ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವು ಕೆಲವೊಮ್ಮೆ ತಯಾರಿಗಾಗಿ ಕಡಿಮೆ ಶ್ರಮ ಮತ್ತು ಸಮಯವನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಅವುಗಳ ಮುಖ್ಯ ಪಾಲು ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಜೋಡಣೆಯಾಗಿದೆ, ಈ ಸಮಯದಲ್ಲಿ ಅಗತ್ಯವಾದ ಸ್ಥಾನದಲ್ಲಿ ಅಂಶಗಳನ್ನು ಸರಿಪಡಿಸುವುದು ಅವಶ್ಯಕ. ಈ ಕೆಲಸಕ್ಕೆ ಮಾಸ್ಟರ್\u200cನಿಂದ ಗಮನ ಬೇಕು, ಏಕೆಂದರೆ ಉತ್ಪನ್ನಗಳ ಗುಣಮಟ್ಟವು ಅದರ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.
ಒಂದು ವೇಳೆ, ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಜೋಡಿಸಿ ಮತ್ತು ಸ್ಥಾಪಿಸಿದ ನಂತರ, ರಚನೆಯು ವಿದ್ಯುದ್ವಾರದ ಸ್ಪರ್ಶದಿಂದ ಬೇರ್ಪಟ್ಟರೆ, ಅದು ಕಿರಿಕಿರಿ ಉಂಟುಮಾಡುತ್ತದೆ, ನೀವು ಅದನ್ನು ಮತ್ತೆ ಸಂಗ್ರಹಿಸಬೇಕಾಗುತ್ತದೆ. ಅಂಶವು ಬೆಸುಗೆ ಹಾಕಲ್ಪಟ್ಟಿದೆ, ಆದರೆ ಅಗತ್ಯವಿರುವ ಸ್ಥಾನದಲ್ಲಿಲ್ಲ. ಲೋಹದ ತಂಪಾಗಿಸಿದ ನಂತರ ಅಗ್ರಾಹ್ಯ ಬರಿಯ ಅಥವಾ ವಿರೂಪತೆಯೊಂದಿಗೆ ಇದು ಸಂಭವಿಸಬಹುದು. ಅದಕ್ಕಾಗಿಯೇ ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಸಾಧನಗಳಲ್ಲಿ ಸಂಗ್ರಹಿಸುವುದು ಅವಶ್ಯಕ.
ಸಮಸ್ಯೆ ಪರಿಹಾರ
ಅಂತಹ ದೋಷಗಳನ್ನು ತಪ್ಪಿಸಲು, ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿಶೇಷ ಸಾಧನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಸಮಯ ಮತ್ತು ಶಕ್ತಿಯನ್ನು ಉಳಿಸಲು ಅವು ನಿಮಗೆ ಅವಕಾಶ ಮಾಡಿಕೊಡುತ್ತವೆ, ನಿರ್ಗಮನದಲ್ಲಿ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಉತ್ಪನ್ನಗಳನ್ನು ಒದಗಿಸುತ್ತವೆ. ಇಲ್ಲಿಯವರೆಗೆ, ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಅನೇಕ ಕಾರ್ಯವಿಧಾನಗಳು ಮತ್ತು ಸಾಧನಗಳನ್ನು ಬಳಸಬಹುದು. ಸಾಮೂಹಿಕ ಮತ್ತು ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಯನ್ನು ಸ್ಥಾಪಿಸಿದ ಕೈಗಾರಿಕಾ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಜನರು ಕೆಲಸ ಮಾಡಿದರೆ, ಅವರು ಸ್ವಯಂಚಾಲಿತ ಮತ್ತು ಯಾಂತ್ರಿಕೃತ ಸಾಧನಗಳನ್ನು ಬಳಸುತ್ತಾರೆ, ಇದು ಹಾಕುವ ಕಾರ್ಯವಿಧಾನಗಳು, ಸಾರಿಗೆ ಸಾಧನಗಳು, ತಾಂತ್ರಿಕ ಜೋಡಣೆ ಸಾಧನಗಳು ಇತ್ಯಾದಿಗಳನ್ನು ಒಳಗೊಂಡಿರಬೇಕು. ಮಾಸ್ಟರ್ ಮನೆಯಲ್ಲಿ ಕೆಲಸ ಮಾಡಬೇಕಾದರೆ, ನಂತರ ಅವುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳನ್ನು ಬಳಸಬಹುದು, ಅದು ಸ್ವಂತವಾಗಿ ಮಾಡಲು ಸಾಕಷ್ಟು ವಾಸ್ತವಿಕವಾಗಿದೆ. ಅವರು ಭಾಗಗಳ ವಿರೂಪವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತಾರೆ.
ಕ್ಲ್ಯಾಂಪ್ ತಯಾರಿಕೆ
ಕ್ಲ್ಯಾಂಪ್ ಇಲ್ಲದೆ, ನೀವೇ ತಯಾರಿಸಬಹುದು, ಯಾವುದೇ ವೆಲ್ಡರ್ ಕೆಲಸವನ್ನು ನಿಭಾಯಿಸಲು ಸಾಧ್ಯವಾಗುವುದಿಲ್ಲ. ಇದಲ್ಲದೆ, ಲೋಹದ ಕೆಲಸ ಮತ್ತು ಮರಗೆಲಸದ ಸಮಯದಲ್ಲಿ ಸಮಸ್ಯೆಗಳನ್ನು ಪರಿಹರಿಸಲು ಈ ಉಪಕರಣವು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಈ ಸಾಧನವು ವಿಭಿನ್ನ ಆಯ್ಕೆಗಳನ್ನು ಹೊಂದಬಹುದು - ವಿಶೇಷ ಮತ್ತು ಸಾರ್ವತ್ರಿಕ. ಇತ್ತೀಚೆಗೆ, ಮತ್ತೊಂದು ಮಾರ್ಪಾಡು ಕಾಣಿಸಿಕೊಂಡಿದೆ, ಅದು ಅದನ್ನು ಬಳಸುತ್ತಿದೆ, ನೀವು 450 ಕೆಜಿ ವರೆಗೆ ಸಂಕೋಚನ ಬಲವನ್ನು ಒದಗಿಸಬಹುದು. ಆದಾಗ್ಯೂ, ಅಂತಹ ಸಾಧನಗಳ ಮುಖ್ಯ ಕಾರ್ಯವೆಂದರೆ ತಮ್ಮ ನಡುವಿನ ಸಂಪರ್ಕಕ್ಕಾಗಿ ಖಾಲಿ ಜಾಗಗಳನ್ನು ಸರಿಪಡಿಸುವುದು.
ಮೂಲೆಯ ಕ್ಲ್ಯಾಂಪ್ನಲ್ಲಿ ಕೆಲಸ ಮಾಡಿ: ತಯಾರಿ

ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳನ್ನು ಇಂದು ವ್ಯಾಪಕ ಶ್ರೇಣಿಯಲ್ಲಿ ಮಾರಾಟಕ್ಕೆ ನೀಡಲಾಗುತ್ತದೆ, ಆದರೆ ನೀವೇ ತಯಾರಿಸಬಹುದು. ಕೆಲಸಕ್ಕೆ ಉಪಕರಣಗಳು ಮತ್ತು ವಸ್ತುಗಳು ಹೀಗಿವೆ:
- ಉಕ್ಕಿನ ಮೂಲೆಯಲ್ಲಿ;
- ಥ್ರೆಡ್ ಸ್ಟಡ್ಗಳು;
- ಬೀಜಗಳು
- ಡ್ರಿಲ್;
- ಉಕ್ಕಿನ ಫಲಕಗಳು;
- ದ್ವಾರಗಳಿಗೆ ಕಡ್ಡಿಗಳು;
- ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ;
- ಟ್ಯಾಪ್ ಮಾಡಿ.
ಕೆಲಸ

ಲಂಬ ಕೋನಗಳಲ್ಲಿ, ಮೂಲೆಗಳನ್ನು ಉಕ್ಕಿನ ಫಲಕಗಳಿಗೆ ಜೋಡಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಪ್ರತಿ ಬದಿಯಲ್ಲಿ ಹುಳು ರಚನೆಯನ್ನು ನಿಗದಿಪಡಿಸಲಾಗಿದೆ. ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ಕಾಯಿ ಅಥವಾ ದಪ್ಪವಾಗಿಸುವಿಕೆಯ ಒಂದು ಮೂಲೆಯಾಗಿದೆ, ಇದರಲ್ಲಿ ನೀವು ಸ್ಟಡ್ ಪಿನ್\u200cಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ದಾರವನ್ನು ಕತ್ತರಿಸಬೇಕು. ಸಂಭಾವ್ಯ ವರ್ಕ್\u200cಪೀಸ್\u200cಗೆ ಗಮನ ಕೊಡುವುದು ಸಹ ಮುಖ್ಯವಾಗಿದೆ, ಏಕೆಂದರೆ ಇದು ಕೆಲಸದ ಅಂತರದ ಅಗಲವನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ. ಭಾಗಗಳ ಗಾತ್ರದ ವ್ಯಾಪ್ತಿಯು ಅಗಲವಾಗಿದ್ದರೆ, ಹಲವಾರು ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ತಯಾರಿಸುವುದು ಉತ್ತಮ.
ಪಿನ್-ಸ್ಕ್ರೂ ಅನ್ನು ಕೆಲಸ ಮಾಡುವ ಅಡಿಕೆಗೆ ತಿರುಗಿಸಲಾಗುತ್ತದೆ, ಕೊನೆಯಲ್ಲಿ ನಂತರ ಒತ್ತು ಸಂಗ್ರಹಿಸಲಾಗುತ್ತದೆ. ಈ ವಿನ್ಯಾಸವು ವಿಭಿನ್ನ ಗಾತ್ರದ ಎರಡು ಲೋಹದ ತೊಳೆಯುವ ಯಂತ್ರಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. ಸ್ಟಡ್ನಲ್ಲಿನ ನಿಲುಗಡೆ ತಿರುಗಿದೆಯೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು ಬಹಳ ಮುಖ್ಯ. ಗೇಟ್\u200cನ ಹಿಂಭಾಗದಲ್ಲಿ ರಂಧ್ರವನ್ನು ಒದಗಿಸಬೇಕು, ಅದರಲ್ಲಿ ಸ್ಟೀಲ್ ಬಾರ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಅವರು ಲಿವರ್ ಆಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತಾರೆ. ಉಕ್ಕಿನ ಭಾಗಗಳನ್ನು ಸುರಕ್ಷಿತವಾಗಿ ಸರಿಪಡಿಸಲು ಬಳಸಬಹುದಾದರೆ ಅಂತಹ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳನ್ನು ಸರಿಯಾಗಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ವಿನ್ಯಾಸವು ತುಂಬಾ ಸರಳವಾಗಿದೆ, ಮತ್ತು ಇದನ್ನು ಸುಧಾರಿತ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಬಹುದು.
ಬದಲಾಗಿ ಕಷ್ಟಕರವಾದ ಕಾರ್ಯವೆಂದರೆ ಕೊನೆಯಲ್ಲಿ ಕೊಳವೆಗಳ ಬೆಸುಗೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವರ್ಕ್\u200cಪೀಸ್ ಜಾಗದಲ್ಲಿ ನಿಖರವಾಗಿ ಆಧಾರಿತವಾಗಬೇಕಾಗುತ್ತದೆ. ಪೈಪ್ನ ತುಂಡನ್ನು ಸಿದ್ಧಪಡಿಸಿದ ವ್ಯವಸ್ಥೆಗೆ ಬೆಸುಗೆ ಹಾಕಿದರೆ, ಕಾರ್ಯವನ್ನು ಸರಳಗೊಳಿಸಲಾಗುತ್ತದೆ. ಆದರೆ ಮುಕ್ತ-ಸುಳ್ಳು ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಬೇಕು, ಇತರರ ಸಹಾಯವನ್ನು ಪಡೆದುಕೊಳ್ಳಬಹುದು ಅಥವಾ ವಿಶೇಷ ಸಾಧನವನ್ನು ಬಳಸಬೇಕು. ಕೆಲಸದ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಉಕ್ಕಿನ ಫಲಕಗಳು ಮತ್ತು ಲೋಹದ ಮೂಲೆಯನ್ನು ಅನ್ವಯಿಸುವುದು ಅವಶ್ಯಕ. ಕ್ಲ್ಯಾಂಪ್ನ ಅರ್ಧಭಾಗವನ್ನು ಸಾಂಪ್ರದಾಯಿಕವಾಗಿ ಜೋಡಿಸಲಾಗಿದೆ, ಇದಕ್ಕಾಗಿ ಥ್ರೆಡ್ ಸ್ಟಡ್ಗಳನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ. ಪರಿಣಾಮವಾಗಿ, ಪರಿಣಾಮಕಾರಿ ಮತ್ತು ಸರಳ ವಿನ್ಯಾಸವನ್ನು ಪಡೆಯಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಟಿಕ್ ಮೇಕಿಂಗ್

ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ವೆಲ್ಡಿಂಗ್ ನೆಲೆವಸ್ತುಗಳು ಇಕ್ಕುಳವನ್ನು ಒಳಗೊಂಡಿವೆ. ನೀವು ಅವುಗಳನ್ನು ಸಂಗ್ರಹಿಸಬಹುದು, ಆದರೆ ಇದಕ್ಕಾಗಿ ನೀವು ತಾಳ್ಮೆಯಿಂದಿರಬೇಕು. ಕೆಲಸಕ್ಕಾಗಿ, ತಾಮ್ರದ ಡಾರ್ಟ್ ತಯಾರಿಸಬೇಕು, ಅದರ ಉದ್ದವು 2 ಮೀ. ಇದರ ವ್ಯಾಸವು 30 ಮಿ.ಮೀ.ಗೆ ಸಮನಾಗಿರಬೇಕು. ಈ ವರ್ಕ್\u200cಪೀಸ್ ಸ್ವಲ್ಪ ಉದ್ದವಾಗಿರಬಹುದು, ಈ ಸಂದರ್ಭದಲ್ಲಿ ಬಾಗಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ. ಕುದುರೆ ಆಕಾರದ ಖಾಲಿ ರಚಿಸಲು ಅಂಶವು ಬಾಗುತ್ತದೆ. 18 ಎಂಎಂ ರಂಧ್ರಗಳನ್ನು ತುದಿಗಳಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ನೀವು ತಿರುವು ಮತ್ತು ಕಟ್ ಮಾಡುವ ನಂತರ.
ಫಲಿತಾಂಶವು ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ಹಿಡಿಕಟ್ಟುಗಳು. ಎರಡು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳನ್ನು ಸಮಾನಾಂತರವಾಗಿ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ, ಅವುಗಳಲ್ಲಿ ದ್ವಿತೀಯ ಮತ್ತು ಪ್ರಾಥಮಿಕ ಅಂಕುಡೊಂಕಾದವುಗಳನ್ನು ನೇರವಾಗಿ ಸಂಪರ್ಕಿಸಬೇಕು. ಪ್ರಸ್ತುತ ಸರಬರಾಜನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಸರಿಹೊಂದಿಸಬಹುದು. ಅಂತಹ ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳನ್ನು ತಂಪಾಗಿಸಬೇಕು, ಇದಕ್ಕಾಗಿ ನೀರನ್ನು ಬಳಸಬೇಕು. ಕಾಲು ಪೆಡಲ್ ಬಳಸಿ, ನೀವು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ತೆಗೆದುಹಾಕಬಹುದು.
ಮೇಲ್ಕಂಡಂತೆ, ಪಿಂಕರ್\u200cಗಳಿಗೆ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ತಿರುಗಿಸಲು ಲಿವರ್, ಟ್ರಾನ್ಸ್\u200cಫಾರ್ಮರ್ ಮತ್ತು ಪಶರ್\u200cನೊಂದಿಗೆ ಹ್ಯಾಂಡಲ್ ಇದೆ ಎಂದು ತೀರ್ಮಾನಿಸಬಹುದು. ಲಿವರ್ ಅನ್ನು ಹಿಂಜ್ಗಳಿಂದ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಲಾಗುತ್ತದೆ, ಅದರ ಅಕ್ಷಗಳು ವಿರುದ್ಧವಾಗಿರುತ್ತವೆ. ಕೆಲವೊಮ್ಮೆ ತಂತಿಗಳನ್ನು ಬಗ್ಗಿಸುವ ಅಥವಾ ಕತ್ತರಿಸುವ ಇಕ್ಕಳವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅದರ ನಡುವೆ ಒಂದು ವಸಂತಕಾಲವಿದೆ. ಆದಾಗ್ಯೂ, ವೆಲ್ಡಿಂಗ್ ಕೊಳವೆಗಳಿಗಾಗಿ ಅಂತಹ ಸಾಧನವನ್ನು ಅನುಕೂಲಕರ ಎಂದು ಕರೆಯಲಾಗುವುದಿಲ್ಲ. ಎಲ್ಲಾ ನಂತರ, ತಿರುಗುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ವಸಂತವನ್ನು ಸಂಕುಚಿತಗೊಳಿಸುವುದು ತುಂಬಾ ಕಷ್ಟಕರವಾಗಿರುತ್ತದೆ.
ಮ್ಯಾಗ್ನೆಟಿಕ್ ಹೋಲ್ಡರ್ ಮಾಡುವುದು

ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ನೆಲೆವಸ್ತುಗಳಲ್ಲಿ ನೀವು ಆಸಕ್ತಿ ಹೊಂದಿದ್ದರೆ, ಕಾರ್ಖಾನೆ ಆಯ್ಕೆಗಳನ್ನು ಖರೀದಿಸಲು ನಿರಾಕರಿಸುವ ಮೂಲಕ ನೀವು ಅವುಗಳನ್ನು ನೀವೇ ಮಾಡಬಹುದು. ಇದು ಮ್ಯಾಗ್ನೆಟಿಕ್ ಹೋಲ್ಡರ್ಗೆ ಸಹ ಅನ್ವಯಿಸುತ್ತದೆ, ಇದಕ್ಕಾಗಿ ನೀವು ಈ ಕೆಳಗಿನ ವಸ್ತುಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು:
- ಶೀಟ್ ಮೆಟಲ್;
- ಒಣ ಬೋರ್ಡ್;
- ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫಾಸ್ಟೆನರ್ಗಳು.
ಲೋಹವನ್ನು ತಯಾರಿಸುವಾಗ, ಕೆಲವು ನಿಯತಾಂಕಗಳಿಂದ ಮಾರ್ಗದರ್ಶನ ಮಾಡುವುದು ಅವಶ್ಯಕ, ಹಾಳೆಯ ದಪ್ಪವು 1 ರಿಂದ 3 ಮಿ.ಮೀ ವರೆಗೆ ಬದಲಾಗಬಹುದು. ಭವಿಷ್ಯದ ವಿನ್ಯಾಸಗಳಿಗಾಗಿ ಟೆಂಪ್ಲೇಟ್ ಅನ್ನು ರಚಿಸುವುದು, ಏಕಶಿಲೆಯ ಆವೃತ್ತಿಯನ್ನು ಪೂರ್ಣಗೊಳಿಸುವುದು ಉತ್ತಮ, ಅದರ ಆಯಾಮಗಳು ಮಾಸ್ಟರ್\u200cನ ಅಗತ್ಯಗಳಿಗೆ ಅನುಗುಣವಾಗಿರುತ್ತದೆ. ಟೆಂಪ್ಲೇಟ್ ಅನ್ನು ಶೀಟ್ ಮೆಟಲ್\u200cಗೆ ಜೋಡಿಸಬೇಕು ಮತ್ತು ಅದೇ ವರ್ಕ್\u200cಪೀಸ್ ಅನ್ನು 2 ತುಂಡುಗಳ ಪ್ರಮಾಣದಲ್ಲಿ ಕತ್ತರಿಸಬೇಕು. ಅವುಗಳ ಜ್ಯಾಮಿತಿಯನ್ನು ಕಾಪಾಡುವುದು ಮುಖ್ಯ.
ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳ ರೇಖಾಚಿತ್ರಗಳನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಉತ್ತಮವಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅವುಗಳಲ್ಲಿ ಕೆಲವು ನೀವು ಲೇಖನದಲ್ಲಿ ಕಾಣಬಹುದು. ನೆಲೆವಸ್ತುಗಳ ಹಾದಿಯಲ್ಲಿ ಮುಂದಿನ ಹಂತವು ಆಯಸ್ಕಾಂತದ ಕೇಂದ್ರ ಭಾಗವನ್ನು ಸಿದ್ಧಪಡಿಸುವುದು. ಇದನ್ನು ಮಾಡಲು, ನೀವು ಲೋಹದ ಫಲಕಗಳ ರೂಪದಲ್ಲಿ ಮರದ ಖಾಲಿ ಕತ್ತರಿಸಬೇಕಾಗುತ್ತದೆ, ಆದರೆ ಅದರ ಗಾತ್ರವು ಮಾದರಿಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಪುನರಾವರ್ತಿಸಬಾರದು. 2 ಮಿಮೀ ಅಂಚುಗಳಿಂದ ಸರಿದೂಗಿಸಬೇಕು. ಈ ಅಂಶದ ದಪ್ಪವು ಆಯಸ್ಕಾಂತಗಳ ಅಗಲಕ್ಕಿಂತ 2 ಮಿಮೀ ದೊಡ್ಡದಾಗಿರಬೇಕು.

ಈ ಹಂತದಲ್ಲಿ ಉತ್ಪನ್ನದ ಬಾಹ್ಯ ಭಾಗವು ಸಿದ್ಧವಾಗಿದೆ, ಈಗ ನೀವು ಆಂತರಿಕ ವಿಷಯವನ್ನು ರಚಿಸಬೇಕಾಗಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ನೀವು ಆಯಸ್ಕಾಂತಗಳಿಂದ ಪ್ರಾರಂಭಿಸಬೇಕು. ಅವು ಫಲಕಗಳ ನಡುವೆ ಇರುತ್ತವೆ, ಮತ್ತು ದಪ್ಪವು 10 ರಿಂದ 50 ಮಿ.ಮೀ ವರೆಗೆ ಬದಲಾಗಬಹುದು. ಕೋನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲು ಅಂತಹ ಒಂದು ಪಂದ್ಯವನ್ನು ಮಾಡಿದಾಗ, ದುಂಡಗಿನ ಆಯಸ್ಕಾಂತಗಳನ್ನು ಬಳಸುವುದು ಉತ್ತಮ, ಪ್ರತಿಯೊಂದೂ ಕೇಂದ್ರ ಭಾಗದಲ್ಲಿ ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಆದಾಗ್ಯೂ, ಕೆಲಸಕ್ಕಾಗಿ, ಜೋಡಿಸುವ ಫಾಸ್ಟೆನರ್\u200cಗಳಿಗಾಗಿ ರಂಧ್ರಗಳನ್ನು ಕತ್ತರಿಸುವ ಮೂಲಕ ಪೂರ್ವ ಸಿದ್ಧಪಡಿಸಿದ ಇತರ ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳನ್ನು ನೀವು ಬಳಸಬಹುದು. ಅಂತಿಮ ಹಂತವು ಕೊರೆಯುವಿಕೆ ಮತ್ತು ಜೋಡಣೆ ಆಗಿರುತ್ತದೆ. ಮರದ ಖಾಲಿ ಇರುವ ಎರಡೂ ಕಡೆಗಳಲ್ಲಿ ಸ್ಟೀಲ್ ಫಲಕಗಳನ್ನು ಜೋಡಿಸಲಾಗಿದೆ, ಚಡಿಗಳಲ್ಲಿ ಆಯಸ್ಕಾಂತಗಳನ್ನು ನಿವಾರಿಸಲಾಗಿದೆ. ಇದರ ಮೇಲೆ, ಉತ್ಪನ್ನವು ಸಿದ್ಧವಾಗಿದೆ ಎಂದು ನಾವು can ಹಿಸಬಹುದು, ಅದನ್ನು ಆಚರಣೆಯಲ್ಲಿ ಪರೀಕ್ಷಿಸಬೇಕು.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಜಿಗ್ಗು ಮಾಡುವುದು
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ನಿಮಗೆ ಹಸ್ತಚಾಲಿತ ನೆಲೆವಸ್ತುಗಳು ಬೇಕಾದರೆ, ನೀವು ಕಂಡಕ್ಟರ್ ತಯಾರಿಕೆಯನ್ನು ಮಾಡಬಹುದು. ಚೌಕಟ್ಟುಗಳು ಮತ್ತು ಸಂಕೀರ್ಣ ಮಾದರಿಗಳನ್ನು ತಯಾರಿಸುವಾಗ ಇದನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ವಿನ್ಯಾಸವು ಕೋನ್-ಆಕಾರದ ಬೆಂಬಲಗಳನ್ನು ಹೊಂದಿದೆ, ಅದನ್ನು ಬದಿಗಳಲ್ಲಿ ಇಡಬೇಕು. ತಿರುಗುವ ಸಮತಲವನ್ನು ಅವುಗಳ ನಡುವೆ ಜೋಡಿಸಲಾಗಿದೆ. ಇದು ಹಲವಾರು ಸ್ಕ್ರೂ ಹಿಡಿಕಟ್ಟುಗಳೊಂದಿಗೆ ಹೊಂದಾಣಿಕೆ ರೇಖಾಂಶದ ಕಿರಣಗಳನ್ನು ಹೊಂದಿರಬೇಕು.
ಕಿರಣಗಳಲ್ಲಿ ರಂಧ್ರಗಳು ಇರುತ್ತವೆ, ಅದಕ್ಕಾಗಿಯೇ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಸಂಪೂರ್ಣ ಉದ್ದಕ್ಕೂ ಸ್ಥಾಪಿಸಬಹುದು, ಅದು ಉತ್ಪನ್ನದ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಕಿರಣಗಳ ಪರಿಚಯ ಮತ್ತು ಅವುಗಳ ದುರ್ಬಲತೆಯಿಂದಾಗಿ ಜೋಡಿಸಲಾದ ರಚನೆಯ ಅಗಲವನ್ನು ಸರಿಹೊಂದಿಸಬಹುದು. ವಿವರಿಸಿದ ಸಾಧನದ ಸ್ಲೈಡಿಂಗ್ ಕಾರ್ಯವಿಧಾನಗಳನ್ನು ಸಣ್ಣ ಮತ್ತು ದೊಡ್ಡ ಉತ್ಪನ್ನಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡಲು ಸಾರ್ವತ್ರಿಕ ಸಾಧನವಾಗಿ ಬಳಸಬಹುದು. ನೀವು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ಬಳಸಲು ನಿರ್ಧರಿಸಿದರೆ, ಸ್ಕ್ರೂ ಹಿಡಿಕಟ್ಟುಗಳಿಂದ ಉಂಟಾಗುವ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಗೀರುಗಳನ್ನು ತೆಗೆದುಹಾಕುವುದು ಮುಖ್ಯ. ಅದಕ್ಕಾಗಿಯೇ ಎರಡನೆಯದನ್ನು ತುಟಿಗಳ ಮೇಲೆ ಅಳವಡಿಸಲಾಗಿರುವ ಭಾವಿಸಿದ ಸ್ಟಿಕ್ಕರ್\u200cಗಳೊಂದಿಗೆ ಪೂರೈಸಬೇಕು. ಅಂತಹ ಉಪಕರಣವನ್ನು ಉದ್ದವಾದ ಬೋಲ್ಟ್ ಮತ್ತು ಬೇರಿಂಗ್\u200cಗಳ ಅಗತ್ಯದಿಂದ ಜೋಡಿಸಬಹುದು, ಇದರ ಅಂತಿಮ ಭಾಗವು ಮೊಬೈಲ್ ಭಾಗಗಳನ್ನು ಆರೋಹಿಸಲು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ.

90 ಡಿಗ್ರಿ ವೆಲ್ಡಿಂಗ್ ಪಂದ್ಯ
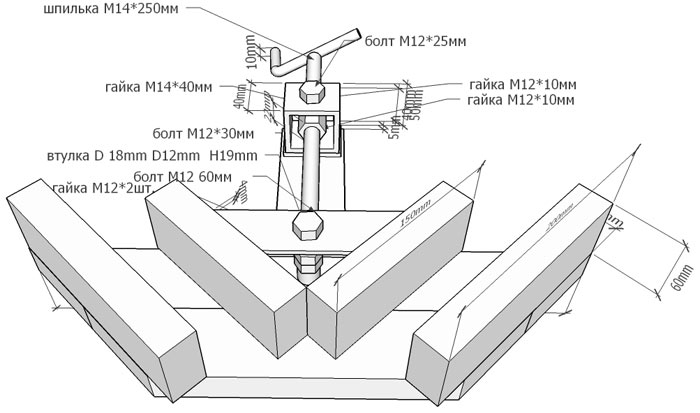
ಕೆಲವು ಫಿಕ್ಚರ್\u200cಗಳು ನೀವು ಭಾಗಗಳನ್ನು ಲಂಬ ಕೋನಗಳಲ್ಲಿ ಸಂಪರ್ಕಿಸಬೇಕಾದಾಗ ಸಮಸ್ಯೆಗಳನ್ನು ತಪ್ಪಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ರಚನೆಯ ಜೋಡಣೆಯ ಮೇಲೆ ಕುಶಲತೆಯನ್ನು ನಿರ್ವಹಿಸಲು, ಲೋಹದ ಚೌಕ, ಬೋಲ್ಟ್, ಬೀಜಗಳು, ಒಂದು ಚದರ ಪೈಪ್\u200cನ ತುಂಡು, ಬೋಲ್ಟ್, ಸಣ್ಣ ಲೋಹದ ಸಿಲಿಂಡರ್, ಡ್ರಿಲ್, ಡ್ರಿಲ್, ಹೋಲ್ಡರ್, ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ತಯಾರಿಸುವುದು ಅವಶ್ಯಕ.
ಚೌಕವನ್ನು ಸಿದ್ಧಪಡಿಸುವಾಗ, ಅದರ ಬದಿಯು 20 ಸೆಂ.ಮೀ ಆಗಿರುತ್ತದೆ ಎಂದು ನೀವು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಬೇಕು. ದಪ್ಪವಾದ ಬೋಲ್ಟ್ ಅನ್ನು ಆರಿಸುವಾಗ, ನೀವು 4 ಸೆಂ.ಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಒಂದನ್ನು ಆದ್ಯತೆ ನೀಡಬೇಕು. ಲೋಹದ ಸಿಲಿಂಡರ್ ಅನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ನೀವು ಬಾಲ್ ಪಾಯಿಂಟ್ ಪೆನ್ನ ಗಾತ್ರವನ್ನು ತಯಾರಿಸಬೇಕು.
ವಿಧಾನ
ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಬೆಸುಗೆ ಹಾಕಲು ಮೇಲೆ ತಿಳಿಸಿದ ಸಾಧನದ ತಯಾರಿಕೆಯಲ್ಲಿ, ನೀವು ಒಂದು ಚದರ ಪೈಪ್\u200cನಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಬೇಕು, ಅದರ ಉದ್ದವು 15 ಮತ್ತು 20 ಸೆಂ.ಮೀ. ಆಗಿದೆ. ಅವುಗಳನ್ನು ಮೂಲೆಗಳಲ್ಲಿ ಸ್ಥಾಪಿಸುವುದು ಅವಶ್ಯಕ, ಇದರಿಂದಾಗಿ ಕೊಳವೆಗಳ ತುದಿಗಳು ಚೌಕದ ಎದುರು ಬದಿಗಳಲ್ಲಿರುತ್ತವೆ. ಈಗ ನೀವು ಸಹಾಯಕ ಭಾಗಗಳನ್ನು ತಯಾರಿಸಲು ಪ್ರಾರಂಭಿಸಬಹುದು. ಇದನ್ನು ಮಾಡಲು, ಪಿ ಅಕ್ಷರದ ಆಕಾರದಲ್ಲಿ ಪೈಪ್\u200cನಿಂದ ಒಂದು ಆಕೃತಿಯನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅದರ ಉದ್ದವು 10 ಸೆಂ.ಮೀ ಆಗಿರಬೇಕು. ಎರಡನೇ ಭಾಗವನ್ನು ಒಂದೇ ಪೈಪ್\u200cಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಆದಾಗ್ಯೂ, ಅಂಶಗಳನ್ನು ಐಸೊಸೆಲ್ಸ್ ಟ್ರೆಪೆಜಾಯಿಡ್ ರೂಪದಲ್ಲಿ ಒಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಚೌಕದ ಬದಿಗಳಲ್ಲಿ ಐಸೊಸೆಲ್ಸ್ ತ್ರಿಕೋನವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಯು-ಆಕಾರದ ಆಕೃತಿಯನ್ನು ಅದಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಮಧ್ಯದಲ್ಲಿ ಸಣ್ಣ ಬೋಲ್ಟ್ಗಾಗಿ ರಂಧ್ರವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಫಿಗರ್ ಮತ್ತು ಚೌಕದ ನಡುವಿನ ಅಂತರದಲ್ಲಿ 4-ಸೆಂಟಿಮೀಟರ್ ಬೋಲ್ಟ್ ಹೊಂದಿಕೊಳ್ಳಬೇಕು. ಎರಡನೆಯದಕ್ಕೆ ಒಂದು ಹ್ಯಾಂಡಲ್ ಅನ್ನು ಜೋಡಿಸಲಾಗಿದೆ; ರಂಧ್ರವಿರುವ ಕಾಯಿ ಅದರ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ. ಸಣ್ಣ ಸಿಲಿಂಡರ್ನಲ್ಲಿ, ಸಣ್ಣ ಬೋಲ್ಟ್ಗಳಿಗೆ ಥ್ರೆಡ್. ಇದು ದೊಡ್ಡ ಬೋಲ್ಟ್ನ ಕೊನೆಯಲ್ಲಿ ಚಲಿಸುತ್ತದೆ. ಟ್ರೆಪೆಜಾಯಿಡ್ನ ಕರ್ಣಗಳ at ೇದಕದಲ್ಲಿ, ನೀವು ಎರಡೂ ಭಾಗಗಳಲ್ಲಿ ರಂಧ್ರಗಳನ್ನು ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಅವುಗಳ ನಡುವೆ ಒಂದು ಸಿಲಿಂಡರಾಕಾರದ ಅಂಶವನ್ನು ಸ್ಥಾಪಿಸಲಾಗುವುದು, ಇದರಲ್ಲಿ ಥ್ರೆಡ್ ಅನ್ನು ಪ್ರಾಥಮಿಕವಾಗಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ.
ತೀರ್ಮಾನ
ಇಂದು ಮಾರಾಟದಲ್ಲಿರುವ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಸುಲಭಗೊಳಿಸಲು ನೀವು ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ನೆಲೆವಸ್ತುಗಳು ಮತ್ತು ಸಾಧನಗಳನ್ನು ಕಾಣಬಹುದು. ಅವುಗಳಲ್ಲಿ ಪ್ರತ್ಯೇಕ ಸ್ಥಾನವನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ನಿರ್ವಹಿಸಬಹುದಾದವರು ಆಕ್ರಮಿಸಿಕೊಂಡಿದ್ದಾರೆ. ಮೇಲೆ ಪ್ರಸ್ತುತಪಡಿಸಿದ ಮಾಹಿತಿಯನ್ನು ಗಮನಿಸಿದರೆ, ಅಂತಹ ವಿನ್ಯಾಸಗಳನ್ನು ಸುಧಾರಿತ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಲಾಗಿದೆ ಎಂದು ವಾದಿಸಬಹುದು, ನೀವು ಬೇರೆ ಯಾವುದನ್ನೂ ಖರೀದಿಸಬೇಕಾಗಿಲ್ಲ, ಅದಕ್ಕಾಗಿಯೇ ನೀವು ತಾಳ್ಮೆಯಿಂದಿರಬೇಕು ಮತ್ತು ರೇಖಾಚಿತ್ರಗಳನ್ನು ಸಿದ್ಧಪಡಿಸಬೇಕು.
ತೋರಿಕೆಯಲ್ಲಿ ಸರಳವಾದ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸಕ್ಕೆ, ನಿಯಮದಂತೆ, ಸಾಕಷ್ಟು ವೃತ್ತಿಪರ ಮತ್ತು ಜವಾಬ್ದಾರಿಯುತ ವಿಧಾನದ ಅಗತ್ಯವಿದೆ. ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಲು, ನಿಮಗೆ ವಿಶೇಷ ಪರಿಕರಗಳು ಬೇಕಾಗುತ್ತವೆ. ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್ ಅಂತಹ ಸಾಧನವಾಗಬಹುದು, ಇದು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ಹೆಚ್ಚು ಸುಲಭವಾಗಿ ಮತ್ತು ವೇಗವಾಗಿ ನಿರ್ವಹಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ.
ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್ ಎನ್ನುವುದು ಒಂದು ರೀತಿಯ ಸಾರ್ವತ್ರಿಕ ಪಂದ್ಯವಾಗಿದ್ದು ಅದು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಯಂತ್ರದ ಮೇಲ್ಮೈಗಳನ್ನು ಜೋಡಿಸುತ್ತದೆ. ಅಂತಹ ಒಂದು ಪಂದ್ಯವು ಅಗತ್ಯವಾದ ಅಂಶಗಳನ್ನು ಒಂದು ನಿರ್ದಿಷ್ಟ ಕೋನದಲ್ಲಿ ದೃ comp ವಾಗಿ ಸಂಕುಚಿತಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಆ ಮೂಲಕ ವಸ್ತುಗಳ ಬೆಸುಗೆ ಮತ್ತು ಸಂಸ್ಕರಣೆಯನ್ನು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿಸುತ್ತದೆ. ಯಾವುದೇ ವೆಲ್ಡರ್\u200cಗೆ ಇದು ಮೊದಲ ಪ್ರಮುಖ ಸಾಧನವಾಗಿದೆ, ಅದು ಇಲ್ಲದೆ ಉತ್ಪಾದಕತೆಗೆ ಹಾನಿಯಾಗದಂತೆ ಮತ್ತು ಕೆಲಸದಲ್ಲಿ ತೀವ್ರ ಅನಾನುಕೂಲತೆಯನ್ನುಂಟುಮಾಡುವುದು ಅಸಾಧ್ಯ. ಹಿಡಿಕಟ್ಟುಗಳು ವಿಭಿನ್ನ ಗಾತ್ರಗಳು ಮತ್ತು ಆಕಾರಗಳನ್ನು ಹೊಂದಿರಬಹುದು. ಕೀಲಿ ರಹಿತ ಆಯ್ಕೆಗಳನ್ನು ವಿಶೇಷವಾಗಿ ಅನುಕೂಲಕರವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಕೆಲಸದ ನಿರಂತರ ಅನುಷ್ಠಾನಕ್ಕಾಗಿ, ವೃತ್ತಿಪರರು ವಿಭಿನ್ನ ಸಂರಚನೆಗಳ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಹೊಂದಲು ಶಿಫಾರಸು ಮಾಡುತ್ತಾರೆ.
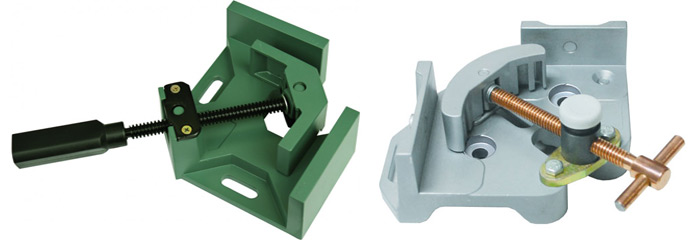
ವೆಲ್ಡ್ ಆಂಗಲ್ ಕ್ಲ್ಯಾಂಪ್ ವಿನ್ಯಾಸ
ಹಿಡಿಕಟ್ಟುಗಳು ಅನೇಕವೇಳೆ ಹಲವಾರು ಆವೃತ್ತಿಗಳಲ್ಲಿ ಲಭ್ಯವಿದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್\u200cಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಲೋಹದ ಕೊಳವೆಗಳು ಒಂದು ನಿರ್ದಿಷ್ಟ ಕೋನದಲ್ಲಿ (30 ರಿಂದ 90 ಡಿಗ್ರಿವರೆಗೆ). ಕೊಳವೆಗಳ ಅಗಲ, ಅವುಗಳ ಸಂಖ್ಯೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕೋನವನ್ನು ಅವಲಂಬಿಸಿ ಅವುಗಳನ್ನು ವಿವಿಧ ರೂಪಗಳಲ್ಲಿ ಮಾಡಬಹುದು.
ಯಾವುದೇ ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್\u200cನ ವಿಶಿಷ್ಟ ಲಕ್ಷಣಗಳು:
- ಸ್ಪಾಂಜ್ ದಪ್ಪ - ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ದವಡೆಗಳು ಕೀಲುಗಳ ಠೀವಿ ಮಟ್ಟವನ್ನು ಹೆಚ್ಚಿಸಲು ದಪ್ಪವಾಗಿರುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ: ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ಬಾಗುವುದಿಲ್ಲ;
- ಕ್ಲ್ಯಾಂಪ್ ಸ್ಕ್ರೂ ವಸ್ತು - ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಕರಗಿದ ಲೋಹದ ಕಣಗಳ ಸಿಂಪಡಿಸುವಿಕೆಯು ಹತ್ತಿರದ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ನೆಲೆಗೊಳ್ಳುತ್ತದೆ. ಅವರು ಥ್ರೆಡ್ ಮಾಡಿದ ಭಾಗಗಳನ್ನು ಪಡೆದರೆ, ಅವುಗಳ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯು ಸಂಭವಿಸಬಹುದು ಮತ್ತು ಇದರ ಪರಿಣಾಮವಾಗಿ, ಕ್ಲ್ಯಾಂಪ್ ವಿಫಲಗೊಳ್ಳುತ್ತದೆ. ಇದನ್ನು ತಪ್ಪಿಸಲು, ತಾಮ್ರ ಅಥವಾ ತಾಮ್ರ-ಲೇಪಿತ ಕ್ಲ್ಯಾಂಪ್ ಸ್ಕ್ರೂಗಳನ್ನು ಅವುಗಳ ಮೇಲೆ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ತಾಮ್ರವು ಸ್ಪ್ಯಾಟರ್ ಅನ್ನು ಅಂಟದಂತೆ ತಡೆಯುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸುತ್ತದೆ;
- ಕೆಲಸದ ಮೇಲ್ಮೈ - ಭಾಗಗಳನ್ನು ಸೇರುವ ಸ್ಥಳಗಳಲ್ಲಿ ಅಗತ್ಯ ಕೋನಗಳಲ್ಲಿ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡಲು, ಕ್ಲ್ಯಾಂಪ್ ಕೆಲಸದ ಪ್ರದೇಶವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.

ಕ್ಲ್ಯಾಂಪ್ ಸ್ವತಃ ಚಲಿಸಬಲ್ಲ ಅಂಶ ಮತ್ತು ಮುಖ್ಯ ಚೌಕಟ್ಟನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಚಲಿಸುವ ಭಾಗವು ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚುವರಿ ವಿಶೇಷ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ - ಒಂದು ತಿರುಪು ಅಥವಾ ಲಿವರ್ ಭಾಗಗಳ ಸಂಕೋಚನದ ಮಟ್ಟವನ್ನು ನಿಯಂತ್ರಿಸುತ್ತದೆ. ಚಲಿಸಬಲ್ಲ ಅಂಶವನ್ನು ಬಳಸಿ, ಉಪಕರಣ ಮತ್ತು ದವಡೆಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ.
ಸಾಧನದ ರಚನೆಯ ಗರಿಷ್ಠ ಚಲನಶೀಲತೆಯಿಂದಾಗಿ, ಕ್ಲ್ಯಾಂಪ್ ವಿಭಿನ್ನ ಗಾತ್ರಗಳು ಮತ್ತು ಅಡ್ಡ-ವಿಭಾಗಗಳ ವಸ್ತುಗಳನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುತ್ತದೆ. ಮತ್ತು ಹಲವಾರು ಕೋನೀಯ ಸಾಧನಗಳನ್ನು ಬಳಸುವಾಗ, ಹೆಚ್ಚು ಆರಾಮದಾಯಕ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ನೀವು ರಚನೆಗಳ ಯಾವುದೇ ವ್ಯವಸ್ಥೆಯನ್ನು ರಚಿಸಬಹುದು. ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಹೆಚ್ಚಿನ ಅಂಶಗಳು ಗರಿಷ್ಠ 390 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳಿಗೆ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್\u200cಗಾಗಿ ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್ ಟಿ-ಆಕಾರದ ಹ್ಯಾಂಡಲ್ ಅನ್ನು ಹೊಂದಿದೆ, ಇದು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವಿಕೆಯನ್ನು ವರ್ಕ್\u200cಪೀಸ್\u200cಗೆ ವರ್ಗಾಯಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಸ್ಟೇಪಲ್ಸ್ ಹೆಚ್ಚಿನ ಶಾಖವನ್ನು ಸಹ ತಡೆದುಕೊಳ್ಳಬಲ್ಲದು.
ಕೋನೀಯ ಪ್ರಕಾರದ ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ಆರಿಸುವುದು, ಯೋಜಿತ ಕೆಲಸದ ಪ್ರಕಾರವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುವುದು ಅವಶ್ಯಕ. ಆದ್ದರಿಂದ, ಉದಾಹರಣೆಗೆ, ಸಣ್ಣ ದಪ್ಪದ ವರ್ಕ್\u200cಪೀಸ್\u200cಗಳನ್ನು ಸರಿಪಡಿಸಲು ಜಿ-ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ದೊಡ್ಡ ದಪ್ಪವನ್ನು ಹೊಂದಿರುವ ಲೋಹದ ಉತ್ಪನ್ನಗಳ ಸ್ಥಾಪನೆಯನ್ನು ಕೈಗೊಳ್ಳಲು ಅಗತ್ಯವಿದ್ದರೆ, ಹೊಂದಾಣಿಕೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಅಂಶವನ್ನು ಹೊಂದಿದ ಕೋನೀಯ ಎಫ್-ಆಕಾರದ ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ಬಳಸುವುದು ಯೋಗ್ಯವಾಗಿದೆ.
ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ಎಲ್ಲಾ ರೀತಿಯ ಕೋಣೆಗಳಲ್ಲಿ ಕಾರ್ಯಾಗಾರಗಳಲ್ಲಿ ಅಥವಾ ಡೆಸ್ಕ್\u200cಟಾಪ್\u200cನಲ್ಲಿರುವ ಗ್ಯಾರೇಜ್\u200cಗಳಲ್ಲಿ ಸಮತಟ್ಟಾದ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಸ್ಥಾಪಿಸಬಹುದು.
ಡು-ಇಟ್-ನೀವೇ ಕ್ಲ್ಯಾಂಪ್
ಹೆಚ್ಚಿನ ಮಾದರಿಗಳು 90 ಡಿಗ್ರಿಗಳಷ್ಟು ಪ್ರಮಾಣಿತ ಆರೋಹಿಸುವಾಗ ಕೋನವನ್ನು ಹೊಂದಿವೆ, ಆದರೆ ಕೋನವನ್ನು ಬದಲಾಯಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿರುವ ಸಾಧನಗಳು ಸಹ ಲಭ್ಯವಿದೆ. ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಅವುಗಳ ವೆಚ್ಚವು ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಕ್ರಮವಾಗಿದೆ, ಆದ್ದರಿಂದ ಕೆಲವೊಮ್ಮೆ ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ವಿನ್ಯಾಸವನ್ನು ಮಾಡಲು ಇದು ಅರ್ಥಪೂರ್ಣವಾಗಿರುತ್ತದೆ.
ಕೋನೀಯ ಪ್ರಕಾರದ ಕ್ಲ್ಯಾಂಪ್ ವಿನ್ಯಾಸದಲ್ಲಿ ಸಾಕಷ್ಟು ಸರಳವಾಗಿದೆ ಮತ್ತು ಅನೇಕರಿಗೆ ಅದನ್ನು ಮನೆಯಲ್ಲಿಯೂ ಜೋಡಿಸುವುದು ಸುಲಭವಾಗುತ್ತದೆ.
ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ಕ್ಲ್ಯಾಂಪ್ ತಯಾರಿಕೆಯಲ್ಲಿ ಸೂಕ್ತವಾದ ವಸ್ತುವನ್ನು ಕಬ್ಬಿಣವೆಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ಕ್ಲ್ಯಾಂಪ್ನ ಸ್ವಯಂ-ಉತ್ಪಾದನೆಗಾಗಿ, ನೀವು ಈ ಕೆಳಗಿನವುಗಳನ್ನು ಮಾಡಬೇಕು:
- ರಚನೆಯ ಅಡಿಪಾಯವನ್ನು ರಚಿಸಿ - ಸಾಧನದ ಮೂಲವನ್ನು ರೂಪಿಸಲು, 8 ಎಂಎಂ ನಿಂದ 10 ಎಂಎಂ ದಪ್ಪವಿರುವ ಶೀಟ್ ಮೆಟಲ್ ಅನ್ನು ಬಳಸುವುದು ಅಪೇಕ್ಷಣೀಯವಾಗಿದೆ. ಫಿಕ್ಸಿಂಗ್ ಅಂಶವು ಅಪೇಕ್ಷಿತ ಗಾತ್ರದ ಮೂಲೆಯಾಗಿರುತ್ತದೆ. ಭಾಗಗಳ ಜೋಡಣೆಯನ್ನು ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಬಳಸಿ ಉತ್ತಮವಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಥ್ರೆಡ್ಡ್ ಫಾಸ್ಟೆನರ್ ಕಡಿಮೆ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿರುತ್ತದೆ.
- ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ಸ್ಥಾಪಿಸಿ - ಸ್ಕ್ರೂ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಲು, ಒಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದ 2 ಅಥವಾ 3 ಬೀಜಗಳನ್ನು ಬಳಸಲು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, 30 ಎಂಎಂ ನಿಂದ 40 ಎಂಎಂ ದಪ್ಪವಿರುವ ಕೇಂದ್ರ ದಾರದ ರಂಧ್ರದೊಂದಿಗೆ ಬ್ರಾಕೆಟ್ ತಯಾರಿಸುವುದು ಉತ್ತಮ. ಇದನ್ನು ಬೋಲ್ಟ್ಗಳಿಂದ ಜೋಡಿಸಲಾಗಿದೆ ಆದ್ದರಿಂದ ಥ್ರೆಡ್ ಒಡೆಯುವ ಸಂದರ್ಭಗಳಲ್ಲಿ ಅದನ್ನು ಬದಲಾಯಿಸಬಹುದು.
- ಒಂದು ಮೂಲೆಯನ್ನು ರೂಪಿಸಿ - ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಆವರಣಗಳ ಸ್ಥಳಕ್ಕೆ ಕೋನೀಯ ಪ್ರಕಾರದ ಕ್ಲ್ಯಾಂಪ್\u200cನಲ್ಲಿ ವಿಶೇಷ ಗಮನ ನೀಡಬೇಕು. ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಮೂಲೆಗಳು ಒಂದಕ್ಕೊಂದು ಹೊಂದಿಕೊಳ್ಳಬೇಕು. ಈ ಉದ್ದೇಶಕ್ಕಾಗಿ, ಒಂದು ಮೂಲೆಗಳನ್ನು ಕ್ಲ್ಯಾಂಪ್\u200cಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಅದರ ಮೇಲೆ ಎರಡನೇ ಮೂಲೆಯನ್ನು ಸೂಪರ್\u200cಇಂಪೋಸ್ ಮಾಡಿ, ಒತ್ತಿದರೆ ಮತ್ತು ಬ್ರಾಕೆಟ್\u200cಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
- ಮೂಲ ಚಲನೆಯನ್ನು ಪರಿಶೀಲಿಸಿ - ರಚನೆಯ ಬದಿಯ ಮೇಲ್ಮೈಗಳ ಉದ್ದಕ್ಕೂ, ಕ್ಲಾಂಪ್\u200cನ ಆಂತರಿಕ ನೆಲೆಯನ್ನು ಸರಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುವ ಮಾರ್ಗದರ್ಶಿಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದು ಅವಶ್ಯಕ. ಇದನ್ನು ಮಾಡಲು, ಮೂಲೆಯ ಸಾಧನದ ದ್ವಿಭಾಜಕದ ಉದ್ದಕ್ಕೂ 8 ಮಿ.ಮೀ ನಿಂದ 10 ಮಿ.ಮೀ ಅಗಲವಿರುವ ತೋಡು ಕತ್ತರಿಸಿ.
- ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಿರಿ - ಕ್ಲ್ಯಾಂಪ್\u200cನ ಮೇಲಿನ ತಳದಲ್ಲಿ ಡ್ರಿಲ್ ಬಳಸಿ, ಅದರಲ್ಲಿ ಬೋಲ್ಟ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಅದನ್ನು ಕಾಯಿ ಮತ್ತು ತೊಳೆಯುವಿಕೆಯಿಂದ ಬಿಗಿಗೊಳಿಸಲಾಗುತ್ತದೆ. ಪರಸ್ಪರ ಸಂಬಂಧದಲ್ಲಿ ನೆಲೆಗಳ ಚಲನೆ ಮುಕ್ತವಾಗಿರಬೇಕು, ಆದ್ದರಿಂದ ಬೋಲ್ಟ್ ಮೇಲಿನ ದಾರವು ತಲೆಗೆ ತಲುಪದಿರುವುದು ಉತ್ತಮ. ತಲೆಯನ್ನು ಬ್ರಾಕೆಟ್ನೊಂದಿಗೆ ಬೇಸ್ನಲ್ಲಿ ಜೋಡಿಸಬಹುದು.

ಕ್ಲ್ಯಾಂಪ್ನ ಅಂತಹ ಪ್ರಮಾಣಿತ ಆವೃತ್ತಿಯ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ, ಸಾಧನದ ಸ್ಥಾನವನ್ನು ಲಂಬ ಕೋನಗಳಲ್ಲಿ ಸೀಮಿತಗೊಳಿಸುವ ದೃಷ್ಟಿಯಿಂದ, ಬೇಗ ಅಥವಾ ನಂತರ, ಕೆಲಸದಲ್ಲಿ ಅದರ ಸಂಕುಚಿತ ಗಮನದ ಪ್ರಶ್ನೆ ಉದ್ಭವಿಸಬಹುದು. ಹಿಂದೆ ನಿಗದಿಪಡಿಸಿದ ಅಂಶದ ಸ್ಥಳದಲ್ಲಿ ಡಿಟ್ಯಾಚೇಬಲ್ ಬೋಲ್ಟ್ ಸಂಪರ್ಕವನ್ನು ಇರಿಸುವ ಮೂಲಕ ಇದನ್ನು ಸರಿಪಡಿಸಬಹುದು. ಒಂದು ಆಯ್ಕೆಯಾಗಿ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಹೊಂದಾಣಿಕೆ ಸ್ಕ್ರೂ ಅನ್ನು ಸ್ಥಾಪಿಸಬಹುದು, ಇದಕ್ಕೆ ಧನ್ಯವಾದಗಳು ಅದರ ನಂತರದ ಸ್ಥಿರೀಕರಣದೊಂದಿಗೆ ಅಪೇಕ್ಷಿತ ಕೋನವನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಮೇಲಿನ ಎಲ್ಲವನ್ನು ಗಮನಿಸಿದರೆ, ವೃತ್ತಿಪರ ವೆಲ್ಡಿಂಗ್ ಜಂಟಿ ಪಡೆಯಲು, ಕೆಲಸವನ್ನು ಸರಳೀಕರಿಸಲು ಮತ್ತು ಸೇರ್ಪಡೆಗೊಳ್ಳದ ಮತ್ತು ಹೊಂದಿಕೊಳ್ಳದಂತೆ ತಡೆಯಲು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಉಪಕರಣದ ಅಗತ್ಯವಿದೆ ಎಂದು ನೆನಪಿನಲ್ಲಿಡಬೇಕು.
ಪಾಠ ವಿಷಯ: ಜೋಡಣೆ - ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳು ಪಾಠದ ಉದ್ದೇಶ: ಜೋಡಣೆಯ ಪ್ರಕಾರಗಳು, ಸಾಧನಗಳು ಮತ್ತು ಉದ್ದೇಶಗಳ ಅಧ್ಯಯನ - ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳು
ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳ ಮುಖ್ಯ ವಿಧಗಳು
ಎಲ್ಲಾ ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳನ್ನು ಎರಡು ಮುಖ್ಯ ಪ್ರಕಾರಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು: ಸ್ಥಾಪನೆ ಮತ್ತು ಫಿಕ್ಸಿಂಗ್. ಈ ಎರಡೂ ಕಾರ್ಯಗಳನ್ನು ಸಂಯೋಜಿಸುವ ವಿಶೇಷವಾಗಿ ಅನುಕೂಲಕರ ಕಾರ್ಯವಿಧಾನಗಳು.

ಸಾಧನಗಳನ್ನು ಹೊಂದಿಸಲಾಗುತ್ತಿದೆ . ಅನುಸ್ಥಾಪನಾ ನೆಲೆವಸ್ತುಗಳನ್ನು ಭಾಗವನ್ನು ಅಪೇಕ್ಷಿತ ಸ್ಥಾನದಲ್ಲಿ ಸ್ಥಾಪಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ - ನಿಖರವಾಗಿ ಅದು ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದಲ್ಲಿರುತ್ತದೆ.

ಚೌಕಗಳು ಭಾಗಗಳನ್ನು ಪರಸ್ಪರ ನಿರ್ದಿಷ್ಟ (90 °, 60 °, 30 °, 45 °) ಕೋನದಲ್ಲಿ ಸ್ಥಾಪಿಸಲು ಸೇವೆ ಮಾಡಿ. ಕೋನಗಳು ಬಳಸಲು ಅನುಕೂಲಕರವಾಗಿದೆ, ಇವುಗಳ ಮುಖಗಳನ್ನು ರೋಟರಿ ಮಾಡಲಾಗಿದೆ ಮತ್ತು ಅವುಗಳ ನಡುವೆ ಯಾವುದೇ ಅಪೇಕ್ಷಿತ ಕೋನವನ್ನು ಹೊಂದಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.


ಒತ್ತು ಮೂಲ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಭಾಗಗಳನ್ನು ಸರಿಪಡಿಸಲು ಸೇವೆ ಮಾಡಿ ಮತ್ತು ಅದು ಶಾಶ್ವತ, ತೆಗೆಯಬಹುದಾದ ಅಥವಾ ಮಡಿಸುವಿಕೆಯಾಗಿರಬಹುದು (ಟ್ಯಾಪಿಂಗ್, ಸ್ವಿವೆಲಿಂಗ್). ಶಾಶ್ವತ ನಿಲ್ದಾಣಗಳು, ಸಾಮಾನ್ಯವಾಗಿ ಸಾಮಾನ್ಯ ಫಲಕಗಳು ಅಥವಾ ಬಾರ್\u200cಗಳು, ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ ಅಥವಾ ಬೇಸ್\u200cಗೆ ತಿರುಗಿಸಲಾಗುತ್ತದೆ. ಭಾಗದಲ್ಲಿ ಅವುಗಳ ನಿರಂತರ ಉಪಸ್ಥಿತಿಯು ರಚನಾತ್ಮಕವಾಗಿ ಸ್ವೀಕಾರಾರ್ಹವಲ್ಲದಿದ್ದಾಗ ತೆಗೆಯಬಹುದಾದ ಅಥವಾ ಟಿಲ್ಟಿಂಗ್ ನಿಲ್ದಾಣಗಳನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ.

ಮಾದರಿಗಳು ಈ ಘಟಕದಲ್ಲಿನ ಇತರ ಭಾಗಗಳಲ್ಲಿ ಅಥವಾ ಉತ್ಪನ್ನದ ಯಾವುದೇ ಪೋಷಕ ಬಾಹ್ಯರೇಖೆಗಳೊಂದಿಗೆ ಜೋಡಣೆಯ ಸಮಯದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾದ ಭಾಗಗಳನ್ನು ಸರಿಪಡಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಉತ್ಪನ್ನವು ಸಾಧನದ ಪೋಷಕ ಅಂಶವಾಗಿದೆ.
ಸಾಧನಗಳನ್ನು ಜೋಡಿಸುವುದು .
ಫಿಕ್ಸಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳನ್ನು ಬಳಸಿ, ತಂಪಾಗಿಸಿದ ನಂತರ ಅವುಗಳ ಆಕಸ್ಮಿಕ ಬದಲಾವಣೆ ಅಥವಾ ವಿರೂಪವನ್ನು ತಡೆಗಟ್ಟುವ ಸಲುವಾಗಿ ಭಾಗಗಳನ್ನು ಅಪೇಕ್ಷಿತ ಸ್ಥಾನದಲ್ಲಿ ಸ್ಥಾಪಿಸಿದ ನಂತರ ದೃ fixed ವಾಗಿ ನಿವಾರಿಸಲಾಗಿದೆ. ಫಿಕ್ಸಿಂಗ್ ಸಾಧನಗಳಲ್ಲಿ ಹಿಡಿಕಟ್ಟುಗಳು, ಹಿಡಿಕಟ್ಟುಗಳು, ಹಿಡಿಕಟ್ಟುಗಳು, ಸಂಬಂಧಗಳು, ಸ್ಪೇಸರ್\u200cಗಳು ಸೇರಿವೆ.

ಯಾವುದೇ ಲೋಹದ ಕೆಲಸದಲ್ಲಿ ಬಳಸುವ ಸಾರ್ವತ್ರಿಕ ಸಾಧನ. ವೆಲ್ಡರ್ಗೆ, ಇದು ಮೊದಲ ಪ್ರಮುಖ ಸಾಧನವಾಗಿದೆ, ಸಾಧ್ಯವಾದರೆ, ತೀವ್ರ ಅನಾನುಕೂಲತೆಯ ವೆಚ್ಚದಲ್ಲಿ ಮತ್ತು ಉತ್ಪಾದಕತೆಯ ಹಾನಿಗೆ ಮಾತ್ರ ವಿತರಿಸಬಹುದು









ಸ್ಪೇಸರ್\u200cಗಳು ಜೋಡಿಸಲಾದ ಭಾಗಗಳ ಅಂಚುಗಳನ್ನು ಜೋಡಿಸಲು, ಭಾಗಗಳಿಗೆ ಅಪೇಕ್ಷಿತ ಆಕಾರವನ್ನು ನೀಡಲು, ಸ್ಥಳೀಯ ದೋಷಗಳನ್ನು ಸರಿಪಡಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.






ಮ್ಯಾಗ್ನೆಟಿಕ್ ಚೌಕಗಳು. ಅವರ ಸಹಾಯದಿಂದ, ಹಾಳೆಯ ಭಾಗಗಳು, ಫ್ರೇಮ್ ರಚನೆಗಳು, ಚರಣಿಗೆಗಳು ಇತ್ಯಾದಿಗಳನ್ನು ಅಪೇಕ್ಷಿತ ಕೋನಕ್ಕೆ ಸಂಪರ್ಕಿಸುವುದು ತುಂಬಾ ಅನುಕೂಲಕರವಾಗಿದೆ.


ಹಿಡಿಕಟ್ಟುಗಳು. ಸಂಪೂರ್ಣ ಪಂದ್ಯಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗದ ಸ್ಥಾನವನ್ನು ನಿರ್ಧರಿಸುವ ಅಂಶಗಳು ಇವು
ಪಾಕೆಟ್ಸ್ (ಎ),
ಒತ್ತು: ಶಾಶ್ವತ (ಬಿ), ತೆಗೆಯಬಹುದಾದ (ಸಿ) ಮತ್ತು ಮಡಿಸುವಿಕೆ (ಜಿ);
ಅನುಸ್ಥಾಪನೆಯ ಬೆರಳುಗಳು ಮತ್ತು ಪಿನ್ಗಳು: ಶಾಶ್ವತ (ಇ), ತೆಗೆಯಬಹುದಾದ (ಇ); ಪ್ರಿಸ್ಮ್\u200cಗಳು ಕಟ್ಟುನಿಟ್ಟಾದ ಮತ್ತು ಹೊಂದಾಣಿಕೆ (ಜಿ) ಮತ್ತು ಮಾದರಿಗಳು (ಎಚ್).

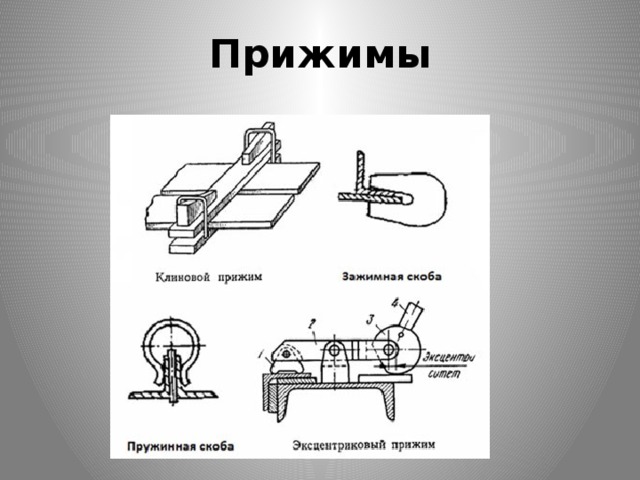
ಲಿವರ್ ಕ್ಲ್ಯಾಂಪ್
ರ್ಯಾಕ್ 1 ರ ಅಕ್ಷ 2 ರಲ್ಲಿ ಪವರ್ ಲಿವರ್ 5 ನಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಪ್ರಮುಖ ಲಿವರ್ 3 ಮತ್ತು ಮಧ್ಯಂತರ ಲಿಂಕ್ 4 ಇದೆ. ವರ್ಕ್\u200cಪೀಸ್ ಅನ್ನು ಸ್ಟಾಪ್ 6 ನಿಂದ ಜೋಡಿಸಲಾಗುತ್ತದೆ.

ನ್ಯೂಮ್ಯಾಟಿಕ್ ಹಿಡಿಕಟ್ಟುಗಳು ಯಾಂತ್ರಿಕ ಪದಗಳೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ಅವುಗಳು ವೇಗ, ಒಂದೇ ಸ್ಥಳದಿಂದ ಹಲವಾರು ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ಸಾಮರ್ಥ್ಯ, ಹಿಡಿಕಟ್ಟುಗಳಿಗೆ ಸಂಕುಚಿತ ಗಾಳಿಯನ್ನು ಪೂರೈಸುವ ಸಾಮರ್ಥ್ಯ ಸೇರಿದಂತೆ ಹಲವಾರು ಮಹತ್ವದ ಅನುಕೂಲಗಳನ್ನು ಹೊಂದಿವೆ. ವಿಭಿನ್ನ ಸ್ಥಾನ ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿ, ಇತ್ಯಾದಿ. ನ್ಯೂಮ್ಯಾಟಿಕ್ ಕ್ಲ್ಯಾಂಪ್ ಒಂದು ನಿರ್ದಿಷ್ಟ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವವನ್ನು ಹೊಂದಿದೆ, ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳ ವಿರೂಪಕ್ಕೆ ಸರಿದೂಗಿಸುತ್ತದೆ.

ಮ್ಯಾಗ್ನೆಟಿಕ್ ಹಿಡಿಕಟ್ಟುಗಳು ವೇಗ, ಸರಳತೆ ಮತ್ತು ಕುಶಲತೆಯಿಂದ ಭಿನ್ನವಾಗಿದೆ. ಅಂಚುಗಳನ್ನು ಜೋಡಿಸಲು ಮತ್ತು ಫ್ಲಕ್ಸ್ ಪ್ಯಾಡ್ ವಿರುದ್ಧ ಒತ್ತುವಂತೆ ಅವುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ
a ಎಂಬುದು ಆಯಸ್ಕಾಂತದ ಸಾಮಾನ್ಯ ನೋಟ; 1 - ಮ್ಯಾಗ್ನೆಟ್ ದೇಹ; 2 - ಕೋರ್; 3 - ಕೆಳಗೆ; 4 - ಅಂಕುಡೊಂಕಾದ; 5 - ಸ್ವಿಚ್; bd - ಅಪ್ಲಿಕೇಶನ್ ಮಾದರಿಗಳು; 6 - ಬ್ರಾಕೆಟ್; 7 - ವಿದ್ಯುತ್ಕಾಂತೀಯ ನಿಲುವು; 8 - ಒತ್ತು; 9 - ಸ್ಕ್ರೂ ಕ್ಲ್ಯಾಂಪ್

ಹೈಡ್ರಾಲಿಕ್ ಸಾಧನದಲ್ಲಿನ ಕ್ಲಿಪ್\u200cಗಳು. ಅಂತಹ ಹಿಡಿಕಟ್ಟುಗಳು ಅಸ್ತಿತ್ವದಲ್ಲಿವೆ, ಆದರೆ ವಿರಳವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಅಂತಹ ಹಿಡಿಕಟ್ಟುಗಳ ಸಂಕೋಚಕ ಬಲವು 500 ಕೆಜಿಯಿಂದ ದೊಡ್ಡದಾಗಿದೆ. ಪ್ರತಿ ಚದರ ಮೀಟರ್\u200cಗೆ.

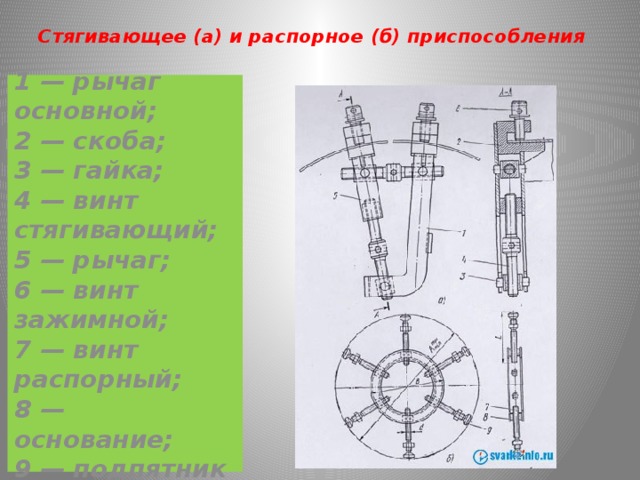
(ಎ) ಮತ್ತು ವಿಸ್ತರಣೆ (ಬಿ) ಸಾಧನಗಳನ್ನು ಬಿಗಿಗೊಳಿಸುವುದು
1 - ಮುಖ್ಯ ಲಿವರ್; 2 - ಬ್ರಾಕೆಟ್; 3 - ಒಂದು ಕಾಯಿ; 4 - ಬಿಗಿಗೊಳಿಸುವ ತಿರುಪು; 5 - ಲಿವರ್; 6 - ಕ್ಲ್ಯಾಂಪ್ ಸ್ಕ್ರೂ; 7 - ಸ್ಪೇಸರ್ ಸ್ಕ್ರೂ; 8 - ಬೇಸ್; 9 - ಒತ್ತಡದ ಬೇರಿಂಗ್



ಗುಣಮಟ್ಟದ ಕೆಲಸಕ್ಕಾಗಿ ಅದನ್ನು ಸರಿಯಾಗಿ ತಯಾರಿಸುವುದು ಅವಶ್ಯಕ ಎಂದು ಪ್ರತಿಯೊಬ್ಬ ವೆಲ್ಡರ್\u200cಗೂ ತಿಳಿದಿದೆ. ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿವಿಧ ಸಾಧನಗಳು ಸಂಪೂರ್ಣ ರಚನೆ ಮತ್ತು ಪ್ರತ್ಯೇಕ ಭಾಗಗಳನ್ನು ಸರಿಯಾಗಿ ಸ್ಥಾಪಿಸಲು ಮತ್ತು ಸುರಕ್ಷಿತವಾಗಿರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ನಿಮ್ಮ ಕೆಲಸದ ಅಂತಿಮ ಗುಣಮಟ್ಟವು ಇದನ್ನು ನೇರವಾಗಿ ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಆದರೆ ಸಿದ್ಧ ಸಾಧನಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಲು ಯಾವಾಗಲೂ ಸಾಧ್ಯವಿಲ್ಲ ಅಥವಾ ಇದೀಗ ಎಲ್ಲೋ ನೋಡುವುದಕ್ಕಿಂತ ಅದನ್ನು ನೀವೇ ತಯಾರಿಸುವುದು ಅಥವಾ ಸರಿಪಡಿಸುವುದು ಸುಲಭ.
- ಸ್ಥಾಪನೆ;
- ಜೋಡಿಸುವುದು.
ಭಾಗಗಳನ್ನು ಅಂತಿಮ ಸ್ಥಾನದಲ್ಲಿರುವ ಅದೇ ಸ್ಥಾನದಲ್ಲಿ ಸ್ಥಾಪಿಸಲು ಅನುಸ್ಥಾಪನಾ ಸಾಧನವನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಕಾರ್ಯಗಳು ಮತ್ತು ವಿನ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿ, ಅವುಗಳನ್ನು ನಿಲ್ದಾಣಗಳು, ಕೋನಗಳು, ಪ್ರಿಸ್ಮ್\u200cಗಳು, ಮಾದರಿಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ.
ಫಿಕ್ಸಿಂಗ್ ಸಾಧನಗಳನ್ನು ಅಪೇಕ್ಷಿತ ಸ್ಥಾನದಲ್ಲಿ ಭಾಗಗಳನ್ನು ಸರಿಪಡಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ, ಇದರಲ್ಲಿ ಯಾದೃಚ್ sh ಿಕ ವರ್ಗಾವಣೆಗಳು ಅಥವಾ ವಿರೂಪಗಳನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ. ಅಂತಹ ಸಾಧನಗಳಲ್ಲಿ ಹಿಡಿಕಟ್ಟುಗಳು, ಹಿಡಿಕಟ್ಟುಗಳು, ಹಿಡಿಕಟ್ಟುಗಳು, ಸಂಬಂಧಗಳು ಮತ್ತು ಸ್ಪೇಸರ್\u200cಗಳು ಸೇರಿವೆ.
ಅದನ್ನು ನೀವೇ ಮಾಡಿ
ವೆಲ್ಡಿಂಗ್ ಕೆಲಸದ ಸಮಯದಲ್ಲಿ ಕುಶಲಕರ್ಮಿ ಬಳಸುವ ಕೆಲವು ಉಪಕರಣಗಳು ಆಗಾಗ್ಗೆ ಒಡೆಯುತ್ತವೆ ಅಥವಾ ತಪ್ಪಾದ ಕ್ರಿಯಾತ್ಮಕತೆಯನ್ನು ಹೊಂದಿರುತ್ತವೆ. ಹೌದು, ಹೆಚ್ಚಿನ ವಸ್ತುಗಳನ್ನು ಅಂಗಡಿಯಲ್ಲಿ ಖರೀದಿಸಬಹುದು, ಆದರೆ ಕೆಲವೊಮ್ಮೆ ಅದನ್ನು ನೀವೇ ಮಾಡುವುದು ಸುಲಭ ಮತ್ತು ನಿರ್ದಿಷ್ಟವಾಗಿ ನಿಮಗೆ ಬೇಕಾದುದನ್ನು ಮಾಡಬಹುದು.
ಎಲೆಕ್ಟ್ರೋಡ್ ಹೊಂದಿರುವವರು
ಮನೆಯಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಹೋಲ್ಡರ್ ಮಾಡಲು, ನೀವು ಎಂಟು ಮಿಲಿಮೀಟರ್ ವ್ಯಾಸದ ಹತ್ತು ಸೆಂಟಿಮೀಟರ್ ವ್ಯಾಸದ ಮೂರು ತುಂಡು ತಂತಿಯನ್ನು ತೆಗೆದುಕೊಳ್ಳಬೇಕಾಗುತ್ತದೆ. ಅವುಗಳಲ್ಲಿ ಎರಡು ಬದಿಗೆ ಬಗ್ಗಿಸಿ (ಅದು ಪ್ಲಗ್\u200cನಂತೆ ಕಾಣಿಸುತ್ತದೆ) ಇದರಿಂದ ತಂತಿಯ ಭಾಗಗಳನ್ನು ವಿರುದ್ಧ ದಿಕ್ಕುಗಳಲ್ಲಿ ನಿರ್ದೇಶಿಸಲಾಗುತ್ತದೆ (ಎಡ ಮತ್ತು ಬಲ). ಅವುಗಳ ನಡುವೆ ಉಳಿದ ತಂತಿಯಾಗಿರಬೇಕು, ಲೋಹದ ರಾಡ್\u200cನ ಸಂಪರ್ಕದಿಂದ ಮೇಲಕ್ಕೆ ಬಾಗುತ್ತದೆ, ಅದರ ಉದ್ದದ ಸುಮಾರು 0.5 ರವರೆಗೆ ಇರಬೇಕು. ಮೊದಲನೆಯದಾಗಿ, ಅಡ್ಡ ಭಾಗಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಹಿಡಿಯಲಾಗುತ್ತದೆ, ಅದರ ನಂತರ ಕೇಂದ್ರ ಭಾಗವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ನಂತರ ಎಲ್ಲವನ್ನೂ ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ನೀವು ತಂತಿಯ ಹೆಚ್ಚುವರಿ ಅಂಕುಡೊಂಕನ್ನು ಸೇರಿಸಬೇಕಾಗಬಹುದು, ಅದು ಹೆಚ್ಚು ಬಿಸಿಯಾಗದಂತೆ ರಕ್ಷಿಸುತ್ತದೆ.
ಹಿಡಿಕಟ್ಟುಗಳು
ಕ್ಲ್ಯಾಂಪ್ ಫಿಕ್ಸಿಂಗ್ ಸಾಧನವಾಗಿದೆ. ಅಂಗಡಿಗಳಲ್ಲಿ ಮಾರಾಟವಾಗುವ ಆ ಮಾದರಿಗಳ ಸಾಕಷ್ಟು ಶಕ್ತಿಯಿಂದಾಗಿ ಅವುಗಳನ್ನು ನೀವೇ ಮಾಡುವ ಅವಶ್ಯಕತೆಯಿದೆ. ಉದಾಹರಣೆಗೆ, ಎರಡು ಅಥವಾ ಇತರ ಲೋಹದ ವಸ್ತುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಸಾಕಷ್ಟು ಬಲವಾದ ಹಿಡಿಕಟ್ಟುಗಳು ಬೇಕಾಗುತ್ತವೆ. ಮತ್ತು ಅಂಗಡಿ ಮಾದರಿಗಳು ಅಗತ್ಯವಾದ ಹೊರೆಗಳನ್ನು ತಡೆದುಕೊಳ್ಳುವುದಿಲ್ಲ.
ಉತ್ಪಾದನೆಗಾಗಿ ನಿಮಗೆ ಅಗತ್ಯವಿರುತ್ತದೆ:
- ಸ್ಟೀಲ್ ಶೀಟ್ 10 ಎಂಎಂ ದಪ್ಪ;
- ಮೂರು ಬೀಜಗಳು
- ದೊಡ್ಡ ವ್ಯಾಸದ ತೊಳೆಯುವ ಯಂತ್ರಗಳು;
- ಕಾಯಿಗಳ ಗಾತ್ರದಲ್ಲಿ ಬಾಹ್ಯ ದಾರದೊಂದಿಗೆ ಪೈಪ್ ಮಾಡಿ.
ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ:
- 50 ಸೆಂ ಮತ್ತು 4 ಸೆಂ.ಮೀ ಬದಿಗಳೊಂದಿಗೆ ಉಕ್ಕಿನ ಹಾಳೆಯ ಪಟ್ಟಿಯನ್ನು ಕತ್ತರಿಸಿ;
- 25 ಸೆಂ.ಮೀ.ಗಿಂತ ಕಡಿಮೆ ಉದ್ದದ ಸ್ಥಿರ ಹಿಡಿತಕ್ಕಾಗಿ ಸ್ಟ್ರಿಪ್ ಕತ್ತರಿಸಿ;
- 10 ಸೆಂ.ಮೀ ಉದ್ದದ ಮೊಬೈಲ್ ಬಾರ್ ಅನ್ನು ಕತ್ತರಿಸಿ;
- ಮೊಬೈಲ್ ಭಾಗವನ್ನು ಜೋಡಿಸಲು, ಎರಡು 5 ಸೆಂ.ಮೀ ಆಯತಗಳನ್ನು ಕತ್ತರಿಸಿ;
- ಕ್ಲ್ಯಾಂಪ್ (1) ನ ಸ್ಥಿರ ಭಾಗವನ್ನು ಬೆಂಬಲಿಸಲು ಭಾಗವನ್ನು ಕತ್ತರಿಸಿ;
- ಕ್ಲಾಂಪ್ ಬೇಸ್\u200cಗೆ ಸಹಾಯಕ ಭಾಗವನ್ನು ವೆಲ್ಡ್ ಮಾಡಿ. ಅವರು ತಮ್ಮ ನಡುವೆ ಜಿ ಅಕ್ಷರವನ್ನು ರೂಪಿಸಿಕೊಳ್ಳಬೇಕು;
- ಭಾಗವನ್ನು ಸಣ್ಣ ಅಂಚಿನಲ್ಲಿ ಫ್ಲಾಟ್ ಮಾಡಿ (1);
- ಮೂರು ಕಾಯಿಗಳನ್ನು ಒಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಿ;
- ವೆಲ್ಡ್ ತೊಳೆಯುವವರು ಪರಸ್ಪರ;
- ಚಲಿಸಬಲ್ಲ ಭಾಗಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ಬೀಜಗಳ ಅಂಚನ್ನು ಬೆಸುಗೆ ಹಾಕಿ ಇದರಿಂದ ಸ್ಕ್ರೂ-ಇನ್ ರಾಡ್ ಕ್ಲ್ಯಾಂಪ್\u200cನ ತಳಕ್ಕೆ ಸಮಾನಾಂತರವಾಗಿ ಚಲಿಸುತ್ತದೆ;
- ಅಗತ್ಯವಿದ್ದರೆ, ಹ್ಯಾಂಡಲ್ ಅನ್ನು ಶಾಫ್ಟ್ಗೆ ಜೋಡಿಸಬಹುದು, ಮೇಲೆ ಕಾಯಿಗಳಿಂದ ಸುರಕ್ಷಿತಗೊಳಿಸಬಹುದು;
- ಹೊರ ಅಂಚಿನಲ್ಲಿ ವೆಲ್ಡ್ ಭಾಗಗಳು;
- ಕ್ಲ್ಯಾಂಪ್ನ ಭಾಗಗಳ ನಡುವೆ ಸೇರಿಸಿ;
- ಬಾರ್ ಅನ್ನು ಜೋಡಿಸುವ ಮೂಲಕ ಭಾಗಗಳ ಒಳ ಅಂಚಿನಲ್ಲಿ ವೆಲ್ಡ್ ಮಾಡಿ;
- ರಾಡ್ ಅಂಚಿನಲ್ಲಿ ವೆಲ್ಡ್ ತೊಳೆಯುವವರು.
ಜೋಡಣೆಗಾಗಿ, ನೀವು ಯಾವುದಾದರೂ ಇದ್ದರೆ ಮ್ಯಾಗಜೀನ್ ಕ್ಲಾಂಪ್\u200cನಿಂದ ರಾಡ್ ಅನ್ನು ಬಳಸಬಹುದು.
ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್, ಸಾಮಾನ್ಯವಾದಂತೆ, ಅವುಗಳ ನಂತರದ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಭಾಗಗಳನ್ನು ಭದ್ರಪಡಿಸುತ್ತದೆ. ಆದಾಗ್ಯೂ, ಉತ್ಪನ್ನದ ಭಾಗಗಳು ಯಾವಾಗಲೂ ನೇರವಾಗಿ ಇರಬಾರದು. ಕೆಲವೊಮ್ಮೆ ಒಂದು ಕೋನದಲ್ಲಿ. ವೆಲ್ಡರ್ನ ಆರ್ಸೆನಲ್ನಲ್ಲಿ ಅಂತಹ ಕ್ಷಣಗಳಿಗೆ ಕೋನೀಯ ಕ್ಲ್ಯಾಂಪ್ ಇರಬೇಕು. ಅವುಗಳನ್ನು ಅಂಗಡಿಗಳಲ್ಲಿ ಮಾರಾಟ ಮಾಡಲಾಗುತ್ತದೆ, ಆದರೆ ಅದೇ ಅನಾನುಕೂಲಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಲಂಬ ಕೋನಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವ ಸಾಧನವನ್ನು ನೀವು ಸುಲಭವಾಗಿ ಮಾಡಬಹುದು. ವಸ್ತುಗಳ ಸೆಟ್ ಸಾಮಾನ್ಯ ಹಿಡಿಕಟ್ಟುಗಳು, ಜೊತೆಗೆ ಬೀಜಗಳು ಮತ್ತು ಸ್ಟಡ್ಗಳಂತೆಯೇ ಇರುತ್ತದೆ.

ಬಳಕೆಯಾಗದ ಎಲೆಕ್ಟ್ರೋಡ್ ವೆಲ್ಡಿಂಗ್
ಲೋಹದ ತಂತಿಗಳು, ತಿರುವುಗಳು ಅಥವಾ ಥರ್ಮೋಕೋಪಲ್\u200cಗಳ ತಯಾರಿಕೆಯನ್ನು ಸಂಪರ್ಕಿಸುವ ಸಾಧನವನ್ನು ಹೆಚ್ಚಾಗಿ ತಮ್ಮ ಕೈಗಳಿಂದ ಸ್ವತಂತ್ರವಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಆದರೆ ಅಂಗಡಿಯಲ್ಲಿ ಖರೀದಿಸಿದ ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದ ಬೆಲೆ ನೀವು ಖರೀದಿಸಿದರೆ ಎಲ್ಲಾ ಘಟಕಗಳ ಒಟ್ಟು ಮೊತ್ತಕ್ಕಿಂತ ಕಡಿಮೆಯಿರಬಹುದು ಎಂಬುದನ್ನು ನೆನಪಿನಲ್ಲಿಡಿ. ಆದಾಗ್ಯೂ, ನಿಯಮದಂತೆ, ಡಿಸ್ಅಸೆಂಬಲ್\u200cಗಳಲ್ಲಿ ಭಾಗಗಳನ್ನು ಸಹ ಕಾಣಬಹುದು, ಮತ್ತು ಹಳೆಯ ಉಪಕರಣಗಳನ್ನು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವ ಮೂಲಕ ಅವುಗಳನ್ನು ಪಡೆಯಬಹುದು.
ಸಾಧನದ ತಯಾರಿಕೆಗಾಗಿ ನಿಮಗೆ 20-50 ವಿ ಗೆ ಒಂದು ಟ್ರಾನ್ಸ್\u200cಫಾರ್ಮರ್ ಅಗತ್ಯವಿರುತ್ತದೆ, ಸಂಪರ್ಕಿಸುವ ತಂತಿಗಳು ನಾಲ್ಕು ತುಂಡುಗಳಾಗಿವೆ (ಸಂಪರ್ಕಿಸಲು ಎರಡು, ವಿದ್ಯುದ್ವಾರವನ್ನು ಸಂಪರ್ಕಿಸಲು ಮತ್ತು ನೆಟ್\u200cವರ್ಕ್\u200cಗೆ ಸಂಪರ್ಕಿಸಲು). ಎಲೆಕ್ಟ್ರೋಡ್ ಗ್ರ್ಯಾಫೈಟ್ ಆಗಿರಬಹುದು, ಇದನ್ನು ಪೆನ್ಸಿಲ್\u200cನಿಂದ ರಾಡ್ ತೆಗೆದು ಸುಲಭವಾಗಿ ಪಡೆಯಬಹುದು. ಇದಕ್ಕಾಗಿ ನೀವು ಹೊಂದಿಕೊಳ್ಳಬಹುದಾದ ಎಲ್ಲವೂ ಹೋಲ್ಡರ್ ಪಾತ್ರಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.
ಅಂತಹ ಸಾಧನಗಳ ಜೋಡಣೆಯನ್ನು ಪ್ರಮಾಣಿತ ಯೋಜನೆಯ ಪ್ರಕಾರ ನಡೆಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ವಿವಿಧ ಮೂಲಗಳಲ್ಲಿ ಸುಲಭವಾಗಿ ಕಾಣಬಹುದು ಮತ್ತು ದೊಡ್ಡದಾಗಿ, ತಂತಿಗಳ ಸರಿಯಾದ ಸಂಪರ್ಕ ಮತ್ತು ಒಂದು ಸಂದರ್ಭದಲ್ಲಿ ಈ ಎಲ್ಲದರ ಪ್ಯಾಕೇಜಿಂಗ್ ಅನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.
ಸಮರ್ಥನೆ
ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ವೆಲ್ಡಿಂಗ್ ನೆಲೆವಸ್ತುಗಳ ಆಯ್ಕೆಗಳು ನೈಜ ಕೆಲಸದಲ್ಲಿ ಪ್ರಾಯೋಗಿಕ ಅನ್ವಯಿಕೆಗಳನ್ನು ಹೊಂದಬಹುದು ಮತ್ತು ಹೊಂದಬಹುದು. ಆದಾಗ್ಯೂ, ಸ್ವಯಂ-ಜೋಡಣೆಗೊಂಡ ಜೋಡಿಸುವ ಕಾರ್ಯವಿಧಾನಗಳು ಅಥವಾ ಇತರ ಸಾಧನಗಳನ್ನು ತಯಾರಿಸುವ ಕಾರ್ಯಸಾಧ್ಯತೆಯನ್ನು ಒಬ್ಬರು ನೆನಪಿನಲ್ಲಿಡಬೇಕು. ನೀವು ಏನನ್ನು ಸಾಧಿಸಲು ಬಯಸುತ್ತೀರಿ ಎಂಬುದನ್ನು ನೀವು ಸ್ಪಷ್ಟವಾಗಿ ಅರ್ಥಮಾಡಿಕೊಳ್ಳಬೇಕು: ಹೆಚ್ಚಿದ ಶಕ್ತಿ, ಸ್ಥಿರೀಕರಣದ ಹೆಚ್ಚಿನ ಬಿಗಿತ ಅಥವಾ ಹೆಚ್ಚು ಅನುಕೂಲಕರ ಆಯ್ಕೆಯನ್ನು ಮಾಡಿ.
ವೆಲ್ಡಿಂಗ್ನ ಪಂದ್ಯವು ಗುಣಮಟ್ಟದ ಕೆಲಸವನ್ನು ತ್ವರಿತವಾಗಿ ಮಾಡಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಮತ್ತು ನೀವು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿ ಉಪಕರಣವನ್ನು ತಯಾರಿಸುತ್ತೀರಿ ಅಥವಾ ಎತ್ತಿಕೊಳ್ಳುತ್ತೀರಿ, ನೀವು ಅಗತ್ಯವಿರುವ ಕೆಲಸದ ಗುಣಮಟ್ಟವನ್ನು ವೇಗವಾಗಿ ಸಾಧಿಸುವಿರಿ.
ಜೋಡಿಸಲಾದ ರಚನೆಯ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿ, ವೆಲ್ಡರ್ ಆಯಾಮದ ಸಹಿಷ್ಣುತೆಯನ್ನು ನಿರಂತರವಾಗಿ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಇದು ಒಳಗೊಂಡಿದೆ: ಕರ್ಣಗಳ ಸಮಾನತೆ, ಅಕ್ಷಗಳು (ಚರಣಿಗೆಗಳು), ರೇಖಾಂಶ ಮತ್ತು ಅಡ್ಡ ವಿಮಾನಗಳ ನಡುವಿನ ಅಂತರ, ಮುಖ್ಯ ಪರಿಧಿಯಲ್ಲಿ ಸೇರಿಸದ ಪ್ರತ್ಯೇಕ ಅಂಶಗಳ ಕೋನಗಳನ್ನು ಗಮನಿಸುವುದು. ಈ ಯಾವುದೇ ಸೂಚಕಗಳನ್ನು ನೀವು ತಪ್ಪಿಸಿಕೊಂಡರೆ, ವಿನ್ಯಾಸವು ದೋಷಯುಕ್ತವಾಗಿರುತ್ತದೆ ಮತ್ತು ಉತ್ಪನ್ನವನ್ನು ಮತ್ತೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ತ್ವರಿತ ಪುನರಾವರ್ತಿತ ಕೆಲಸಕ್ಕಾಗಿ ಪ್ರಾಯೋಗಿಕ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್\u200cಗಳನ್ನು ರಚಿಸಲಾಗಿದೆ, ಇದು ಪೂರ್ವ-ಸೆಟ್ ಆಯಾಮಗಳನ್ನು ಗಮನಿಸುವುದರೊಂದಿಗೆ ರಚನೆಯನ್ನು ಸ್ಥಾನದಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸುತ್ತದೆ. ಇದು ಇಡೀ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಉತ್ತಮಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ಹೆಚ್ಚು ಗುಣಮಟ್ಟದ ಉತ್ಪನ್ನಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ನಿಮಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.
ಕಂಡಕ್ಟರ್\u200cಗಳು ಟವೆಲ್ ಹಳಿಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಾಧನಗಳು, ಖೋಟಾ ಅಂಶಗಳ ಸಂಕೀರ್ಣ ಮಾದರಿಗಳು ಮತ್ತು ಕೈಗಾರಿಕಾ ಸೇಫ್\u200cಗಳಿಂದ ಬಾಗಿಲುಗಳನ್ನು ಹೊಂದಿರುವ ಚೌಕಟ್ಟುಗಳು.
ಲೋಹದ ರಚನೆಯು ಬದಿಗಳಲ್ಲಿ ಎರಡು ಕೋನ್-ಆಕಾರದ ಬೆಂಬಲಗಳನ್ನು ಹೊಂದಿದೆ, ಅದರ ನಡುವೆ ತಿರುಗುವ ಸಮತಲವನ್ನು ನಿವಾರಿಸಲಾಗಿದೆ. ಕೊನೆಯದಾಗಿ ಹೊಂದಾಣಿಕೆ ರೇಖಾಂಶದ ಕಿರಣಗಳಿವೆ, ಹಲವಾರು ಸ್ಕ್ರೂ ಹಿಡಿಕಟ್ಟುಗಳಿವೆ. ಕಿರಣಗಳಲ್ಲಿನ ಹಲವಾರು ರಂಧ್ರಗಳಿಂದಾಗಿ, ಉತ್ಪನ್ನದ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಸಂಪೂರ್ಣ ಉದ್ದಕ್ಕೂ ಸ್ಥಾಪಿಸಬಹುದು. ವಿಚ್ orce ೇದನ ಅಥವಾ ಕಿರಣಗಳ ಕಡಿತಕ್ಕೆ ಧನ್ಯವಾದಗಳು, ಅಸೆಂಬ್ಲಿಯ ಅಗಲವನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ.

ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಕಂಡಕ್ಟರ್ಗಳಿಗೆ ಧನ್ಯವಾದಗಳು, ಉತ್ಪನ್ನದ ಬದಿಗಳ ನಡುವಿನ ಅಂತರ, ಅದರ ರೇಖಾಂಶ ಮತ್ತು ಅಡ್ಡ ಸಮತಲವನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ ಮತ್ತು ತಕ್ಷಣವೇ ಹಿಡಿದಿಡಲಾಗುತ್ತದೆ. ಕರ್ಣವನ್ನು ಮಾತ್ರ ವೆಲ್ಡರ್ ಪರಿಶೀಲಿಸುತ್ತಾನೆ, ಮತ್ತು ನೀವು ಕೆಲಸ ಮಾಡಲು ಪ್ರಾರಂಭಿಸಬಹುದು. ಸಾಧನವು ತಿರುಗುತ್ತದೆ, ಆದ್ದರಿಂದ ಬಾಹ್ಯ ಮತ್ತು ಆಂತರಿಕ ಸ್ತರಗಳ ಬೆಸುಗೆಗೆ ಸುಲಭ ಪ್ರವೇಶವಿದೆ. ತಿರುಗುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ಓರೆಯಾಗಿಸಲು, ಸಮತಲದ ಒಂದು ಬದಿಯಲ್ಲಿ ಹಲವಾರು ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುವ ವೃತ್ತವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಅದರಲ್ಲಿ ಒತ್ತು ಸೇರಿಸಲಾಗಿದೆ. ಹೆಚ್ಚು ಸಂಕೀರ್ಣ ಕಾರ್ಯವಿಧಾನಗಳು ವಿದ್ಯುತ್ ಮೋಟರ್ ಮತ್ತು ಗೇರ್ ಬಾಕ್ಸ್ ಅನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ.
ಜಿಗ್ನ ಸ್ಲೈಡಿಂಗ್ ಕಾರ್ಯವಿಧಾನಗಳು ದೊಡ್ಡ ಮತ್ತು ಸಣ್ಣ ಉತ್ಪನ್ನಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡಲು ಸಾರ್ವತ್ರಿಕ ಸಾಧನವಾಗಿ ಬಳಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಕೆಲಸ ಮಾಡುವಾಗ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ಸ್ಸ್ಕ್ರೂ ಹಿಡಿಕಟ್ಟುಗಳಿಂದ ಗೀರುಗಳನ್ನು ತಡೆಗಟ್ಟಲು, ಎರಡನೆಯದನ್ನು "ತುಟಿಗಳಲ್ಲಿ" ಭಾವಿಸಿದ ಸ್ಟಿಕ್ಕರ್\u200cಗಳೊಂದಿಗೆ ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ, ಮತ್ತು ದ್ರವ್ಯರಾಶಿಯನ್ನು ನೇರವಾಗಿ ಉತ್ಪನ್ನಕ್ಕೆ ಪ್ರಸಾರ ಮಾಡಲಾಗುತ್ತದೆ. ಅಂತಹ ಕಂಡಕ್ಟರ್ ಉಪಕರಣವನ್ನು ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cನಿಂದಲೇ ಜೋಡಿಸಬಹುದು. ಚಲಿಸುವ ಭಾಗಗಳನ್ನು ಸುರಕ್ಷಿತಗೊಳಿಸಲು ನಿಮಗೆ ಬೇರಿಂಗ್\u200cಗಳು ಮತ್ತು ಉದ್ದವಾದ ಬೋಲ್ಟ್\u200cಗಳು ಬೇಕಾಗುತ್ತವೆ.
ಮಾದರಿಗಳು
ಲಂಬ ಕೋನಗಳಲ್ಲಿ ಹೆಚ್ಚು ಸರಳ ಸಾಧನಗಳನ್ನು ಸಮತಟ್ಟಾದ ಸಮತಲದಲ್ಲಿ ಟೆಂಪ್ಲೆಟ್ ರೂಪದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಭವಿಷ್ಯದ ಉತ್ಪನ್ನಗಳ ನಿಖರವಾದ ಕೋನವನ್ನು ಮುಂಚಿತವಾಗಿ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ನಿಲ್ದಾಣಗಳ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ, ಮೂಲೆಯ ಪ್ರತಿ ಬದಿಯಲ್ಲಿ ಎರಡು ತುಂಡುಗಳು. ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಶವನ್ನು ಟೆಂಪ್ಲೇಟ್\u200cನಲ್ಲಿ ಇಡಲಾಗಿದೆ, ಟ್ಯಾಕ್ಸ್ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಟೆಂಪ್ಲೆಟ್ಗಳ "ಸುಧಾರಿತ" ಆವೃತ್ತಿಗಳು ಮಡಿಸುವ ನಿಲ್ದಾಣಗಳನ್ನು ಹೊಂದಿದ್ದು ಅದು ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯನ್ನು ಹೊರತೆಗೆಯಲು ಅನುಕೂಲವಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ ಒಡ್ಡಿಕೊಂಡಾಗ ಉತ್ಪನ್ನವು ಚಾಲನೆ ಮಾಡುವುದಿಲ್ಲ ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್, ಒಂದು ಬದಿಯಲ್ಲಿ ನಿಲ್ಲಿಸುವ ಬದಲು, ಸ್ಕ್ರೂ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ, ಇದು ಟೆಂಪ್ಲೇಟ್\u200cನಲ್ಲಿ ಬದಿಗಳನ್ನು ದೃ fix ವಾಗಿ ಸರಿಪಡಿಸುತ್ತದೆ ಮತ್ತು ಅವುಗಳನ್ನು ಮೇಲಕ್ಕೆ ಏರುವುದನ್ನು ತಡೆಯುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ನಂತರ, ತಿರುಪುಮೊಳೆಗಳು ಸಡಿಲಗೊಳ್ಳುತ್ತವೆ ಮತ್ತು ರಚನೆಯು ಸಡಿಲಗೊಳ್ಳುತ್ತದೆ. ಆದ್ದರಿಂದ, ನೀವು ಕೋನ ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳಲ್ಲಿ, ವಿವಿಧ ಅಗಲದ ಕಪಾಟಿನಲ್ಲಿ ಮೂಲೆಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಬಹುದು. ಬಾಗಿಲುಗಳು ಮತ್ತು ಗೇಟ್\u200cಗಳ ಮೇಲೆ ಚೌಕಟ್ಟುಗಳ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಇದು ಅನುಕೂಲಕರವಾಗಿದೆ.
ಕೇಂದ್ರೀಕರಣಕಾರರು
ಅಸೆಂಬ್ಲಿ ಬಹಳಷ್ಟು ವೆಲ್ಡಿಂಗ್ ಅಲ್ಲ. ಅಂತಹ ವಿವರಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಮುಖ್ಯ ಲಕ್ಷಣವೆಂದರೆ ಪಕ್ಷಗಳ ಜೋಡಣೆಯನ್ನು ಖಚಿತಪಡಿಸುವುದು. ವ್ಯತ್ಯಾಸವು mm. Mm ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚಿದ್ದರೆ, ಅದು ಬರಿಗಣ್ಣಿಗೆ ಗಮನಾರ್ಹವಾಗಿರುತ್ತದೆ. ಸೌಂದರ್ಯಶಾಸ್ತ್ರವು ಮುಖ್ಯವಾದ ನಿರ್ಣಾಯಕ ಉತ್ಪನ್ನಗಳಲ್ಲಿ, ಇದು ಸ್ವೀಕಾರಾರ್ಹವಲ್ಲ.

ಕೇಂದ್ರೀಕರಣಕಾರರು ಬೆಸುಗೆ ಹಾಕಿದ ಬದಿಗಳನ್ನು ಒಟ್ಟಿಗೆ ತರುತ್ತಾರೆ, ಅವುಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಭಾಗಗಳಲ್ಲಿ ಅಥವಾ ಸಂಪೂರ್ಣ ಸುತ್ತಳತೆಯೊಂದಿಗೆ ಜೋಡಿಸುತ್ತಾರೆ. ಅವು ತಿರುಪುಮೊಳೆಗಳು, ಇದರ ಸುತ್ತಳತೆಯು ಪೈಪ್\u200cನ ಎಲ್ಲಾ ಬದಿಗಳನ್ನು ತಲುಪುತ್ತದೆ, ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವುದು - ಅರ್ಧವೃತ್ತಾಕಾರದ ಕಾಲುಗಳೊಂದಿಗೆ. ಉಪಕರಣವು ಪೈಪ್ ಅನ್ನು ಕೇಂದ್ರೀಕರಿಸುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರಗತಿಯಲ್ಲಿದೆ. ಅದರ ನಂತರ ಸಾಧನವನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
ಮ್ಯಾಗ್ನೆಟಿಕ್ ಆವಿಷ್ಕಾರಗಳು
ಉತ್ಪನ್ನದ ಬದಿಗಳನ್ನು ಅಪೇಕ್ಷಿತ ಸ್ಥಾನದಲ್ಲಿ ಹೊಂದಿಸುವುದು ತುಂಬಾ ಸುಲಭ. ಸರಳವಾದದ್ದು ಕಾಂತೀಯ ಚೌಕ. ಆಕರ್ಷಣೆಯ ಬಲದಿಂದಾಗಿ ಇದು ಉತ್ಪನ್ನದ ಎರಡು ಭಾಗಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಸರಿಪಡಿಸುತ್ತದೆ ಮತ್ತು ಅದರ ನಡುವೆ 90 ಡಿಗ್ರಿ ಕೋನವನ್ನು ಹೊಂದಿಸುತ್ತದೆ. ಸಾಧನದ ಹೆಚ್ಚು ಸಾರ್ವತ್ರಿಕ ಆವೃತ್ತಿಗಳಿವೆ, ಅಲ್ಲಿ ಬೇರೆ ಪದವಿ ಹೊಂದಿಸಲಾಗಿದೆ. ಆದ್ದರಿಂದ ನೀವು ಬದಿಗಳನ್ನು ತೀಕ್ಷ್ಣವಾದ ಮತ್ತು ಚೂಪಾದ ಕೋನಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಬಹುದು.

ಇನ್ನೂ ಹೆಚ್ಚಿನ ಬಹುಮುಖ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫ್ರೀಕ್ವೆನ್ಸಿ ಆವಿಷ್ಕಾರಗಳು ಲೋಹದ ಅಂಶವನ್ನು ಸೆರೆಹಿಡಿಯಲು ಮತ್ತು ಅದನ್ನು ಮೇಲ್ಮೈಯ ಎರಡೂ ಬದಿಗೆ ಜೋಡಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಸಾಕಷ್ಟು ಮೂರನೇ ಕೈ ಇಲ್ಲದಿದ್ದಾಗ ಇದು ಸಾಕಷ್ಟು ಸಹಾಯ ಮಾಡುತ್ತದೆ, ಆದರೆ ಸಹಾಯ ಮಾಡಲು ಯಾರೂ ಇಲ್ಲ. ಇದೇ ರೀತಿಯ ಕ್ರಿಯಾತ್ಮಕತೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಮನೆಯಲ್ಲಿ ತಯಾರಿಸಿದ ಪಂದ್ಯವನ್ನು ಎರಡು ಚೌಕಗಳ ಲೋಹದಿಂದ 30 x 30 ಮಿಮೀ ಮಾಡಬಹುದು, ಅದಕ್ಕೆ ಒಂದು ಮ್ಯಾಗ್ನೆಟ್ ಅನ್ನು ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಚೌಕಗಳಲ್ಲಿ, "ಕಿವಿಗಳು" ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಬೋಲ್ಟ್ ಮಾಡಿದ ಸಂಪರ್ಕದ ಮೂಲಕ, ಎರಡು ಅಥವಾ ಹೆಚ್ಚಿನ "ಮೊಣಕೈಗಳನ್ನು" ಜೋಡಿಸಬಹುದು (3 ಎಂಎಂ ಗೋಡೆಯ ದಪ್ಪ ಮತ್ತು 100 x 20 ಮಿಮೀ ಆಯಾಮಗಳನ್ನು ಹೊಂದಿರುವ ಲೋಹದ ಪಟ್ಟಿಗಳು). ಅಂತಹ ಆವಿಷ್ಕಾರವನ್ನು ನೀವು ಇಷ್ಟಪಡುವಂತೆ ಬಾಗಿಸಿ ಬೆಳೆಸಬಹುದು. ಒಂದು ಬದಿಯಲ್ಲಿ, ಅದು ಮುಖ್ಯ ಉತ್ಪನ್ನಕ್ಕೆ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ, ಮತ್ತು ಇನ್ನೊಂದೆಡೆ, ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಶವನ್ನು ಹಿಡಿದು ಹಿಡಿದುಕೊಳ್ಳಿ.
ಕ್ಲ್ಯಾಂಪ್ ಮತ್ತು ಸ್ಲೈಡಿಂಗ್ ಸಾಧನಗಳು
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ನೆಲೆವಸ್ತುಗಳ ಪೈಕಿ, ಅನೇಕ ಸಣ್ಣ ಸಹಾಯಕರು ಸ್ಥಿರೀಕರಣ, ಮಿಶ್ರಣ ಅಥವಾ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಭಾಗಗಳನ್ನು ಬೇರ್ಪಡಿಸುವಿಕೆಯನ್ನು ಒದಗಿಸುತ್ತಾರೆ. ಇಲ್ಲಿ ಮುಖ್ಯವಾದವುಗಳು.
ಕ್ಲ್ಯಾಂಪ್
ಇದು ಸಿ-ಆಕಾರದ ಫ್ರೇಮ್ ಆಗಿದೆ, ಅದರ ಒಂದು ತುದಿಯಲ್ಲಿ ಉತ್ಪನ್ನವನ್ನು ಹಿಡಿಯಲು “ತುಟಿ” ಇದೆ, ಮತ್ತು ಇನ್ನೊಂದೆಡೆ ಚಲಿಸುವ ಒತ್ತು. ಈ ಸಾಧನವನ್ನು ಉತ್ಪನ್ನದ ಸಾಮಾನ್ಯ ಸಮತಲಕ್ಕೆ ಅನುಸಾರವಾಗಿ ಹಾಳೆಗಳನ್ನು ಬೇಸ್\u200cಗೆ ಜೋಡಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಒತ್ತು ಸ್ಕ್ರೂ ಮೇಲೆ ಅಥವಾ ಗೇರ್ ರ್ಯಾಕ್ ಉದ್ದಕ್ಕೂ ಕ್ಯಾಮ್ ಕಾರ್ಯವಿಧಾನದ ಮೇಲೆ ಚಲಿಸುತ್ತದೆ. ನಂತರದ ಆಯ್ಕೆಯು ಹೆಚ್ಚು ಪ್ರಾಯೋಗಿಕವಾಗಿದೆ, ಏಕೆಂದರೆ ಇದು ರಚನೆಯ ವಿಭಿನ್ನ ದಪ್ಪಗಳ ಅಡಿಯಲ್ಲಿ ಜಾರುವ ಸಮಯವನ್ನು ಉಳಿಸುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕುವ ವಸ್ತುಗಳ ಆಯಾಮಗಳನ್ನು ಅವಲಂಬಿಸಿ ಗಂಟಲಕುಳಿ (ಸಿ-ಫ್ರೇಮ್ ಗಾತ್ರ) ಸಣ್ಣ ಮತ್ತು ದೊಡ್ಡದಾಗಿರಬಹುದು.
ಚೌಕ
ನಡುವೆ 90 ಡಿಗ್ರಿ ಹೊಂದಿಸಲು ಸಹಾಯ ಮಾಡುವ ಸುಲಭ ಅಂಶ ಪ್ರೊಫೈಲ್ ಪೈಪ್\u200cಗಳು - ಇದು ಒಂದು ಚೌಕ. 90 ಡಿಗ್ರಿಗಳಷ್ಟು ತ್ವರಿತ ಸ್ಥಾಪನೆ ಮತ್ತು ಸ್ಥಾನವನ್ನು ಸರಿಪಡಿಸುವ ಅಗತ್ಯವಿರುವ ಬದಲಾವಣೆಗಳನ್ನು ನಿಯಮಿತವಾಗಿ ನಿರ್ವಹಿಸಿದರೆ, ನೀವು DIY ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಸರಳ ವಿನ್ಯಾಸವನ್ನು ಮಾಡಬಹುದು. ಎರಡು ಹಿಡಿಕಟ್ಟುಗಳು ಬೇಕಾಗುತ್ತವೆ, ಇವುಗಳ ಸ್ಥಿರವಾದ “ತುಟಿಗಳು” ಕೆಳಗಿನಿಂದ ಲೋಹದ ಪಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಲ್ಪಡುತ್ತವೆ. ಸ್ಟ್ರಿಪ್\u200cನ ಮೇಲ್ಭಾಗಕ್ಕೆ ಎರಡು ಸಣ್ಣ ಮೂಲೆಗಳನ್ನು ಜೋಡಿಸಲಾಗಿದೆ. ಕೋನವನ್ನು ಬಳಸುವುದರಿಂದ ಅಪೇಕ್ಷಿತ ಮಟ್ಟವನ್ನು ಹೊಂದಿಸಿ ಮತ್ತು ಅವುಗಳನ್ನು ಉದುರಿಸಲಾಗುತ್ತದೆ. ಇದು ಒತ್ತು. ಮೂಲೆಗಳನ್ನು ಒಂದಕ್ಕೊಂದು ಹತ್ತಿರ ತರುವ ಅಗತ್ಯವಿಲ್ಲ ಆದ್ದರಿಂದ ಪ್ರವೇಶವು ಉಳಿದಿದೆ ಫಿಲೆಟ್ ಸೀಮ್ ಭವಿಷ್ಯದ ಉತ್ಪನ್ನಗಳ ಮೇಲೆ.
ಸ್ಪೇಸರ್\u200cಗಳು
ರಚನೆಯ ಕುಗ್ಗುವ ಬದಿಗಳನ್ನು ಹಿಂಡಲು, ಒಡೆದ ಸಾಧನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಇದು ಸಮತಲದಲ್ಲಿ ಭಿನ್ನವಾಗಿರುವ ಅಡ್ಡ ಹಾಳೆಗಳ ಅಂಚುಗಳಾಗಿರಬಹುದು ಅಥವಾ ದೊಡ್ಡ ಸಾಮರ್ಥ್ಯದ ಜಂಟಿ ಮುಳುಗಿದ ಭಾಗವಾಗಿರಬಹುದು. ಅಂಚುಗಳನ್ನು ಒಂದೇ ಸಮತಲಕ್ಕೆ ತರಲು, ಒಂದು ಸಿಲಿಂಡರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅದರೊಳಗೆ ದೊಡ್ಡ ದಾರವನ್ನು ಕತ್ತರಿಸಲಾಗುತ್ತದೆ. ದೊಡ್ಡ ಬೋಲ್ಟ್\u200cಗಳನ್ನು ಅದರ ಅಂಚುಗಳಿಗೆ ತಿರುಗಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅವುಗಳ ಟೋಪಿಗಳ ಮೇಲೆ ಉತ್ಪನ್ನದ ಒಳಭಾಗಕ್ಕೆ ಸೂಕ್ತವಾದ ನಿಲುಗಡೆಗಳನ್ನು ನಿಗದಿಪಡಿಸಲಾಗಿದೆ (ಟ್ಯಾಂಕ್\u200cಗೆ ಗೋಡೆಗಳಿದ್ದರೆ, ನಿಲ್ದಾಣಗಳು ಸಮತಟ್ಟಾಗಿರುತ್ತವೆ, ತೊಟ್ಟಿಯ ಗೋಡೆಗಳು ದುಂಡಾಗಿದ್ದರೆ, ನಂತರ ನಿಲ್ದಾಣಗಳು ದುಂಡಾಗಿರುತ್ತವೆ). ಲಿವರ್ ಮತ್ತು ತಿರುಗುವಿಕೆಯನ್ನು ಆರೋಹಿಸಲು ಸಿಲಿಂಡರ್ ಹಲವಾರು ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬೋಲ್ಟ್ಗಳನ್ನು ತಿರುಗಿಸಲಾಗಿಲ್ಲ ಮತ್ತು ಸಾಧನದ ಒಟ್ಟು ಉದ್ದವು ಹೆಚ್ಚಾಗುತ್ತದೆ. ಇದು ಕುಗ್ಗುವ ಭಾಗವನ್ನು ಅಪೇಕ್ಷಿತ ಮಟ್ಟಕ್ಕೆ ತಳ್ಳುತ್ತದೆ. ಸ್ಪೇಸರ್ ಉದ್ದವು ಸಾಕಾಗದಿದ್ದರೆ, ಒಂದು ಸ್ಟಾಪ್ ಅಡಿಯಲ್ಲಿ ಮರದ ಒಳಸೇರಿಸುವಿಕೆಯನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ.
ಹಿಡಿಕಟ್ಟುಗಳು
ಕೆಲವೊಮ್ಮೆ, ನೀವು ಬೇಗನೆ ಕೆಲಸ ಮಾಡಬೇಕಾಗುತ್ತದೆ, ಮತ್ತು ಹಿಡಿಕಟ್ಟುಗಳೊಂದಿಗೆ ಉತ್ಪನ್ನವನ್ನು ಒತ್ತುವ ಸಮಯವಿಲ್ಲ. ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳ ದಪ್ಪವು ಚಿಕ್ಕದಾಗಿದ್ದರೆ, ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಬಳಸಬಹುದು. ಇವು ಸಣ್ಣ ಉಗುರುಗಳು, ಎರಡೂ ಭಾಗಗಳನ್ನು ಆಕರ್ಷಿಸುವ ವಸಂತಕಾಲ. ಅಂತಹ ಸಾಧನಗಳ “ತುಟಿಗಳು” ನಿರ್ದಿಷ್ಟ ಉತ್ಪನ್ನಗಳಿಗೆ ಅಗಲವಾಗಿ ಅಥವಾ ಬಾಗಬಹುದು. ಕೆಲಸದ ಅಗಲವನ್ನು ಸರಿಹೊಂದಿಸಲು ಅವು ಸಣ್ಣ ವ್ಯಾಪ್ತಿಯನ್ನು ಹೊಂದಿವೆ, ಆದರೆ ಹಿಡಿಕಟ್ಟುಗಳಿಗಿಂತ ಭಿನ್ನವಾಗಿ, ಅವುಗಳನ್ನು ಒಂದು ಸೆಕೆಂಡಿನಲ್ಲಿ ಹೊಂದಿಸಲಾಗಿದೆ.
ಸ್ಕ್ರೀಡ್ಸ್
ದೊಡ್ಡ ಅಂತರವಿಲ್ಲದೆ ಬೇಯಿಸಲು ಜಂಟಿ ರೇಖೆಯ ಉದ್ದಕ್ಕೂ ಬದಿಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಅಗತ್ಯವಿರುವಾಗ, ನಂತರ ಸಂಬಂಧಗಳನ್ನು ಬಳಸಿ. ಚಪ್ಪಟೆ ಉತ್ಪನ್ನಗಳ ವಿಷಯದಲ್ಲಿ, ಇವು ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುವ ಎರಡು ಮೂಲೆಗಳಾಗಿರಬಹುದು, ಅದು ಪರಸ್ಪರ ವಿರುದ್ಧವಾಗಿ ಗ್ರಹಿಸುತ್ತದೆ ಮತ್ತು ಉದ್ದವಾದ ಬೋಲ್ಟ್ನಿಂದ ಬದಿಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಕಾಯಿ ಬಿಗಿಗೊಳಿಸುತ್ತದೆ. ಬೋಲ್ಟ್ ಉದ್ದವಾದ ದಾರವನ್ನು ಹೊಂದಿದ್ದರೆ (ತಲೆಯ ಕೆಳಗೆ) ಸಾಧನವು ಅದರ ನಿರ್ಬಂಧಿಸುವ ಪರಿಣಾಮವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಅರಿತುಕೊಳ್ಳುತ್ತದೆ. ವಿನ್ಯಾಸವು ನೀವು ಹಿಡಿಯಬಹುದಾದ ಬಂಪರ್\u200cಗಳನ್ನು ಹೊಂದಿದ್ದರೆ, ವೆಲ್ಡಿಂಗ್ ಮೂಲೆಗಳಿಗೆ ಬದಲಾಗಿ, ಮೇಲ್ಭಾಗದಲ್ಲಿ ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುವ ಕೊಕ್ಕೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ವಿವಿಧ ಪರಿಕರಗಳು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಹೆಚ್ಚು ಸುಗಮಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ವೇಗಗೊಳಿಸುತ್ತದೆ. ಈ ಅಂಶಗಳನ್ನು ನೀವೇ ಮಾಡುವ ಮೂಲಕ, ನೀವು ಸ್ವಲ್ಪ ಹಣವನ್ನು ಉಳಿಸಬಹುದು.

