Varilno delo včasih vključuje manj truda in časa kot priprava nanj. Njihov glavni delež je sestavljanje varjene konstrukcije, med katerim je potrebno pritrditi elemente v želenem položaju. To delo zahteva pozornost mojstra, saj je od njega odvisna kakovost izdelkov.
Če po skrbnem poravnavi in \u200b\u200bnamestitvi obdelovancev struktura pade poleg dotika elektrode, bo moteče, jo boste morali zbrati na novo. Dogaja se tudi, da je element varjen, vendar ne v položaju, ki je potreben. To se lahko zgodi z neopaznim striženjem ali deformacijami po ohlajanju kovine. Zato pred začetkom varjenje Potrebno je založiti vse potrebne naprave.
Rešitev problema
Da bi se izognili takšnim napakam, se uporabljajo posebne naprave za varjenje. Omogočajo vam prihraniti čas in energijo ter zagotavljajo visoko kakovostne izdelke na izhodu. Do danes obstaja veliko mehanizmov in naprav, ki se lahko uporabljajo za varjenje. Če ljudje delajo v industrijskih pogojih, kjer je ustanovljena množična in množična proizvodnja, uporabljajo avtomatizirano in mehanizirano opremo, to mora vključevati mehanizme za polaganje, transportne naprave, tehnološke naprave za sestavljanje itd. Če mora mojster delati doma, potem lahko uporablja opremo za varjenje, kar je povsem realistično izdelati sami. Zmanjšali bodo deformacijo delov.
Izdelava sponk
Brez sponke, ki si jo lahko naredite sami, se niti en sam varilec ne bo spopadel z delom. Poleg tega to orodje pomaga pri reševanju težav med kovinskimi in mizarskimi izdelki. Ta naprava ima lahko različne možnosti - specializirane in univerzalne. V zadnjem času se je pojavila še ena sprememba, ki je z njeno uporabo lahko priskrbite silo stiskanja do 450 kg. Vendar je glavna naloga takšnih orodij popraviti praznine za povezavo med seboj.
Delo na vogalni objemki: priprava

Varilne napeljave so danes na voljo za prodajo v širokem razponu, vendar jih lahko naredite sami. Kot orodje in materiali za delo so:
- jekleni vogal;
- navojne čepke;
- oreščki
- vrtalnik;
- jeklene plošče;
- palice za vrata;
- varilnik;
- tapnite.
Delo

Pod pravim kotom je treba vogale pritrditi na jeklene plošče. Črvna struktura je pritrjena na vsaki strani z varjenjem. To je kotiček z varjeno matico ali odebelitev, v katerem bi morali odrezati nit, upoštevajoč zatiče. Hkrati je pomembno biti pozoren na potencialni obdelovanec, saj ta določa širino delovne vrzeli. Če je območje velikosti delov široko, je najbolje pripraviti več sponk.
Zatični vijak je privit v delovno matico, na koncu se nato zbere poudarek. Ta zasnova je sestavljena iz dveh kovinskih podložk različnih velikosti. Pomembno je zagotoviti, da se zaustavite na lasnem dnu. Na zadnji strani vrat mora biti luknja, v katero je nameščena jeklena palica. Nastopal bo kot vzvod. Takšne varilne napeljave so pravilno sestavljene, če jih je mogoče uporabiti za varno pritrditev jeklenih delov. Zasnova je zelo preprosta, izdelana pa je lahko iz improviziranih materialov.
Precej težka naloga je varjenje cevi na koncu. V tem primeru bo treba obdelovanca natančno usmeriti v prostor. Če je kos cevi privarjen na končni sistem, bo naloga poenostavljena. Toda ležeče obdelovance je treba variti, pri čemer se obrnite na pomoč drugih ali uporabite posebno napravo. V procesu dela je potrebno uporabiti jeklene plošče in kovinski kotiček. Polovice sponke so tradicionalno pritrjene, za to je treba uporabiti navojne čepe. Kot rezultat, bo mogoče dobiti učinkovito in preprosto zasnovo.
Izdelava oznak

Domače varilne napeljave vključujejo tudi klešče. Lahko jih naberete, a za to morate biti potrpežljivi. Za delo je treba pripraviti bakreno pikado, katere dolžina je 2 m. Njegov premer mora biti enak 30 mm. Ta obdelovanec je lahko nekoliko daljši, v tem primeru se bo mogoče upogniti. Element se upogne, da ustvari prazno podkev. Na koncih se naredijo 18 mm luknje, potem ko morate narediti zavoj in narediti rez.
Rezultat so objemke za elektrode. Dva transformatorja sta povezana vzporedno, v njih morata biti sekundarna in primarna navitja povezana neposredno. Trenutni dovod lahko prilagodite neodvisno. Takšne domače varilne napeljave je treba ohladiti in za to uporabiti vodo. S stopalko lahko odstranite elektrode.
Iz zgoraj navedenega je mogoče sklepati, da imajo klešče ročico za obračanje elektrod, transformator in tudi ročaj s potiskalnikom. Ročica drži tečaje, katerih osi so nameščene nasproti. Včasih so izdelane klešče, med potisniki katerih je vzmet. Vendar takšne naprave za varjenje cevi ni mogoče imenovati priročno. Konec koncev bo stiskanje vzmeti med vrtenjem precej težko.
Izdelava magnetnega držala

Če vas zanimajo naprave za montažo in varjenje, jih lahko naredite sami, ne da bi kupili tovarniške možnosti. To velja tudi za magnetno držalo, za katerega morate pripraviti naslednje materiale:
- pločevine;
- suha deska;
- magnetni pritrdilni elementi.
Pri pripravi kovine je treba voditi po določenih parametrih, debelina lista se lahko razlikuje od 1 do 3 mm. Ustvarjanje predloge za prihodnjo zasnovo je bolje izvesti monolitno različico, katere dimenzije bodo ustrezale potrebam poveljnika. Predlogo je treba pritrditi na pločevino in odrezati isti obdelovanec v količini 2 kosov. Pomembno je ohraniti njihovo geometrijo.
Risbe napeljav za varjenje je najbolje sestaviti sami, nekatere od njih najdete v članku. Naslednji korak na poti do napeljave bo priprava osrednjega dela magneta. Če želite to narediti, morate izrezati prazen les v obliki kovinskih plošč, vendar njegova velikost ne sme popolnoma ponoviti vzorca. 2 mm je treba odmakniti od robov. Debelina tega elementa mora biti 2 mm večja od širine magnetov.

Zunanji del izdelka je na tej stopnji pripravljen, zdaj morate ustvariti notranjo vsebino. V tem primeru bi morali začeti z magneti. Nameščene bodo med ploščami, debelina pa se lahko spreminja od 10 do 50 mm. Ko je takšna napeljava izdelana za varjenje pod kotom, je bolje uporabiti okrogle magnete, v katerih bodo v osrednjem delu luknje. Vendar pa za delo lahko uporabite druge obdelovance, ki so predhodno pripravljeni z rezanjem lukenj za pritrditev pritrdilnih elementov. Zadnji korak bo vrtanje in montaža. Jeklene plošče so na obeh straneh pritrjene z leseno odejo, v utore so pritrjeni magneti. Glede na to lahko domnevamo, da je izdelek pripravljen, ga je treba preizkusiti v praksi.
Izdelava vbodnega dna za varjenje
Če potrebujete ročne napeljave za varjenje, lahko naredite izdelavo prevodnika. Uporablja se v okvirjih in zapletenih vzorcih. Zasnova ima stožčaste nosilce, ki jih je treba postaviti ob straneh. Med njimi je pritrjena vrtljiva ravnina. Moral bi imeti nastavljive vzdolžne tramove z več vijačnimi sponkami.
V tramovih bodo nastale luknje, zato je mogoče objemke namestiti po celotni dolžini, kar bo odvisno od velikosti izdelka. Širina sestavljene konstrukcije se lahko prilagodi zaradi uvedbe žarkov in njihovega redčenja. Drsni mehanizmi opisane naprave se lahko uporabljajo kot univerzalno orodje za varjenje majhnih in velikih izdelkov. Če se odločite za uporabo nerjavečega jekla, je pomembno, da med delovanjem odpravite praske, ki se lahko pojavijo zaradi vijačnih sponk. Zato je treba slednje dopolniti z nalepkami iz klobučevine, ki so nameščene na ustnicah. Takšno napravo je mogoče sestaviti iz potrebe po dolgih vijakih in ležajih, ki so predzadnji potrebni za namestitev premičnih delov.

90-stopinjski varilni aparat
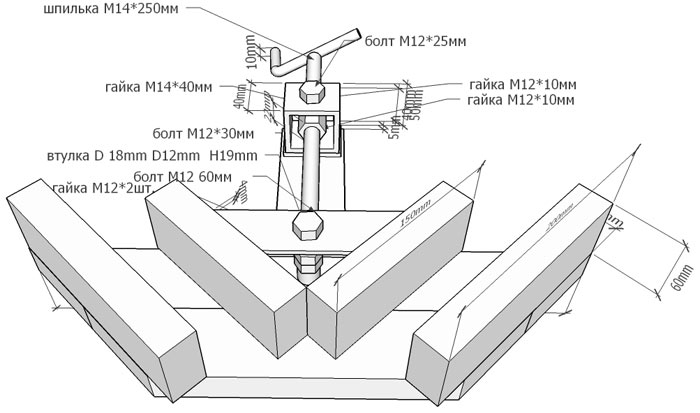
Nekatere napeljave vam omogočajo, da se izognete težavam, ko morate priključiti dele pod pravim kotom. Za izvedbo manipulacij pri sestavljanju konstrukcije je potrebno pripraviti kovinski kvadrat, vijake, matice, kos kvadratne cevi, vijak, majhen kovinski valj, vrtalnik, vrtalnik, držalo, varilni stroj.
Pri pripravi kvadrata morate upoštevati, da bo njegova stran 20 cm. Pri izbiri debelega vijaka morate dati prednost tistemu, ki ima premer 4 cm. Pri izbiri kovinskega valja morate pripraviti takšnega, ki je velikosti kemičnega svinčnika.
Metodologija dela
Pri izdelavi zgoraj omenjene naprave za varjenje z lastnimi rokami morate variti na kvadratni cevi, katere dolžina je 15 in 20 cm, jih morate namestiti v vogalih, tako da so konci cevi na različnih straneh kvadrata. Zdaj lahko začnete s proizvodnjo pomožnih delov. Če želite to narediti, je iz cevi pripravljena figura v obliki črke P, njegova dolžina naj bo 10 cm, Drugi del je izdelan iz istih cevi, vendar so elementi varjeni skupaj v obliki enakoceličnega trapeza.
Na straneh kvadrata teče enakomerni trikotnik. Nanj je privarjena figura v obliki črke U, v kateri je v sredini luknja za majhen vijak. 4-centimetrski vijak naj se prilega v vrzel med figuro in kvadratom. Na slednji je pritrjen ročaj, matica z luknjo lahko deluje. V majhnem cilindru navoj za majhne vijake. Teče vzdolž konca velikega vijaka. Na presečišču diagonale trapeza morate v obeh delih narediti luknje. Med njimi bo nameščen valjasti element, v katerem je predhodno izvedena nit.
Zaključek
Da bi olajšali varilna dela v prodaji danes, lahko najdete ogromno število napeljav in naprav. Ločeno mesto med njimi zasedajo tiste, ki se lahko izvajajo neodvisno. Glede na zgoraj predstavljene informacije je mogoče trditi, da so takšne strukture izdelane iz improviziranih materialov, vam ni treba kupovati ničesar drugega, zato morate biti potrpežljivi in \u200b\u200bpripraviti risbe.
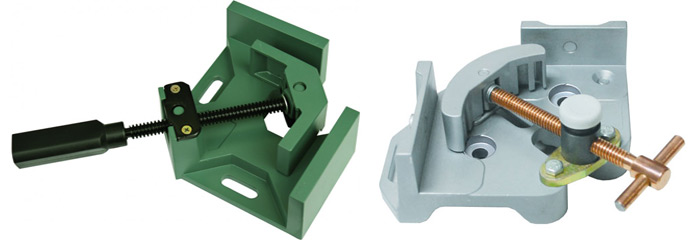
Na videz preprosto varilno delo praviloma zahteva dokaj profesionalen in odgovoren pristop. Ker za opravljanje kakovostnega in zanesljivega dela potrebujete posebno orodje. Kotna objemka za varjenje lahko postane takšno orodje, kar omogoča veliko lažje in hitrejše izvajanje varilnih del.
Kotna objemka je nekakšna univerzalna pritrditev, ki med varjenjem pritrdi obdelane površine. Takšna napeljava trdno stisne potrebne elemente pod določenim kotom in s tem naredi varjenje in obdelavo materialov bolj priročno. To je prva pomembna oprema za vsakega varilca, brez katere ni mogoče storiti, ne da bi pri delu povzročili škodo na storilnosti in izjemno neprijetnosti. Objemke so lahko različnih velikosti in oblik. Možnosti brez ključa se štejejo za posebej priročne. Na splošno za nenehno izvajanje varilnih del strokovnjaki priporočajo, da imajo niz objemk različnih konfiguracij.
Zasnova kota z vpenjanjem
Objemke so pogosto na voljo v več različicah in so zasnovane za varjenje kovinske cevi pod določenim kotom (od 30 do 90 stopinj). Izdelani so lahko v različnih oblikah, odvisno od širine cevi, njihovega števila in kota varjenja.
Posebne značilnosti katere koli kotne objemke so:
- debelina gobice - vpenjalne čeljusti so debelejše, da se poveča stopnja togosti sklepov. Kot rezultat: varjenje Med varjenjem se ne upogne;
- vpenjalni material vijakov - v postopku varjenja pogosto pride do brizganja staljenih kovinskih delcev, ki se naselijo na bližnjih površinah. Če pridejo na navojne dele, lahko pride do njihovega oprijema in posledično objemka ne bo uspela. Da bi se temu izognili, so na njih nameščeni bakreni ali bakreni vpenjalni vijaki. Baker preprečuje, da bi se brizgalke zlepile in podaljšale življenjsko dobo varilne opreme;
- delovna površina - za delo z elektrodami pod zahtevanimi koti na mestih, kjer se deli spajajo, objemka poveča delovno površino.

Sama spona je sestavljena iz premičnega elementa in glavnega okvirja. Premični del je običajno opremljen z dodatnimi posebnimi sponkami - vijakom ali ročico, ki uravnava stopnjo stiskanja delov. S premičnim elementom se nadzira razdalja med orodjem in čeljustmi.
Zaradi največje mobilnosti zasnove naprave lahko objemka drži materiale različnih velikosti in presekov. Ko uporabljate več kotnih naprav, lahko oblikujete poljubno razporeditev konstrukcij za bolj udobno in učinkovito varjenje. Večina vpenjalnih elementov je zasnovanih za varjenje materiala z največjim premerom 390 mm.
Kotna objemka za varjenje ima ročaj v obliki črke T, ki vam omogoča, da vpenjalno silo, ki nastane med delovanjem, prenesete na obdelovanec. In sponke iz litega železa med varjenjem lahko prenesejo tudi najvišjo toploto.
Izbira vpenjala kotnega tipa, je treba upoštevati vrsto načrtovanega dela. Tako se na primer G-spone običajno uporabljajo za pritrditev obdelovancev majhne debeline. Če je potrebno izvesti namestitev kovinskih izdelkov z veliko debelino, je vredno uporabiti kotno objemko v obliki črke F, opremljeno z nastavljivim vpenjalnim elementom.
Objemka se lahko namesti v vse vrste prostorov v delavnicah ali garažah na namizju z ravno površino.
Naredi sam
Večina modelov ima standardni vgradni kot 90 stopinj, na voljo pa so tudi naprave z možnostjo spreminjanja kota. Njihovi stroški na trgu so za večjo stopnjo, zato je včasih smiselno, da načrt naredite z lastnimi rokami.
Objemka kotnega tipa je po svoji zasnovi precej preprosta in za marsikoga je ne bo težko sestaviti niti doma.
Optimalni material pri izdelavi domačega spona se šteje za železo.
Za samo-izdelavo objemke morate narediti naslednje:
- Ustvarite temelje strukture - za oblikovanje osnove naprave je zaželeno uporabiti pločevino z debelino od 8 mm do 10 mm. Pritrdilni element bo vogal želene velikosti. Pritrditev delov je najbolje izvesti z električnim varjenjem, saj bo navojni pritrdilni element manj zanesljiv.
- Namestite objemko - za izdelavo vijačne spone je priporočljivo uporabiti 2 ali 3 matice, ki so varjene skupaj. V tem primeru je bolje narediti nosilec z osrednjo navojno luknjo debeline od 30 mm do 40 mm. Pritrdi se s sorniki, tako da se v primeru pretrganja niti lahko spremeni.
- Oblikujte kotiček - v kotni objemki je treba posebno pozornost posvetiti mestu vpenjalnih nosilcev. Pri varjenju morajo biti vogali idealno prilegajo drug drugemu. V ta namen je eden od vogalov privarjen na objemko, na katero se nato položi drugi vogal, pritisne in priveže na nosilec.
- Preverite gibanje baze - vzdolž stranskih površin konstrukcije je potrebno namestiti vodila, ki bodo omogočala premikanje notranje podlage objemke. Če želite to narediti, odrežite utor širine 8 mm do 10 mm vzdolž bisektorja kotne naprave.
- Izvrtajte luknje - s pomočjo vrtalnika v zgornjem dnu objemke, v katerega je nameščen vijak, ki je zategnjen z matico in podložko. Gibanje podstavkov glede na drugo mora biti prosto, zato je bolje, da nit na vijaku ne sega do glave. Glavo je mogoče namestiti tudi na podlago z nosilcem.

Med delovanjem takšne standardne različice objemke se lahko zaradi omejitve položaja naprave pod pravim kotom prej ali slej pojavi vprašanje njegove ozke osredotočenosti pri delu. To je mogoče popraviti tako, da namesto predhodno fiksiranega elementa namestite snemljivo vijačno povezavo. Kot možnost je mogoče namestiti vpenjalni nastavitveni vijak, zahvaljujoč kateremu je mogoče izbrati želeni kot z njegovo naknadno fiksacijo.
Glede na vse zgoraj navedeno je treba spomniti, da je za pridobitev profesionalnega varilnega spoja potrebno visokokakovostno orodje za poenostavitev dela in preprečevanje pojava nevezanosti in montaže.
Tema lekcije: naprave za montažo - varjenje Namen lekcije: preučevanje vrst, naprav in namenov montažnih - varilnih naprav
Glavne vrste montažnih in varilnih naprav
Vse montažne in varilne naprave lahko razdelimo na dve glavni vrsti: namestitev in pritrditev. Posebej priročni mehanizmi, ki združujejo obe funkciji.

Prilagoditvene naprave . Namestitvene napeljave so zasnovane tako, da del namestite v želeni položaj - točno v tistem, v katerem bo v končnem izdelku.

Kvadrati služijo za namestitev delov pod točno določenim kotom (90 °, 60 °, 30 °, 45 °). Koti so priročni za uporabo, katerih robovi so narejeni vrtljivo in vam omogočajo, da med njimi nastavite poljuben želeni kot.


Poudarek služijo pritrditvi delov na osnovne površine in so lahko trajni, odstranljivi ali zložljivi (tapkanje, zasukanje). Trajni zamaški, ki so običajno navadne plošče ali palice, so privarjeni ali priviti na podlago. Snemljive ali nagibne zapore so postavljene, kadar je njihova stalna prisotnost v delu strukturno nesprejemljiva.

Vzorci zasnovan za pritrditev delov, nameščenih med montažo na druge dele v tej enoti ali vzdolž podpornih kontur izdelka. V tem primeru je izdelek sam podporni element naprave.
Pritrdilne naprave .
S pritrdilnimi varilnimi elementi so deli pritrjeni, ko jih namestite v želeni položaj, da preprečite njihovo nenamerno premikanje ali deformacijo po ohlajanju. Naprave za pritrjevanje vključujejo spone, spone, spone, kravate, distančnike.

Univerzalno orodje, ki se uporablja pri skoraj vseh kovinskih delih. Za varilca je prvo pomembno orodje, ki ga je mogoče, če je le mogoče, opustiti le s ceno izjemnih nevšečnosti in na škodo produktivnosti







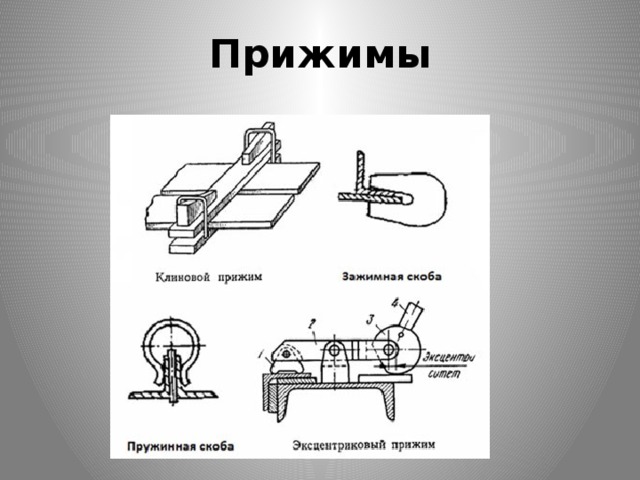


Distančniki omogočajo poravnavo robov sestavljenih delov, dajejo deli želeno obliko, odpravite lokalne pomanjkljivosti.






Magnetni kvadratki. Z njihovo pomočjo je zelo priročno priključiti dele pločevine, okvirje, stojala itd. Na želeni kot.


Objemke To so elementi, ki določajo položaj varjenega dela glede na celotno pritrdilno ploščo
Žepi (a),
Zamaški: trajni (b), odstranljivi (c) in zložljivi (g);
Namestitveni prsti in zatiči: trajni (e), odstranljivi (e); prizme toge in nastavljive (g) in vzorci (h).

Objemka vzvoda
Na osi 2 nosilca 1 sta pogonska ročica 3 in vmesna povezava 4, ki delujeta na ročico 5. Obdelovanec je vpet z omejevalnikom 6.

Pnevmatične spone v primerjavi z mehanskimi imajo številne pomembne prednosti, vključno s hitrostjo, zmožnostjo krmiljenja številnih sponk z enega mesta, možnostjo dovajanja stisnjenega zraka v spone, ki zasedajo drugačen položaj v prostoru itd. Pnevmatska spona ima določeno elastičnost, ki kompenzira deformacijo varjenih delov.

Magnetne spone se razlikujejo po hitrosti, enostavnosti in manevriranju. Uporabljajo se za poravnavo robov in jih pritiskajo proti flux blazinici
a je splošen pogled na magnet; 1 - telo magneta; 2 - jedro; 3 - dno; 4 - navijanje; 5 - stikalo; bd - vzorci aplikacij; 6 - nosilec; 7 - elektromagnetno stojalo; 8 - poudarek; 9 - vijačna spona

Sponke na hidravlični napravi. Takšne spone obstajajo, vendar se redko uporabljajo, saj je stiskalna sila takšnih sponk velika od 500 kg. na kvadratni meter.

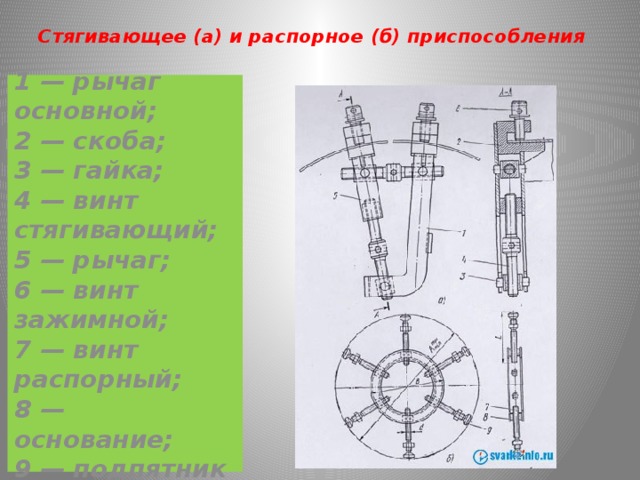
Naprave za zategovanje (a) in distančnikov (b)
1 - glavni vzvod; 2 - nosilec; 3 - matica; 4 - zatezni vijak; 5 - vzvod; 6 - vpenjalni vijak; 7 - distančni vijak; 8 - osnova; 9 - potisni ležaj



Vsak varilec ve, da se je za kakovostno delo treba nanj pravilno pripraviti. Različne varilne naprave bodo pomagale pravilno namestiti in pritrditi tako celotno konstrukcijo kot posamezne dele. Končna kakovost vašega dela je neposredno odvisna od tega. Vendar ni vedno mogoče vzeti že pripravljenih naprav ali pa je zdaj lažje narediti ali popraviti sami, kot pa nekam iskati.
- Namestitev;
- Pritrditev.
Orodje za namestitev je zasnovano za namestitev delov v popolnoma enakem položaju, v katerem bodo v končnem delu. Glede na funkcije in zasnovo jih delimo na zaustavke, kote, prizme, vzorce.
Pritrdilne naprave so zasnovane tako, da pritrdijo dele v želenem položaju, v katerih naključni premiki ali deformacije niso dovoljeni. Takšne naprave vključujejo spone, spone, spone, kravate in distančnike.
Naredite sami
Nekatera orodja, ki jih obrtnik uporablja pri varilnih delih, se pokvarijo pogosto ali imajo napačno funkcionalnost. Da, večino stvari lahko kupite v trgovini, včasih pa je to lažje storiti sami in natančno tisto, kar potrebujete.
Držala za elektrode
Če želite narediti domače držalo elektrode, morate vzeti tri kose žice premera deset centimetrov z osmimi milimetri. Dva upognite na stran (videti bo kot vilice), tako da so deli žice usmerjeni v nasprotnih smereh (levo in desno). Med njimi naj bo preostala žica, upognjena na vrh od povezave s kovinsko palico, do približno 0,5 njene dolžine. Najprej se stranski deli ujamejo z varjenjem, po katerem se nanese osrednji del, nato pa se vse na koncu zvari. Morda boste morali dodati dodatno navijanje žice, ki jo bo zaščitilo pred pregrevanjem.
Objemke
Objemka je pritrdilna naprava. Potrebo po izdelavi sami lahko povzroči nezadostna trdnost tistih modelov, ki se prodajajo v trgovinah. Na primer, pri varjenju dvovodnih ali drugih kovinskih stvari so potrebne dovolj močne spone. Trgovinski modeli morda ne prenesejo zahtevane obremenitve.
Za izdelavo boste potrebovali:
- Jeklena pločevina debeline 10 mm;
- Tri matice
- Podložke velikega premera;
- Cev z zunanjim navojem glede na velikost matic.
Postopek izdelave:
- Izrežite trak iz jeklene pločevine s stranicami 50 cm in 4 cm;
- Izrežite trak za statično držanje pod 25 cm;
- Odrežite mobilni drog dolžine 10 cm;
- Za pritrditev mobilnega dela izrežite dva 5 cm pravokotnika;
- Izrežite del, ki podpira statični del objemke (1);
- Pomožni del privijte na osnovno sponko. Med seboj morajo tvoriti črko G;
- Del varite ravno na kratkem robu (1);
- Tri matice privijte med seboj;
- Med seboj varimo podložke;
- Robove matice privijte glede na premični del, tako da vijačna palica poteka vzporedno z dnom objemke;
- Po potrebi se na gred lahko pritrdi ročaj, ki je na vrhu pritrjen z matico;
- Varilni deli na zunanjem robu;
- Vstavite med dele spone;
- Varite vzdolž notranjega roba delov s pritrditvijo palice;
- Na robu palice varite podložke.
Za montažo lahko uporabite palico iz sponke iz revije, če obstaja.
Kotna objemka, kot navadna, pritrdi dele za njihovo naknadno varjenje. Vendar pa se deli izdelka ne smejo vedno nahajati neposredno. Včasih pod kotom. V takšnih trenutkih v arzenalu varilca mora biti kotna objemka. Prodajajo se v trgovinah, vendar imajo enake pomanjkljivosti. Orodje za varjenje pod pravim kotom lahko enostavno naredite sami. Nabor materialov je enak kot pri navadnih objemkah, plus matice in klinov.

Varjenje z elektrodami brez porabe
Naprava za povezovanje kovinskih žic, sukancev ali izdelava termoelementov je pogosto pogosto izdelana neodvisno z lastnimi rokami. Vendar je treba upoštevati, da je cena končnega izdelka, kupljenega v trgovini, lahko nižja od skupne količine vseh komponent, če jih kupite. Praviloma pa lahko dele najdete tudi pri demontažah in jih je mogoče dobiti z demontažo stare opreme.
Za izdelavo naprave boste potrebovali en transformator za 20-50 V, povezovalne žice so štiri koščke (dva za povezovanje, za priključitev elektrode in za povezavo z omrežjem). Elektroda je lahko grafitna, kar je enostavno dobiti z odstranitvijo palice s svinčnika. Vse, kar se lahko temu prilagodite, je primerno za vlogo nosilca.
Sestavljanje takšnih naprav poteka po standardni shemi, ki jo je mogoče zlahka najti v različnih virih in na splošno je sestavljena iz pravilne povezave žic in pakiranja vsega tega v primeru.
Obrazložitev
Možnosti za domače varilne napeljave so lahko in imajo praktične uporabe v resničnem delu. Vendar je treba upoštevati izvedljivost izdelave samonastavljenih pritrdilnih mehanizmov ali drugih naprav. Jasno morate razumeti, kaj želite doseči: povečati trdnost, večjo togost pritrditve ali narediti najugodnejšo možnost.
Vpenjalo vam omogoča hitro kakovostno delo. In bolj priročno boste izdelali ali pobrali orodje, hitreje boste dosegli zahtevano kakovost dela.
Odvisno od vrste konstrukcije, ki se sestavlja, mora varilec stalno spremljati dimenzijsko toleranco. Sem spadajo: opazovanje enakosti diagonalov, razdalja med osi (stojala), vzdolžne in prečne ravnine, koti posameznih elementov, ki niso vključeni v glavni obod. Če zamudite katerega koli od teh kazalcev, bo oblikovanje okvarjeno in izdelek bo treba preurediti. Za hitro in enotno delo so bili izdelani praktični varilni elementi, ki zagotavljajo pritrditev konstrukcije v položaju z upoštevanjem predhodno nastavljenih dimenzij. To optimizira celoten postopek in vam omogoča, da v kratkem času izdelate bolj kakovostne izdelke.
Dirigenti so naprave za montažo in varjenje, ki se uporabljajo pri izdelavi brisačnih tračnic, zapletenih vzorcev kovanih elementov in okvirjev z vrati iz industrijskih sefov.
Kovinska konstrukcija ima na straneh dve stožčasti podpori, med katerima je pritrjena vrtljiva ravnina. Na zadnjem so nastavljivi vzdolžni nosilci, s številnimi vijačnimi sponkami. Zaradi številnih lukenj v tramovih je mogoče objemke namestiti po celotni dolžini, odvisno od velikosti izdelka. Zahvaljujoč ločitvi ali zmanjšanju samih nosilcev se regulira širina sestavljene konstrukcije.

Zahvaljujoč vodnikom za varjenje je razdalja med stranema izdelka, njegovo vzdolžno in prečno ravnino izpostavljena in zadržana takoj. Varilec preveri samo diagonalo in lahko začnete delati. Naprava se vrti, tako da je enostaven dostop do varjenja tako zunanjih kot notranjih šivov. Za pritrditev nagiba med vrtenjem se uporablja krog s številnimi luknjami na eni strani ravnine. Vanj je vstavljen poudarek. Bolj zapleteni mehanizmi vsebujejo elektromotor in menjalnik.
Drsni mehanizem vboda vam omogoča, da ga uporabite kot univerzalno orodje za varjenje velikih in majhnih izdelkov. Pri delu s nerjaveča jeklada preprečimo praske zaradi vijačnih sponk, so slednje na ustnicah opremljene z nalepkami iz filca, masa pa se oddaja neposredno na izdelek. Takšno prevodno napravo je mogoče sestaviti iz same profilne cevi. Za pritrditev gibljivih delov boste potrebovali ležaje in dolge vijake.
Vzorci
Preprostejše naprave za prav pod kotom so nameščene v obliki šablon na ravni ravnini. Natančen kot prihodnjih izdelkov je določen vnaprej. To se izvede z varjenjem zamaškov, po dva kosa na vsaki strani vogala. Element, ki ga je treba variti, je položen v šablono, narejeni so zatiči in varjenje.
"Napredne" različice predlog imajo zložljive zapore, ki olajšajo odvzem varjene konstrukcije. Tako, da izdelek ne deluje, ko je izpostavljen visoki temperaturi varilni lok, namesto zaustavkov na eni strani so dodane vijačne objemke, ki trdno pritrdijo stranice v predlogi in preprečijo, da bi se dvignile navzgor. Po varjenju se vijaki zrahljajo in struktura se prosto odvzame. Torej, lahko kotne profilne cevi, vogale z različnimi širinami polic varite. To je priročno pri izdelavi okvirjev na vratih in vratih.
Centralizatorji
Montaža ni veliko varjenja. Glavna značilnost dela s takšnimi podrobnostmi je zagotavljanje poravnave strani. Če je razlika večja od 1,5 mm, bo to opazno s prostim očesom. Za kritične izdelke, kjer je pomembna estetika, je to nesprejemljivo.

Centralizatorji zvarjene stranice združijo, pri čemer jih poravnajte v glavnem vzdolž zgornjega in spodnjega dela ali vzdolž celotnega oboda. So vijaki, katerih obseg doseže vse strani cevi, in vpenjalni - s polkrožnimi nogami. Oprema centrira cev in se izvede varjenje. Po tem se naprava odstrani.
Magnetni izumi
Zelo enostavno je postaviti strani izdelka v želeni položaj. Najenostavnejši je magnetni kvadrat. Togo pritrdi dva dela izdelka zaradi sile privlačnosti in med njim nastavi kot 90 stopinj. Obstajajo bolj univerzalne različice naprave, kjer je nastavljena drugačna stopnja. Torej lahko stranice privarite pod ostrimi in nejasnimi koti.

Še bolj vsestranski izumi magnetne frekvence vam omogočajo, da zajamete kovinski element in ga pritrdite na katero koli stran površine. To veliko pomaga, kadar tretje roke ni dovolj, ni pa nikogar, ki bi pomagal. Domača napeljava za varjenje s podobno funkcionalnostjo je lahko izdelana iz dveh kvadratov kovine 30 x 30 mm, na katere je pritrjen en magnet. Na kvadratih so privarjena "ušesa", na katera lahko s pomočjo vijaka pritrdimo dva ali več "komolcev" (kovinski trakovi z debelino stene 3 mm in dimenzije 100 x 20 mm). Tak izum se lahko upogne in vzreja, kot želite. Na eni strani se bo prilepil na glavni izdelek, na drugi pa zgrabi in drži varjeni element.
Vpenjalne in drsne naprave
Med napeljavami za varjenje je veliko majhnih pomočnikov, ki zagotavljajo pritrditev, mešanje ali ločevanje delov za varjenje. Tu so glavne.
Objemka
To je okvir v obliki črke C, na enem koncu katerega je "ustnica" za prijemanje izdelka, na drugem pa premični poudarek. Ta naprava se uporablja za vpenjanje listov na podlago v skladu s splošno ravnino izdelka. Poudarek se premika na vijaku ali mehanizmu odmikača na zobniku. Slednja možnost je bolj praktična, saj prihrani čas za drsanje pod različnimi debelinami konstrukcije. Žrelo (velikost okvirja C) je lahko majhno in veliko, odvisno od dimenzij materialov, ki jih varimo.
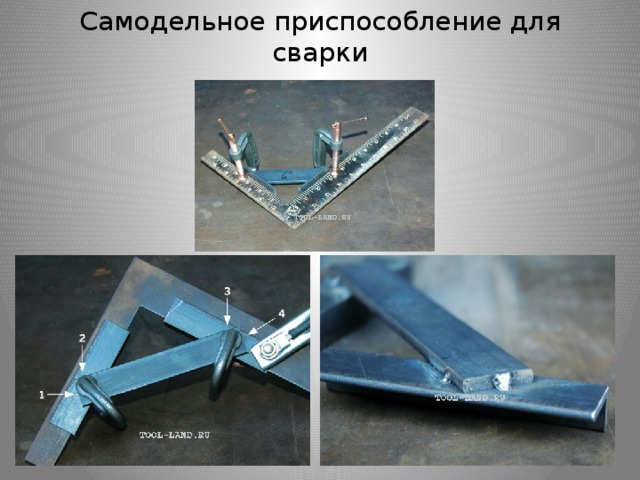
Kvadrat
Najlažji element za pomoč pri nastavitvi 90 stopinj med profilne cevi - to je kvadrat. Če se redno izvajajo manipulacije, ki zahtevajo hitro namestitev 90 stopinj in pritrditev položaja, potem lahko naredite preprost dizajn za samostojno varjenje. Potrebni sta dve objemki, katerih fiksne "ustnice" so od spodaj privarjene na kovinski trak. Na vrhu traku sta pritrjena dva majhna vogala. S pomočjo kota nastavite želeno stopnjo in jih raztresemo. To je poudarek. Vogal ni treba približati drug drugemu, tako da ostane dostop do njega filet šiv na prihodnjih izdelkih.
Distančniki
Za iztisnitev visečih strani strukture se uporabljajo razpočne naprave. To so lahko robovi stranskih listov, ki se razhajajo v ravnini, ali potopljena stran spoja velike nosilnosti. Za pripravo robov v eno ravnino se uporablja valj, znotraj katerega je razrezan velik navoj. Na njegove robove so priviti veliki vijaki, na njihovih klobukih pa so pritrjeni zamaški, ki se v obliki prilegajo notranjosti izdelka (če ima rezervoar enakomerne stene, potem so zapori ravni, če so stene rezervoarja okrogle, potem so zapori zaobljeni). Jeklenka ima več lukenj za pritrditev ročice in vrtenje. V tem primeru se vijaki odvijejo in skupna dolžina naprave se poveča. To bo potisno stran potisnilo na želeno raven. Če dolžine distančnika ni dovolj, se pod eno od postankov postavi lesen vložek.
Objemke
Včasih morate delati zelo hitro in ni časa, da izdelek pritisnete s sponkami. Če je debelina delov, ki jih je treba variti, majhna, je mogoče uporabiti objemke. To so majhni kremplji z vzmetjo, ki privlači obe polovici. Ustnice teh naprav so lahko široke ali ukrivljene za določene izdelke. Imajo majhen razpon za prilagajanje delovne širine, vendar se za razliko od sponk postavljajo v eni sekundi.
Zasloni
Ko je potrebno, da pripeljete stranice vzdolž skupne črte, da kuhate brez velike vrzeli, nato uporabite vezi. Pri ploščatih izdelkih sta to lahko dva vogala z luknjama, ki se oprimeta drug proti drugemu in zmanjšata stranice z dolgim \u200b\u200bvijakom, privijte matico. Naprava bo v celoti uresničila svoj zožilni učinek, če ima vijak dolg navoj (pod glavo). Če ima zasnova strani, za katere se lahko ujamete, se namesto varilnih vogalov uporabljajo kljuke z luknjami na vrhu.
Različni dodatki močno poenostavijo in pospešijo postopek varjenja. Če si sami sestavite te elemente, lahko prihranite nekaj denarja.

