Vsaka metoda varjenja, naj bo to plin, električni lok, mraz, stik itd., Vam omogoča, da dobite varjene spoje določene vrste.
Treba je opozoriti, da je pod pojmom sam varjeni spoj mišljen kovinski odsek, ki je bil na nek način povezan z varjenjem. Sestavni elementi katerega koli varjenega spoja so šiv, ki ga dobimo zaradi varjenja, kovinska cona, ki jo loči in je med varjenjem doživela strukturno spremembo, imenujemo jo tudi toplotno prizadeta cona, prav tako pa so tudi izdelki, ki so že v bližini te cone.
Danes se odlikuje več vrst varjenih spojev, med njimi zadnjica, ki nas zanima.
Različice varjenih spojev.
Za začetek ugotavljamo, da je treba razlikovati med pojmi zvara in zvara. Kot smo zgoraj zapisali, je šiv le del sklepa. To je območje kovine, ki se je po varjenju kristaliziralo.
Zakaj je pomembno ločiti te koncepte? Dejstvo je, da je šiv povezovalni del kovinskih delov, ima določeno geometrijsko obliko, notranje lastnosti trdnosti in kontinuitete itd. Ker so lastnosti varjenega spoja določene na podlagi lastnosti šiva in sosednjega območja.
Varjeni spoji so razvrščeni glede na obliko konjugacije kovinskih delov. Torej se običajno uporabljajo naslednje vrste:
- stranski varjeni spoj;
- v obliki črke T;
- kotna;
- konec;
- sklep v sklepu.

Upoštevajte, da so šivi različni. Varjenje v obliki odseka (prečno) je razdeljeno na rit in vogal, v vzdolžni obliki - neprekinjeno in prekinitveno. Upoštevajte, da zadnjice sklepov običajno opazimo natanko v zadnjice. Toda z vijačnimi zvari dobijo druge vrste spojev.
Značilnosti in sorte zadnjic.
Glavna značilnost spoja, ki je varjen z zadnjim delom, je lega kovinskih delov v prostoru. Pri zadnjem varjenju so deli kovine na isti ravnini ali površini. Samo varjenje se izvaja na koncih, ki so sosednji drug drugemu.
Zadnji spoji so lahko tudi različnih vrst, ki jih določa oblika varjenih robov. Torej, to so:
- neposredni, tj. varljivi robovi nimajo konic;
- V obliki črke V - robovi s pripadajočimi konicami;
- V obliki črke X - nagib robov je izdelan v obliki črke X;
- zakrivljeno - robovi imajo takšne poševnosti, ki v povezavi spominjajo na latinsko črko U.

Uporaba različnih vrst poševnih robov določa še dve vrsti zadnjic. Glede na lokacijo šiva obstajajo:
- enostranske povezave (šiv je izdelan samo na eni strani delov, ki jih je treba variti);
- dvostranski (oziroma sta dva šiva: zgoraj in spodaj).
Upoštevajte, da so pritrdilni sklepi uporabljeni za namestitev kritičnih, pomembnih struktur. To je posledica dejstva, da imajo takšne spojine najvišje mehanske lastnosti, za razliko od drugih. Po drugi strani je uporaba te vrste varjenega spoja povezana s potrebo po nadaljnji pripravi robov kovinskega izdelka.
Zadnji sklep si je poleg odličnih mehanskih lastnosti prislužil priljubljenost tudi zaradi dejstva, da je precej varčen in ima visoke zmogljivosti. Ta vrsta povezave vodi k manjši porabi kovine in časa za delo.
Uporaba različnih vrst zadnjic.
Za vsako vrsto tipov sklepov so značilne nekatere lastnosti in značilnosti, ki določajo njihovo uporabo.
Torej, ponavadi se za varjenje ne debelih pločevin kovine (do 4 milimetrov) uporablja enostranski ritni spoj, brez predhodnega poševitve robov.
Spoj brez konic je lahko dvosmeren. Ta vrsta se uporablja pri delu z deli, katerih debelina ne presega 8 milimetrov. Upoštevajte, da je treba z zadnjim sklepom brez poševitve, ne glede na lokacijo šivov, narediti majhen razmik med robovi izdelka, ki je približno en do dva milimetra.
Varilci svetujejo, da se zavzamejo za poševne robove v primerih, ko imajo deli, ki jih je treba variti, debelino 4-25 milimetrov. V tem primeru se lahko uporabi enosmerna povezava. Konice robov so lahko v obliki črke V ali redkeje v obliki črke U. Upoštevajte, da je ne glede na to, katera oblika robov je izbrana, jih je treba rahlo zatemniti.
Če ima kovinski izdelek debelino več kot 12 milimetrov in je sprejeta odločitev o dvostranski povezavi, potem je za robove bolje izbrati obliko X. Ta vrsta robov vam omogoča, da zmanjšate količino kovine, ki je potrebna za zapolnitev utora skoraj dvakrat. Kar bo seveda vplivalo na gospodarstvo in produktivnost.
Upoštevajte, da se vsaka vrsta zadnjega sklepa, oblika robov, lokacija šivov izberejo na podlagi značilnosti kovine, same strukture in želenega rezultata.
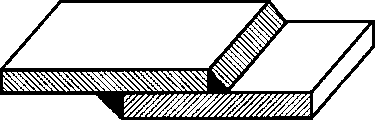
Glavne vrste varjenih spojev so zadnjica, vogalna, opornica in krilo:
- zadnjica (C) - deli so spojeni od konca do konca vzdolž končnih površin (slika 1a);
- kotna (U) - deli so nameščeni pod kotom in so povezani po robovih zunaj vogala (slika 1b);
- čaj (T)- podrobnosti tvorijo črko T (slika 1c);
- prekrivanje (N) - deli se delno prekrivajo (slika 1d).
Šivi teh spojin so označeni s črko z indeksom, ki ustreza posebnosti šiva (tabela 3). Spoji so varjeni brez stožčastih robov, s konico enega roba, s poševnikom dveh robov in v zadnjicah, s prirobnico dveh robov.


a B C D)
Slika 1 - Glavne vrste varjenih spojev:
a) zadnjica; b) kotne; c) v obliki črke t; d) krog
3 Simboli in simboli za zvare
Za vsako metodo varjenja so bili razviti standardi, ki označujejo strukturne elemente šivov, njihove pogojne slike in oznake.
Glede na naravo izvedbe so lahko šivi točkovni, prekinitveni, neprekinjeni, tj. trdna. Prekinitveni šiv je verižen ali položen.
Trdni vidni šivi varjenih spojev so prikazani s trdno glavno črto (slika 2a); medtem ko so nevidne črtkane (slika 2b). V tem primeru se stran, s katere se izvaja varjenje, vzame kot sprednja stran enostranskega šiva varjenega spoja. Za sprednjo stran dvostranskega šiva varjenega spoja z asimetrično pripravljenimi robovi vzemite tisto, s katero je varjen glavni šiv. Za sprednjo stran dvostranskega šiva s simetrično pripravljenimi robovi je mogoče vzeti katero koli stran.

Slika 2 - Pogojne slike šivov:
a) vidno; b) neviden
Vidne enojne varjene točke so ne glede na način varjenja običajno prikazane kot presekajoče se tanke čvrste črte dolžine 5 ... 10 mm (slika 2a). Nevidne posamezne pike niso prikazane na risbah.
Če je na risbi več enakih šivov, se na eno sliko nanaša legenda, vodilne črte pa se narišejo od drugih s policami (slika 3a, b).
Enakim šivom je dodeljena ena številka, ki se nanese na vodilno črto s polico, na kateri je oznaka šiva, in število šivov je prikazano (slika 3a).
Pri preostalih šivih se nad polico ali pod polico vodilne črte nanese samo številka šiva, odvisno od vidljivosti zvara (slika 3b).

Slika 3 - Pogojne slike v prisotnosti enakih šivov na risbi:
a) v eni sliki; b) za identične slike; c) poenostavljeno ali so vsi šivi na risbi enaki.
Če so vsi šivi na risbi enaki in so prikazani na eni strani (spredaj ali zadaj), jim ni dodeljena serijska številka, šivi brez oznake pa so označeni z vodilnimi črtami, brez polic (slika 3c).
Z varilne strani je potegnjena vodilna črta za označevanje zvara, po možnosti na sliki tistega dela, kjer je zvar v polni velikosti.
Na risbi simetričnega izdelka je dovoljeno označevanje šivov samo na enem delu slike.
Uporabljen je simbol šiva:
Na polici vodilne črte, narisane s slike šiva s sprednje strani (slika 3a);
Pod polico vodilne črte, narisane s slike šiva na hrbtni strani (slika 3b). V tem primeru je bolje, da na sliki vidnega šiva narišemo vodilno črto.
Vodilna črta, sestavljena iz slike šiva ali posamezne točke varjenja, se vedno konča z enosmerno puščico (slika 3). Če je zvar neviden, je enostranska puščica nameščena na vrhu vodilne črte, če je zvar neviden, na dnu (slika 3a, b).
Enake zahteve za vse šive ali skupino šivov so podane enkrat v tehničnih zahtevah ali tabeli šivov (slika 4). V tem primeru je na sliki navedena samo serijska številka zvara.

Slika 4 - Tabela šivov
Simbol za standardne varjene spoje po GOST 2.312-72 se uporablja v skladu s shemo v skladu s sliko 5.

Slika 5 - Shema standardnih simbolov zvari.
Simbol za zvarne spoje preko vezajev vključuje:
1. Pomožni znaki šiva v zaprti črti in montažnem šivu (glej tabelo 2).
2. Določitev standarda za tipe in konstrukcijske elemente varjenih spojev (na primer GOST 5264-80; glej tabelo 1).
3. Alfanumerična oznaka zvara v skladu s standardom za tipe in konstrukcijske elemente varjenih spojev (na primer C2, glej tabelo 3).
4. Simbol varilne metode v skladu s standardom za tipe in konstrukcijske elemente zvarov varjenih spojev (na primer A, vendar ne morete določiti).
Tabela 2 - Pomožni znaki za varilne šive
|
Pomen znaka |
Risba znaka pri označevanju šiva na risbi |
|
|
Šiv je presihajoč ali vložen z verižno razporeditvijo. Linijski kot 60 Vmesni ali točkovni šiv Šiv v zaprti liniji. Premer znaka - 3 ... 5 mm Odprti linijski šiv. Znak se uporabi, če je lokacija šiva razvidna iz risbe. Šiv, ki ga je treba opraviti med namestitvijo izdelka, tj. pri nameščanju v skladu z namestitveno risbo na kraju uporabe Okrepite šiv Obdelajte zvijanje in udarce v zvari z gladkim prehodom na osnovno kovino |
|

5. Znak noge zvara (izosceles desni trikotnik) in velikost noge zvara (debelina) zvara, v skladu s standardom, za vrste in konstrukcijske elemente zvarnih spojev (npr. Tabl5, tabela 3). Debelina šiva mora biti v območju od 4 mm do 1,2 debeline povezanih elementov ali enaka. Znak je izveden v trdnih tankih črtah. Višina znaka mora biti enaka višini številk, vključenih v označbo šiva.
6. Za prekinitveni šiv velikost dolžine območja, ki ga je treba variti, znak / ali Z in velikost koraka (na primer 5/40; 6 Z 70).
Za eno varjeno točko velikost izračunanega premera točke (na primer 6).
Za šiv kontaktnega točkovnega električnega varjenja ali elektro zakovice - velikost izračunanega premera točke ali elektro zakovice; znak / ali Z in velikost koraka (npr. 5/60; 4 Z 80).
Za kontaktni valjčni varilni šiv velikost izračunane širine spoja (na primer Kr-5).
Za prekinitveni šiv kontaktnega valjčnega električnega varjenja - velikost ocenjene širine šiva, pomnoževalni znak „“, dolžina odseka, ki ga je treba variti, znak / in velikost koraka (na primer 5 10/60).
Predmet, ki ga je treba variti, je položen na varilno mizo. Elektroda z njenim golim koncem je vpeta v držalo elektrode. Navdušite varilni lok dotik konca elektrode do varjenega izdelka. Obstajata dva načina za lok:
Spustite elektrodo navzdol, da pride v stik z varjeno kovino, in jo hitro potegnite na razdaljo, enako dolžini loka;
Konec elektrode prenesite na površino izdelka (saj je vžgana vžigalica).
Zahtevnost vzbujanja loka je v tem, da če konec elektrode ni dovolj hiter stran od površine izdelka, ga lahko varimo ali, kot pravijo, "zmrzne", in če se konec elektrode preveč naglo, se lok lahko zlomi in ugasne.
Po vzbujanju obloka varilec ohranja konstantno dolžino loka s počasnim spuščanjem elektrode, ko se tali. Varjenje je treba izvesti v kratkem loku: njegova dolžina ne sme presegati premera elektrode.
Pri nanašanju varilec enakomerno premika elektrodo vzdolž šiva in jo nagne na površino izdelka pod kotom 70-80 °. Hitrost vzdolžnega gibanja mora biti zadostna za taljenje osnovne kovine. Ko se elektroda hitro premika, se osnovna kovina ne topi, in ko se elektroda premika počasi, se zmogljivost varjenja zmanjša in kovina zvara se pregreje.
Prečna vibracijska gibanja so dana elektrodi, da dobi zvar določene širine. Ti premiki so lahko cikcak, polmesec, številka osem itd. Če je vzdolžno gibanje elektrode izvedeno brez prečnih vibracij, potem je širina valjčka 0,8 ... 1,5 d uh , vendar naj bo 2 ... 4.
Ko se lok zlomi, se vžge pred točko loma, na kovini, ki še ni varjena, in se nato vrne v kovino zvara, kar zagotavlja kontinuiteto valja. Po nanašanju celotnega valja je nemogoče ostro odtrgati elektrodo z dela, saj se v tem primeru na koncu valjčka oblikuje depresija - krater, v katerem se lahko pojavijo razpoke. Treba je temeljito zavreti krater, tako da se lok trikrat podvoji. Tehnika varjenja je v veliki meri odvisna od položaja šivov v prostoru. Najlažje je variti šive v spodnjem položaju, zato pri varjenju vedno namestite izdelek (del), tako da je večina zvarjev varjenih v spodnjem položaju.
Pri varjenju zadnjice v spodnjem položaju je glavna težava popolna penetracija. Obstajata dva načina za zagotovitev popolne penetracije brez tveganja povečevanja kovin:
Zavarite koren šiva (tj. Varjenje hrbtne strani šiva);
Podložno varjenje.
Preostale so blazinice, ki so med varjenjem privarjene na osnovni material, in odstranljive, ki jih odstranimo po varjenju. Preostale obloge so običajno iz jekla, odstranljive pa iz bakra.
Varnostna vprašanja : 1 Metode vzbujanja obloka. 2 Kakšna naj bo dolžina loka? 3 Kateri premiki se nanašajo na elektrodo? 4 Kje se lok vname, ko se zlomi? 5 Kako zaključiti šiv? 6 Kako zagotoviti popolno penetracijo zadnjice spodnjih šivov?
3.7 Napake pri varjenju
Okvare sklepov odkrite pri zunanjem pregledu in merjenju šivov s pomočjo šablon in merilnih instrumentov. Te napake vključujejo: a) neskladje med dejanskimi dimenzijami spojev, ki jih določa risba ali standardi; b) pretoki: c) spodrsljaji; d) neobdelani kraterji itd. Napake v obliki šivov se odstranijo z dodatnim varjenjem območij, ki oslabijo šiv (vrat, nepopolni šivi) in obdelavo odebelitev, kar zagotavlja gladke prehode na sosednje odseke šiva in na osnovno kovino.
Razpoke so najnevarnejše napake , ki se lahko pojavijo tako v samem šivu kot v vročini prizadetem območju. Odpravite razpoke z varjenjem s predhodnim rezanjem okvarjenega mesta do celotne globine razpoke.
Pore \u200b\u200bin školjke,če so v šivu v velikih količinah, zmanjšajo njegovo moč in kršijo gostoto. Če število por presega dovoljeno normo, potem je pokvarjen odsek šiva odstranjen z obdelavo (vrtanje, rezanje) in ponovno pivo.
Nekovinski vključkivplivajo na trdnost zvara kot tudi na pore. Odpravite nekovinske vključke ne toliko kot pore.
Pomanjkanje fuzijeobstajata dve vrsti: a) ne-zlivanje navadne kovine z zvarom; b) nepolnjenje s staljeno kovino celotnega rezalnega odseka (pomanjkanje prodiranja korenine zvara). Okvarjeni odseki šivov se odstranijo z obdelavo (vrtanje, rezkanje itd.) In ponovno pivo.
Varnostna vprašanja : 1 Kaj so napake v varilu? 2 Kako se izločajo?

