmək və qısa bir qövs qorumaq üçün, elektrodun ucu ilə metalın dağılmasının qarşısını almaq lazımdır və yan tərəfə və aşağıya doğru hərəkət edərək, tökülmüş damcıların bərkiməsinə və bir qaynaq meydana gəlməsinə kömək edir.
Şaquli tikişlər düzəltməyin hər iki üsulu ilə elektrodun eninə vibrasiya hərəkətləri barədə məlumatlandırılması lazımdır. Bu vəziyyətdə, bir yerdə uzun müddət istilik konsentrasiyası olmadan dikiş boyunca hərəkət ediləcək bir elektrod yolu seçmək lazımdır.
Hamamın ölçüsünü azaltmaq üçün yuxarıdan aşağıya qaynaq edərkən eritilmiş metal ilə, qaynaq cərəyanının gücü və elektrodun diametri aşağıdan yuxarıya qaynaq edildikdən biraz daha az təyin olunmalıdır. Şaquli yerinə yetirərkən butt qaynaqları kənarlarının V formalı və X formalı yivləri ilə, eləcə də rulon tikişləri, qaynaq ardıcıllığı, çox qatlı, küncün yuxarı hissəsinin nüfuz edilməsi alt seamsın qaynaqlanması ilə eynidır.
Qaynaq tikişi poladın elektrik qövsünə məruz qalması nəticəsində meydana gələn iki çiftleşmə quruluşunun kənarlarında ərimiş bir metal xəttdir. Dikişlərin növü və konfiqurasiyası hər bir hal üçün fərdi olaraq seçilir, seçimi istifadə olunan avadanlığın gücü, qaynaqlanmış ərintilərin qalınlığı və kimyəvi tərkibi kimi amillərdən asılıdır. Belə bir dikiş polipropilen boruları bir lehimləmə dəmiri ilə qaynaq edərkən də meydana gəlir.
Bu yazıda qaynaq növləri və onların həyata keçirilməsi texnologiyası müzakirə olunur. Şaquli, üfüqi və tavan tikişlərini öyrənəcəyik, həmçinin onları necə təmizlədiyimizi və qüsurların olub olmadığını yoxlayacağıq.
1 Qaynaq təsnifatı
Dikişlərin çeşidlərə təsnifatı bir çox amillərə görə aparılır, bunlardan başlıcası birləşmə növüdür. Bu parametrə görə tikişlər aşağıdakılara bölünür:
- butt birgə;
- qucaq tikişi;
- tee tikişi.
Təqdim olunan variantların hər birini daha ətraflı nəzərdən keçirin.
1.1 Butt birgə
Bu əlaqə üsulu boruların, kvadrat profillərin və təbəqə metalların son hissələrini qaynaq etmək üçün istifadə olunur. Bağlayan hissələr, kənarları arasında 1,5-2 mm boşluq olduğu üçün yerləşdirilir (hissələrin sıxaclarla sabitlənməsi arzu edilir). Qalınlığı 4 mm-dən çox olmayan təbəqə metal ilə işləyərkən, dikiş yalnız bir tərəfə qoyulur, 4-12 mm təbəqələrdə iki və ya tək ola bilər, qalınlığı 12 mm və ya daha çox, yalnız ikiqat.

Parçaların divar qalınlığı 4-12 mm-dirsə, kənarların mexaniki təmizlənməsi və kənarların möhürlənməsi aşağıdakı üsullardan birini istifadə etməklə lazımdır. Xüsusilə qalın bir metalın (12 mm-dən) bağlantısı X şəkilli bir soyma istifadə edilməklə tövsiyə olunur, elektrodların istehlakını artıran qaynağı doldurmaq üçün çox miqdarda metal tələb olunduğu üçün digər variantlar əlverişsizdir.

Bununla birlikdə, bəzi hallarda qaynaqçı qalın metalı bir tikiş ilə bişirmək qərarına gələ bilər ki, bu da bir neçə keçiddə doldurulmasını tələb edir. Bu konfiqurasiyanın tikişləri çox qatlı adlanır, çox qatlı tikişlərin qaynaq texnologiyası görüntüdə göstərilmişdir.
1.2
Lap ekstra yalnız qalınlığı 4-8 mm olan təbəqə metal qaynaq üçün istifadə olunur, lövhə hər iki tərəfdə qaynadılır, bu da təbəqələr və sonrakı korroziya arasındakı nəmlik ehtimalını aradan qaldırır.

Belə bir dikişin texnologiyası, elektrodun 15-40 dərəcə arasında dəyişməsi lazım olan düzgün meyl açısına riayət etməyi son dərəcə tələb edir. Normdan bir sapma halında, dikişi dolduran metal, birləşmə xəttindən kənarlaşdırılacaq, bu da birləşmənin gücünü əhəmiyyətli dərəcədə azaldacaqdır.
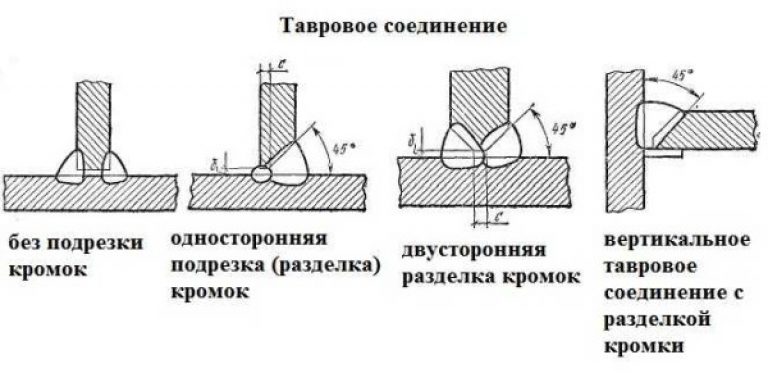
1.3 T-oynaq
T-birgə "T" hərfi şəklində hazırlanır, hər iki və bir tərəfdən də edilə bilər. Dikişlərin sayı və hissənin ucunun kəsilməsinə ehtiyac qalınlığından asılıdır:
- 4 mm-ə qədər - kəsmə ucları olmayan bir tərəfli tikiş;
- 4-8 mm - ikiqat, kəsilmədən;
- 4-12 mm - bir tərəfli kəsmə ilə tək;
- 12 mm-dən çox - ikitərəfli, ikiqat kəsmə.
T-eklemlerinin növlərindən biri, iki təbəqə perpendikulyar və ya bir-birinə meylli bir metal birləşmək üçün istifadə olunan fileto birləşməsidir.
2 Məkan vəziyyətində tikiş növləri
Bağlantı növünə görə təsnifata əlavə olaraq, dikişlər kosmosdakı vəziyyətə görə növlərə bölünür, buna görə bunlardır:
- şaquli
- üfüqi
- tavan.
Şaquli birləşmələrdəki problem, ağırlıq səbəbiylə əriyən metalın aşağıya sürüşməsidir. Burada qısa bir qövs tətbiq etmək lazımdır - elektrodun ucunu mümkün qədər metala yaxın tutmaq. Qaynaq şaquli birləşmələr ilkin işin yerinə yetirilməsini tələb edir - bağlama növü və metalın qalınlığına görə seçilən kəsmə və kəsmə. Hazırlandıqdan sonra hissələr lazımi vəziyyətdə sabitlənir və iş parçalarının hərəkətinə mane olan eninə "tutuşlar" ilə kobud bir əlaqə qurulur.

Şaquli bir dikişi qaynaq etmək həm yuxarıdan, həm də aşağıdan yuxarıya aparıla bilər; istifadə rahatlığı baxımından sonuncu seçimə üstünlük verilir. Elektrod bağlı hissələrə dik olaraq aparılmalıdır, onu qaynaqlı kraterin kənarlarına qoymağa icazə verilir. Elektrodun hərəkəti dikişin lazımi qalınlığına əsasən seçilir, ən davamlı birləşmə elektrodun yan tərəfdən yan tərəfə və bir döngəyə bənzər bir salınma ilə əldə edilir.

Şaquli təyyarələrdə üfüqi tipli tikişlər soldan sağa və ya sağdan sola göstərilir. Qaynaq üfüqi seams elektrodun əhəmiyyətli bir açısını saxlamağı tələb edən hamamı aşağı çəkməklə mürəkkəbdir - 80 ilə 90 0 arasında. Bu cür mövqelərdə metal axınının qarşısını almaq üçün elektrodu ensiz rulonlardan istifadə edərək, eninə titrəmədən hərəkət etmək lazımdır.
Elektrodun sürəti, qövsün ortası dikişin yuxarı sərhədi boyunca keçməsi və əridilmiş banyonun alt konturu əvvəlki rulonun yuxarı ucuna çatmaması üçün seçilir. Müxtəlif qüsurların meydana gəlməsinə ən çox meylli olan yuxarı kənarına xüsusi diqqət yetirilməlidir. Son rulonu qaynaq etməzdən əvvəl, əmələ gələn tikişi şlak və karbon yataqlarından təmizləmək lazımdır.
İcra etmək ən çətin olan tavan dikişləridir. Belə olduğundan məkan mövqeyi ərimiş vanna yalnız metalın səthi gərginliyi ilə tutulur, dikişin özü mümkün qədər dar olmalıdır. Rolikin standart eni istifadə olunan elektrodların genişliyindən iki dəfədən çox deyil, işdə 4 mm-ə qədər olan elektrodlar istifadə edilməlidir.
Dikişi qoyarkən, elektrod birləşdiriləcək təyyarələrə 90 ilə 130 0 arasında bir açıda tutulmalıdır. Rolik elektrodun kənardan kənara salınan hərəkətləri ilə əmələ gəlir, həddindən artıq yanal vəziyyətdə isə elektrod gecikir, bu da gizlənməməyə imkan verir. Qeyd etmək lazımdır ki, tavan dikişlərində təcrübəsi olmayan qaynaqçı tövsiyə edilmir.
2.1 Tavan birləşmələrinin qaynaqlanması texnologiyası (video)
2.2 Qüsurların təmizlənməsi və yoxlanılması
Dikiş meydana gəldikdən sonra, şlak bağlanmış hissələrin səthində qalır, ərimiş poladdan və miqyasdan damcılar qalır, dikişin özü bir konveks formaya sahib ola bilər və metal təyyarənin üstündən çıxır. Bu çatışmazlıqları aradan qaldırmaq mərhələlərlə həyata keçirilən soyma işlərinə imkan verir.
Əvvəlcə bir çəkic və bir çisel köməyi ilə miqyas və şlakı çıxarmaq lazımdır, sonra aşındırıcı disk və ya bir daşlama maşını ilə təchiz olunmuş bir öğütücü köməyi ilə bağlı təyyarələr hizalanır. Aşındırıcı çarxın əyri səthin lazımi hamarlığına əsasən seçilir.

Qüsurları qaynaq, təcrübəsiz mütəxəssislər tərəfindən tez-tez qarşılaşdıqları, ümumiyyətlə elektrodun qeyri-bərabər hərəkəti və ya düzgün seçilməmiş gücü və cərəyanın nəticəsidir. Bəzi qüsurlar kritikdir, bəziləri düzəldilə bilər - hər halda, dikişin mövcudluğunu izləmək məcburidir.
Qüsurların nə olduğunu və necə yoxlanıldığını düşünün:

Qüsurlar metal soyutma mərhələsində görünən çatlar şəklində də yarana bilər. Çatlar iki konfiqurasiyada olur - tikiş boyunca və ya boyunca yönəldilir. Yaranma vaxtından asılı olaraq çatlar isti və soyuq kimi təsnif edilir, ikincisi, müəyyən bir qaynaq növünün tab gətirə bilmədiyi həddindən artıq yüklər səbəbindən birləşmə sərtləşdikdən sonra görünür.
Soyuq çatlar, oynağın tam məhvinə səbəb ola biləcək kritik bir qüsurdur. Onların meydana gəlməsi halında, zədələnmiş sahələri yenidən qaynaq etmək lazımdır, əgər çoxdursa, dikiş kəsilməli və yenidən düzəldilməlidir.
Şaquli birləşmələri qaynaq edərkən əridilmiş metal damlaları aşağı axmağa meyllidir (Şəkil 69, a). Buna görə də, belə seams daha qısa bir qövs tərəfindən aparılır ki, bunda damcılar yerüstü gərginlik qüvvələrinin təsiri nəticəsində elektroddan qaynaq kraterinə daha asan keçir (Şəkil 69, b). Elektrodun ucu açılan yerdən qaldırılır və ya sərtləşmə imkanı verir. Şaquli tikişləri aşağıdan yuxarıya qaynaq etmək daha yaxşıdır, sonra alt krater metal damlalar tutacaq (Şəkil 69, c). Elektrod yuxarı və ya aşağı əyilə bilər. Elektrod aşağı əyildikdə, qaynaqçı üçün qaynaq yivindəki elektrod metalının damcı paylanmasını müşahidə etmək daha rahatdır. Bir şaquli qorumaq lazımdırsa

yuxarıdan aşağıya qaynaq edilərkən, elektrod I mövqeyə yerləşdirilir (Şəkil 69, d) və meydana gəldikdən sonra damcı qurudulmadan qısa bir qövs tərəfindən saxlanılan II mövqedə. Daha çox olmayan bir elektrod ilə şaquli seams qaynaq etmək daha yaxşıdır

4 mm, azaldılmış cərəyanda (təxminən 160 a). Bu qaynaq asanlaşdıran qaynaq kraterindəki maye metalın həcmini azaldır.
Üfüqi dikişlər edərkən metal axını azaltmaq üçün (Şəkil 70, a), kənarların əyilməsi yalnız yuxarı təbəqədə aparılır. Bir qövs aşağı kənarında (mövqe I) həyəcanlanır və sonra düşən metal bir damcı qaldıraraq yuxarı təbəqənin kənarına (mövqe II) köçürülür. Bir qatlı üfüqi bir tikişi qaynaq edərkən elektrod ucunun hərəkət nümunəsi Şekildə göstərilmişdir. 70, a, sağda. Üfüqi seams da uzunlamasına rulonlarda qaynaqlanır, ilk rulon (tikişin kökü) 4 mm diametrli bir elektrod, sonrakıları isə 5 mm olan bir elektrod ilə hazırlanır.
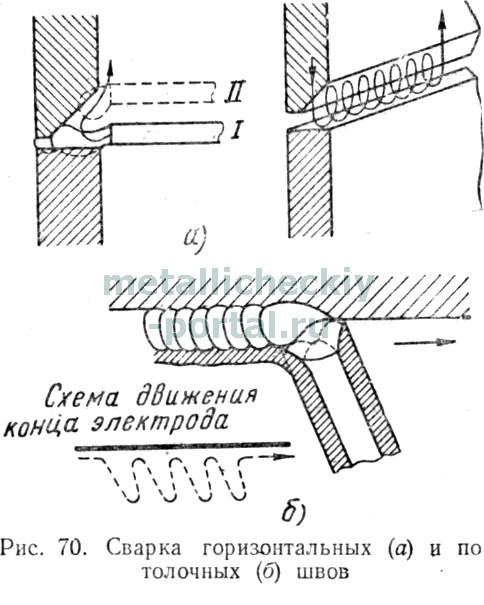
Mümkün qədər qısa müddətdə qaynaqlanan tavan tikişlərini düzəltmək ən çətindir. Tavan birləşmələrini qaynaq etmək üçün, elektrodun metalından daha odadavamlı örtüklü elektrodlar istifadə olunur. Bu vəziyyətdə örtük, metal damlalarını saxlayan elektrodun ucunda bir qapaq meydana gətirir (Şəkil 70, b). Qaynaq prosesində elektrodun ucu çıxarılır, sonra hamama yaxınlaşdırılır. Elektrod çıxarıldıqda, qövs çıxır və qaynaq metal sərtləşir. Tavan qaynağı üçün - şaquli və üfüqi olaraq, daha kiçik bir diametrli bir elektrod istifadə olunur və aşağı vəziyyətdə eyni qalınlıqdakı bir metal qaynaqla müqayisədə cərəyan 10-12% azalır.
Tavan dikişlərini qaynaq edərkən, qaz baloncukları qaynaqlanmış birləşmənin gücünü azaldan dikişin kökünə doğru üzür. Tavan qaynağı yalnız böyük strukturların quraşdırılması, qaynaq üçün istifadə olunur sabit oynaqlar boru kəmərləri, təmir qaynağı və digər oxşar işlər, alt vəziyyətdə tikiş mümkün olmadıqda.
Şaquli, üfüqi və tavan tikişləri də elektrod metalının qaynaq hovuzuna reaktiv ötürülməsini təmin edən ekranlı qazlarda qaynaq edilə bilər. Bu vəziyyətdə mexanikləşdirilmiş qaynaq üsullarından istifadə edilməlidir.
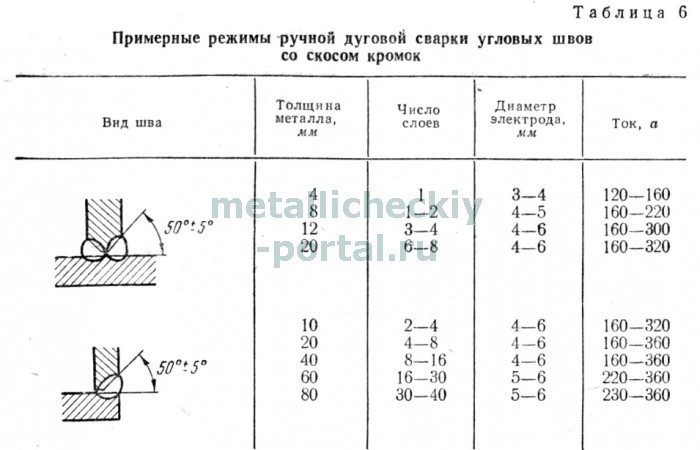
Elektrodlar istənilən məkan mövqeyində qaynaq üçün uygundur: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13 və s. (Cədvəl 5-ə baxın).
İdarəetmə Məqalənin ümumi reytinqi: Göndərilib: 2011.06.01
Şərhlər:
Şərhlər:
- Elektrik qaynaq üsulunun əsasları
- Şaquli tikiş qaynağı
- İşin tamamlanması
Tez-tez müxtəlif metal hissələri və hissələrin fraqmentlərini qaynaq etmək lazımdır. Tapşırığa çatmağa kömək edəcək bir neçə üsul var, lakin digərlərindən daha tez-tez elektrik qaynağı istifadə olunur.
Elektrik qaynaq üsulunun əsasları
Bu üsul elektrik qövsünün meydana gəlməsinə əsaslanır. Metal ilə təmas nöqtəsindəki qövs bir girinti meydana gətirir. Bu depressiya elektrodun yanması nəticəsində əriyən metalla doldurulur. Qaynaqlanacaq səth boyunca hərəkət edərkən kənarları qızdırılıb əriyir və elektrodun metalı ilə vahid bir quruluş meydana gətirir.
Elektrik qaynaqında vacib bir amil cari gücdür. Kifayət qədər parametr olmadıqda, qövs hər zaman sönəcək və elektrod qaynaqlanan səthə yapışacaq. Tələb olunan cərəyan gücü istifadə olunan cihazdan asılı olmalıdır. Bir çevirici aparat istifadə olunarsa, tələb olunan göstərici 80-100 A arasında dəyişməlidir. Transformator tipli aparatların istifadəsi ilə aralığın 35-55 A aralığında olması lazımdır.
Əməliyyat üçün elektrodlar kimyəvi quruluşunu və emal səthinin quruluşunu nəzərə alaraq seçilməlidir. Belə metalın bir neçə növü var: polad, paslanmaz polad, alüminium. Bütün elektrodlar müvafiq olaraq qeyd olunur, bu da onların düzgün seçilməsinə imkan verir. İşinizdə bir elektrik qaynaq maşını istifadə edərkən, elektrodların diametrinin işlənmiş materialın qalınlığına nisbətən seçilməsini unutmamalısınız.
Məzmun cədvəlinə qayıdın
Şaquli tikiş qaynağı
İşə başlamazdan əvvəl, hansı tikişi bitirmək istədiyinizə qərar verməlisiniz. Dikişlərin bir neçə əsas növü var:
- Düz təbəqə birləşmələrini qaynaq.
- Şaquli tikiş.
- Künc qaynaq birləşməsi.
- Qaynaq boruları.
Şaquli qaynaq və aydın və hətta bir dikiş əldə edərkən, proses diaqramına əməl edilməlidir. Bunun üçün hazırlanmış hissələr dəqiq şəkildə sabitlənməlidir. Çubuqlardan istifadə edərək, onları 3-4 yerə kənarları ilə bağlamaq lazımdır. Parçalar bir sıxac ilə bağlanmalıdır. Elektrodun meyli səthə nisbətən 70-75 ° olmalıdır.
Şaquli bir dikişi elektrik qaynaqla düzgün bir şəkildə qaynaq etmək üçün, vaxtaşırı dönmüş hərəkətlər etmək lazımdır ki, bu da ərimiş metalın 2 hissənin əlaqə nöqtəsinə çırpılmasına kömək edir. Elektrodun ucu tam olaraq dikişin ortasında olmalıdır. Qaynaq əməliyyatı aşağıdan yuxarıya, damla damla yapışdırılmalıdır. Bu boşluğu tədricən eritilmiş elektrod teli ilə doldurmağa kömək edəcəkdir.
Qaynaq zamanı ən etibarlı oynaqlar əmələ gəlir. Qaynaqlar müxtəlif materialları birləşdirə bilər. Metaldan əlavə, şüşə, plastik, keramika hazırlaya bilərsiniz. Qaynaq işləri müxtəlif təyyarələrdə aparıla bilər. Buna görə qaynaq zamanı dikişin mövqeyi qaynaq etmək lazım olan hissələrin kənarlarının məkan tənzimlənməsindən asılıdır.
İcra üsuluna görə, seams aşağıdakılardır:
- birtərəfli;
- ikitərəfli;
- tək qat;
- çox qatlı.
Təsnifat haqqında daha çox qaynaqlı oynaqlar Məkan və uzunluqdakı yerə görə aşağıdakı qaynaq növləri vardır:
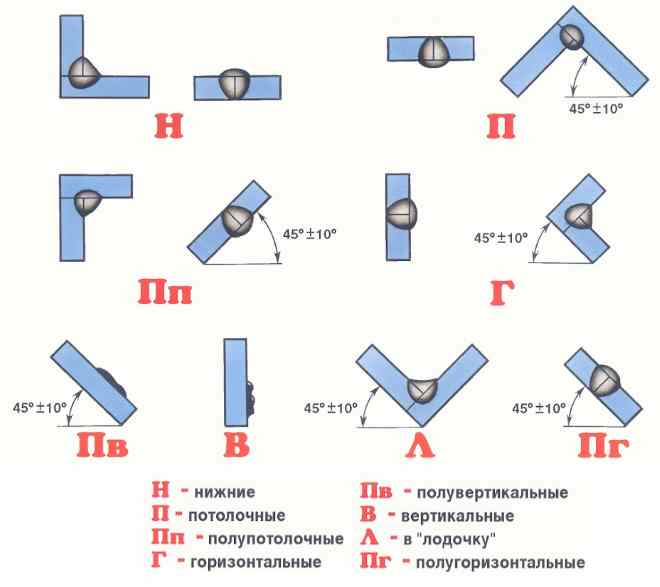
- Aşağı vəziyyətdə. Nə vaxt qaynaq yerin səthinə 0 ° bir açıda yerləşdi;
- Üfüqi olaraq. Qaynaq üfüqi şəkildə aparılır və hissəsi 0-dən 60 ° -ə qədər bir açı ilə yerləşdirilir;
- Dik. Qaynaq şaquli şəkildə aparılır və quruluş 60 ilə 120 ° arasında bir təyyarədə yerləşir;
- Tavanda. Dikiş qaynaqçıdan yuxarıda yerləşir və iş 120-180 ° bir açı ilə aparılır;
- "Qayıqda". Qaynaq "küncdə", hissəsi isə bir açıda yerləşir.
Daha aşağı vəziyyətdə qaynaq işləri, hətta yeni başlayanlar üçün də çətin deyil. Onların necə həyata keçirildiyi izah edildi. Hər kəs üçün texnoloji bilik lazımdır.
Qaynaq şaquli birləşmələr
Şaquli bir dikiş necə bişirilir? Şaquli birləşmələri qaynaq edərkən, əlaqə növü və elementlərin qalınlığı nəzərə alınmaq üçün metal hazırlanır. Sonra istədikləri vəziyyətdə sabitlənir və hissələrin hərəkətinə imkan verməyən kiçik eninə dikişlər ilə tutulur.

İki şaquli plitə qaynaq
Şaquli tikiş iki yolla qaynaqlanır: aşağıdan yuxarı və əks istiqamətdə. Aşağıdan yuxarıya işləyərkən yüksək keyfiyyətli şaquli bir dikiş almaq daha asandır, çünki qaynaq hovuzu bir qövsdə qalxır və onun düşməsinə mane olur.
Qövsü qırmadan altdan yuxarıya şaquli bir dikiş qaynaq elektrodun üfüqi yerdəyişmədən bir istiqamətə hərəkət etməsini əhatə edir. Təyyarəyə 80-90 ° bir açı ilə meyl edir. Qaynaq qövsi Proses nəzarətini asanlaşdıran hissəyə birbaşa təsir göstərir.
Algotirm qaynaq:
- Aşağı nöqtədə bir qövs həyəcanlanır;
- Dikişin kəsişməsinə bərabər olan üfüqi bir səthin hazırlanması - elektrodun hərəkəti: aypara, siyənək və ya ziqzaq;
- Qaynaq hovuzunu tutmaq, elektrodun meylləri ilə idarə olunan qövsün təzyiqi ilə həyata keçirilir.
Elektrod hərəkətləri çox tez həyata keçirilməlidir, prosesə tam nəzarət lazımdır. Qaynaq hovuzu bir kənardan sızmağa başlayırsa, eyni vaxtda yuxarı hərəkətlə digərinə keçin.
Vacibdir! Metalı çox qızdırmayın və durmayın. Hamam çölə çıxa bilər, bu da yanma ilə nəticələnə bilər.
Bir açılı şaquli tikişin qaynaqlanması öz xüsusiyyətlərinə malikdir. Əvvəlcə şelf əridilir, sonra yavaş metal manipulyasiyalar metalı əridir. Keçid zamanı "bir nərdivan" ilə bitmiş bir tikiş yaranır. Olanlar. elektrodu sağa yuxarı qaldırdılar, kənarları arasında bir damla ərimiş metal qatılaşdı, sonra elektrodun ucunu dikişin kənarı boyunca sola və yuxarıya doğru hərəkət etdirək və bununla da "möhkəm" etibarlı birləşmələr meydana gətiririk.
At qaynaq işləri qövsün ayrılması ilə hərəkətlər kiçik bir eninə dikiş və ya döngə ilə bir tərəfdən digərinə aparılır.
![]()
Arc qaynaq
Birgənin forması cari qüvvədən çox təsirlənir. Cari, ən çox, müəyyən bir elektrod növü və material qalınlığı üçün tövsiyə olunan dəyərlərdən 5-10A azdır. Hərçənd bu həmişə doğru deyil. Buna görə də onu eksperimental olaraq müəyyənləşdirmək və orta dəyərləri götürmək yaxşıdır.
Qaynaq üfüqi birləşmələr
Dikey bir səthdə yatay tikişlər sağdan sola və əksinə qaynaqlanır. Bu vəziyyətdə hamam aşağı enəcək, aşağı kənarına axacaq. Elektrod cari parametrlərdən asılı olaraq böyük bir açıda əyilir. Hamam yerində qalmalıdır. 
Qalın metal qaynaq edərkən yalnız yuxarı kənarın bir kənarı (kəsici) var, alt kənarı isə qaynaq hovuzunda eritilmiş metalı saxlayır.
- soldan sağa bişirmək daha yaxşıdır, buna görə qaynaq hovuzu daha yaxşı görünür;
- elektrod mövqeyi bir az geri, dikişdə;
- qövs həyəcanı alt kənarda baş verir, sonra yuxarı tərəfə köçürülür;
- elektrodun yolu bir spiraldə aparılır.

Bir spiraldə elektrodun hərəkəti
Metal aşağı axdıqda, hərəkət sürətini artırmaq və metalın istiliyini azaltmaq lazımdır. Arc gözyaşlarını edə bilərsiniz. Bu fasilələrlə metal bir az soyuyur və axını dayanır. Eyni təsir cari gücün azalmasına imkan verir. Yalnız bu üsulları mərhələlərlə istifadə edin.
Məsləhət! Üfüqi bişirmək sizin üçün yenidirsə, çoxlu metal doldurmayın, keyfiyyətcə nazik bir tikiş düzəltməyə çalışın. Sonra, lazım olduqda, birincisinə keçid edin.
Lap eklemlerde üfüqi fileto qaynaqları olduqca sadə şəkildə qaynaqlanır, texnika aşağı vəziyyətdə qaynağı təkrarlayır.
Tavan qaynaq
Tavan dikişini elektrik qaynağı ilə necə bişirmək olar? Belə vəziyyətlər təcrübəsiz yeni başlayanları çaşdıra bilər. 
Bu vəziyyətdə qaynaqçı narahat bir vəziyyətdədir və tavandan isti metal damlaları aşağı düşəcəkdir. Bu tip işdə olan elektrod səthə dikdir. Bağlantı genişləndirmək üçün yavaş bir sürətlə dairəvi hərəkətlər etməlidir. Elektrik qövsü mütləq qısa. Uzun bir qövs ilə alt paltarları meydana gələcək.

Tavan dikişlərini düzəltmə yolları
Tavan birləşmələrinin qaynaqlanması eyni prinsipə əsasən aparılır - metal mümkün qədər tez sərtləşməlidir. Bu növ iş üçün xüsusi odadavamlı örtüklü elektrodlar istifadə olunur.
Dairəvi hərəkətlərlə birlikdə elektrodlar da şaquli olur. Hamamdan uzaqlaşarkən qövs söndürülür. Enerji axını dayandırır. Metal soyuyur və kristallaşır, qaynaq hovuzu azalır. Beləliklə, ərimə qısa bir dövrə ilə həyata keçirilir.
Tavan qaynağı, daha rahat qaynaqlanmış hissələrin təşkili üçün heç bir imkan olmadıqda, fövqəladə hallarda istifadə olunur. Metal aşağıdan qızdırılır, qaynaq hovuzundan çıxan baloncuklar isə dikişin kökündə olur və onu zəiflədir.
Künc seams
Qaynaq fileto qaynaqları öz xüsusiyyətlərinə malikdir. Birinin digərinə üstün bir keçiddən ibarət olan qaynaq prosesi kənarları əvvəlcədən hazırlanmadan həyata keçirilir. Dikişlər küncün hər iki tərəfində edilir.
Parçalar bir-birinə birləşdirilərək bir bucaq meydana gəldikdə son element bir elementdə kəsilir.
T tipli əlaqə
Mükəmməl tikişi əldə etmək üçün bir təyyarə üfüqi, ikincisi şaquli olmalıdır. Künc birləşməsini qaynaq etmək 90 ° bir açı ilə məcburidir. Şaquli vəziyyətdə olan məhsulun qalınlığı 12 mm-dən çox olmadıqda əlavə emal lazım deyil. Qalınlığı 12 - 25 mm arasındadırsa, V şəklində hazırlamaq lazımdır.
25-40 mm-dən yuxarı U şəkilli çubukların birtərəfli kəsilməsi aparılır.
40 mm-dən çox - iki tərəfli V formalı budama.
Şaquli olaraq yerləşdirilən məhsulun alt kənarı bərabər şəkildə düzəldilir və birgə eni 2 mm-dən çox deyil.
Künc birləşməsinin yaxşı işləməsi üçün qövsü düzgün bir şəkildə alovlandırmaq lazımdır. Qaynaq prosesinin başlamazdan əvvəl alovlanır. Dəfələrlə fasilədə həyata keçirilir.
Qalın bir örtüklü elektrodlardan istifadə edərkən ərinmiş metalın böyük sahələri yaranır. Metalın aşağı axması səbəbindən küncün düzgün tikiş səthini düzəltmək mümkün deyil.
Qaynaqlanacaq səthlər meyl 45 ° olması üçün yerləşdirilməlidir və qaynaq bir qayıqla aparılmalıdır.
Qucaq oynaqları
Qaynaqlanacaq, bu təbəqələrin 3-5 qalınlığında məsafədə bir-birinin üstünə sürtülmüş təbəqələr, perimetr ətrafında qaynadılır, həmçinin örtülü zaman yaranan bucağın kənarında. Düzəltmə tələb olunmur. Lakin materialın dəyəri artır və əlaqə daha da ağırlaşır. Buna baxmayaraq, bu seçim olduqca tez-tez istifadə olunur.
Üzük qaynağının xüsusiyyətləri
Borulara, müxtəlif hissələrə qoşulduqda fileto qaynaqlarının qaynaqlanması tələb olunur dayandırmaq klapanları. Birləşdirilmiş növləri təmsil edir.
Elektrikli qövs qaynağı borunun yan tərəfində yerləşən şaquli bir tikiş üzərində aparılır. Dövr ətrafında üfüqi bir dikiş tətbiq olunur. Tavan dikişinin və müvafiq olaraq yerləşən dibinin qaynaqlanması da aparılır.
Poladdan hazırlanan borular ən çox tez-tez qaynaqlanır. Boruların içərisindəki sarkmaların qarşısını almaq üçün elektrod üfüqdə 45 ° -dən çox deyil, birləşmə 3 mm yüksək və 8 genişdir.
Üzük qaynağı etmədən əvvəl səthi hazırlamalısınız:
- Parça yaxşıca təmizlənir;
- Deformasiya olunmuş uclar kəsilir və düzəldilir;
- Kenarın kənarından 10 mm məsafədə bir parıltıya fırçalanırlar.
Qaynaq zamanı oynaqlar davamlı işlənir və künc birləşmələri bir neçə təbəqədə qaynadılır. Hər bir birləşmə, növbəti tətbiq etməzdən əvvəl şlakdan təmizlənir. Birincisini tətbiq edərkən - bütün kənarları tamamilə əridir. Çatlar aşkar edildikdə, onlar kəsilir və fraqment yenidən qaynadılır.
Qalan təbəqələr borunun yavaş fırlanmasından üstündür. Əvvəlki və sonrakı təbəqənin başlanğıcı 15-30 mm ilə dəyişdirilir.
Son qat mütləq gözəl bir səthə sahibdir.
Düymələr seams
Düymə qaynağı müxtəlif yollarla aparılır:
- Kosmosda;
- Misdən hazırlanan çıxarıla bilən astar üzərində;
- İlkin bir dikişlə.
Kosmosda seams qaynaq edərkən, kökü bütün uzunluğu boyunca qaynaq etmək çox çətindir. Buna görə, yüksək istilik keçiriciliyinə görə və misdən hazırlanan çıxarıla bilən bir plaka istifadə etmək daha yaxşıdır texniki şərtlər ərimiş metal ilə təmas anında astarın əriməsinin qarşısını alır. İşin sonunda asanlıqla çıxarılır.
Bu cür birləşmələrin dezavantajı, nüfuz etməmənin yüksək ehtimalıdır. Bu qüsurun qarşısını almaq üçün, əks tərəfi qaynaq etməzdən əvvəl metalın içərisində 2-3 mm dərinlikdə bir yiv kəsilir. Bundan sonra, bir qaynaq rulonu ilə örtülür, sonra kənar tərəfdən gücləndirilir.
Qaynaqlı çox qatlı tikişlər
Hər qat, yenisini tətbiq etməzdən əvvəl toksinlərdən təmizlənir və soyudulur. Buna görə də, çox qatlı tikişlərin qaynağı digər növlərdən fərqlidir. Birinci təbəqə üçün 3-4 mm diametrli elektrodlar, digərləri üçün isə 5-6 mm istifadə olunur. Son qat konveksdir, eyni zamanda əvvəlki təbəqələrin istilik müalicəsini aparır.
Bir qaynaq tikişi çox qatlı bir birləşmənin vacib bir hissəsidir. İlk dikişin soyulmasından və qismən çıxarılmasından sonra, qüsurların yığılma ehtimalının yüksək olduğu yerdə aparılır. Bütün ortağın etibarlılığı qaynağın nə qədər yaxşı qurulacağına bağlıdır.
Nəticə
Qaynaqla necə düzgün bişirilməyinizi öyrənmək üçün ümumiləşdiririk, ən sadə ilə başlamaq lazımdır:
- parçaların bağlanmasına kollektiv hərəkət edərkən elektrodların zəruri meylini işləmək.
- hər dəfə daha yaxşı və daha yaxşı çıxacaq oynaqların şlak döymək öyrənmək.
Elektrikli qaynaqla şaquli bir tikişi necə bişirmək olar? Bütün tövsiyələri nəzərə almaq çox vacibdir. Şaquli tikiş üfüqi biraz daha mürəkkəbdir. Əvvəlcə bir neçə yerdə tutulur, sonra tədricən aşağıdan yuxarıya doldurulur. Beləliklə, bütün boşluq maye metal ilə doldurulur.
Təcrübə et, bir qaynaq maşını, elektrod al, gözəl dikişlər hazırlamağı öyrən.

