Dimenzije in tabela vrednosti metrične niti vam omogočajo kakovostno rezanje, ne da bi se zatekli k zapletenim matematičnim izračunom. Tabela vsebuje potrebne podatke o premeru lukenj, uporabljenem nagibu, vrtalniku itd. Vsi parametri so standardizirani, kar vam omogoča, da z lastnimi rokami pridobite visokokakovosten in zanesljiv navojni priključek.

Tabela z metričnimi nitmi fotografij
- Velika večina pritrdilnih elementov pri nas temelji na metričnih nitih;
- Kot trikotnega profila metrične niti je 60 stopinj;
- Vse velikosti so navedene v milimetrih;
- Metrično rezanje je razdeljeno na izdelke z velikimi in majhnimi koraki;
- Veliko nagib je primeren za premere 1-68 mm, majhen naklon - za premere 1-600 mm;
- Rezanje v velikem obsegu se uporablja v sklepih, ki so izpostavljeni udarnim obremenitvam;
- Fino navoje je primerno za tankostenske dele in tesne sklepe;
- Rezanje z majhnimi nitmi je postalo razširjeno pri pritrdilnih pritrdilnih elementih. To je posledica dejstva, da je z njihovo pomočjo enostavno prilagoditi parametre z visoko natančnostjo;
- Vsi sodobni stroji so zasnovani samo z metričnimi kosi.
Značilnosti in oznake
Fotografija tabele glavnih velikosti
Obstaja metrično, palčno rezanje cevi. Vsak od njih je razvrščen po več merilih:
- Smer zavojev je levo in desno;
- Oblika profila - okrogla, obstojna, trikotna itd .;
- Lokacija - zunanja, notranja;
- Narava površine in funkcije - palčni, metrični, stožčasti itd .;
- Število vnosov je eno-vnos in več vnosov.
Hkrati rezanje palcev in cevi ni tako pogosto kot metrično. V zvezi s tem pustimo palec in cevne nitiin podrobneje preučite metriko.
Niti imajo dve glavni značilnosti.
- Nominalni premer Imenujemo jih pogojne velikosti, uporabljene v zapisu. Nominalni premer je enak zunanjem premeru matice in vijaka, ki sta enaka drug drugemu.
- Višina navoja. Dimenzije nagiba navoja so enake razdalji med dvema identičnima točkama najbližjih profilov, ki sta nameščeni v isti ravnini. Opredelitev je precej zapletena, vendar je v praksi iskanje teh velikosti zelo preprosto. Če želite določiti dimenzije, morate vstaviti vijak na list papirja z visoko gostoto v njegovem jedru in izmeriti, kateri korak je med najbližjimi utori. To je korak. Na ta način določiti takšne dimenzije ni natančna metoda. Toda za zagotovitev, da so dimenzije pravilno izračunane, obstaja posebna tabela. Ta tabela vam omogoča, da preverite s svojimi izračuni ali določite zahtevane parametre, ne da bi se zatekli k meritvam ali matematičnim izračunom.
Inch, pipe in naši metrični kosi imajo določene oznake velikosti in drugih parametrov. Da tabela ne bo povzročila veliko nepotrebnih vprašanj, bomo poskušali spregovoriti o vseh nihanjih zapisov, predstavljenih v njej.
Črke in številke se uporabljajo za označevanje niti. Kot primer navoj M40. Tukaj:
- Črka M pomeni vrsto reza. M je metrična. Ona ni centimeter, pipa. Tu je vse zelo jasno;
- 40 je nominalnih premerov. Številka za črko označuje nazivne premere niti. V našem primeru je 40 mm;
- Če je navoj navoja velik, se to ne prikaže v oznaki. Določiti ga je mogoče po GOST.
Kot alternativo razmislite o primeru z majhnim korakom - M30x2.
- Tu je stanje v premerih podobno - ta številka je 30;
- Metrično rezanje, o čem nam govori črka M;
- 2 pomeni, da je nagib 2 milimetra.
In še nekaj pomembnih točk.
- Niti imajo lahko različne korake in so lahko levičarke ali desničarji.
- Desni navoj v oznakah ni naveden.
- Če vidite nekaj podobnega kot M20 LH, to kaže na levo smer niti.
- Število obiskov. Za enojno nit številka ni navedena, saj je vedno 1. Če gre za več niti, potem je poimenovanje videti nekako tako - M30x3 (P2). Tukaj v oklepajih označite višino navoja in 2 je število vnosov.
Tapnite izbiro
Pipa je glavno delovno orodje, s katerim je notranje rezanje prihodnosti navojne povezave. Ker narediti različne vrste niti z določenim korakom, za pravilno opravilo boste morali pravilno izbrati tap.
- Najprej mora mojster izbrati vrsto pipe, ki je primerna za načrtovano nit. V našem primeru govorimo o pipe za metrično rezanje;
- Nato se določi namen - korak, tolerance, oblika profila;
- Poveljnik se glede na razred natančnosti odloči, ali je mogoče storiti z eno samo pipo ali dokončati operacijo, ki jo potrebujete, da dobite komplet - osnutek in končno pipo;
- Material, na katerem se izvaja rezanje. Glavni material, iz katerega je narejena nit, je kovina. Hkrati je lahko drugačna glede na trdnost, kar neposredno določa izbiro značilnosti pipe;
- Sprednji kot ostrenja zob. Za vsako vrsto kovine obstaja določena vrednost. Če je jeklo, je kot od 5 do 10 stopinj, za baker - od 0 do 5 stopinj, v primeru aluminija - pa od 25 do 30 stopinj;
- Pipe so lahko narejene iz navadnih, jeklo z visoko trdnostjo ali iz navadne kovine, vendar s prodajalci povečane trdnosti. Slednja možnost vam omogoča, da zmanjšate stroške proizvodnje pip, vendar ohranite njihovo visoko zanesljivost;
- Ključ pri izbiri pipe je premer luknje. Na njem se bo izvedlo rezanje notranje niti;
- Poleg tega mora biti premer orodja nekoliko manjši od premera luknje. Če potrebujete metrično vrsto navoja tipa M20, to je premer pipe 20 mm, potem bo premer luknje 19 mm. Vsi zahtevani parametri so določeni s posebno standardizirano tabelo;
- Če nit nima posebnih zahtev, se uporabi standardni korak, določen v tabeli.
Odtenki rezanja
Ko se določijo premeri in drugi parametri želenega navoja in izbere sama pipa, je treba izvesti postopek rezanja.
- Obdelovanec, na katerem se izvaja rezanje, je pritrjen v primežu.
- Os luknje naj bo postavljena čim bolj pravokotno glede na namizje.
- Pipa je nameščena v vtičnici ključavnice, v navpičnem položaju se začne v prečko pod luknjo v obdelovancu.
- Z dvema rokama mojster drži gumb, pritisne pipo na del in se vrti v smeri urinega kazalca.
- Orodje je treba vrteti nežno, gladko in enakomerno, z malo pritiska.
- Naredita dva polna zavoja, po katerih se polovični obrat obrne nazaj, v nasprotni smeri urinega kazalca.
- V postopku izdelave niti se orodje nujno ohladi. Če je aluminij, se uporablja kerozin, terpentin deluje kot hladilnik za baker in emulzija za jeklene izdelke. Lito železo in bron ne potrebujeta hlajenja.
- Notranji navoj se izvaja s pomočjo pipe.
- Najprej se uporablja grobo orodje, nato srednje in zaključna dela končajo. Z izključitvijo enega od pipe ne boste pospešili postopka rezanja, sama nit pa se bo izkazala za veliko slabšo kakovost.
Teči metrični rez ni težko, če uporabljate ustrezna orodja in se zanašate na standardizirane parametre specializiranih tabel.
Tabela premerov navojnih lukenj
Niti predstavlja spiralni utor stalnega prereza, ki je narejen na zunanji (zunanji navoj) in notranji (notranji navoj) valjasti ali stožčasti površini. Uporablja se za povezovanje delov, pa tudi za pretvorbo rotacijskega gibanja v translacijsko ali obratno, v mehanizme in stroje.
Niti obstajajo enojni začetki, ki jih tvori ena vijačnica (nit), ali več zagona, ki jih tvorijo dve ali več črt.
V smeri vijačnice nit razdeljena na desno in levo.
Odvisno od velikostnega sistema nit obstajajo metrične, palčne, cevi.
V metriki rezbarenje kot trikotnega profila je 60 °, zunanji, srednji in notranji premer in nagib nit izraženo v milimetrih. Metrične niti z velikim naklonom so označene s črko in številko, ki v milimetrih izraža zunanji premer: M10, M16 in tako naprej. Navesti nit Z majhnim korakom (razdalja med zavoji) se tem podatkom doda številka, ki izraža korak nit v milimetrih: M6 × 0,6, M20 × 1,5 in podobno.
V palec rezbarenje kot trikotnega profila je 55 °, premer navoja je izražen v palcih (1 palca \u003d 2,54 cm), višina nagiba pa je število niti na palec.
Primer oznake: 1 1/4 ″ (zunanji premer) nit v palcih).
Cev nit se od palca razlikuje po tem, da njegova začetna velikost ni zunanji premer, ampak premer luknje za cev, na zunanji površini katere je razrezano nit.
Primer oznake: 3/4 ″ cev. (številke kažejo notranji premer cevi v palcih).
Rezanje nit Izvaja se na vrtalnih, stružnih in posebnih strojih za rezanje navojev (profiliranje), pa tudi ročno. Pri ročni obdelavi kovin notranje nit režemo z pipe, zunanji pa z matricami.
V skladu s tem, odvisno od profila reza nit pipe so razdeljene na tri vrste: za metrične, palčne in cevi.
Ročne (ključavničarske) pipe se ponavadi izvajajo v treh ali dveh delih. Prvi in \u200b\u200bdrugi pipa nit predhodno odrežemo, tretji pa mu dajo končno velikost in obliko.Običajno je število posameznih pik kompleta označeno s številom vzorcev na repu. Obstajajo kompleti, ki jih sestavljata dva pipa: predhodni (osnutek) in pošten. Prvo in drugo. Pipe so narejene iz ogljika in legiranega jekla visoke trdnosti.
Umiranje ali nalične plošče, oblikovane za rezanje zunanje strani nit, odvisno od zasnove, delimo na okrogle in prizmatične (drsne).
Pri rezanju niti so okrogle matrice pritrjene v posebnem držalu za vijake.
Notranja nit
Za rezanje notranjosti nit luknja se najprej pripravi s pipo. Vrtalnik prevzame nekoliko večji premer od notranjega premera potrebnega nit: če so ti premeri enaki, material, ki se med rezanjem iztisne, močno pritisne na zobe orodja. Posledično se zobje segrejejo in kovinski delci se jih držijo, nit izkazalo se bo z raztrganimi lupinicami (niti), medtem ko se pipa lahko zlomi.
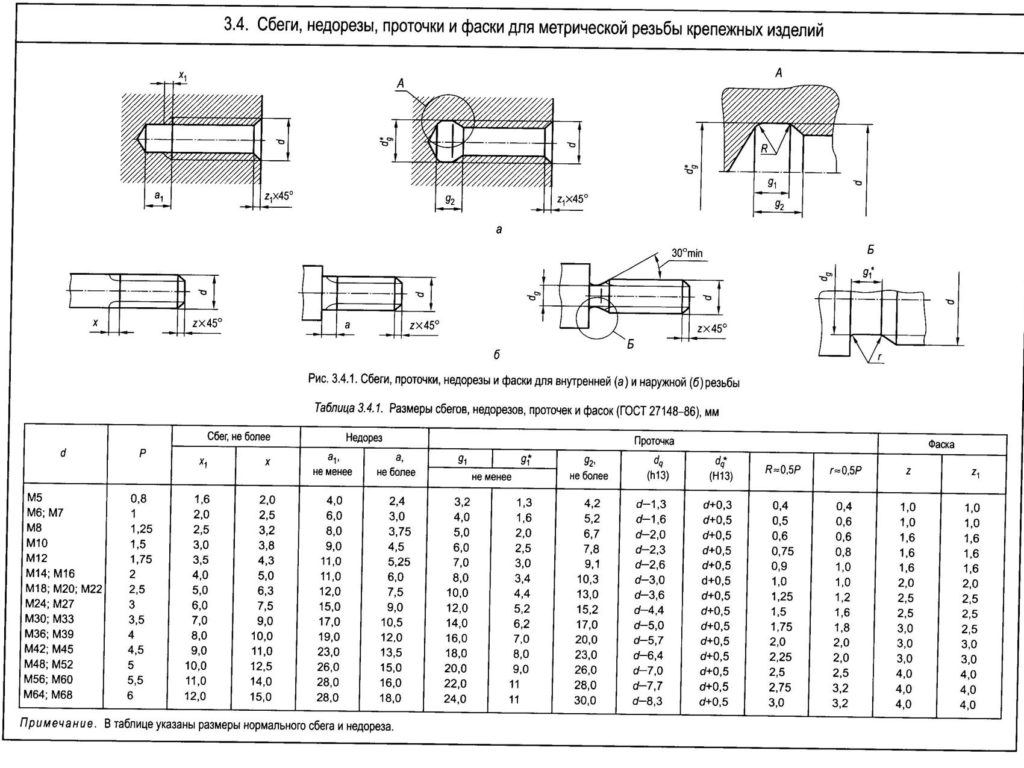
Slika prikazuje rezanje notranjega nit:
a - tap, b - rezanje nit.
Dotaknite se zasnove
1 - sesalni del;
2 - kalibracijski del;
3 - utori flavte;
4 - drog;
5 je kvadrat.

Naslednja slika prikazuje rezanje zunanje strani nit:
a - okrogla matrica, b - prizmatična (drsna) matrica, c - rezanje nit.
Ključne oznake:
d1 - notranji premer nit vijaki.
D2 - povprečni premer nit vijaki.
D1 - notranji premer nit oreščki.
D2 - povprečni premer nit oreščki.
P - korak nit.
H1 - višina profila.
d luknje - premer luknje za rezanje nit.
Da ne bi izračunali premera luknje pod
nit, lahko uporabite tabelo.
| Premer navoja v mm | D 2 \u003d d 2 v mm | D 1 \u003d d 1 v mm | P v mm | H 1 v mm | d luknje v mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
INTERSTATE STAND
METRIČNA NIT
Premeri in stopnice
Uradna izdaja
INTERSTATE SVET ZA STANDARDIZACIJO, METROLOGIJO IN CERTIFIKACIJO
ISS 21.040.10 Skupina G13
do GOST 8724-2004 (ISO 261-98) Osnovne norme medsebojne zamenljivosti. Metrika navoja. Premeri in stopnice
(ICS št. 10 iz leta 2004)
Predgovor
1, ki jih je razvil Znanstveno-raziskovalni in načrtovalni inštitut za merilne instrumente v strojništvu (OJSC "Inštitut za meritve")
2 UVODA Državni standard Rusije
3, ki ga je sprejel Meddržavni svet za standardizacijo, meroslovje in certificiranje (zapisnik št. 22 z dne 6. novembra 2002)
4 Ta mednarodni standard je isto besedilo standarda ISO 261-98, niti za splošno uporabo ISO. Premeri in stopnice v območju premerov od 1 do 300 mm ”in vsebuje dodatne zahteve, ki odražajo potrebe gospodarstva države
5 Uredba Državnega odbora Ruska federacija o standardizaciji in meroslovju z dne 23. junija 2003 št. 201 meddržavni standard GOST 8724-2002 (ISO 261-98) je začel veljati neposredno kot državni standard Ruske federacije od 1. januarja 2004
6 ZAMENJAVA GOST 8724-81
© Založba IPK Standardi, 2003
Ta standard brez dovoljenja državnega standarda Rusije ni mogoče v celoti ali delno reproducirati, podvajati in distribuirati kot uradno publikacijo na ozemlju Ruske federacije.
1 področje uporabe ............................................... ......... 1
3 Opredelitve ................................................ .............. 1
4 Izbira premerov in korakov ............................................. ....... 1
5 Oznake navojev ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
INTERSTATNI STANDARD
Osnovni standardi izmenljivosti
METRIČNA NIT
Premeri in stopnice
Osnovne norme medsebojne zamenljivosti. Metrični navojni navoji. Splošni načrt
Predstavitev Datum 2004-01-01
1 področje uporabe
Ta standard velja za metrične niti splošnega pomena s profilom po GOST 9150 in določa njihov premer od 0,25 do 600 mm in korake od 0,075 do 8 mm.
Glavne dimenzije metričnih niti so v skladu z GOST 24705.
Odstopanja navojev so v skladu z GOST 9000 in GOST 16093.
Dodatne zahteve, ki odražajo potrebe gospodarstva države, so prikazane v poševnem tisku.
GOST 9000-81 Osnovne norme medsebojne zamenljivosti. Metrični navoj za premer manj kot 1 mm. Tolerance
GOST 9150-2002 Osnovne norme medsebojne zamenljivosti. Metrika navoja. Profil
GOST 11708-82 Osnovne norme medsebojne zamenljivosti. Niti. Izrazi in definicije
GOST 16093-70 Osnovne norme medsebojne zamenljivosti. Metrika navoja. Tolerance. Clearance pristajanja
GOST 24705-81 Osnovne norme medsebojne zamenljivosti. Metrika navoja. Glavne dimenzije
3 Opredelitve
Izrazi in opredelitve - po GOST 11708.
4 Izbira premera in korakov
4.1 Premeri in koraki navojev morajo ustrezati tistim, navedenim v preglednici 1.
Pri izbiri premera niti je treba dati prednost prvi vrsti drugi, drugi pa tretji.
Uradna izdaja
| Tabela 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominalni premer navoja d \u003d D |
|||||||||||
| Nadaljevanje tabele 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominalni premer navoja d \u003d D |
||||||||||
| Konec tabele 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 navojev navojev
5.1 Simbol za velikost niti mora vsebovati: črko M, nazivni premer navoja in višino navoja, izraženo v milimetrih in ločen z "x".
Primer: M8x1.25
Večji korak pri označevanju niti je mogoče izpustiti.
Primer: M8.
5.2 Simbol za levi navoj se doda s črkami LH.
Primer M8x1 - LH
5.3 Več navojev mora biti označeno s črko M, nominalnim premerom navoja, znakom x, črkami Ph, vrednostjo navoja niti, črko P in višino tona.
Primer običajne oznake dvojnega navoja z nominalnim premerom 16 mm, hodom 3 mm in nagibom 1,5 mm:
Enako za levo nit:
M16xRMP1.5 - LH
Zaradi jasnosti lahko besedilo v oklepajih kaže število začetnih niti.
Primer: М16хРМ1.5 (dva pristopa)
5.4 Popolna oznaka navoja vključuje označitev velikosti in tolerančnih polj niti po GOST 9000 ali GOST 16093.
UDK 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Ključne besede: nit, metrična nit, prečniki, stopnice, konvencije
Urednik R.G. Goverdovskaya tehnični urednik V.N. Prusakova korektorica M.S. Kabashova Računalniška postavitev S.V. Rjabovoy
Ed. oseb. Št. 02354 z dne 14. julija 2000. Dajte v komplet dne 12. 8. 2003. Podpisano v tisku 15. septembra 2003. Service Print 1,40. Akademsko založništvo 0,65.
Naklada 1150 izvodov. C 11890.3ac786.
IPK Založba standardov, 107076 Moskva, Kolodezny per., 14. [zaščitena e-pošta]
Natipkano pri Založbi na PC Podružnica Založba standardov IPK - tip. „Moskovski tiskar“, 105062 Moskva, Lyalin per., 6.

