Yra keli vamzdynų (plieno) suvirinimo būdai. Tačiau keitiklių išvaizda pastūmėjo visus kelius, o dabar vamzdis suvirinamas kasdieniame gyvenime šiuo prietaisu. Pirma, tai yra suvirinimo proceso paprastumas, antra, prieinamumas ir aukštas saugumas. Be to, vamzdžių suvirinimo technologija nėra labai sudėtinga, svarbiausia tinkamai paruošti ir parinkti reikiamas eksploatacines medžiagas.

Suvirinimo procesas prasideda nuo paruošimo. Visų pirma, būtina, su kuo vamzdžiai bus suvirinti. Yra du atrankos kriterijai: medžiaga, iš kurios pagamintas metalinis strypas, ir danga yra medžiaga, uždengianti strypą.
Metalo vamzdžių suvirinimui naudojami lydymosi elektrodai ir nelydantys. Pirmajame šerdis išsilydo, antrame - ne. Antruoju atveju naudojama papildoma medžiaga - priedas, kuris pats užpildo suvirinimo siūlę. Praktika rodo, kad šiandien buitinėmis sąlygomis vamzdžių suvirinimas sunaudojamais elektrodais yra naudojamas dažniau. Tiesiog todėl, kad šis metodas yra paprastesnis.
Dabar, kalbant apie elektrodų padengimą. Yra keletas pozicijų, kai apsauginiam paviršiui formuoti naudojamos įvairios medžiagos.
- Rūgštus.
- Rutilo rūgštis.
- Celiuliozė.
- Rutila celiuliozė.
- Pagrindiniai.
Kiekviena pozicija turi savo privalumus ir trūkumus, todėl rinkdamiesi turite atsižvelgti į vamzdynų suvirinimo sąlygas. Tačiau tarp jų yra universalus variantas - tai yra elektrodai su pagrindine danga. Šiai kategorijai priklauso tokie elektrodų ženklai kaip SSSI, OZS, VI, EA, NIAT, OZSh ir kiti mažiau žinomi. Pradedantiesiems suvirintojams rekomenduojama suvirinti vamzdžius UONI elektrodais.
Prieš suvirindami du vamzdžius, turite suprasti, kad jų yra keli.
- kai du vamzdžiai yra priešais vienas kitą.
- Esant persidengimui, paprastai jungiami du skirtingo skersmens arba tokio paties skersmens vamzdžiai, tik vienas iš vamzdžių yra išplėstas, tai yra, jo skersmuo padidinamas mechaniškai.
- T jungtis, kai du vamzdynai sujungiami statmenomis plokštumomis.
- Kampinis sujungimas, kai jungtis padaryta mažesniu kaip 90 ° kampu.
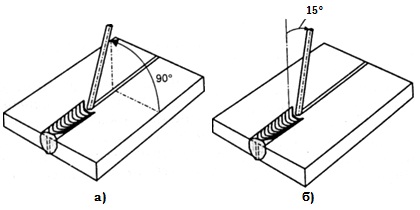
Beje, variantas Nr. 1 atrodo labai paprastas. Tačiau jame slypi paties proceso sudėtingumas. Pirma, tokią siūlę geriau virti apatinėje padėtyje, tai yra tada, kai elektrodas paduodamas iš viršaus į jungties jungtį. Antra, būtina išvirti metalą per visą sienos storį.
Ir dar keli naudingi patarimai.
- Vamzdžių ir prekių ženklų užpakaliniam suvirinimui geriausia naudoti 2-3 mm skersmens elektrodus.
- Suvirinimo režimas, tai yra, įdiegtos srovės vertė turėtų būti nuo 80 iki 100 amperų. Suvirinant juostele, srovė turi būti padidinta iki 120 A.
- Suvirinimo siūlė turi būti tokia, kad metalas pakiltų 2–3 mm virš vamzdžio plokštumos.
- (kvadratas) gaminamas su briauna. Tai yra, pirmiausia maža dalis yra privirinta iš vienos pusės, tada iš priešingos pusės, tada į kaimyninę ir tada į priešingą kaimyninę. Po to jungtys yra visiškai suvirintos. Tikslas yra užkirsti kelią vamzdžio deformacijai kaitinant.
Prieš kepdami vamzdžius elektriniu suvirinimu, jie turi būti paruošti. Tai daugiausia liečia kraštus. Čia yra seka, kaip tai padaryti.
- Patikrinama, ar geometriniai matmenys neprieštarauja dujotiekių įrengimui. Vamzdžiai, kurių sienelės yra skirtingo storio, gali būti sujungti, dėl kurių storas vamzdis negali prasiskverbti arba per plonas vamzdis gali išdegti.
- Vamzdyno kontekste turėtų būti apvalios formos, o ne ovalios ar kitokios formos. Tai tiesiog užtikrins suvirinto sujungimo kokybę ir supaprastins patį procesą.
- Vamzdžių sienose neturi būti trūkumų: įtrūkimų, raukšlių, plėtinių ir pan.
- Briauna turi būti tiesi (90 °).
- Kraštai yra apsaugoti metaliniu blizgesiu (šepečiu, švitriniu popieriumi). Išvalytos vietos ilgis yra ne mažesnis kaip 1 cm nuo krašto.
- Aliejaus ir riebalų dėmės, dažai pašalinami, galai turi būti nuriebalinti bet kokiu tirpikliu.
Ir nors SSSI elektrodai nėra kaprizingi, tai yra, net ir aprūdijusios dalys gali būti pagamintos jų pagalba, bet kokie metaliniai defektai turi įtakos siūlės kokybei. Todėl vamzdyno kraštams paruošti verta skirti šiek tiek laiko.
Plieninių vamzdžių suvirinimas
Apskrito skerspjūvio suvirinimo vamzdžiai yra ištisinė siūlė. Tai yra, jei procesas prasidėjo nuo vieno taško, tada jis turėtų pasibaigti ant jo, nenuplėšdamas elektrodo nuo suvirinimo paviršiaus. Virinant vieno skersmens didelio skersmens (daugiau nei 110 mm) vamzdžius, užpildyti siūlę neįmanoma. Todėl būtina taikyti daugiasluoksnį suvirinimą, kur sluoksnių skaičių lemia vamzdžio sienelių storis. Pavyzdžiui:
- Jei sienos storis yra 6 mm, tada pakanka dviejų metalo sluoksnių.
- 6-12 mm - suvirinimas atliekamas trimis sluoksniais.
- Daugiau kaip 12 mm - daugiau nei keturi sluoksniai.
Dėmesio! Daugiasluoksnis suvirinimas atliekamas pagal vieną reikalavimą. Prieš dengiant kitą sluoksnį, ankstesnieji turėtų atvėsti.
Vamzdyno surinkimas
Prieš suvirinant vamzdžius, norint supaprastinti užduotį, būtina surinkti suvirinimo siūlę. Tai yra, sumontuokite vamzdžius pagal surinkimo projektą, užfiksuokite juos taip, kad jie nejudėtų ir nejudėtų. Tada padaroma lipna. Tai yra tada, kai vienoje vietoje atliekamas suvirinimas taškiniu būdu, jei dujotiekis surenkamas iš didelio skersmens gaminių, tada lipnumą galima atlikti keliose vietose.
Iš esmės viskas paruošta, galite virti vamzdyną. Atrodytų, kad tai gali būti pokalbio apie suvirinimą pabaiga. Bet pradedantiesiems suvirintojams tai tik prasideda, nes suvirinimo procesas, susijęs su vamzdynų surinkimu, turi daugybę niuansų. Čia yra tik keli iš jų, kuriuos reikia priimti.
- Vamzdžiai, kurių storis didesnis kaip 4 mm, gali būti virinami su šaknies siūle, tai yra tada, kai metalas užpildo tarpą tarp kraštų iki viso gylio, ir susukamas, kai siūlės viršuje susidaro 3 mm aukščio volas.
- Jungiant 30–80 mm skersmens vamzdžius su vertikalia siūle, technologija šiek tiek skiriasi nuo siūlės apatinės vietos. Pirmiausia užpildomas 75% tūris, tada likusi vieta.
- Taikant daugiasluoksnę suvirinimo technologiją, horizontalioji siūlė yra virinama dviem sluoksniais taip, kad kita būtų dedama priešinga kryptimi nei ankstesnė.
- Apatinio sluoksnio sujungimo taškas neturėtų sutapti su tuo pačiu viršutinio sluoksnio tašku. Pilies taškas yra siūlės pabaiga (pradžia).
- Paprastai, suvirinant vamzdžius, jie turi būti visą laiką sukami. Jie tai daro rankiniu būdu, todėl jūs turite žinoti, kad optimalus sukimosi sektorius yra 60–110 °. Tiesiog šiame diapazone siūlė yra patogioje vietoje suvirintojui. Jos ilgis yra maksimalus, ir tai leidžia jums kontroliuoti siūlės jungties tęstinumą.
- Sunkiausias dalykas, pasak daugelio suvirintojų, yra nedelsiant pasukti vamzdyną 180 ° ir tuo pačiu išlaikyti kokybę suvirinti. Todėl su tokiu posūkiu rekomenduojama pakeisti suvirinimo technologiją. Tai yra, pirmiausia siūlas virinamas iki 2/3 gylio vienu ar dviem sluoksniais. Tada dujotiekis sukasi 180 °, kur siūlė visiškai užpildoma keliais sluoksniais. Tada vėl yra 180 ° posūkis, kur siūlė yra visiškai užpildyta elektrodo metalu. Beje, tokios jungtys vadinamos sukamosiomis.
- Bet taip pat yra fiksuotų jungčių, tai yra tada, kai vamzdis prie vamzdžio yra suvirinamas fiksuotoje konstrukcijoje. Jei dujotiekis yra išdėstytas horizontaliai, tada būtina virinti jungtį tarp jo dalių, padalijant ją į dvi dalis. Suvirinimas prasideda nuo apatinio taško (lubų) ir juda į viršų. Tokiu pat būdu suvirinama ir antroji jungties pusė.
Ir tai yra paskutinis vamzdžių suvirinimo technologijos žingsnis. Jis turi būti išmušamas plaktuku, kad nusileistų šlakas. Tada už prieinamumą. Jei vamzdynas suprojektuotas skysčiams ar dujoms, po surinkimo į jį įpilamas vanduo arba dujos, kad būtų patikrinta, ar nėra nuotėkio.
Suvirinimo procesas iš tikrųjų yra atsakingas įvykis. Ir tik suvirintojo patirtis gali garantuoti galutinio rezultato kokybę nuo pirmojo bandymo. Tačiau patirtis yra verslas. Mes siūlome jums žiūrėti vaizdo įrašą - kaip teisingai virti plieninius vamzdžius.
Prieš aprašydami technologiją, turite suprasti, kokie vamzdžių suvirinimo būdai egzistuoja šiuolaikinėmis sąlygomis.
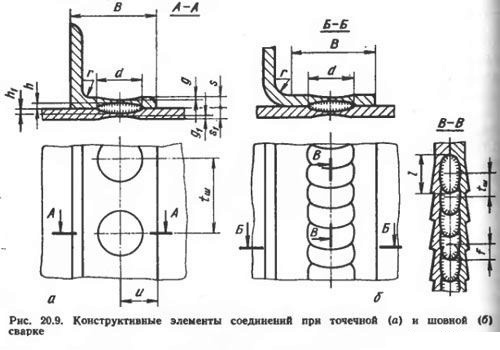
Vamzdžių ir vamzdynų dalių suvirintų jungčių tipai.
Vamzdynai yra suvirinti užpakaliu ir gali būti naudojami tiekti dujas ir skysčius. Jie veikia esant įvairiai šildymo temperatūrai ir slėgiui. Pagrindinius konstrukcinius elementus ir suvirintų jungčių tipus nustato GOST 16038-80 vario-nikelio ir vario, GOST 16037-80 - plieniniams vamzdynams. Tokie junginiai yra nurodyti GOST 5264-80 U1, juos galima rasti plieninėse kolonose, sijose, rezervuaruose ir fermose. Ypač randama inžineriniuose statiniuose, katiluose, rezervuaruose ir vamzdynuose.
Suvirintos jungtys ūmiu ir neryškiu kampu turėtų būti atliekamos pagal GOST 11534-75.
Šis standartas nustato pagrindinius su legiruoto ir anglinio plieno konstrukcijų suvirintų jungčių pagrindinius konstrukcinius elementus, tipus ir dydžius, kurie atliekami suvirinant sunaudojamąjį elektrodą, kurio suvirinto metalo storis iš viso yra iki 60 mm. erdvinės nuostatos, nurodant suvirintų dalių vietą neryškiu ar aštriu kampu. Šio standarto reikalavimų laikymasis yra privalomas.
Galime išskirti kelis suvirintų jungčių tipus: užpakalis, pynė, apvadas ir kampas. Suvirinimo tipas gali skirtis priklausomai nuo siūlės tipo. Paprastai suvirinimo siūlė turi įgaubtą arba plokščią, kartais išgaubtą paviršių. Tokios siūlės dydį nustato koja, matoma ar apskaičiuojama. Kampas ir užpakalinės siūlės yra vienašališkos ir dvišalės. Kamštienos siūlės išsiskiria kraštų paruošimo forma ir dydžiais. Ruošiant vamzdžių sujungimus suvirinimui, būtina patikrinti vamzdžio supjaustytos plokštumos statmenumą jos ašiai, pūtimo kiekį ir suvirinimo siūlės atidarymo kampą.
Šaliko aukštis ir suvirinimo ilgis suvirinant skirtingais kampais
Elektrodo kampas: a - horizontalioje plokštumoje; b- vertikalioje plokštumoje
Α 30 kampu koeficientas yra 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Pavyzdžiui: suvirinant du vamzdžius 45 ° kampu, kurių išorinis skersmuo D \u003d 520 mm, koeficiento vertė yra 2,41; tada nupjautos lazdelės dydis bus lygus 1253 mm \u003d 520 x 2,41
Norint apskaičiuoti siūlės ilgį, išorinis vamzdžio skersmuo padauginamas iš atitinkamo koeficiento:
α 30 kampu koeficientas yra 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Suvirinimo vamzdžių sienelių storio ir jų kraštų poslinkio skirtumas neturėtų viršyti 10% sienos storio ir būti ne didesnis kaip 3 mm. Tarp sujungtų atraminių elementų kraštų ir 2–3 mm atstumu turi būti vienodas atstumas.
Siūlių skirtingose \u200b\u200bpadėtyse galimybės

Elektrodo padėtis suvirinant „valtyje“: a - suvirinimas simetriškai „valtyje“; b - suvirinimas asimetriškai<лодочку>; in - elektrodo erdvinė padėtis
Kampines jungtis galima padaryti žemesnėje padėtyje. Kampinės jungtys išvirtos „asimetrinėje valtyje“ ir „simetriškoje valtyje“. Kad būtų išvengta pjūvių ir kraštų prasiskverbimo, suvirinimas „į valtį“ turėtų būti atliekamas elektrodo pagalba, ant skydelio kraštų prilaikant reikiamą skydelį. Jei filmų suvirinimo siūlai filmuojami pasvirusiu elektrodu, suvirinimas turėtų būti atliekamas „užpakaliniu kampu“. Kampinės siūlės, kurių kojos yra didesnės nei 10 mm, be pasvirimo yra padarytos vienu sluoksniu, vilkinant siūlės šaknį, skersiniais elektrodo judesiais „trikampyje“.
Filė suvirinimo siūlių jungčių suvirinimas apatinėje padėtyje atliekamas elektrodais viename sluoksnyje, kurio skersmuo yra iki 5 mm, be skersinių virpesių. Norint pasiekti kampinio sujungimo įsiskverbimą, būtina padaryti pirmąjį ritinį (šaknies kampą), kurio elektrodo skersmuo yra 3 mm, esant maksimaliai srovei, atsižvelgiant į metalo storį 95-120 A.
Prieš surenkant sujungtus vamzdžius iki 15 - 20 mm ilgio, jie nuvalomi nuo nešvarumų, rūdžių, nuosėdų ir alyvos. Neatsiejama suvirinimo dalis yra sriegiai. Virinant vamzdžius, klijavimas atliekamas 4 vietose išilgai apskritimo, kurio skersmuo iki 300 mm, vienodai su 50 mm ilgio siūle, o kiekvieno aukštis - 3-4 mm. Virinant daugiau nei 300 mm vamzdžius, lipnumo skersmuo tolygiai išdėstomas kas 250–300 mm per visą jungties perimetrą.
Esamus suvirinimo metodus galima suskirstyti į 2 grupes. Pirmajai grupei turėtų būti priskiriami suvirinimo būdai, kai kietojo metalo metalai suvirinami atliekant plastinę deformaciją, dažnai papildomai kaitinant. Antroji grupė apima lydymosi sankryžoje metodus.
Pagrindiniai suvirinimo tipai

Lankinis suvirinimas - išlydytų metalų sujungimas naudojant elektrinę lanką;
- Arka - išlydytų metalų jungtis tarpusavyje naudojant elektrinę lanką;
- Elektroslagas - metalų lydymas vyksta dėl šilumos, gaunamos dėl išlaisvintos elektros srovės, einančios per išlydytą šlaką;
- Ultragarsas - ultragarso virpesiai perduodami bangolaidžiu iš keitiklio į darbinį antgalį. Veikiant ultragarso virpesiams ir vertikaliosioms gniuždymo jėgoms, ruošiniuose atsiranda trinties jėgų, kurių pakanka suvirinimo jungčiai gauti;
- Kontaktas - spaudžiant. Sujungti ruošiniai yra užsegami elektrodais, o veikiant suvirinimo srovei kontaktinėje zonoje, vyksta stiprus ruošinių įkaitimas ir suspaudimas, kurio rezultatas yra suvirinimo jungtis;
- Lazerinis suvirinimas šviesos spinduliu, gaunamu iš specialių kietų ir dujų skleidėjų. Toks suvirinimas lazeriu gali būti atliekamas ore, atstumu nuo generatoriaus. Suvirinimas lazeriu atliekamas lazerio spinduliu, kuris šildo ir išlydo metalą. Lazerio spindulio energija sutelkta mažame plote. Pluoštas turi specifinį bangos ilgį ir dažnį, dėl kurio jį tiksliai sufokusuoja optiniai lęšiai, nes šviesos objektyvo lūžio kampas yra pastovus.
Suvirinimo lazeriu procesas - gilus metalo įsiskverbimas lazerio spinduliu - yra panašus į elektronų pluošto suvirinimo procesą. Koncentruota lazerio spinduliuotė veikia metalo paviršių, o metalui virinant ir tirpstant susidaro garų-dujų kanalas, kuris laikomas maždaug tiesiniu šildymo šaltiniu. Taigi lazerinis suvirinimas gali būti atliekamas nuo galo iki galo, papildomai nenaudojant užpildų, o tai lemia didelį proceso greitį.
Suvirinimą lazeriu geriausia padalyti į 2 tipus: taškinį ir siūlinį
Suvirinta lazerinio suvirinimo jungtis atitinka netauriųjų metalų stiprumą, o suvirintų gaminių deformacija yra minimali
Taškinis - dažniausiai naudojamas mikroelektronikoje. Taškiniu lazeriniu suvirinimu galite pasiekti aukštą tikslumą suvirinant mažiausius elementus. Tokiam suvirinimui daugiausia naudojami impulsiniai kietojo kūno lazeriai.
Tvirtas sujungimas ir patikimas mechaninis ryšys naudojamas suvirinant lataku. Siūlių suvirinimui naudojami lazeriai, kurie veikia impulsiniu ar nepertraukiamu režimu.
Lazerinis suvirinimas skiriasi nuo kitų rūšių siaurame karščio paveiktoje zonoje dėl didelio suvirinimo greičio. Suvirinta jungtis atitinka netauriojo metalo stiprumą, tuo tarpu suvirintų gaminių deformacija yra minimali. Suvirinimas lazeriu atliekamas be vakuuminių kamerų. Galite suvirinti įvairiausias medžiagas - nuo daug anglies turinčio ir legiruotojo plieno iki lydinių titano ir vario, stiklo, keramikos, plastiko ir įvairių junginių pagrindu, skirtingose \u200b\u200berdvinėse padėtyse, sunkiai pasiekiamose vietose. Taip pat galima padaryti tokio tipo jungtis, kad suvirinti tradiciniu būdu yra tiesiog neįmanoma. Taigi lazerinis suvirinimas nusipelno būti vadinamas perspektyviausia suvirinimo darbų technologija.
Suvirinimui lazeriu naudojami dviejų tipų lazeriai: kietojo kūno ir dujiniai

Kietojo kūno lazerio grandinė
Dėl mažos galios kietojo kūno lazeriai gali suvirinti tik mažas, mažo storio dalis, dažniausiai tai yra mikroelektroniniai objektai. Šiuolaikiniuose televizoriuose lazerinis suvirinimas naudojamas suvirinti sandariojo katodo vamzdžio vaizdo vamzdelį. Dujų lazeriai yra galingesni, paprastai jie naudoja CO2 + N2 + He (dujų mišinį) kaip aktyvų kūną. Dujos iš balionų pumpuojamos per dujų išleidimo vamzdį. Dujoms energijai gaminti naudojama elektrodų iškrova tarp elektrodų. Veidrodžiai dedami dujų išleidimo vamzdžio galuose. Elektrodai yra prijungti prie maitinimo. Vandens sistema vėsina lazerį.
Galingiausi yra dujų dinaminiai lazeriai. Darbe naudojamos dujos, įkaitintos iki 1000–3000 K temperatūros. Dujos, turinčios viršgarsinį greitį, išeina per „Laval“ purkštuką, po kurio įvyksta adiabatinis išsiplėtimas ir aušinimas rezonatoriaus zonoje. Tuomet sužadintos anglies dioksido molekulės patenka į žemesnį energijos lygį ir skleidžia koherentinę radiaciją.
Lazerinio suvirinimo nauda
Suvirinimą lazeriu trukdo ekonominiai sumetimai, technologiniai lazeriai vis dar brangūs, todėl lazerinio suvirinimo mastas yra kruopščiai pasirinktas. Suvirinimas lazeriu yra ekonomiškas, jei būtina žymiai padidinti našumą, nes jo greitis gali būti kelis kartus didesnis nei tradicinių metodų.
Suvirinimas lazeriu turi privalumų, kurie nėra būdingi kitiems suvirinimo būdams.. Lazerį galima išdėstyti dideliu atstumu nuo suvirinimo vietos, o tai daugeliu atvejų suteikia ekonominį efektą. Pavyzdžiui, taisant vamzdynus, nutiestus išilgai rezervuaro dugno, yra lazerinio suvirinimo įrenginys. Vežimėlis su besisukančiu veidrodžiu vamzdžio viduje juda, o lazeris yra vamzdyno sekcijos gale, siunčiant spindulį vamzdžio viduje, kuris leidžia suvirinti lazeriu, nepakeliant vamzdyno į paviršių.
Paprastai plieniniai vamzdžiai montuojami suvirinant. Tuo pačiu būdu vamzdyno sekcijos yra sujungtos, jei jungiamosios detalės pagamintos iš konstrukciniai plienai arba vamzdžiai iš aukšto lydinio lydinių. Skirtingi metalai turi skirtingas suvirinimo technologijas ir elektrodus. Virinant arba litavimo būdu, vario ir aliuminio elementai taip pat sujungiami, tačiau tam reikės specialaus argono lanko aparato, kuris gamina elektros lankas argono dujų terpėje, o aliuminio ir vario viela naudojama kaip elektrodas.
Suvirinimas taip pat tinkamas polimeriniams vamzdžiams, tačiau šiuo atveju jis yra ypatingas - termiškai veikiamas slėgio. Panašus junginys naudojamas gaminant jungiamąsias detales, kurios surenkamos iš supjaustytų vamzdžių dalių.
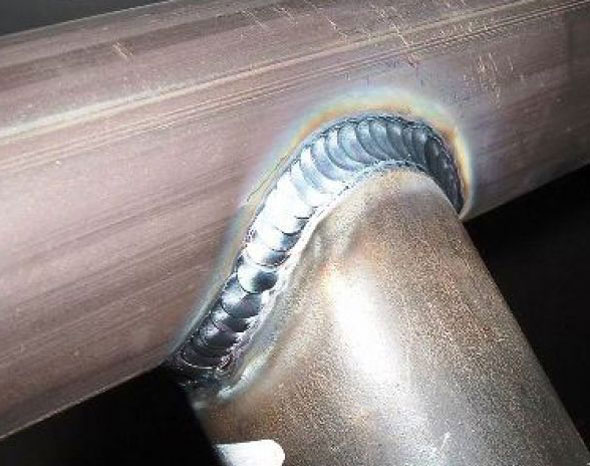
Pagrindinis norminis dokumentas, reglamentuojantis vamzdžių kampinį suvirinimą, yra GOST 16037-80. Suvirinimo vamzdynų kampinis konjugavimas atliekamas naudojant kai kurias jungčių rūšis:

Kvadratiniai vamzdžiai suvirinami pagal tas pačias taisykles.
Kampinio suvirinimo įvairovė
Visų rūšių suvirinimas, argoninis, elektrinis ar dujinis, prasideda tuo, kad reikia sureguliuoti galus. Tarpas tarp elementų turėtų būti nuo 0,5 mm iki 1,5 mm. 
Suvirinimas be pasvirimo naudojamas tik ant vamzdžių, kurių sienelių storis yra gana mažas - nuo 1 iki 6 mm. Sujungimo procesas prasideda elementų užfiksavimu taškiniu suvirinimu, o po to jie toliau koreguoja vamzdžių padėtį ir jungiamąjį žiedą suvirina išilgai išorinio krašto.
Kampinė konjugacija, turinti vienpusį galą, rodo, kad yra 50 mm kampu padaryta skiautė. Naudodami dvišalę sekciją, jums reikia dviejų briaunų 30 kampu. Tarpas leidžiamas iki 1–2 mm pirmuoju atveju ir 2–5 mm antruoju. Todėl šiais atvejais idealus elementų kraštas nėra svarbus. Tokiu būdu vamzdžiai sujungiami nuo 2 iki 20 mm storio sienelėmis. 
prie kampinis suvirinimas su pasvirimu ir profiliu, sienos storis turėtų būti nuo 6 iki 60 mm, sekcijos plotis - nuo 18 iki 48 mm. Tokių matmenų vamzdžiai yra suvirinami naudojant specialią techniką suvirinimo baseinui užpildyti.
Namų tvarkymo procese dažnai pasitaiko atvejų, kai reikia pastatyti bet kokią konstrukciją iš įprastų vamzdžių ar profilių. Dažnai šiems tikslams naudojami lengvi ir lengvai montuojami gaminiai. plastikiniai vamzdžiaitaip pat plieno gaminiai su srieginėmis tvirtinimo detalėmis. Tačiau šiame straipsnyje mes apsvarstysime, kaip tinkamai suvirinti vamzdį šildymui ar kitoms būtinoms sistemoms jūsų namuose, nes aukščiau paminėti variantai ne visada yra priimtini ir patartini.
Elektrodų pasirinkimas
Pirmas dalykas, kurio jums reikės atlikti suvirinimo darbus su šildymo vamzdžiais ar kitomis konstrukcijomis, yra elektrodai. Nuo šios suvartojamos medžiagos kokybės priklausys ne tik gautų suvirinimo siūlių patikimumas ir sistemos sandarumas, bet ir darbo atlikimo procesas.
Elektrodas suprantamas kaip plonas plieninis strypas su specialia danga, leidžiančia užtikrinti stabilų lanką vamzdžių elektrinio suvirinimo procese, dalyvaujantis suvirinimo sudaryme, taip pat neleidžiantis metalui oksiduoti.

Elektrodų klasifikacija apima šerdies ir išorinės dangos tipo atskyrimą.
Pagal šerdies tipą yra tokie elektrodai:
- Su neišnaudojamu centru. Tokių gaminių medžiaga yra grafitas, elektrinės anglys arba volframas.
- Su lydymosi centru. Šiuo atveju kaip šerdis naudojama viela, kurios storis priklauso nuo suvirinimo darbų tipo.
Kalbant apie išorinį apvalkalą, daugybė rinkoje esančių elektrodų turėtų būti suskirstyti į keletą grupių.
Taigi, aprėptis gali būti:
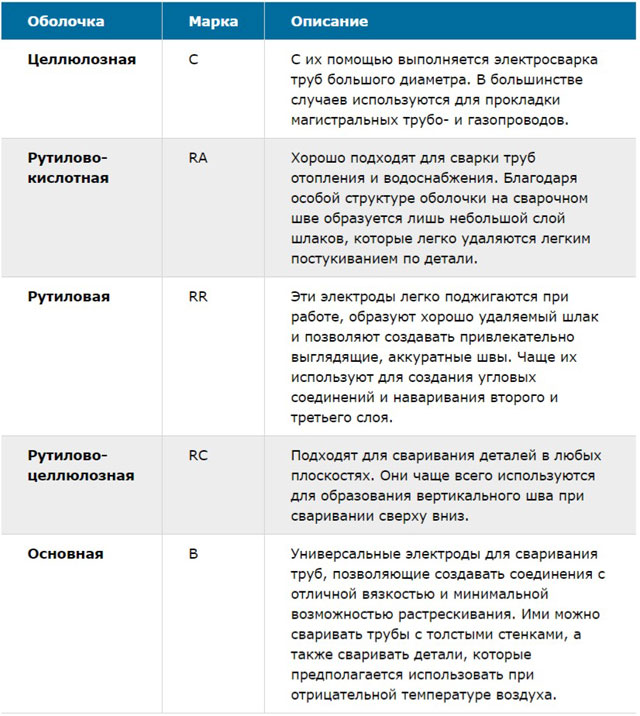
- Plaušiena (C klasė). Šie gaminiai daugiausia naudojami suvirinti dideliais skerspjūvio vamzdžiais. Pavyzdžiui, vamzdynų, skirtų gabenti dujas ar vandenį, įrengimui.
- Rutilo rūgštis (RA). Tokie elektrodai yra optimalūs suvirinant metalinius šildymo vamzdžius ar vandens vamzdžius. Tokiu atveju suvirinimas yra padengtas nedideliu šlako sluoksniu, kuris lengvai pašalinamas sriegiant.
- Rutilas (RR). Šio tipo elektrodai leidžia gauti labai tikslias suvirinimo siūles, o eksploatacijos metu susidaręs šlakas labai lengvai pašalinamas. Geriau, kai tokie elektrodai naudojami kampinių jungčių vietose arba virinant antrą ar trečią sluoksnį.
- Rutila celiuliozė (RC). Panašius elektrodus galima atlikti suvirinimo darbai absoliučiai bet kurioje plokštumoje. Visų pirma, jie labai aktyviai naudojami kuriant ilgą vertikalią siūlę.
- Pagrindinis (B). Tokius gaminius galima vadinti universaliais, nes jie tinka suvirinti storų sienų vamzdžius, detales, kurių veikimas bus atliekamas žemoje temperatūroje. Tokiu atveju susidaro plastikinė aukštos kokybės siūlė, kuri neskilinėja ir nedeformuojasi su laiku. Taip pat žiūrėkite: „“.
Prieš pradėdami dirbti, rekomenduojame pasitarti su kolegomis suvirintojais dėl to, kokio tipo elektrodus jie nori naudoti. Kiekvienu atveju tai bus skirtingi prekės ženklai, nes gali būti parduodama daugybė prekių ženklų, be to, skirtinguose miestuose.
Reikėtų pažymėti, kad yra tiesioginis ryšys tarp elektrodų kainos ir kokybės. Tai, kad pigios eksploatacinės medžiagos neleidžia tinkamai suvirinti reikiamo kokybės vamzdžių, buvo pakartotinai patikrinta praktikoje. Todėl neturėtumėte sutaupyti dėl šio išlaidų elemento, nes dėl to jie gali išaugti daug daugiau.
Suvirinimo siūlių ir vamzdžių jungčių įvairovė
Yra keletas būdų, kaip virti vamzdžius elektriniu suvirinimu:
- padėdami užpakalį nuo galo iki galo - tokiu atveju vamzdžių segmentai yra tiksliai priešais vienas kitą;
- jungtis su prekės ženklu - tai reiškia, kad statmenai statomi du vamzdžio gabalai raidės „T“ pavidalu;
- užsegimas juostele - šiame variante vienas iš vamzdžio gabalų yra deginamas taip, kad jį būtų galima nešioti ant kito;
- kampinis sujungimas - tai yra, dvi dalys dedamos 45 ° arba 90 ° kampu.

Virinant vamzdžius elektriniu suvirinimu, galima padaryti šias siūles:
- horizontalus - tokiu atveju vamzdžiai, kuriuos reikia privirinti, yra vertikaliai;
- vertikalus - tai siūlės vertikalioje vamzdžio dalyje;
- lubos - tokiu atveju elektrodas dedamas apatinėje dalies dalyje, virš darbuotojo galvos;
- apatinis - atitinkamai siūlės, kurias jums reikia sulenkti.
Atminkite, kad dirbdami su plieniniai vamzdžiai jungtis turi būti tiesi nuo galvos iki galo, privaloma doko taško virinimas išilgai gaminio sienos storio. Optimalus šiuo atveju yra apatinės sukamosios siūlės naudojimas.

- Atliekant suvirinimo darbus, elektrodas turėtų būti laikomas 45 ° ar šiek tiek mažesniu kampu, tada išlydytas metalas pateks į suvirinamą vamzdį daug mažesniu kiekiu.
- Jei jungiate prekės ženklus ar užpakalį, tada jums reikės 2-3 mm elektrodų. Tuo pačiu metu optimalus srovės stipris patikimam sistemos sandarinimui yra 80–110 amperų diapazone.
- Norint patikimai suvirinti juosmens jungtį, srovė turėtų būti padidinta iki 120 amperų, \u200b\u200bgali būti naudojami panašūs elektrodai.
- Optimalus suvirinimo siūlės aukštis turėtų būti 3 mm virš vamzdžio paviršiaus. Tik po jo pasiekimo darbas gali būti laikomas baigtu.
Atskirai verta pasilikti prie profiliuotų gaminių. Tokie vamzdžiai turi būti virinami į šoną. Tai reiškia, kad pirmiausia jie patraukia du taškus priešingose \u200b\u200bprofilio pusėse, tada pereina prie kitų dviejų taškų ir tt, kol visas vamzdis sušyla. Po to jie pradeda atlikti ištisinį suvirinimą išilgai vamzdžio perimetro.
Preliminarus darbas su dalimis
Pagal instrukcijas turi būti laikomasi šių sąlygų:
- Geometriniai dydžiai.
- Kokybės pažymėjimo buvimas, ypač jei tai yra geriamojo vandens vamzdynas.
- Tobulai apvali vamzdžio forma - neleidžiama jokių plokščių ar ovalių skerspjūvio galinių defektų.
- Tas pats sienos storis per visą ilgį.
- Produktų cheminė sudėtis turi atitikti Rusijos Federacijos GOST reikalavimus įvairioms sistemoms. Ši informacija gaunama iš techninės dokumentacijos ar laboratorinių tyrimų.

Paruošimo procesą sudaro šie etapai:
- patikrinkite pjūvio lygumą vamzdžio gale - jis turėtų būti lygus 90º;
- galinis paviršius ir 10 mm atstumas nuo jo turi būti kruopščiai išvalomi, kol pasirodys metalinis blizgesys;
- visi aliejaus, rūdžių, dažų pėdsakai vamzdžio gale turi būti pašalinti ir nuriebalinti.
Paskutinis dalykas, kuriuo reikia pasirūpinti, yra teisinga pabaigos konfigūracija. Krašto atidarymo kampas turėtų būti 65º, o neryškumo indeksas - 2 mm. Papildomas apdorojimas leis pasiekti reikiamus parametrus.
Tokį darbą galima atlikti skutikliu, veido formuotoju ar šlifuokliu. Profesionalai, dirbantys su didelio skersmens vamzdžiais, naudoja frezavimo stakles arba dujų ir plazmos pjaustytuvus.
Suvirinimo procesas
Kai visas išankstinis paruošimas pasibaigė, galite imtis suvirinimo. Jei neturite reikiamų įgūdžių ir niekada anksčiau neatlikote tokio darbo, pirmiausia rekomenduojame mankštintis ant papildomų vamzdžių gabalų, kad nesugadintumėte visos sistemos.
Elektrinio suvirinimo subtilybės
Jei suvirinti apvalūs vamzdžiai, tada siūlė ant jų turi būti ištisinė. Tai reiškia, kad vos pradėjus darbą, jo negalima pertraukti, kol nebus suformuotas ištisinis suvirinimas. Atliekant darbus su rotaciniais ir ne sukamaisiais sujungimais, šildymo vamzdžių suvirinimas elektriniu suvirinimu turėtų būti atliekamas keliais sluoksniais. Jų skaičius priklausys nuo vamzdžio sienos storio.

Sluoksnių skaičiaus priklausomybė nuo sienos parametrų išreiškiama tokiais dydžiais:
- 2 suvirinimo sluoksniai atliekami vamzdžiams, kurių sienelių storis yra iki 6 mm;
- jei sienos svyruoja per 6–12 mm storio, reikės 3 sluoksnių;
- visiems kitiems gaminiams, kurių sienelių storis yra dar didesnis, reikia uždėti 4 siūlės sluoksnius.
Be to, verta apsvarstyti keletą svarbių savybių:
- Kokį poliškumą ir srovę reikia naudoti (pastovią ar kintamą), priklausys nuo vamzdžių sienelių storio, jų medžiagos ir elektrodo apvalkalo. Visa informacija turėtų būti nurodyta elektrodų instrukcijose.
- Elektrodų strypų storis turi įtakos suvirinimui reikalingam srovės stiprumui. Šį rodiklį galite įvertinti padauginę strypo storį iš 30 arba 40. Taigi galite apskaičiuoti srovę amperais ir nustatyti ją ant suvirinimo įrangos.
- Darbo greitis nereglamentuojamas. Jums tiesiog reikia įsitikinti, kad lankas per ilgai nesilieka viename taške, kitaip kraštas sudegs ir turėsite pradėti viską iš naujo.
Norėdami palengvinti savo darbą, prieš pradėdami suvirinti dujų vamzdžiai Jungimas gali būti naudojamas suvirinant elektriniu būdu.
Mes renkame ryšius
Šis procesas turėtų būti atliekamas tokia seka:
- Vamzdžiai turėtų būti pritvirtinti atvirkštinėje dalyje ar kitame prietaise, sujungiant juos nuo galo iki galo. Toliau sankryža su elektrodu turi būti paimta 2–3 vietose. Jei tai tik 2 taškai, tada padarykite juos priešingose \u200b\u200bapskritimo pusėse.
- Jei daromas tik vienas jungties taškas, galutinis jungties virimas turi prasidėti iš priešingos pusės.
- Atkreipkite dėmesį, kad vamzdžių, kurių sienelių storis ne didesnis kaip 3 mm, elektrodo storis turėtų būti ne didesnis kaip 2,5 mm.
Ir dar keletas naudingos informacijos apie suvirinimo techniką.

Jei dirbate su vamzdžiais, kurių sienelių storis viršija 4 mm, tada jų sujungimas atliekamas dviem siūlėmis - šaknimi, einančia per visą plieno storį, ir ritiniu, kuris yra 3 mm aukščio volelis.
Atlieka vertikalios siūlės vamzdžiams, kurių skerspjūvis yra 30–80 mm, suvirinimas atliekamas dviem etapais - pirmiausia padarykite siūlės ilgį, o po to - visa kita.
Kai atliksite horizontalią siūlę keliais sluoksniais, kiekviename paskesniame artėjime elektrodas turėtų judėti priešinga kryptimi.
Siūlės galiniai (pilies) taškai, sudaryti iš kelių sluoksnių, turi būti dedami į skirtingas vietas.
Dirbkite su rotacinėmis ir fiksuotomis jungtimis
Tarp tokių darbų atlikimo taisyklių yra šios:
- Pasukamos jungtys bus lengvai atliekamos rotatoriuje. Pageidautina, kad darbo greitis ir mechanizmo sukimasis būtų vienodi.
- Metalo sąlyčio taškas su lanku (suvirinimo baseinas) turėtų būti 30º žemiau viršutinio vamzdyno taško, sumontuoto į rotatorių, priešinga šono sukimosi kryptimi.
- Tokį darbą galima atlikti ir rankiniu būdu. Norėdami tai padaryti, kiekvieną kartą vamzdis pasukamas 60-110º kampu, kad būtų patogu su juo dirbti.
Tačiau sunkiausias bus darbas, kai vamzdis pasukamas 180º.

Tokiu atveju suvirinimą geriau padalyti į 3 etapus:
- Visų pirma, jie yra suvirinami 1-2 sluoksniais 2/4 vamzdžių sekcijų išilgai išorinio lenkimo spindulio.
- Kitas vamzdis yra išvyniotas, o likusi siūlės dalis suvirinama, atliekant visus sluoksnius vienu metu.
- Pabaigoje vamzdis vėl pasisuka, o likę siūlės sluoksniai pridedami prie lenkimo išorės.
Suvirinimas fiksuotos jungtys atliekamas dviem etapais.
Darbo metodas yra toks:
- Vamzdis turi būti vizualiai padalintas į du segmentus. Siūlė tokiu atveju pasirodys tiek horizontali, tiek vertikali, tiek lubos.
- Suvirinimas prasideda nuo apatinio apskritimo taško, sklandžiai perkeliant elektrodą į viršutinį tašką. Tuo pačiu būdu darbas atliekamas iš priešingos pusės.
- Tokiu atveju lankas padaromas trumpas, ilgis lygus ½ elektrodo šerdies storio.
- Ritinės siūlės aukštis gali siekti 2–4 mm, viskas priklauso nuo vamzdžio sienos storio.
Paskutinis suvirinimo etapas yra siūlių kokybės kontrolė.
Ryšio patikimumo patikrinimas
Dažnai vizualiai apžiūrėdami turėsite patys kontroliuoti suvirinimo kokybę ir sistemos sandarumą.
Norėdami tai padaryti, pirmiausia siūlę reikia išvalyti nuo šlako ir bakstelėkite ją lengvu plaktuku. Tada pati siūlė vizualiai apžiūrima, ar joje nėra skaldos, įpjovimų ar įtrūkimų, blogai paruoštų gabaliukų ar perdegimų, taip pat kitų defektų.
Paskutinis žingsnis - išmatuoti siūlės storį. Norėdami tai padaryti, galite naudoti standartinius instrumentus, taip pat zondus, šablonus ir kitus prietaisus.
Atkreipkite dėmesį, kad dujų nuotėkio ar vandens sistemoje taip pat reikia patikrinti, ar nėra nuotėkio. Norėdami tai padaryti, atlikite bandomąjį skysčio slėgį.
Saugos priemonės dirbant su suvirinimo aparatu
Svarbus dalykas atliekant bet kokius elektrinius darbus, įskaitant metalinių vamzdžių suvirinimą, yra saugos taisyklių laikymasis. Jei jų nepaisysite, galite gauti įvairių sužalojimų, tokių kaip šiluminis odos nudegimas, tinklainės nudegimas lanko blykste, elektros smūgiai ir kita.

Todėl prieš pradėdami dirbti turite atlikti šiuos veiksmus:
- laidūs laidininkai ir suvirinimo aparatų komponentai turi būti izoliuoti;
- suvirinimo įrangos ir papildomų įtaisų korpusas turi būti įžemintas;
- kombinezonai ir kumštinės pirštinės turi būti visiškai sausi;
- padėkite ant galųšelių arba padėkite guminį kilimėlį mažoje patalpoje, kad galėtumėte papildomai izoliuoti;
- norėdami apsaugoti akis ir veidą, darbo metu reikia dėvėti apsauginį skydą.
Santrauka
Taigi mes iš dalies papasakojome, kaip atlikti elektrinių įrenginių suvirinimo darbus. Žinoma, kad darbas būtų sėkmingas, turite turėti tam tikrų praktinių įgūdžių. Tačiau dėka medžiagos, esančios medžiagoje, jūs žinosite, kur pradėti praktikuoti. Jei laikysitės mūsų rekomendacijų, neabejotinai galėsite suvirinti metalinius vamzdžius tinkamu lygiu.
Suvirinimo medžiagos 2016-04-04T01: 21: 54 + 00: 00 Kaip suvirinti profilio vamzdžius
Suvirinimo medžiagos
Įvairūs metaliniai rėmai gaminami iš profilio vamzdžių juos virinant. Metalo gaminių naudojimas yra susijęs su jų neginčijamais pranašumais, iš kurių pagrindiniai yra patikimumas, ilgaamžiškumas, konstrukcijų montavimo paprastumas ir galimybė gaminti įvairaus tipo ir sudėtingumo rėmus. Norint išsiaiškinti, kaip teisingai suvirinti profilio vamzdį gaminant statybines karkasines konstrukcijas, būtina turėti tam tikrų žinių apie vamzdžių konstrukciją ir suvirinimo galimybes.
Profilinių vamzdžių tipai ir suvirinimo galimybės
Šis metalo valcavimo būdas turi keletą standartinių variantų, kurie skiriasi paties vamzdžio dydžiu, sekcijos tipu ir metalinių sienų storiu. Atsižvelgiant į šiuos rodiklius, pasirenkamas metodas, kaip suvirinti profilio vamzdžio užpakalį arba 90 laipsnių kampu - lankiniu, dujiniu, kontaktiniu ar taškiniu suvirinimu. Taip pat svarbu pasirinkti suvirinimo elektrodą, kurio skersmuo turėtų būti šiek tiek didesnis nei vamzdžio sienos storis. Paprastai suvirinimo profilio vamzdžiams lankinis suvirinimaso jei metalinė siena yra labai plona, \u200b\u200bnaudojamas taškinio suvirinimo variantas.
Kaip suvirinti profilio vamzdį 90 laipsnių kampu
Gauti idealų stačiakampį suvirinimo metu nėra lengva užduotis, ir paprastai tai gali padaryti tik profesionalai, turintys tokio darbo patirtį ir atidžiai stebintys technologijas.
Yra keletas suvirinimo dalių subtilybių 90 laipsnių kampu.

Pirmiausia nupjaunami profilio vamzdžiai, kuriuos reikia suvirinti.

Suvirintojui reikalinga įrengta vieta darbui - lygus paviršius, kad patikrintas stačiakampis neiškreiptų priekinės plokštumos.

Norint pritvirtinti lygų stačiakampį, būtina naudoti papildomą informaciją - 90 laipsnių kampą arba rankogalius.

Atidžiai stebėdamas tam tikrą technologiją, asmuo, susipažinęs su suvirinimu, galės savarankiškai pasigaminti, pavyzdžiui, lauko šiltnamį ar metalinius vartus.
Kaip suvirinti profilio vamzdžio užpakalį
Profilinio vamzdžio suvirinimas užpakaliu yra šiek tiek paprastesnis uždavinys, nereikia jo lyginti ir stebėti kampo laipsnio. Tačiau neturėtume pamiršti, kad suvirinimo darbai turi būti atliekami laikantis tam tikrų principų, atsižvelgiant į visus saugos standartus.

Pats procesas vyksta keliais etapais:
- Pritvirtinkite konstrukcijas viena prie kitos, pritvirtinkite taškinėmis siūlėmis.
- Po to, patikrinę gautą projektą su darbo brėžiniais, jis turi būti ištiesintas. Paprastai tam naudojamas koto plaktukas.
- Po to, kai visos konstrukcijos dalys užims savo vietą, jungtys suvirinamos.
Svarbu užkirsti kelią konstrukcijos deformacijai, kuri gali atsirasti dėl streso.
Viskas suvirinimui vienoje vietoje
Karkasinės metalinės konstrukcijos, iš kurių statomi įvairūs šiuolaikinės infrastruktūros objektai, yra prekybos ir biurų centrai, patalpos gamybinėms parduotuvėms ir sandėliams, administraciniai ir pramoniniai pastatai, žemės ūkio patalpos, gyvūnų aptvarai ir kt. Visų šių pastatų įrengti neįmanoma, nenaudojant aukštos kokybės įrangos, eksploatacinių medžiagų ir visų susijusių gaminių. Visa tai galite rasti mūsų svetainės kataloge.

