มีหลายวิธีในการเชื่อมท่อ (เหล็ก) แต่การปรากฏตัวของอินเวอร์เตอร์ผลักดันทุกวิถีทางและตอนนี้การเชื่อมท่อในชีวิตประจำวันถูกดำเนินการโดยอุปกรณ์นี้ ประการแรกมันเป็นความเรียบง่ายของกระบวนการเชื่อมและประการที่สองการเข้าถึงและความปลอดภัยสูง ยิ่งไปกว่านั้นเทคโนโลยีของท่อเชื่อมไม่ซับซ้อนมากสิ่งสำคัญคือการเตรียมและเลือกวัสดุสิ้นเปลืองที่เหมาะสม

กระบวนการเชื่อมเริ่มต้นด้วยการเตรียม ก่อนอื่นมันเป็นสิ่งจำเป็นที่ท่อจะถูกเชื่อม เกณฑ์การคัดเลือกมีสองแบบ: วัสดุที่ทำจากแท่งโลหะและการเคลือบเป็นวัสดุที่ครอบคลุมแท่ง
สำหรับการเชื่อมท่อโลหะใช้ขั้วไฟฟ้าหลอมและไม่หลอมละลาย ในครั้งแรกที่แกนละลายในครั้งที่สองไม่มี ในกรณีที่สองมีการใช้วัสดุเพิ่มเติม - สารเติมแต่งซึ่งเติมรอยเชื่อมด้วยตัวเอง จากการปฏิบัติแสดงให้เห็นว่าการเชื่อมท่อกับอิเล็กโทรดแบบสิ้นเปลืองนั้นถูกใช้บ่อยกว่าในปัจจุบันในสภาพภายในประเทศ เพียงเพราะวิธีนี้ง่ายกว่า
ตอนนี้เกี่ยวกับการเคลือบอิเล็กโทรด มีหลายตำแหน่งที่ใช้วัสดุต่าง ๆ ในการสร้างพื้นผิวป้องกัน
- กรด
- กรด Rutile
- เซลลูโลส
- เซลลูโลส Rutile
- คนหลัก
แต่ละตำแหน่งมีข้อดีและข้อเสียของตัวเองดังนั้นเมื่อเลือกจึงจำเป็นต้องคำนึงถึงสภาพการเชื่อมของท่อ แต่มีตัวเลือกที่เป็นสากลในหมู่พวกเขา - เหล่านี้เป็นขั้วไฟฟ้าที่มีการเคลือบขั้นพื้นฐาน ยี่ห้ออิเล็กโทรดดังกล่าวเป็น SSSI, OZS, VI, EA, NIAT, OZSh และอื่น ๆ ที่รู้จักกันน้อยอยู่ในประเภทนี้ ขอแนะนำให้ช่างเชื่อมมือใหม่เชื่อมท่อด้วยขั้วไฟฟ้า UONI
ก่อนที่คุณจะเชื่อมท่อสองท่อคุณต้องเข้าใจว่ามีหลายท่อ
- เมื่อท่อสองท่ออยู่ตรงข้ามกัน
- ด้วยการทับซ้อนท่อสองเส้นที่มีเส้นผ่านศูนย์กลางต่างกันหรือเส้นผ่านศูนย์กลางเดียวกันจะถูกเชื่อมต่อโดยปกติจะมีการขยายท่อเพียงท่อเดียวนั่นคือเส้นผ่าศูนย์กลางจะเพิ่มขึ้นโดยอัตโนมัติ
- T-joint เมื่อท่อสองเส้นเข้าร่วมในระนาบแนวตั้งฉาก
- การเชื่อมต่อเชิงมุมเมื่อข้อต่อทำที่มุมน้อยกว่า 90 °
โดยวิธีการที่ตัวเลือกหนึ่งที่ดูเหมือนง่ายมาก แต่ความซับซ้อนของกระบวนการนั้นอยู่ที่ตัวมันเอง ประการแรกจะดีกว่าในการปรุงอาหารตะเข็บในตำแหน่งที่ต่ำกว่านี่คือเมื่ออิเล็กโทรดถูกป้อนจากด้านบนถึงข้อต่อของการเชื่อมต่อ ประการที่สองมีความจำเป็นต้องต้มโลหะในความหนาของผนังทั้งหมด
และเคล็ดลับที่เป็นประโยชน์เพิ่มเติม
- สำหรับการเชื่อมชนของท่อและแบรนด์ควรใช้อิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 2-3 มม.
- โหมดการเชื่อมคือค่ากระแสไฟฟ้าที่ติดตั้งควรอยู่ในช่วง 80-100 แอมแปร์ เมื่อทำการเชื่อมแบบ lap จะต้องยกกระแสให้เป็น 120 A
- การเติมของรอยเชื่อมควรเป็นเช่นนั้นโลหะจะสูงขึ้น 2-3 มม. เหนือระนาบของท่อ
- (สี่เหลี่ยม) ถูกสร้างขึ้นตามจุด นั่นคือก่อนส่วนเล็ก ๆ เชื่อมในด้านหนึ่งจากนั้นในด้านตรงข้ามจากนั้นในส่วนที่อยู่ใกล้เคียงและจากนั้นในส่วนที่อยู่ติดกัน หลังจากนั้นรอยเชื่อมจะถูกเชื่อมอย่างสมบูรณ์ เป้าหมายคือเพื่อป้องกันไม่ให้ท่อแปรปรวนในระหว่างการทำความร้อน
ก่อนที่คุณจะปรุงท่อด้วยเครื่องเชื่อมไฟฟ้าพวกเขาจะต้องเตรียม เรื่องนี้เกี่ยวข้องกับขอบ นี่คือลำดับของวิธีการทำสิ่งนี้
- มิติทางเรขาคณิตถูกตรวจสอบเพื่อให้สอดคล้องกับการติดตั้งท่อ ท่อที่มีความหนาของผนังแตกต่างกันสามารถเทียบท่าซึ่งอาจนำไปสู่การไม่แทรกซึมของท่อที่หนาหรือการเผาไหม้ผ่านท่อที่บาง
- ในบริบทของไปป์ไลน์ควรเป็นแบบกลมและไม่ใช่รูปไข่หรือรูปร่างอื่น ๆ สิ่งนี้จะช่วยรับประกันคุณภาพของรอยเชื่อมและทำให้กระบวนการนั้นง่ายขึ้น
- ผนังท่อควรปราศจากข้อบกพร่อง: รอยแตก, รอยพับ, นามสกุลและอื่น ๆ
- คมตัดต้องตรง (90 °)
- ขอบได้รับการปกป้องจากเงาโลหะ (โดยใช้แปรง, ผ้าทราย) ความยาวของพื้นที่ทำความสะอาดไม่น้อยกว่า 1 ซม. จากขอบ
- คราบน้ำมันและจารบีสีจะถูกลบออกปลายจะต้องลดลงด้วยตัวทำละลายใด ๆ
และถึงแม้ว่าขั้วไฟฟ้า SSSI จะไม่แปลก แต่นั่นก็คือแม้ชิ้นส่วนที่เป็นสนิมสามารถถูกต้มด้วยความช่วยเหลือของพวกเขาข้อบกพร่องของโลหะใด ๆ ที่มีผลต่อคุณภาพของรอยต่อ ดังนั้นจึงควรใช้เวลาเล็กน้อยในการเตรียมขอบของท่อ
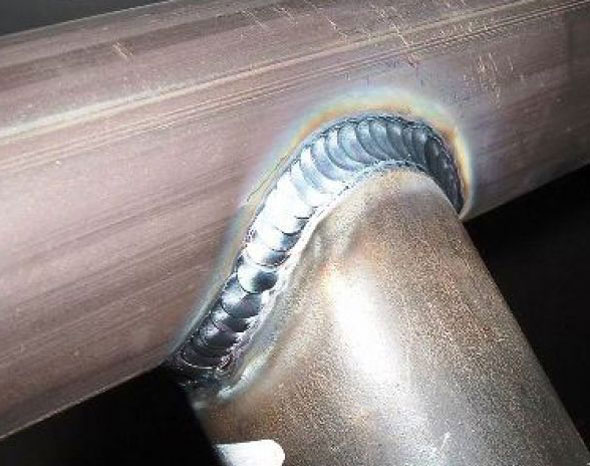
การเชื่อมท่อเหล็ก
ท่อเชื่อมของหน้าตัดวงกลมเป็นตะเข็บอย่างต่อเนื่อง นั่นคือถ้ากระบวนการเริ่มต้นจากจุดหนึ่งมันก็ควรจะจบลงโดยไม่ฉีกขาดขั้วไฟฟ้าจากพื้นผิวที่ถูกเชื่อม เมื่อเชื่อมท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ (มากกว่า 110 มม.) ด้วยอิเล็กโทรดหนึ่งเดียวจะไม่สามารถเติมรอยต่อได้ ดังนั้นจึงจำเป็นต้องใช้การเชื่อมแบบหลายชั้นซึ่งจำนวนชั้นจะถูกกำหนดโดยความหนาของผนังท่อ ตัวอย่างเช่น
- หากความหนาของผนังเท่ากับ 6 มม. แสดงว่าโลหะสองชั้นมีความเพียงพอ
- 6-12 มม. - การเชื่อมจะดำเนินการในสามชั้น
- มากกว่า 12 มม. - มากกว่าสี่ชั้น
คำเตือน! การเชื่อมแบบหลายชั้นจะดำเนินการด้วยความต้องการเดียว ก่อนที่จะใช้การเคลือบถัดไปก่อนหน้าควรเย็น
ประกอบท่อ
ก่อนที่จะทำการเชื่อมท่อเพื่อลดความซับซ้อนของงานมีความจำเป็นต้องประกอบข้อต่อเชื่อม นั่นคือติดตั้งท่อตามการออกแบบการชุมนุมยึดพวกเขาเพื่อให้พวกเขาไม่ย้ายหรือย้าย จากนั้นทำแทค นี่คือเมื่อทำการเชื่อมแบบสปอตในที่เดียวหากท่อประกอบจากผลิตภัณฑ์ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่สามารถทำการแท๊กได้หลายที่
โดยหลักการแล้วทุกอย่างพร้อมคุณสามารถปรุงอาหารไปป์ไลน์ ดูเหมือนว่านี่อาจเป็นการสิ้นสุดการสนทนาเกี่ยวกับการเชื่อม แต่สำหรับผู้เริ่มต้นมันเป็นเพียงการเริ่มต้นเนื่องจากกระบวนการเชื่อมที่เกี่ยวข้องกับการประกอบท่อเป็นจำนวนมากของความแตกต่าง นี่เป็นเพียงไม่กี่คนที่ต้องได้รับการรับรอง
- ท่อที่มีความหนามากกว่า 4 มม. สามารถนำไปต้มกับรอยต่อของรากนี่คือเมื่อโลหะเติมช่องว่างระหว่างขอบถึงความลึกเต็มและม้วนเมื่อลูกกลิ้งสูง 3 มม. ถูกสร้างขึ้นที่ด้านบนของตะเข็บ
- เมื่อเชื่อมต่อท่อที่มีเส้นผ่านศูนย์กลาง 30-80 มม. กับตะเข็บแนวตั้งเทคโนโลยีจะแตกต่างจากตำแหน่งด้านล่างของตะเข็บเล็กน้อย ขั้นแรกให้เติมปริมาตร 75% จากนั้นจึงเว้นวรรคที่เหลือ
- ด้วยเทคโนโลยีการเชื่อมแบบหลายชั้นรอยต่อในแนวนอนจะถูกทำให้สุกในสองชั้นเพื่อที่จะนำไปใช้ในทิศทางตรงกันข้ามกับทิศทางก่อนหน้า
- จุดเชื่อมต่อของชั้นล่างไม่ควรตรงกับจุดเดียวกันของชั้นบน จุดปราสาทคือจุดสิ้นสุด (จุดเริ่มต้น) ของรอยต่อ
- โดยปกติเมื่อเชื่อมท่อจะต้องเปิดตลอดเวลา พวกเขาทำสิ่งนี้ด้วยตนเองดังนั้นคุณจำเป็นต้องรู้ว่าภาคการหมุนที่เหมาะสมคือ 60-110 ° เพียงในช่วงนี้ตะเข็บตั้งอยู่ในสถานที่ที่สะดวกสำหรับช่างเชื่อม ความยาวของมันคือสูงสุดและสิ่งนี้ช่วยให้คุณสามารถควบคุมความต่อเนื่องของการเชื่อมต่อรอยประสาน
- สิ่งที่ยากที่สุดสำหรับช่างเชื่อมหลายคนคือการหมุนท่อทันที 180 °และในเวลาเดียวกันก็สังเกตคุณภาพของแนวเชื่อม ดังนั้นเมื่อถึงจุดเปลี่ยนดังกล่าวขอแนะนำให้เปลี่ยนเทคโนโลยีการเชื่อม นั่นคือรอยต่อจะถูกต้มในระดับความลึก 2/3 ในชั้นหนึ่งหรือสองชั้น จากนั้นท่อจะหมุน 180 °ซึ่งเต็มไปด้วยตะเข็บหลายชั้น จากนั้นอีกครั้งจะมีการหมุน 180 °ซึ่งมีรอยต่อที่เต็มไปด้วยโลหะของอิเล็กโทรด โดยวิธีการข้อต่อดังกล่าวเรียกว่าหมุน
- แต่ก็ยังมีข้อต่อคงที่นี่คือเมื่อท่อกับท่อเชื่อมในโครงสร้างคงที่ หากท่ออยู่ในแนวนอนคุณจำเป็นต้องทำรอยต่อระหว่างชิ้นส่วนและแบ่งออกเป็นสองส่วน การเชื่อมเริ่มจากจุดล่างสุด (เพดาน) แล้วเลื่อนขึ้นไปด้านบน ในทำนองเดียวกันครึ่งหลังของรอยต่อก็ถูกเชื่อมด้วยเช่นกัน
และขั้นตอนสุดท้ายในเทคโนโลยีการเชื่อมท่อก็คือ มันจะต้องเคาะด้วยค้อนเพื่อที่จะนำตะกรันลง จากนั้นสำหรับความพร้อม หากท่อถูกออกแบบมาสำหรับของเหลวหรือก๊าซจากนั้นหลังจากการประกอบจะมีการนำน้ำหรือก๊าซเข้ามาเพื่อตรวจสอบรอยรั่ว
กระบวนการเชื่อมเป็นจริงเหตุการณ์ที่รับผิดชอบ และมีเพียงประสบการณ์ของช่างเชื่อมเท่านั้นที่สามารถรับประกันคุณภาพของผลสุดท้ายจากการลองครั้งแรก แต่ประสบการณ์คือธุรกิจ เราให้คุณดูวิดีโอ - วิธีการทำท่อเหล็กอย่างถูกต้อง
ก่อนที่จะอธิบายเทคโนโลยีคุณต้องเข้าใจวิธีการเชื่อมท่อที่มีอยู่ในสภาพที่ทันสมัย
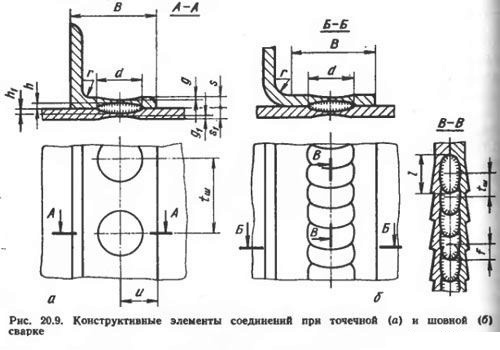
ประเภทของรอยต่อรอยของท่อและชิ้นส่วนท่อ
ท่อเป็นรอยเชื่อมและสามารถใช้ในการจัดหาก๊าซและของเหลว พวกเขาทำงานที่อุณหภูมิความร้อนและแรงกดดันต่างๆ องค์ประกอบโครงสร้างหลักและประเภทของรอยต่อรอยถูกจัดตั้งขึ้นโดย GOST 16038-80 สำหรับทองแดงนิกเกิลและทองแดง GOST 16037-80 สำหรับท่อเหล็ก สารประกอบดังกล่าวระบุไว้ใน GOST 5264-80 U1 สามารถพบได้ในเสาเหล็กคานถังและฟาร์ม พบได้ในโครงสร้างทางวิศวกรรมหม้อไอน้ำถังและท่อ
ข้อต่อรอยที่มุมเฉียบพลันและป้านควรดำเนินการตาม GOST 11534-75
มาตรฐานนี้กำหนดองค์ประกอบโครงสร้างหลักประเภทและขนาดของรอยเชื่อมของโครงสร้างที่ทำจากโลหะผสมต่ำและเหล็กกล้าคาร์บอนซึ่งดำเนินการโดยการเชื่อมด้วยอิเล็กโทรดสิ้นเปลืองที่มีความหนาของโลหะที่ถูกเชื่อมถึง 60 มม. ในตำแหน่งเชิงพื้นที่ทั้งหมด การปฏิบัติตามข้อกำหนดของมาตรฐานนี้เป็นสิ่งจำเป็น
เราสามารถแยกรอยเชื่อมรอยต่อได้หลายประเภท: ชน, ที, ตักและมุม ประเภทของรอยเชื่อมอาจแตกต่างกันไปตามประเภทของรอยต่อ โดยทั่วไปแล้วการเชื่อมเนื้อมีเว้าหรือแบนบางครั้งพื้นผิวนูน ขนาดของตะเข็บดังกล่าวถูกกำหนดโดยขามองเห็นหรือคำนวณ ตะเข็บมุมและก้นมีทั้งด้านเดียวและสองด้าน ตะเข็บคอร์กมีความโดดเด่นด้วยรูปร่างของการเตรียมขอบและขนาด มีความจำเป็นต้องตรวจสอบความยาวของระนาบของท่อที่ตัดไปยังแกนของมันปริมาณของการ blunting และมุมเปิดของแนวเชื่อมเมื่อเตรียมข้อต่อท่อสำหรับการเชื่อม
ความสูงของผ้าพันคอและความยาวในการเชื่อมเมื่อทำการเชื่อมในมุมที่ต่างกัน
มุมของอิเล็กโทรด: a - ในระนาบแนวนอน; b- ในระนาบแนวตั้ง
ที่มุมของα 30 สัมประสิทธิ์คือ 3.73
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
ตัวอย่างเช่น: ค่าสัมประสิทธิ์คือ 2.41 เมื่อเชื่อมสองท่อที่มุม 45 °ด้วยเส้นผ่านศูนย์กลางภายนอก D \u003d 520 มม. จากนั้นขนาดของผ้าพันคอที่ถูกตัดจะเท่ากับ 1253 มม. \u003d 520 x 2.41
ในการคำนวณความยาวของตะเข็บเส้นผ่านศูนย์กลางภายนอกของท่อจะถูกคูณด้วยสัมประสิทธิ์ที่สอดคล้องกัน:
ที่มุมα 30 สัมประสิทธิ์คือ 8.86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
ความแตกต่างของความหนาผนังของท่อสำหรับการเชื่อมและการชดเชยของขอบไม่ควรเกิน 10% ของความหนาของผนังและไม่ควรเกิน 3 มม. ควรมีการเว้นช่องว่างที่สม่ำเสมอและที่ 2-3 มม. ระหว่างขอบที่เชื่อมต่อขององค์ประกอบต่อไป
ตัวเลือกสำหรับตะเข็บในตำแหน่งต่าง ๆ

ตำแหน่งของอิเล็กโทรดเมื่อเชื่อม "ในเรือ": a - เชื่อมใน "เรือ" สมมาตร; b - การเชื่อมแบบอสมมาตร<лодочку>; ตำแหน่งในพื้นที่ของอิเล็กโทรด
ข้อต่อมุมสามารถทำในตำแหน่งที่ต่ำกว่า ข้อต่อมุมนั้นถูกปรุงสุก“ ในเรือที่ไม่สมดุล” และ“ ในเรือที่สมมาตร” เพื่อหลีกเลี่ยงการบั่นทอนและการขาดการเจาะขอบควรทำการเชื่อม“ เข้ากับเรือ” ด้วยอิเล็กโทรดโดยมีที่บังสายตาที่ถูกต้องวางอยู่บนขอบ หากการถ่ายทำรอยเชื่อม fillet ดำเนินการด้วยอิเล็กโทรดแบบเอียงการเชื่อมควรทำด้วย“ มุมด้านหลัง” ตะเข็บมุมที่มีขามากกว่า 10 มม. โดยไม่มีขอบนูนทำในชั้นเดียวโดยมีความล่าช้าในการหยั่งรากของตะเข็บโดยการเคลื่อนที่ตามแนวขวางของขั้วไฟฟ้า "สามเหลี่ยม"
การเชื่อมรอยต่อรอบของรอยเชื่อมเนื้อในตำแหน่งที่ต่ำกว่านั้นดำเนินการโดยขั้วไฟฟ้าในชั้นเดียวที่มีเส้นผ่านศูนย์กลางสูงสุด 5 มม. โดยไม่มีการสั่นสะเทือนตามขวาง เพื่อให้เกิดการแทรกซึมของการเชื่อมต่อเชิงมุมคุณจำเป็นต้องสร้างลูกกลิ้งแรก (มุมรู) ด้วยอิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 3 มม. ที่กระแสสูงสุดขึ้นอยู่กับความหนาของโลหะ 95-120 A
ก่อนประกอบท่อเข้ากับความยาว 15 - 20 มม. ทำความสะอาดสิ่งสกปรกสนิมสเกลและน้ำมัน ส่วนสำคัญของงานเชื่อมคือการยึดติด เมื่อทำการเชื่อมท่อการตรึงจะดำเนินการใน 4 แห่งพร้อมวงกลมที่มีเส้นผ่านศูนย์กลางสูงถึง 300 มม. สม่ำเสมอพร้อมตะเข็บที่มีความยาว 50 มม. และความสูงแต่ละ 3-4 มม. เมื่อเชื่อมท่อที่มีขนาดมากกว่า 300 มม. จะทำการวางตะปูขนาดเส้นผ่านศูนย์กลางทุก 250 ถึง 300 มม. รอบข้อต่อทั้งหมด
วิธีการเชื่อมที่มีอยู่สามารถแบ่งออกเป็น 2 กลุ่ม กลุ่มแรกควรรวมถึงวิธีการเชื่อมเมื่อโลหะในสถานะของแข็งถูกเชื่อมในการเปลี่ยนรูปพลาสติกร่วมกันมักจะมีความร้อนเพิ่มเติม กลุ่มที่สองมีวิธีการละลายที่ทางแยก
ประเภทหลักของการเชื่อม

การเชื่อมแบบอาร์ค - การเชื่อมต่อโครงโลหะหลอมเหลวโดยใช้อาร์คไฟฟ้า
- Arc - การเชื่อมต่อระหว่างโลหะหลอมเหลวโดยใช้อาร์คไฟฟ้า
- Electroslag - การหลอมโลหะเกิดขึ้นเนื่องจากความร้อนที่ได้รับเนื่องจากกระแสไฟฟ้าที่ปล่อยออกมาซึ่งไหลผ่านตะกรันที่หลอมละลาย;
- อัลตราโซนิก - การสั่นสะเทือนอัลตราโซนิกจะถูกส่งไปตามท่อนำคลื่นจากตัวแปลงสัญญาณไปยังส่วนปลายทำงาน ภายใต้การกระทำของการสั่นสะเทือนอัลตราโซนิกและแรงอัดแนวตั้งแรงเสียดทานเกิดขึ้นในชิ้นงานซึ่งเพียงพอที่จะได้รับการเชื่อมข้อต่อ;
- ติดต่อ - โดยแรงกดดัน ชิ้นงานที่เชื่อมต่อจะถูกหนีบด้วยอิเล็กโทรดและภายใต้อิทธิพลของกระแสเชื่อมในเขตสัมผัสความร้อนและแรงอัดของชิ้นงานเกิดขึ้นซึ่งเป็นผลมาจากการเชื่อมข้อต่อ;
- การเชื่อมด้วยเลเซอร์ด้วยลำแสงซึ่งได้จากของแข็งและตัวปล่อยก๊าซพิเศษ การเชื่อมด้วยเลเซอร์สามารถทำได้ในอากาศในระยะห่างจากเครื่องกำเนิด การเชื่อมด้วยเลเซอร์นั้นทำโดยลำแสงเลเซอร์ที่ให้ความร้อนและละลายโลหะ พลังงานของลำแสงเลเซอร์มีความเข้มข้นในพื้นที่ขนาดเล็ก ลำแสงมีความยาวคลื่นและความถี่ที่เฉพาะเจาะจงเนื่องจากมีการโฟกัสอย่างแม่นยำจากเลนส์สายตาเนื่องจากมุมของการหักเหในเลนส์ลำแสงคงที่
กระบวนการเชื่อมด้วยเลเซอร์ - การเจาะลึกของโลหะด้วยลำแสงเลเซอร์ - คล้ายกับกระบวนการเชื่อมลำอิเล็กตรอน การแผ่รังสีของเลเซอร์เข้มข้นทำหน้าที่บนพื้นผิวของโลหะและจากการเดือดและการหลอมของโลหะจะเกิดช่องทางไอ - แก๊สขึ้นซึ่งถือว่าเป็นแหล่งความร้อนเชิงเส้นโดยประมาณ ดังนั้นการเชื่อมด้วยเลเซอร์สามารถดำเนินการแบบ end-to-end ได้โดยไม่ต้องใช้สารตัวเติมเพิ่มเติมซึ่งจะนำไปสู่ความเร็วสูงของกระบวนการ
เป็นการดีที่สุดที่จะแบ่งการเชื่อมเลเซอร์ออกเป็น 2 ประเภทคือแบบจุดและแบบตะเข็บ
รอยเชื่อมของการเชื่อมด้วยเลเซอร์สอดคล้องกับความแข็งแรงของโลหะฐานในขณะที่มีการเสียรูปเชื่อมน้อยที่สุดของผลิตภัณฑ์ที่เชื่อม
สปอต - ใช้บ่อยที่สุดในไมโครอิเล็กทรอนิกส์ ด้วยการเชื่อมด้วยเลเซอร์แบบจุดคุณจะได้ความแม่นยำสูงในการเชื่อมชิ้นส่วนที่เล็กที่สุด สำหรับการเชื่อมดังกล่าวส่วนใหญ่จะใช้เลเซอร์สถานะของแข็งชีพจร
การเชื่อมด้วยเลเซอร์รอยประสานใช้เพื่อให้ได้ข้อต่อแน่นและการเชื่อมต่อทางกลไกที่เชื่อถือได้ สำหรับการเชื่อมตะเข็บใช้เลเซอร์ที่ทำงานในโหมดพัลซิ่งหรือต่อเนื่อง
การเชื่อมด้วยเลเซอร์นั้นแตกต่างจากประเภทอื่นในบริเวณที่ได้รับผลกระทบจากความร้อนเนื่องจากความเร็วในการเชื่อมสูง ข้อต่อเชื่อมที่สอดคล้องกับความแข็งแรงของโลหะฐานในขณะที่มีความผิดปกติเชื่อมน้อยที่สุดของผลิตภัณฑ์ที่เชื่อม การเชื่อมด้วยเลเซอร์จะดำเนินการโดยไม่มีช่องสูญญากาศ เป็นไปได้ที่จะเชื่อมวัสดุหลากหลายประเภทตั้งแต่เหล็กกล้าคาร์บอนสูงและอัลลอยด์สูงไปจนถึงอัลลอยด์ที่ใช้ไทเทเนียมและทองแดงแก้วเซรามิกพลาสติกและสารประกอบต่าง ๆ ในตำแหน่งเชิงพื้นที่ที่เข้าถึงยาก นอกจากนี้ยังเป็นไปได้ที่จะทำให้การเชื่อมต่อของประเภทดังกล่าวว่ามันเป็นไปไม่ได้ที่จะเชื่อมด้วยวิธีดั้งเดิม ดังนั้นการเชื่อมด้วยเลเซอร์จึงสมควรได้รับการขนานนามว่าเป็นเทคโนโลยีที่มีแนวโน้มดีที่สุดในงานเชื่อม
สำหรับการเชื่อมด้วยเลเซอร์มีการใช้เลเซอร์สองชนิดคือโซลิดสเตตและแก๊ส

วงจรเลเซอร์โซลิดสเตต
ด้วยเลเซอร์ที่มีกำลังไฟต่ำเลเซอร์โซลิดสเตตจึงสามารถเชื่อมชิ้นส่วนขนาดเล็กที่มีความหนาได้เพียงเล็กน้อยส่วนใหญ่มักจะเป็นวัตถุไมโครอิเล็กทรอนิกส์ สำหรับทีวีที่ทันสมัยการเชื่อมด้วยเลเซอร์จะใช้ในการเชื่อมหลอดภาพแคโทดหลอดปิดผนึก เลเซอร์แก๊สมีพลังมากกว่าพวกเขามักจะใช้ CO2 + N2 + เขา (ส่วนผสมของก๊าซ) เป็นวัตถุที่ใช้งานอยู่ แก๊สสูบจากถังโดยปั๊มผ่านท่อจ่ายก๊าซ การคายประจุไฟฟ้าระหว่างอิเล็กโทรดใช้ในการจ่ายแก๊ส กระจกจะถูกวางไว้ที่ปลายท่อระบายแก๊ส ขั้วไฟฟ้าเชื่อมต่อกับพลังงาน ระบบน้ำหล่อเย็นเลเซอร์
เลเซอร์ที่ทรงพลังที่สุดคือเลเซอร์ที่ทรงพลัง งานใช้ก๊าซร้อนถึงอุณหภูมิ 1,000-3,000 เค ก๊าซที่มีความเร็วเหนือเสียงไหลผ่านหัวฉีดลาวาลหลังจากการขยายตัวแบบอะเดียแบติกและการทำให้เย็นลงในเขตโพรง จากนั้นโมเลกุลคาร์บอนไดออกไซด์ที่ตื่นเต้นก็จะไปสู่ระดับพลังงานที่ต่ำกว่าและปล่อยรังสีที่ต่อเนื่องกันออกมา
ประโยชน์การเชื่อมด้วยเลเซอร์
การพิจารณาทางเศรษฐกิจขัดขวางการใช้เลเซอร์เชื่อมเลเซอร์เทคโนโลยียังคงมีราคาแพงดังนั้นพื้นที่ของการเชื่อมเลเซอร์จะถูกเลือกอย่างระมัดระวัง การเชื่อมด้วยเลเซอร์นั้นประหยัดค่าใช้จ่ายหากจำเป็นต้องเพิ่มผลผลิตอย่างมากเนื่องจากความเร็วอาจสูงกว่าวิธีการทั่วไปหลายเท่า
การเชื่อมด้วยเลเซอร์มีข้อดีที่ไม่ได้เกิดจากวิธีการเชื่อมแบบอื่น. เลเซอร์สามารถอยู่ในระยะที่ดีมากจากตำแหน่งการเชื่อมซึ่งในหลาย ๆ กรณีให้ผลทางเศรษฐกิจ ตัวอย่างเช่นในการซ่อมท่อที่วางอยู่ด้านล่างของอ่างเก็บน้ำมีการติดตั้งการเชื่อมด้วยเลเซอร์ รถเข็นที่มีกระจกหมุนอยู่ภายในท่อเคลื่อนที่และเลเซอร์ตั้งอยู่ที่ส่วนท้ายของท่อส่งลำแสงเข้าไปในท่อซึ่งช่วยให้การเชื่อมเลเซอร์โดยไม่ต้องยกท่อขึ้นสู่พื้นผิว
โดยปกติแล้วท่อเหล็กจะถูกติดตั้งที่แนวเชื่อม ในทำนองเดียวกันส่วนของท่อเชื่อมต่อหากการเสริมแรงทำจากเหล็กโครงสร้างหรือท่อจากโลหะผสมสูง โลหะที่ต่างกันมีเทคโนโลยีการเชื่อมและขั้วไฟฟ้าที่แตกต่างกัน องค์ประกอบทองแดงและอลูมิเนียมเชื่อมต่อกันด้วยการเชื่อมหรือบัดกรี แต่สิ่งนี้จะต้องใช้อุปกรณ์พิเศษสำหรับอาร์กอนอาร์คซึ่งผลิตอาร์คไฟฟ้าในตัวกลางก๊าซอาร์กอนและใช้ลวดอลูมิเนียมและทองแดงเป็นอิเล็กโทรด
การเชื่อมยังเหมาะสำหรับท่อโพลีเมอร์ แต่ในกรณีนี้มันพิเศษ - ความร้อนภายใต้ความกดดัน สารประกอบที่คล้ายกันถูกนำมาใช้ในการผลิตอุปกรณ์ที่ประกอบขึ้นจากชิ้นส่วนท่อตัด
เอกสารกำกับดูแลหลักที่กำกับดูแลการเชื่อมเชิงมุมของท่อคือ GOST 16037-80 การเชื่อมเชิงมุมสำหรับท่อเชื่อมนั้นดำเนินการโดยใช้ข้อต่อบางชนิด:

ท่อสี่เหลี่ยมจะเชื่อมตามกฎเดียวกัน
ความหลากหลายของการเชื่อมมุม
การเชื่อมทุกประเภทไม่ว่าจะเป็นอาร์กอนอาร์คไฟฟ้าอาร์คหรือแก๊สเริ่มต้นด้วยความจริงที่ว่าจำเป็นต้องปรับปลาย ช่องว่างระหว่างองค์ประกอบควรอยู่ในช่วงตั้งแต่ 0.5 มม. ถึง 1.5 มม. 
การเชื่อมโดยไม่ต้องยกนูนนั้นใช้กับท่อที่ความหนาของผนังค่อนข้างเล็ก - ตั้งแต่ 1 ถึง 6 มม. กระบวนการเชื่อมต่อเริ่มต้นด้วยการยึดองค์ประกอบโดยการเชื่อมแบบจุดและจากนั้นพวกเขายังคงแก้ไขตำแหน่งของท่อและทำให้การเชื่อมแหวนของข้อต่อตามขอบด้านนอก
การผันเชิงมุมที่มีปลายด้านเดียวแสดงให้เห็นว่ามีการลบมุมที่ทำมุมประมาณ 50 ด้วยส่วนทวิภาคีจำเป็นต้องลบมุมสองมุมที่มุมประมาณ 30 สามารถเว้นช่องว่างได้สูงสุด 1-2 มม. ในเคสแรกและ 2-5 มม. ในวินาที ดังนั้นในกรณีเหล่านี้ความสมบูรณ์แบบขององค์ประกอบจึงไม่สำคัญ ด้วยวิธีนี้ท่อจะถูกรวมเข้ากับความหนาของผนัง 2 ถึง 20 มม. 
ในการเชื่อมมุมด้วย bevelling และส่วนความหนาของผนังควรอยู่ระหว่าง 6 ถึง 60 มม. ความกว้างของส่วนควรอยู่ระหว่าง 18 ถึง 48 มม. ท่อที่มีขนาดดังกล่าวจะถูกเชื่อมโดยใช้เทคนิคพิเศษสำหรับการเติมสระเชื่อม
ในกระบวนการดูแลทำความสะอาดมีหลายกรณีเมื่อคุณต้องการสร้างโครงสร้างใด ๆ จากท่อหรือโปรไฟล์ทั่วไป บ่อยครั้งเพื่อวัตถุประสงค์เหล่านี้มีการใช้ท่อพลาสติกน้ำหนักเบาและติดตั้งง่ายรวมถึงผลิตภัณฑ์เหล็กที่มีตัวยึดเกลียว อย่างไรก็ตามในบทความนี้เราจะพิจารณาวิธีการเชื่อมท่ออย่างถูกต้องเพื่อให้ความร้อนหรือระบบที่จำเป็นอื่น ๆ ในบ้านของคุณเพราะตัวเลือกที่กล่าวถึงข้างต้นนั้นไม่ได้รับการยอมรับและแนะนำเสมอ
การเลือกอิเล็กโทรด
สิ่งแรกที่คุณจะต้องทำงานเชื่อมกับท่อความร้อนหรือโครงสร้างอื่น ๆ คือขั้วไฟฟ้า คุณภาพของวัสดุสิ้นเปลืองนี้จะขึ้นอยู่กับความน่าเชื่อถือของรอยเชื่อมที่ได้และความหนาแน่นของระบบ แต่ยังขึ้นอยู่กับกระบวนการด้วย
อิเล็กโทรดเป็นที่เข้าใจกันว่าหมายถึงแท่งเหล็กบาง ๆ ที่มีการเคลือบพิเศษซึ่งช่วยให้เกิดการอาร์คที่เสถียรในกระบวนการเชื่อมไฟฟ้าของท่อและมีส่วนร่วมในการก่อตัวของรอยเชื่อมและยังป้องกันการเกิดออกซิเดชันของโลหะ

การจำแนกประเภทของอิเล็กโทรดเกี่ยวข้องกับการแยกประเภทของแกนกลางและประเภทของการเคลือบภายนอก
ตามประเภทของแกนมีขั้วไฟฟ้าดังกล่าว:
- ด้วยศูนย์ที่ไม่สิ้นเปลือง. วัสดุสำหรับผลิตภัณฑ์ดังกล่าวคือกราไฟท์ถ่านหินไฟฟ้าหรือทังสเตน
- พร้อมกับศูนย์หลอมละลาย. ในกรณีนี้ลวดจะถูกใช้เป็นแกนกลางความหนาซึ่งขึ้นอยู่กับประเภทของงานเชื่อม
สำหรับเปลือกนอกขั้วไฟฟ้าจำนวนมากที่พบในตลาดควรแบ่งออกเป็นหลายกลุ่ม
ดังนั้นความครอบคลุมสามารถ:
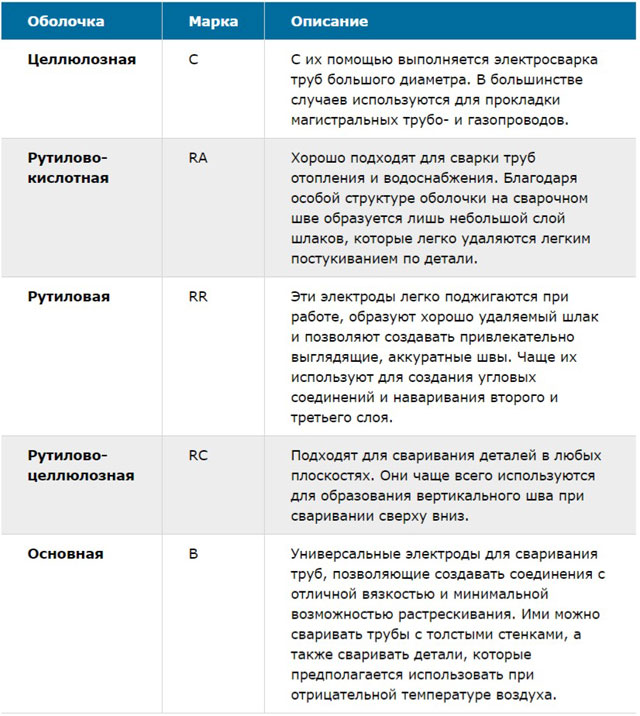
- เซลลูโลส (เกรด C). ผลิตภัณฑ์เหล่านี้ส่วนใหญ่จะใช้สำหรับเชื่อมกับท่อหน้าตัดขนาดใหญ่ ตัวอย่างเช่นสำหรับการติดตั้งท่อขนส่งก๊าซหรือน้ำ
- กรด Rutile (RA). ขั้วไฟฟ้าดังกล่าวเหมาะสำหรับการเชื่อมท่อความร้อนโลหะหรือท่อน้ำ ในกรณีนี้รอยเชื่อมถูกปกคลุมด้วยตะกรันเลเยอร์เล็ก ๆ ซึ่งถูกเอาออกได้ง่ายโดยการแตะ
- Rutile (RR). อิเล็กโทรดชนิดนี้ทำให้สามารถเชื่อมตะเข็บได้อย่างแม่นยำและตะกรันที่เกิดขึ้นระหว่างการทำงานจะถูกลบออกได้ง่ายมาก ใช้ขั้วไฟฟ้าดังกล่าวในสถานที่ของข้อต่อมุมหรือเมื่อเชื่อมชั้นที่สองหรือสาม
- เซลลูโลส Rutile (RC). การใช้อิเล็กโทรดดังกล่าวสามารถทำการเชื่อมได้ในทุกระนาบ โดยเฉพาะอย่างยิ่งพวกมันใช้เพื่อสร้างตะเข็บแนวตั้งที่ยาว
- หลัก (B). ผลิตภัณฑ์ดังกล่าวสามารถเรียกสากลเพราะพวกเขาเหมาะสำหรับการเชื่อมท่อผนังหนาชิ้นส่วนการดำเนินการที่จะดำเนินการที่อุณหภูมิต่ำ ในกรณีนี้จะเกิดรอยต่อพลาสติกคุณภาพสูงซึ่งไม่แตกและไม่เสียเวลา ดูเพิ่มเติมที่: ""
ก่อนเริ่มงานเราแนะนำให้คุณปรึกษาช่างเชื่อมของคุณเกี่ยวกับประเภทของอิเล็กโทรดที่พวกเขาต้องการใช้ ในแต่ละกรณีเหล่านี้จะเป็นแบรนด์ที่แตกต่างกันเนื่องจากอาจมีแบรนด์ขายจำนวนมากและแตกต่างจากเมืองหนึ่งไปอีกเมืองหนึ่ง
สิ่งที่ควรสังเกตแยกต่างหากคือการมีความสัมพันธ์โดยตรงระหว่างราคาและคุณภาพของขั้วไฟฟ้า ความจริงที่ว่าวัสดุสิ้นเปลืองราคาถูกไม่อนุญาตให้มีการเชื่อมท่อที่ถูกต้องด้วยระดับคุณภาพที่ต้องการได้รับการทดสอบซ้ำในทางปฏิบัติ ดังนั้นคุณไม่ควรบันทึกรายการค่าใช้จ่ายนี้เนื่องจากเป็นผลให้สามารถเติบโตได้มากขึ้น
ความหลากหลายของรอยเชื่อมและรอยต่อท่อ
มีวิธีการปรุงอาหารหลายวิธีด้วยการเชื่อมด้วยไฟฟ้า: มีหลายวิธี
- การวางก้นแบบ end-to-end - ในกรณีนี้ส่วนของท่อจะอยู่ตรงข้ามกัน
- การเชื่อมต่อกับแบรนด์ - นี่หมายความว่าท่อสองชิ้นถูกวางในแนวตั้งฉากในรูปแบบของตัวอักษร "T"
- การยึดหน้าตัก - ในศูนย์รวมนี้หนึ่งในชิ้นส่วนของท่อถูกกางออกเพื่อให้สามารถสวมใส่ได้อีกด้านหนึ่ง
- การเชื่อมต่อมุม - นั่นคือสองส่วนจะถูกวางไว้ที่มุม 45 °หรือ 90 °

เมื่อทำการเชื่อมด้วยไฟฟ้าของท่อตะเข็บสามารถทำดังต่อไปนี้:
- แนวนอน - ในกรณีนี้ท่อที่ถูกเชื่อมจะอยู่ในแนวตั้ง
- แนวตั้ง - เป็นตะเข็บในส่วนแนวตั้งของท่อ
- เพดาน - ในกรณีนี้อิเล็กโทรดจะถูกวางไว้ในส่วนล่างของส่วนเหนือหัวของพนักงาน
- ด้านล่าง - ตามลำดับตะเข็บที่คุณต้องโค้งลง
เราให้ความสนใจกับข้อเท็จจริงที่ว่าเมื่อทำงานกับท่อเหล็กข้อต่อจะต้องเป็นแบบหัวต่อหัวพร้อมกับจุดเชื่อมต่อที่ต้องการของจุดเชื่อมต่อตามความหนาของผนังของผลิตภัณฑ์ ที่ดีที่สุดในกรณีนี้คือการใช้ตะเข็บหมุนที่ต่ำกว่า

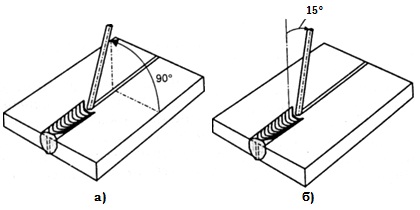
- เมื่อดำเนินงานเชื่อมอิเล็กโทรดควรเก็บไว้ที่มุม 45 °หรือน้อยกว่าเล็กน้อยจากนั้นโลหะที่หลอมเหลวจะตกลงไปในท่อที่ถูกเชื่อมในปริมาณที่น้อยกว่ามาก
- หากคุณกำลังเชื่อมต่อในแบรนด์หรือแบบ end-to-end คุณจะต้องใช้อิเล็กโทรด 2-3 มม. ในขณะเดียวกันความแรงของกระแสที่เหมาะสมที่สุดสำหรับการปิดผนึกที่เชื่อถือได้ของระบบอยู่ในช่วง 80-110 แอมแปร์
- เพื่อเชื่อมรอยต่อรอยต่อที่เชื่อถือได้ควรเพิ่มกระแสเป็น 120 แอมป์และสามารถใช้ขั้วไฟฟ้าที่คล้ายกันได้
- ความสูงที่เหมาะสมของแนวเชื่อมควรอยู่เหนือพื้นผิวท่อ 3 มม. หลังจากประสบความสำเร็จเท่านั้นจึงจะถือว่างานเสร็จสมบูรณ์
แยกเป็นมูลค่าที่จะอยู่บนผลิตภัณฑ์ประวัติ การเชื่อมท่อดังกล่าวจะต้องดำเนินการตามจุด ซึ่งหมายความว่าก่อนอื่นพวกเขาจะจับสองจุดที่ด้านตรงข้ามของโปรไฟล์จากนั้นเลื่อนไปยังอีกสองจุดและต่อไปเรื่อย ๆ จนกระทั่งท่อทั้งหมดอุ่นขึ้น หลังจากนั้นพวกเขาก็เริ่มทำการเชื่อมอย่างต่อเนื่องตามแนวเส้นรอบวงของท่อ
การทำงานเบื้องต้นกับชิ้นส่วน
ตามคำแนะนำจะต้องปฏิบัติตามเงื่อนไขดังต่อไปนี้:
- ขนาดเรขาคณิต
- การปรากฏตัวของใบรับรองคุณภาพโดยเฉพาะถ้ามันเป็นท่อสำหรับน้ำดื่ม
- รูปร่างท่อกลมที่สมบูรณ์แบบ - ไม่มีข้อบกพร่องที่สิ้นสุดในรูปแบบของหน้าตัดแบนหรือวงรี
- ความหนาของผนังเท่ากันตลอดความยาว
- องค์ประกอบทางเคมีของผลิตภัณฑ์จะต้องสอดคล้องกับ GOSTs ของสหพันธรัฐรัสเซียสำหรับระบบต่าง ๆ ข้อมูลนี้พบได้จากเอกสารทางเทคนิคหรือการทดสอบในห้องปฏิบัติการ

กระบวนการเตรียมการประกอบด้วยขั้นตอนต่อไปนี้:
- ตรวจสอบความสม่ำเสมอของการตัดที่ปลายท่อ - มันควรจะเท่ากับ 90 equal;
- ใบหน้าด้านและพื้นที่ 10 มม. จากนั้นจะต้องทำความสะอาดอย่างระมัดระวังจนกว่าเงาโลหะจะปรากฏขึ้น
- ร่องรอยของน้ำมัน, สนิม, สีควรถูกลบออกและลดลงบนใบหน้าปลายท่อ
สิ่งสุดท้ายที่ต้องดูแลคือการกำหนดค่าจุดสิ้นสุดที่ถูกต้อง มุมเปิดของขอบควรเป็น65ºและดัชนีความคมชัดควรเป็น 2 มม. การประมวลผลเพิ่มเติมจะบรรลุพารามิเตอร์ที่ต้องการ
งานดังกล่าวสามารถทำได้ด้วยการลบมุมเครื่องบดหน้าหรือเครื่องบด ผู้เชี่ยวชาญที่ทำงานกับท่อขนาดใหญ่ใช้เครื่องกัดหรือเครื่องตัดแก๊สและพลาสมา
กระบวนการเชื่อม
เมื่อการเตรียมการเบื้องต้นทั้งหมดอยู่ข้างหลังคุณสามารถรับงานเชื่อมได้ หากคุณไม่มีทักษะที่จำเป็นและคุณไม่เคยทำงานดังกล่าวมาก่อนอันดับแรกเราขอแนะนำให้คุณฝึกซ้อมกับท่อพิเศษเพื่อไม่ให้เสียทั้งระบบ
รายละเอียดปลีกย่อยของการเชื่อมไฟฟ้า
หากท่อกลมมีรอยเชื่อมแล้วตะเข็บบนพวกเขาจะต้องต่อเนื่อง ซึ่งหมายความว่าทันทีที่เริ่มงานจะไม่สามารถถูกขัดจังหวะได้จนกว่าจะเกิดการเชื่อมอย่างต่อเนื่อง ในกรณีที่ทำงานกับข้อต่อแบบหมุนและแบบไม่หมุนควรทำการเชื่อมท่อความร้อนด้วยการเชื่อมไฟฟ้าหลายชั้น จำนวนของพวกเขาจะขึ้นอยู่กับความหนาของผนังของท่อ

การพึ่งพาของจำนวนชั้นในพารามิเตอร์ผนังจะแสดงในปริมาณดังกล่าว:
- ทำการเชื่อม 2 ชั้นบนท่อที่มีความหนาของผนังสูงถึง 6 มม.
- หากผนังมีความหนา 6-12 มม. จะต้องมี 3 ชั้น
- ผลิตภัณฑ์อื่น ๆ ทั้งหมดความหนาของผนังที่มากขึ้นต้องใช้ตะเข็บ 4 ชั้น
นอกจากนี้ยังมีมูลค่าการพิจารณาจำนวนคุณสมบัติที่สำคัญ:
- จำเป็นต้องใช้ขั้วและกระแสใด (ค่าคงที่หรือสลับกัน) ขึ้นอยู่กับความหนาของผนังของท่อวัสดุและเปลือกอิเล็กโทรด ข้อมูลทั้งหมดควรระบุไว้ในคำแนะนำสำหรับขั้วไฟฟ้า
- ความหนาของแท่งอิเล็กโทรดมีผลต่อความแข็งแรงในปัจจุบันที่ต้องการสำหรับการเชื่อม คุณสามารถประเมินตัวบ่งชี้นี้ได้โดยการคูณความหนาของแท่งด้วย 30 หรือ 40 ดังนั้นคุณสามารถคำนวณกระแสเป็นแอมแปร์และตั้งไว้บนอุปกรณ์เชื่อม
- ความเร็วในการทำงานไม่ได้ถูกควบคุม คุณเพียงแค่ต้องทำให้แน่ใจว่าส่วนโค้งไม่คงอยู่ที่จุดหนึ่งนานเกินไปมิฉะนั้นขอบก็จะไหม้และคุณจะต้องเริ่มต้นใหม่อีกครั้ง
เพื่อความสะดวกในการทำงานของคุณก่อนที่จะเริ่มการเชื่อมท่อก๊าซด้วยการเชื่อมไฟฟ้าคุณสามารถรวบรวมข้อต่อ
เรารวบรวมการเชื่อมต่อ
กระบวนการนี้ควรดำเนินการในลำดับต่อไปนี้:
- ท่อควรได้รับการแก้ไขในอุปกรณ์รองหรืออุปกรณ์อื่น ๆ เชื่อมต่อพวกเขาแบบ end-to-end ถัดไปจะต้องแยกหัวต่อกับขั้วไฟฟ้าใน 2-3 ตำแหน่ง หากมันมีเพียง 2 คะแนนจากนั้นทำให้พวกเขาในด้านตรงข้ามของวงกลม
- ในกรณีที่มีจุดเชื่อมต่อเพียงจุดเดียวการเดือดครั้งสุดท้ายของรอยต่อจะต้องเริ่มจากด้านตรงข้าม
- โปรดทราบว่าความหนาของอิเล็กโทรดสำหรับท่อที่มีความหนาของผนังภายใน 3 มม. ควรไม่เกิน 2.5 มม.
และข้อมูลที่เป็นประโยชน์เพิ่มเติมเกี่ยวกับเทคนิคการเชื่อม

หากคุณทำงานกับท่อที่มีความหนาของผนังเกิน 4 มม. การเชื่อมต่อของพวกเขาจะดำเนินการโดยสองตะเข็บ - รากผ่านความหนาทั้งหมดของเหล็กและม้วนซึ่งเป็นลูกกลิ้งสูง 3 มม
ทำการตะเข็บแนวตั้งบนท่อที่มีขนาด 30-80 มม. การเชื่อมจะดำเนินการในสองขั้นตอน - ก่อนทำการสร้างความยาวตะเข็บและจากนั้นทุกอย่างอื่น
เมื่อคุณทำตะเข็บแนวนอนในหลาย ๆ ชั้นในแต่ละวิธีที่ตามมาอิเล็กโทรดควรเคลื่อนที่ในทิศทางตรงกันข้าม
จุดสิ้นสุด (ปราสาท) ของรอยต่อที่ทำในหลายชั้นจะต้องอยู่ในสถานที่ที่แตกต่างกัน
ทำงานกับข้อต่อแบบหมุนและคงที่
ในบรรดากฎสำหรับการทำงานดังกล่าวมีดังต่อไปนี้:
- ข้อต่อหมุนจะดำเนินการอย่างสะดวกสบายใน rotator เป็นที่พึงประสงค์ว่าความเร็วของงานและการหมุนของกลไกจะเท่ากัน
- สถานที่สัมผัสของโลหะที่มีอาร์ค (สระเชื่อม) ควรอยู่ที่30ºด้านล่างจุดบนของท่อที่ติดตั้งใน rotator โดยมีทิศทางตรงกันข้ามกับการหมุนของด้านข้าง
- งานดังกล่าวสามารถทำได้ด้วยตนเอง ในการทำเช่นนี้ทุกครั้งที่มีการหมุนท่อที่60-110ºเพื่อให้สะดวกในการทำงาน
อย่างไรก็ตามงานที่ยากที่สุดคือเมื่อคุณหมุนท่อจนถึง180º

ในกรณีนี้การเชื่อมจะดีกว่าแบ่งออกเป็น 3 ขั้นตอน:
- ก่อนอื่นพวกเขาจะเชื่อมใน 1-2 ชั้นส่วนท่อ 2/4 พร้อมรัศมีโค้งด้านนอก
- จากนั้นท่อจะแยกออกและส่วนที่เหลือของรอยต่อจะถูกเชื่อมซึ่งจะทำการแสดงชั้นทั้งหมดในครั้งเดียว
- ในตอนท้ายท่อจะหมุนอีกครั้งและชั้นที่เหลือของตะเข็บจะถูกเพิ่มเข้ากับด้านนอกของโค้ง
ข้อต่อคงที่การเชื่อมจะดำเนินการในสองขั้นตอน
วิธีการทำงานมีดังนี้:
- ท่อจะต้องแบ่งออกเป็นสองส่วนด้วยสายตา ตะเข็บในกรณีนี้จะเปิดออกทั้งแนวนอนและแนวตั้งและเพดาน
- การเชื่อมเริ่มจากจุดล่างสุดของวงกลมเลื่อนอิเล็กโทรดไปที่จุดสูงสุดอย่างราบรื่น ในทำนองเดียวกันการทำงานจะดำเนินการจากฝั่งตรงข้าม
- ในกรณีนี้ส่วนโค้งถูกทำให้สั้นความยาวเท่ากับ½ของความหนาของแกนอิเล็กโทรด
- ความสูงของรอยต่อม้วนสามารถเข้าถึงได้ 2-4 มม. ทุกอย่างขึ้นอยู่กับความหนาของผนังท่อ
ขั้นตอนสุดท้ายของการเชื่อมคือการควบคุมคุณภาพของข้อต่อ
ตรวจสอบความน่าเชื่อถือการเชื่อมต่อ
บ่อยครั้งที่คุณจะต้องควบคุมคุณภาพของการเชื่อมและความหนาแน่นของระบบด้วยตนเองโดยการตรวจสอบด้วยสายตา
ในการทำเช่นนี้ก่อนอื่นต้องทำความสะอาดรอยแยกและแตะด้วยค้อนเบา ๆ จากนั้นรอยต่อจะถูกตรวจสอบด้วยสายตาเพื่อดูว่ามีรอยแตกหรือร้าวหรือไม่หรือเป็นรอยไหม้ที่ผ่านการปรุงสุกหรือข้อบกพร่องอื่น ๆ
ขั้นตอนสุดท้ายคือการวัดความหนาของรอยต่อ ในการทำเช่นนี้คุณสามารถใช้เครื่องมือมาตรฐานเช่นเดียวกับโพรบแม่แบบและอุปกรณ์อื่น ๆ
โปรดทราบว่าจะต้องตรวจสอบการรั่วไหลของก๊าซหรือระบบน้ำด้วย เมื่อต้องการทำสิ่งนี้ให้ทำการทดสอบการไหลของของเหลวภายใต้แรงดัน
ข้อควรระวังด้านความปลอดภัยเมื่อทำงานกับเครื่องเชื่อม
จุดสำคัญในงานไฟฟ้ารวมถึงการเชื่อมท่อโลหะเป็นไปตามข้อกำหนดความปลอดภัย หากคุณละเลยพวกเขาคุณจะได้รับบาดเจ็บหลายอย่างเช่นแผลไหม้จากความร้อนที่ผิวหนังเผาไหม้ที่เรตินาด้วยแฟลชอาร์คแฟลชไฟฟ้าช็อตและอื่น ๆ

ดังนั้นก่อนเริ่มงานคุณต้องทำตามขั้นตอนต่อไปนี้:
- ตัวนำไฟฟ้าและส่วนประกอบของเครื่องเชื่อมต้องหุ้มฉนวน;
- กรณีของอุปกรณ์เชื่อมและอุปกรณ์เพิ่มเติมจะต้องต่อสายดิน
- overalls และ mittens ควรแห้งสนิท
- ใส่ Galoshes หรือวางแผ่นยางในห้องเล็ก ๆ เพื่อเป็นฉนวน
- เพื่อปกป้องดวงตาและใบหน้าของคุณสวมใส่แผ่นป้องกันเมื่อทำงาน
ผล
ดังนั้นเราจึงบอกวิธีการเชื่อมงานอุปกรณ์ไฟฟ้าบางส่วน แน่นอนว่าสำหรับงานที่จะประสบความสำเร็จคุณต้องมีทักษะการปฏิบัติบางอย่าง อย่างไรก็ตามด้วยข้อมูลที่มีอยู่ในเนื้อหาคุณจะรู้ว่าจะเริ่มฝึกได้ที่ไหน หากคุณปฏิบัติตามคำแนะนำของเราคุณจะสามารถเชื่อมท่อโลหะในระดับที่เหมาะสมได้อย่างแน่นอน
วัสดุเชื่อม 2016-04-04T01: 21: 54 + 00: 00 วิธีการเชื่อมท่อโพรไฟล์
วัสดุเชื่อม
เฟรมโลหะต่างๆทำจากท่อโพรไฟล์โดยเชื่อมเข้าด้วยกัน การใช้ผลิตภัณฑ์โลหะนั้นเป็นผลมาจากข้อได้เปรียบที่ไม่อาจปฏิเสธได้ซึ่งหลัก ๆ คือความน่าเชื่อถือความทนทานความสะดวกในการติดตั้งโครงสร้างและความเป็นไปได้ของกรอบการผลิตประเภทต่างๆและความซับซ้อน เพื่อที่จะหาวิธีเชื่อมท่อโปรไฟล์อย่างถูกต้องในการผลิตโครงสร้างเฟรมอาคารคุณจำเป็นต้องมีความรู้เกี่ยวกับโครงสร้างท่อและตัวเลือกการเชื่อม
ประเภทของโปรไฟล์ท่อและตัวเลือกการเชื่อม
การรีดโลหะประเภทนี้มีตัวเลือกมาตรฐานหลายอย่างที่แตกต่างกันไปตามขนาดของท่อชนิดของส่วนและความหนาของผนังโลหะ ขึ้นอยู่กับตัวชี้วัดเหล่านี้วิธีการที่ถูกเลือกวิธีการเชื่อมชนท่อโปรไฟล์หรือที่ 90 องศา - โดยส่วนโค้งก๊าซติดต่อหรือเชื่อมจุด การเลือกอิเล็กโทรดสำหรับเชื่อมขนาดเส้นผ่านศูนย์กลางควรจะใหญ่กว่าความหนาของผนังท่อเล็กน้อยเช่นกัน ตามกฎแล้วสำหรับการเชื่อมท่อโปรไฟล์การเชื่อมอาร์กถูกเลือกและหากผนังโลหะบางมากตัวเลือกการเชื่อมจุดจะถูกใช้
วิธีการเชื่อมท่อโพรไฟล์ที่ 90 องศา
การได้มุมฉากที่เหมาะสมที่สุดในระหว่างการเชื่อมไม่ใช่เรื่องง่ายและตามกฎแล้วมีเพียงผู้เชี่ยวชาญที่มีประสบการณ์ในการทำงานและการสังเกตเทคโนโลยีอย่างรอบคอบเท่านั้น
มีรายละเอียดปลีกย่อยของชิ้นส่วนเชื่อมที่มุม 90 องศา

เริ่มต้นด้วยท่อโปรไฟล์ที่ต้องเชื่อมเข้าด้วยกันจะถูกตัดออก

ช่างเชื่อมต้องการสถานที่ที่พร้อมสำหรับการทำงาน - พื้นผิวเรียบเพื่อให้มุมที่ถูกต้องที่ตรวจสอบแล้วไม่บิดเบือนในระนาบด้านหน้า

ในการแก้ไขมุมที่ถูกต้องคุณต้องใช้รายละเอียดเพิ่มเติม - มุม 90 องศาหรือผ้าพันคอ

การสังเกตเทคโนโลยีอย่างระมัดระวังคนที่คุ้นเคยกับการเชื่อมจะสามารถสร้างอิสระเช่นเรือนกระจกในชนบทหรือประตูโลหะ
วิธีเชื่อมก้นท่อโปรไฟล์
การเชื่อมท่อโพรไฟล์แบบก้นเป็นงานที่ง่ายกว่าเล็กน้อยที่นี่คุณไม่จำเป็นต้องจัดตำแหน่งและสังเกตองศา อย่างไรก็ตามเราไม่ควรลืมว่างานเชื่อมต้องดำเนินการตามหลักการบางอย่างโดยคำนึงถึงมาตรฐานความปลอดภัยทั้งหมด

กระบวนการนี้เกิดขึ้นในหลายขั้นตอน:
- แนบโครงสร้างกับแต่ละอื่น ๆ ใช้ตะเข็บจุดสำหรับการตรึง
- หลังจากนั้นเมื่อตรวจสอบการออกแบบที่ได้รับด้วยแบบการทำงานแล้วมันจะต้องยืดออก ตามกฎแล้วค้อนขนาดใหญ่ใช้สำหรับการนี้
- หลังจากที่ทุกส่วนของโครงสร้างได้เกิดขึ้นแล้วข้อต่อจะถูกเชื่อม
มันเป็นสิ่งสำคัญเพื่อป้องกันการเสียรูปของโครงสร้างซึ่งอาจเกิดขึ้นเนื่องจากความเครียด
ทั้งหมดสำหรับการเชื่อมในที่เดียว
โครงสร้างโลหะแบบกรอบซึ่งใช้สร้างโครงสร้างพื้นฐานที่ทันสมัยหลายอย่าง ได้แก่ ศูนย์การค้าและสำนักงานสถานที่สำหรับร้านค้าและโกดังผลิตอาคารบริหารและอุตสาหกรรมโรงงานเกษตรฟาร์มสัตว์เลี้ยงและอื่น ๆ การติดตั้งอาคารเหล่านี้เป็นไปไม่ได้หากไม่ใช้อุปกรณ์คุณภาพสูงวัสดุสิ้นเปลืองและผลิตภัณฑ์ที่เกี่ยวข้องทั้งหมด คุณสามารถค้นหาทั้งหมดนี้ได้จากแคตตาล็อกของเว็บไซต์ของเรา

