Pekerjaan pengelasan terkadang melibatkan lebih sedikit usaha dan waktu daripada mempersiapkannya. Bagian utama mereka adalah perakitan struktur yang dilas, di mana perlu untuk memperbaiki elemen-elemen pada posisi yang diperlukan. Pekerjaan ini memerlukan perhatian dari master, karena kualitas produk tergantung padanya.
Jika, setelah penyelarasan dan pemasangan benda kerja dengan hati-hati, strukturnya terlepas dari sentuhan elektroda, itu akan mengganggu, Anda harus mengumpulkannya lagi. Ini juga terjadi bahwa elemen dilas, tetapi tidak dalam posisi yang diperlukan. Ini dapat terjadi dengan geser atau deformasi yang tidak terlihat setelah pendinginan logam. Itu sebabnya sebelum memulai pekerjaan pengelasan Perlu menyimpan semua perangkat yang diperlukan.
Solusi untuk masalah tersebut
Untuk menghindari kesalahan seperti itu, perangkat khusus untuk pengelasan digunakan. Mereka memungkinkan Anda menghemat waktu dan energi, menyediakan produk berkualitas tinggi di pintu keluar. Sampai saat ini, ada banyak mekanisme dan perangkat yang dapat digunakan untuk pengelasan. Jika orang bekerja dalam kondisi industri, di mana produksi massal dan massal didirikan, mereka menggunakan peralatan otomatis dan mekanis, ini harus mencakup mekanisme peletakan, perangkat transportasi, perangkat perakitan teknologi, dll. Jika master harus bekerja di rumah, maka mereka dapat menggunakan peralatan las, yang cukup realistis untuk dibuat sendiri. Mereka akan mengurangi deformasi bagian.
Pembuatan penjepit
Tanpa penjepit, yang bisa Anda buat sendiri, tidak ada tukang las yang bisa mengatasi pekerjaan itu. Selain itu, alat ini membantu menyelesaikan masalah selama pengerjaan logam dan pertukangan. Perangkat ini dapat memiliki opsi berbeda - khusus dan universal. Baru-baru ini, modifikasi lain telah muncul, yaitu Menggunakannya, Anda dapat memberikan kekuatan kompresi hingga 450 kg. Namun, tugas utama dari alat tersebut adalah untuk memperbaiki kekosongan untuk koneksi di antara mereka sendiri.
Bekerja pada penjepit sudut: persiapan

Perlengkapan las ditawarkan untuk dijual hari ini dalam beragam, tetapi Anda dapat membuatnya sendiri. Adapun alat dan bahan untuk pekerjaan adalah:
- sudut baja;
- kancing berulir;
- gila
- bor;
- piring besi;
- palang untuk gerbang;
- mesin las;
- keran.
Kerja

Pada sudut yang tepat, sudut-sudut harus melekat pada pelat baja. Struktur cacing diperbaiki pada setiap sisi dengan pengelasan. Ini adalah sudut dengan mur yang dilas atau penebalan, di mana benang harus dipotong dengan mempertimbangkan pin stud. Pada saat yang sama, penting untuk memperhatikan benda kerja potensial, karena menentukan lebar celah kerja. Jika rentang ukuran bagian lebar, yang terbaik adalah menyiapkan beberapa klem.
Pin-sekrup disekrup ke mur yang berfungsi, pada akhirnya kemudian penekanan dikumpulkan. Desain ini terdiri dari dua mesin cuci logam dengan ukuran berbeda. Penting untuk memastikan bahwa stop pada stud diputar. Bagian belakang gerbang harus dilengkapi dengan lubang di mana batang baja dipasang. Dia akan bertindak sebagai tuas. Perlengkapan pengelasan tersebut dipasang dengan benar jika dapat digunakan untuk memperbaiki bagian baja secara aman. Desainnya sangat sederhana, dan dapat dibuat dari bahan improvisasi.
Tugas yang agak sulit adalah pengelasan pipa pada akhirnya. Dalam hal ini, benda kerja harus berorientasi ruang secara akurat. Jika sepotong pipa dilas ke sistem jadi, tugas akan disederhanakan. Tetapi benda kerja yang berbohong harus dilas, setelah meminta bantuan orang lain atau menggunakan perangkat khusus. Penting untuk menerapkan pelat baja dan sudut logam dalam proses. Bagian dari penjepit secara tradisional terpasang, perlu untuk menggunakan stud berulir untuk ini. Sebagai hasilnya, adalah mungkin untuk mendapatkan desain yang efektif dan sederhana.
Pembuatan centang

Perlengkapan las buatan sendiri juga termasuk penjepit. Anda dapat mengumpulkannya, tetapi untuk ini Anda harus bersabar. Untuk pekerjaan, anak panah tembaga harus disiapkan, panjangnya 2 m. Diameternya harus sama dengan 30 mm. Benda kerja ini mungkin sedikit lebih panjang, dalam hal ini akan memungkinkan untuk ditekuk. Unsur membungkuk untuk membuat kosong berbentuk tapal kuda. Lubang 18 mm dibuat di ujungnya, setelah Anda harus berbelok dan memotong.
Hasilnya adalah klem untuk elektroda. Dua transformator terhubung secara paralel, di dalamnya gulungan sekunder dan primer harus terhubung langsung. Pasokan saat ini dapat disesuaikan secara mandiri. Perlengkapan las buatan sendiri seperti itu harus didinginkan, dan air harus digunakan untuk ini. Dengan menggunakan pedal kaki, Anda dapat melepas elektroda.
Dari uraian di atas, dapat disimpulkan bahwa tang memiliki tuas untuk memutar elektroda, transformator, dan juga pegangan dengan pendorong. Tuas dipegang oleh engsel, yang kapaknya terletak berlawanan. Kadang-kadang tang dibuat, di antara bius yang ada pegas. Namun, alat seperti itu untuk pipa las tidak bisa disebut nyaman. Bagaimanapun, mengompresi pegas selama rotasi akan sangat sulit.
Membuat dudukan magnet

Jika Anda tertarik pada perangkat untuk perakitan dan pengelasan, Anda dapat membuatnya sendiri, menolak untuk membeli opsi pabrik. Ini juga berlaku untuk dudukan magnet, di mana Anda perlu menyiapkan bahan-bahan berikut:
- lembaran logam;
- papan kering;
- pengencang magnetik.
Saat menyiapkan logam, perlu dipandu oleh parameter tertentu, ketebalan lembaran dapat bervariasi dari 1 hingga 3 mm. Membuat template untuk desain masa depan, lebih baik untuk melakukan versi monolitik, dimensi yang akan sesuai dengan kebutuhan master. Template harus dilampirkan ke lembaran logam dan memotong benda kerja yang sama sebanyak 2 lembar. Penting untuk mempertahankan geometri mereka.
Gambar perlengkapan untuk pengelasan sebaiknya disiapkan secara independen, beberapa di antaranya dapat Anda temukan di artikel. Langkah selanjutnya di jalan menuju perlengkapan adalah persiapan bagian tengah magnet. Untuk melakukan ini, Anda perlu memotong kayu kosong dalam bentuk pelat logam, namun ukurannya tidak harus mengulangi polanya. 2 mm harus diimbangi dari tepi. Ketebalan elemen ini harus 2 mm lebih besar dari lebar magnet.

Bagian eksternal produk siap pada tahap ini, sekarang Anda perlu membuat konten internal. Dalam hal ini, Anda harus mulai dari magnet. Mereka akan ditempatkan di antara pelat, dan ketebalannya bisa bervariasi dari 10 hingga 50 mm. Ketika fixture dibuat untuk pengelasan pada sudut, lebih baik menggunakan magnet bulat, yang masing-masing akan memiliki lubang di bagian tengah. Namun, untuk pekerjaan, Anda dapat menggunakan benda kerja lain yang telah disiapkan sebelumnya dengan memotong lubang untuk memasang fastener. Langkah terakhir adalah pengeboran dan perakitan. Pelat baja dipasang di kedua sisi dengan kayu kosong, magnet dipasang di alur. Mengenai hal ini kita dapat mengasumsikan bahwa produk tersebut siap, harus diuji dalam praktik.
Membuat jig untuk pengelasan
Jika Anda membutuhkan perlengkapan manual untuk pengelasan, Anda dapat melakukan pembuatan konduktor. Ini digunakan untuk membuat bingkai dan pola yang kompleks. Desain memiliki dukungan berbentuk kerucut yang harus ditempatkan di samping. Sebuah pesawat berputar terpasang di antara mereka. Seharusnya memiliki balok memanjang disesuaikan dengan beberapa klem sekrup.
Akan ada lubang di balok, itulah sebabnya klem dapat dipasang sepanjang seluruh, yang akan tergantung pada ukuran produk. Lebar struktur rakitan dapat disesuaikan karena pengenalan balok dan pengencerannya. Mekanisme geser perangkat yang dijelaskan dapat digunakan sebagai alat universal untuk mengelas produk kecil dan besar. Jika Anda memutuskan untuk menggunakan stainless steel, penting untuk menghilangkan goresan selama operasi yang dapat terjadi dari klem sekrup. Itu sebabnya yang terakhir harus dilengkapi dengan stiker merasa yang dipasang di bibir. Peralatan semacam itu dapat dirakit dari kebutuhan untuk baut dan bantalan yang panjang, yang kedua dari belakang diperlukan untuk pemasangan komponen ponsel.

Perlengkapan las 90 derajat
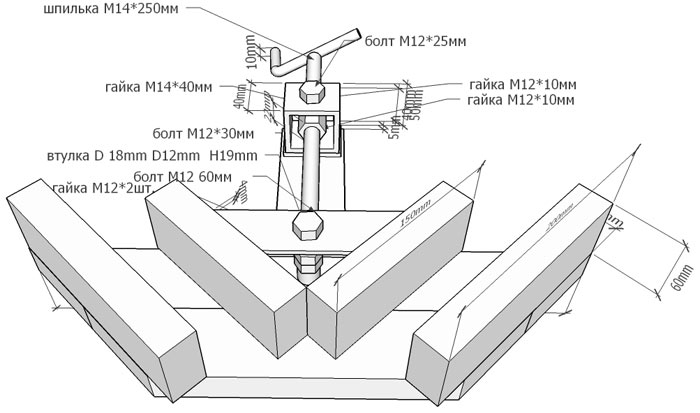
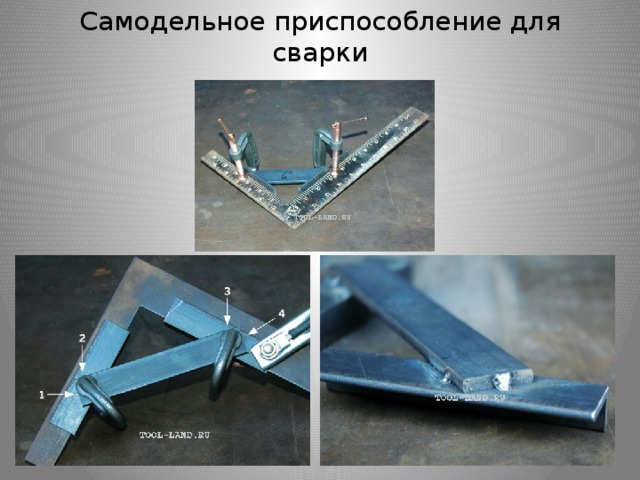
Beberapa perlengkapan memungkinkan Anda untuk menghindari masalah saat Anda perlu menghubungkan bagian-bagian dengan sudut yang benar. Untuk melakukan manipulasi pada perakitan struktur, perlu untuk menyiapkan kotak logam, baut, mur, sepotong pipa persegi, baut, silinder logam kecil, bor, bor, bor, pemegang, mesin las.
Saat menyiapkan kotak, Anda harus memperhitungkan bahwa sisinya akan 20 cm Saat memilih baut yang tebal, Anda harus memilih yang berdiameter 4 cm. Saat memilih silinder logam, Anda harus menyiapkan yang berukuran sebesar bolpoin.
Metodologi
Dalam pembuatan alat yang disebutkan di atas untuk pengelasan dengan tangan Anda sendiri, Anda harus mengelas pada pipa persegi, yang panjangnya 15 dan 20 cm. Hal ini diperlukan untuk menginstalnya di sudut-sudut sehingga ujung pipa berada di sisi yang berlawanan dari alun-alun. Sekarang Anda dapat mulai membuat komponen tambahan. Untuk melakukan ini, sebuah gambar disiapkan dari pipa dalam bentuk huruf P, panjangnya harus 10 cm.Bagian kedua terbuat dari pipa yang sama, namun, elemen dilas bersama-sama dalam bentuk trapesium sama kaki.
Segitiga sama kaki dibuat di sisi alun-alun. Sosok berbentuk U dilas padanya, di mana lubang dibuat di tengah di tengah untuk baut kecil. Baut 4-sentimeter harus sesuai dengan celah antara gambar dan kotak. Pegangan melekat pada yang terakhir, kacang dengan lubang dapat bertindak seperti itu. Dalam sebuah silinder kecil, ulir untuk baut kecil. Itu berjalan di sepanjang ujung baut besar. Di persimpangan diagonal trapesium, Anda perlu membuat lubang di kedua bagian. Elemen silindris akan dipasang di antara keduanya, di mana ulir dilakukan sebelumnya.
Kesimpulan
Untuk memudahkan pekerjaan pengelasan yang dijual hari ini Anda dapat menemukan sejumlah besar perlengkapan dan perangkat. Tempat terpisah di antara mereka ditempati oleh mereka yang dapat dilakukan secara mandiri. Mengingat informasi yang disajikan di atas, dapat dikatakan bahwa desain tersebut dibuat dari bahan improvisasi, Anda tidak perlu membeli apa pun, itulah sebabnya Anda perlu bersabar dan menyiapkan gambar.
Pekerjaan pengelasan yang tampaknya sederhana, sebagai suatu peraturan, membutuhkan pendekatan yang cukup profesional dan bertanggung jawab. Karena untuk melakukan pekerjaan yang berkualitas tinggi dan dapat diandalkan, Anda akan memerlukan alat khusus. Penjepit sudut untuk pengelasan bisa menjadi alat semacam itu, yang memungkinkan untuk melakukan pekerjaan pengelasan lebih mudah dan lebih cepat.
Penjepit sudut adalah jenis perlengkapan universal yang mengikat permukaan mesin selama pengelasan. Fixture seperti itu dengan kuat menekan elemen-elemen yang diperlukan pada sudut tertentu dan dengan demikian membuat pengelasan dan pemrosesan bahan lebih nyaman. Ini adalah peralatan penting pertama untuk setiap tukang las, yang tanpanya mustahil untuk dilakukan tanpa menyebabkan kerusakan produktivitas dan ketidaknyamanan yang ekstrem dalam pekerjaan. Klem bisa dari berbagai ukuran dan bentuk. Opsi tanpa kunci dianggap sangat nyaman. Secara umum, untuk penerapan pekerjaan pengelasan yang berkelanjutan, para profesional merekomendasikan untuk memiliki satu set klem dengan konfigurasi yang berbeda.
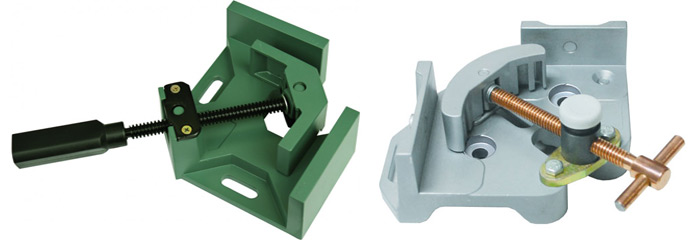
Desain Penjepit Sudut Las
Klem sering tersedia dalam beberapa versi dan dirancang untuk pengelasan pipa logam pada sudut tertentu (dari 30 hingga 90 derajat). Mereka dapat dibuat dalam berbagai bentuk tergantung pada lebar pipa, jumlah mereka dan sudut pengelasan.
Fitur khas dari penjepit sudut adalah:
- ketebalan spons - rahang penjepit lebih tebal untuk meningkatkan derajat kekakuan sendi. Hasil dari: las tidak menekuk saat pengelasan;
- bahan sekrup klem - dalam proses pengelasan, seringkali ada semprotan partikel logam cair yang mengendap di permukaan terdekat. Jika mereka mendapatkan bagian berulir, adhesi mereka dapat terjadi dan, akibatnya, penjepit akan gagal. Untuk menghindari hal ini, sekrup penjepit tembaga atau berlapis tembaga dipasang padanya. Tembaga, pada gilirannya, mencegah hujan rintik-rintik menempel dan memperpanjang umur peralatan las;
- permukaan kerja - untuk bekerja dengan elektroda pada sudut yang diperlukan di tempat penyambungan bagian, penjepit meningkatkan area kerja.

Penjepit itu sendiri terdiri dari elemen bergerak dan bingkai utama. Bagian yang bergerak biasanya dilengkapi dengan klem khusus tambahan - sekrup atau tuas yang mengatur tingkat kompresi bagian. Menggunakan elemen bergerak, jarak antara alat dan rahang dikontrol.
Karena mobilitas maksimum dari struktur perangkat, klem dapat menampung material dengan ukuran dan penampang yang berbeda. Dan ketika menggunakan beberapa perangkat sudut, dimungkinkan untuk membentuk susunan struktur apa pun untuk pengelasan yang lebih nyaman dan efisien. Mayoritas elemen penjepit dirancang untuk bahan las dengan diameter maksimum 390 mm.
Penjepit sudut untuk pengelasan memiliki pegangan berbentuk T, yang memungkinkan Anda mentransfer gaya penjepit yang dihasilkan selama operasi ke benda kerja. Dan staples besi cor selama pengelasan dapat menahan bahkan dari panas tertinggi.
Memilih jenis penjepit sudut, perlu untuk mempertimbangkan jenis pekerjaan yang direncanakan. Jadi, misalnya, G-klem biasanya digunakan untuk memperbaiki benda kerja dengan ketebalan kecil. Jika perlu untuk melakukan pemasangan produk logam yang memiliki ketebalan besar, ada baiknya menggunakan penjepit sudut bentuk-F yang dilengkapi dengan elemen penjepit yang dapat disesuaikan.
Penjepit dapat dipasang di semua jenis kamar di bengkel atau garasi di desktop dengan permukaan datar.
Lakukan sendiri penjepit
Sebagian besar model memiliki sudut pemasangan standar 90 derajat, tetapi perangkat dengan kemampuan untuk mengubah sudut juga tersedia. Biaya mereka di pasaran adalah urutan besarnya lebih tinggi, jadi terkadang masuk akal untuk membuat desain dengan tangan Anda sendiri.
Penjepit tipe sudut cukup sederhana dalam desainnya dan bagi banyak orang tidak akan sulit untuk merakitnya bahkan di rumah.
Bahan optimal dalam pembuatan klem buatan rumah dianggap besi.
Untuk membuat sendiri klem, Anda harus melakukan yang berikut:
- Buat fondasi struktur - untuk membentuk dasar perangkat, diinginkan untuk menggunakan lembaran logam dengan ketebalan 8 mm sampai 10 mm. Elemen pemasangan akan menjadi sudut dengan ukuran yang tepat. Pengikatan bagian paling baik dilakukan menggunakan las listrik, karena pengikat berulir akan kurang dapat diandalkan.
- Instal penjepit - untuk membuat penjepit sekrup disarankan untuk menggunakan 2 atau 3 mur yang dilas bersama. Dalam hal ini, lebih baik untuk membuat braket dengan lubang ulir pusat dengan ketebalan 30 mm hingga 40 mm. Itu diikat dengan baut sehingga dalam kasus kerusakan benang itu bisa diubah.
- Bentuk sudut - Perhatian khusus pada penjepit tipe sudut harus dibayarkan ke lokasi kawat jepit penjepit. Saat mengelas, sudut idealnya harus pas satu dengan yang lain. Untuk tujuan ini, salah satu sudut dilas ke penjepit, di mana sudut kedua kemudian ditumpangkan, ditekan dan dilas ke braket.
- Periksa gerakan dasar - di sepanjang permukaan samping struktur, perlu untuk menginstal pemandu yang akan memungkinkan basis internal dari penjepit dipindahkan. Untuk melakukan ini, alur dengan lebar 8 mm hingga 10 mm dipotong di sepanjang garis bagi perangkat sudut.
- Bor lubang - menggunakan bor di dasar atas penjepit, ke mana baut dipasang, yang dikencangkan dengan mur dan mesin cuci. Pergerakan pangkalan relatif satu sama lain harus bebas, jadi lebih baik bahwa ulir pada baut tidak mencapai kepala. Kepala juga bisa dipasang di pangkalan dengan braket.

Selama pengoperasian versi standar dari penjepit tersebut, mengingat membatasi posisi perangkat pada sudut yang tepat, cepat atau lambat, pertanyaan tentang fokus sempitnya dalam pekerjaan mungkin muncul. Ini dapat diperbaiki dengan menempatkan sambungan baut yang dapat dilepas di tempat elemen yang sebelumnya diperbaiki. Sebagai alternatif, sekrup penyetel penjepit dapat dipasang, karenanya memungkinkan untuk memilih sudut yang diinginkan dengan fiksasi berikutnya.
Mengingat semua hal di atas, harus diingat bahwa untuk mendapatkan sambungan las profesional, diperlukan alat berkualitas tinggi untuk menyederhanakan pekerjaan dan mencegah terjadinya non-sambungan dan pemasangan.
Topik pelajaran: perangkat perakitan dan pengelasan Tujuan pelajaran: studi tentang jenis, perangkat dan tujuan perakitan - perangkat pengelasan
Jenis utama perangkat rakitan dan pengelasan
Semua perangkat perakitan dan pengelasan dapat dibagi menjadi dua jenis utama: instalasi dan perbaikan. Terutama mekanisme yang nyaman yang menggabungkan kedua fungsi ini.

Menyesuaikan perangkat . Perlengkapan pemasangan dirancang untuk memasang komponen pada posisi yang diinginkan - persis di mana ia akan berada dalam produk jadi.

Kotak berfungsi untuk memasang komponen pada sudut tertentu (90 °, 60 °, 30 °, 45 °) satu sama lain. Sudutnya nyaman digunakan, ujung-ujungnya dibuat berputar dan memungkinkan Anda mengatur sudut yang diinginkan di antara sudut-sudut itu.


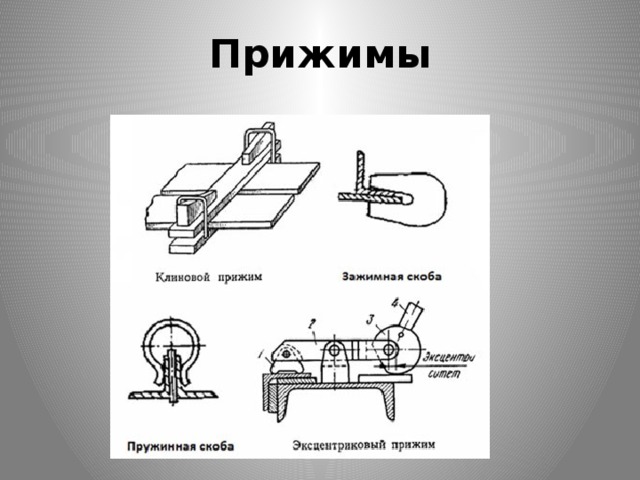
Tekanan berfungsi untuk memperbaiki bagian-bagian pada permukaan dasar dan bisa permanen, dapat dilepas atau dilipat (mengetuk, berputar). Stop permanen, yang paling sering berupa pelat atau palang biasa, dilas atau disekrup ke alas. Perhentian yang dapat dilepas atau dilipat diatur ketika kehadiran konstan mereka di bagian tersebut secara struktural tidak dapat diterima.

Pola dirancang untuk memperbaiki bagian yang dipasang selama perakitan pada bagian lain di unit ini atau sepanjang kontur pendukung produk. Dalam hal ini, produk itu sendiri adalah elemen pendukung perangkat.
Perangkat pengikat .
Dengan menggunakan fixing fixture welding, bagian-bagian tersebut diperbaiki dengan kuat setelah dipasang pada posisi yang diinginkan untuk mencegah pergeseran atau deformasi yang tidak disengaja setelah pendinginan. Memperbaiki perangkat termasuk klem, klem, klem, dasi, spacer.

Alat universal yang digunakan di hampir semua karya logam. Untuk tukang las, itu adalah alat penting pertama, yang, jika mungkin, dapat dihilangkan hanya dengan biaya ketidaknyamanan yang ekstrem dan merugikan produktivitas.









Pengatur jarak memungkinkan Anda untuk menyelaraskan tepi bagian yang dirakit, memberikan bagian bentuk yang diinginkan, memperbaiki kerusakan lokal.






Kotak magnetik. Dengan bantuan mereka, sangat nyaman untuk menghubungkan bagian-bagian lembaran, struktur rangka, rak, dll. Di sudut kanan.


Klem. Ini adalah elemen yang menentukan posisi bagian yang dilas relatif terhadap seluruh fixture
Kantong (a),
Penekanan: permanen (b), dapat dilepas (c) dan melipat (g);
Pemasangan jari dan pin: permanen (e), dapat dilepas (e); prisma kaku dan dapat disesuaikan (g) dan pola (h).

Tuas penjepit
Pada sumbu 2 rak 1 ada tuas penggerak 3 dan tautan perantara 4, yang bekerja pada tuas daya 5. Benda kerja dijepit oleh penghenti 6.

Klem pneumatik dibandingkan dengan yang mekanis, mereka memiliki sejumlah keunggulan signifikan, termasuk kecepatan, kemampuan untuk mengontrol sejumlah klem dari satu tempat, kemampuan untuk memasok udara tekan ke klem, yang menempati posisi yang berbeda di ruang angkasa, dll. Penjepit pneumatik memiliki elastisitas tertentu, yang mengkompensasi deformasi bagian yang dilas.

Klem magnetik berbeda dalam kecepatan, kesederhanaan dan kemampuan manuver. Mereka digunakan untuk menyelaraskan tepi dan menekannya ke fluks pad
a adalah pandangan umum tentang magnet; 1 - tubuh magnet; 2 - inti; 3 - bawah; 4 - belitan; 5 - beralih; bd - pola aplikasi; 6 - braket; 7 - dudukan elektromagnetik; 8 - penekanan; 9 - sekrup penjepit

Klip pada perangkat hidrolik. Klem semacam itu ada, tetapi jarang digunakan, karena gaya tekan klem semacam itu sangat besar dari 500 kg. per meter persegi.

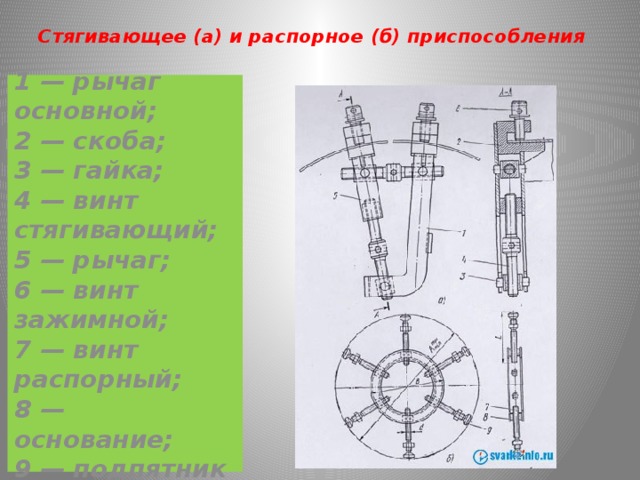
Pengetatan (a) dan ekspansi (b) perangkat
1 - tuas utama; 2 - braket; 3 - kacang; 4 - sekrup pengencangan; 5 - tuas; 6 - sekrup penjepit; 7 - sekrup pengatur jarak; 8 - basis; 9 - bantalan dorong



Setiap tukang las tahu bahwa untuk pekerjaan yang berkualitas perlu dipersiapkan dengan benar. Berbagai perangkat untuk pengelasan akan membantu memasang dan mengamankan dengan baik seluruh struktur dan bagian individual. Kualitas akhir dari pekerjaan Anda secara langsung tergantung pada ini. Tapi itu tidak selalu mungkin untuk mengambil perangkat yang sudah jadi atau saat ini lebih mudah untuk membuat atau memperbaikinya sendiri daripada mencari di suatu tempat.
- Instalasi;
- Pengancing.
Alat instalasi dirancang untuk memasang komponen pada posisi yang persis sama di mana mereka akan berada dalam pekerjaan akhir. Tergantung pada fungsi dan desain, mereka dibagi menjadi berhenti, sudut, prisma, pola.
Memperbaiki perangkat dirancang untuk memperbaiki bagian-bagian di posisi yang diinginkan, di mana pergeseran atau deformasi acak tidak diperbolehkan. Perangkat ini termasuk klem, klem, klem, dasi dan kawat gigi.
Lakukan sendiri
Beberapa alat yang digunakan oleh pengrajin selama pekerjaan pengelasan rusak cukup sering atau memiliki fungsi yang salah. Ya, sebagian besar barang dapat dibeli di toko, tetapi terkadang lebih mudah melakukannya sendiri dan secara spesifik apa yang Anda butuhkan.
Pemegang elektroda
Untuk membuat tempat elektroda buatan sendiri, Anda perlu mengambil tiga potong kawat berdiameter sepuluh sentimeter dengan delapan milimeter. Tekuk keduanya ke samping (akan terlihat seperti colokan) sehingga bagian-bagian kawat diarahkan ke arah yang berlawanan (kiri dan kanan). Di antara mereka harus ada kawat yang tersisa, ditekuk ke atas dari koneksi dengan batang logam, hingga sekitar 0,5 panjangnya. Pertama, bagian samping ditangkap dengan pengelasan, setelah bagian tengah diterapkan, maka semuanya akhirnya dilas. Anda mungkin perlu menambahkan gulungan kawat tambahan, yang akan melindunginya dari panas berlebih.
Klem
Clamp adalah perangkat memperbaiki. Kebutuhan untuk membuatnya sendiri dapat disebabkan oleh kekuatan yang tidak memadai dari model-model yang dijual di toko-toko. Misalnya, ketika mengelas dua benda logam atau lainnya, klem yang cukup kuat diperlukan. Dan model toko mungkin tidak tahan terhadap beban yang diperlukan.
Untuk pembuatannya Anda perlu:
- Tebal lembaran baja 10 mm;
- Tiga kacang
- Cincin berdiameter besar;
- Pipa dengan ulir luar sesuai dengan ukuran mur.
Proses pembuatan:
- Potong lembaran baja dengan sisi 50 cm dan 4 cm;
- Potong strip untuk pegangan statis di bawah 25 cm;
- Potong bilah seluler sepanjang 10 cm;
- Untuk mengencangkan bagian ponsel, potong dua persegi panjang 5 cm;
- Potong bagian untuk mendukung bagian statis dari penjepit (1);
- Las bagian bantu ke dasar penjepit. Mereka harus membentuk huruf G;
- Las bagian datar pada tepi pendek (1);
- Las tiga kacang dengan satu sama lain;
- Mesin cuci las satu sama lain;
- Las ujung mur sehubungan dengan bagian yang dapat dipindahkan sehingga batang ulir berjalan sejajar dengan dasar penjepit itu sendiri;
- Jika perlu, pegangan dapat dipasang ke poros, diamankan dengan mur di atas;
- Bagian las di sepanjang tepi luar;
- Masukkan di antara bagian-bagian penjepit;
- Las di sepanjang tepi bagian dalam dengan memasang batang;
- Mesin cuci las di ujung batang.
Untuk perakitan, Anda dapat menggunakan batang dari penjepit majalah, jika ada.
Penjepit sudut, seperti yang biasa, mengamankan bagian untuk pengelasan berikutnya. Namun, bagian dari produk tidak harus selalu terletak langsung. Terkadang dengan sudut tertentu. Untuk saat-saat seperti itu di gudang tukang las harus berupa penjepit sudut. Mereka dijual di toko-toko, tetapi memiliki kelemahan yang sama. Anda dapat dengan mudah membuat alat untuk pengelasan pada sudut yang tepat sendiri. Set bahannya sama dengan klem biasa, plus mur dan stud.

Pengelasan elektroda tidak habis pakai
Alat untuk menghubungkan kabel logam, pelintir atau pembuatan termokopel sering kali dibuat secara independen dengan tangan mereka sendiri. Namun perlu diingat bahwa harga produk jadi yang dibeli di toko mungkin lebih rendah dari jumlah total semua komponen jika Anda membelinya. Namun, sebagai suatu peraturan, bagian-bagian juga dapat ditemukan pada pembongkaran, dan, mungkin, mereka dapat diperoleh dengan membongkar peralatan lama.
Untuk memproduksi perangkat, Anda memerlukan satu transformator untuk 20-50 V, kabel penghubung adalah empat buah (dua untuk menghubungkan, untuk menghubungkan elektroda dan menghubungkan ke jaringan). Elektroda dapat berupa grafit, yang dapat dengan mudah diperoleh dengan melepas batang dari pensil. Segala sesuatu yang dapat Anda sesuaikan untuk ini cocok untuk peran pemegang.
Perakitan perangkat tersebut dilakukan sesuai dengan skema standar, yang dapat dengan mudah ditemukan di berbagai sumber dan, pada umumnya, terdiri dari koneksi yang benar dari kabel dan pengemasan semua ini dalam sebuah case.
Pembenaran
Pilihan untuk perlengkapan buatan sendiri untuk pengelasan dapat dan memiliki aplikasi praktis dalam pekerjaan nyata. Namun, kita harus ingat kelayakan pembuatan mekanisme pengamanan yang dipasang sendiri atau perangkat lain. Anda harus memahami dengan jelas apa yang ingin Anda capai: peningkatan kekuatan, kekakuan fiksasi yang lebih tinggi, atau membuat pilihan yang paling nyaman.
Fixture memungkinkan Anda melakukan pekerjaan berkualitas dengan cepat. Dan semakin nyaman Anda membuat atau memilih alat, semakin cepat Anda akan mencapai kualitas kerja yang dibutuhkan.
Tergantung pada jenis struktur yang dirakit, tukang las harus terus-menerus memonitor toleransi dimensi. Ini termasuk: mengamati kesetaraan diagonal, jarak antara sumbu (rak), bidang memanjang dan melintang, sudut elemen individual yang tidak termasuk dalam perimeter utama. Jika Anda melewatkan salah satu indikator ini, desainnya akan rusak dan produk harus diulang. Untuk pekerjaan cepat, seragam, perlengkapan las praktis telah dibuat untuk memastikan struktur tetap pada posisinya dengan memperhatikan dimensi yang telah ditentukan sebelumnya. Ini mengoptimalkan seluruh proses dan memungkinkan Anda menghasilkan lebih banyak produk berkualitas dalam waktu singkat.
Konduktor adalah perangkat untuk perakitan dan pengelasan yang digunakan dalam pembuatan rel handuk, pola kompleks elemen tempa, dan kusen dengan pintu dari brankas industri.
Struktur logam memiliki dua penyangga berbentuk kerucut di sisi-sisinya, di antaranya bidang yang berputar ditetapkan. Yang terakhir memiliki balok longitudinal yang dapat disesuaikan, dengan sejumlah klem sekrup. Karena banyaknya lubang pada balok, klem dapat dipasang sepanjang keseluruhan, tergantung pada ukuran produk. Berkat perceraian atau pengurangan balok itu sendiri, lebar perakitan diatur.

Berkat konduktor untuk pengelasan, jarak antara sisi produk, bidang memanjang dan melintang, diatur dan dipegang segera. Hanya diagonal yang diperiksa oleh tukang las, dan Anda dapat mulai bekerja. Perangkat berputar, sehingga ada akses mudah ke pengelasan jahitan eksternal dan internal. Untuk memperbaiki kemiringan selama rotasi, sebuah lingkaran digunakan dengan banyak lubang di satu sisi pesawat. Penekanannya dimasukkan ke dalamnya. Mekanisme yang lebih kompleks mengandung motor listrik dan gearbox.
Mekanisme geser jig memungkinkan Anda untuk menggunakannya sebagai alat universal untuk mengelas produk besar dan kecil. Saat bekerja dengan baja tahan karatuntuk mencegah goresan dari klem sekrup, yang terakhir diberikan stiker merasa pada "bibir", dan massa disiarkan langsung ke produk. Peralatan konduktor seperti itu dapat dirakit dari pipa profil itu sendiri. Anda akan membutuhkan bantalan dan baut panjang untuk mengamankan bagian yang bergerak.
Pola
Perangkat yang lebih sederhana untuk sudut kanan dipasang dalam bentuk templat pada bidang datar. Sudut yang tepat dari produk masa depan ditentukan terlebih dahulu. Ini dilakukan dengan mengelas berhenti, dua potong di setiap sisi sudut. Elemen yang akan dilas diletakkan di templat, paku payung dan pengelasan dibuat.
Versi "canggih" dari templat memiliki pemberhentian lipat yang memfasilitasi ekstraksi struktur yang dilas. Agar produk tidak mengemudi saat terkena suhu tinggi busur pengelasan, alih-alih berhenti di satu sisi, klem sekrup ditambahkan, yang dengan kuat memperbaiki sisi-sisi pada templat dan mencegahnya naik. Setelah pengelasan, sekrup melonggarkan dan struktur melonggarkan. Jadi, Anda dapat mengelas pada pipa profil sudut, sudut dengan lebar rak yang berbeda. Lebih mudah dalam produksi kusen di pintu dan gerbang.
Sentralisasi
Perakitan tidak banyak pengelasan. Fitur utama bekerja dengan detail tersebut adalah untuk memastikan keselarasan para pihak. Jika perbedaannya lebih dari 1,5 mm, maka akan terlihat dengan mata telanjang. Pada produk kritis di mana estetika penting, ini tidak dapat diterima.

Sentralisasi menyatukan sisi-sisi yang dilas, meluruskannya terutama di sepanjang bagian atas dan bawah, atau di sepanjang seluruh lingkar. Mereka sekrup, ketebalannya mencapai semua sisi pipa, dan menjepit - dengan kaki setengah lingkaran. Pusat peralatan pipa dan pengelasan dilakukan. Setelah itu perangkat dihapus.
Penemuan Magnetik
Sangat mudah untuk mengatur sisi-sisi produk pada posisi yang diinginkan. Yang paling sederhana adalah kotak magnetik. Ini kaku memperbaiki dua bagian produk karena kekuatan tarik, dan menetapkan sudut 90 derajat di antara itu. Ada versi yang lebih universal dari perangkat ini, di mana derajat yang berbeda diatur. Jadi Anda bisa mengelas sisi-sisi pada sudut yang tajam dan tumpul.

Penemuan frekuensi magnetik yang lebih fleksibel memungkinkan Anda menangkap elemen logam dan mengencangkannya ke kedua sisi permukaan. Ini banyak membantu ketika tidak ada cukup tangan ketiga, tetapi tidak ada yang membantu. Fixture buatan sendiri untuk pengelasan dengan fungsionalitas yang sama dapat dibuat dari dua kotak logam 30 x 30 mm, di mana satu magnet terpasang. Pada kotak, "telinga" dilas yang, melalui koneksi baut, dua atau lebih "siku" dapat dipasang (strip logam dengan ketebalan dinding 3 mm dan dimensi 100 x 20 mm). Penemuan semacam itu dapat ditekuk dan dikembangbiakkan sesuai keinginan. Di satu sisi, itu akan menempel pada produk utama, dan di sisi lain, ambil dan tahan elemen yang dilas.
Perangkat penjepit dan geser
Di antara perlengkapan untuk pengelasan, ada banyak asisten kecil yang menyediakan fiksasi, pencampuran, atau pemisahan bagian untuk pengelasan. Inilah yang utama.
Penjepit
Ini adalah bingkai berbentuk C, di satu ujungnya ada "bibir" untuk memegang produk, dan di sisi lain ada penekanan yang bergerak. Perangkat ini digunakan untuk menjepit lembaran ke pangkalan, sesuai dengan bidang umum produk. Penekanan bergerak pada sekrup atau pada mekanisme cam di sepanjang rak gigi. Opsi terakhir lebih praktis, karena menghemat waktu untuk meluncur di bawah ketebalan struktur yang berbeda. Faring (ukuran bingkai-C) dapat kecil dan besar, tergantung pada dimensi material yang dilas.
Kotak
Elemen termudah untuk membantu mengatur antara 90 derajat pipa profil - ini persegi. Jika manipulasi dilakukan secara teratur yang memerlukan pemasangan cepat 90 derajat dan memperbaiki posisi, maka Anda dapat membuat desain sederhana untuk pengelasan DIY. Dibutuhkan dua klem, "bibir" tetap yang dilas dari bawah ke strip logam. Dua sudut kecil melekat pada bagian atas strip. Menggunakan sudut, atur derajat yang diinginkan dan melepuh. Inilah penekanannya. Tidak perlu membawa sudut dekat satu sama lain sehingga akses tetap ada jahitan fillet pada produk masa depan.
Pengatur jarak
Untuk memeras sisi-sisi yang kendur dari struktur, alat peledak digunakan. Ini mungkin tepi lembaran samping yang menyimpang di pesawat, atau sisi cekung dari sambungan berkapasitas besar. Untuk membawa ujung-ujungnya ke satu bidang, sebuah silinder digunakan, di dalamnya sebuah benang besar dipotong. Baut besar disekrup pada ujung-ujungnya, dan pada topinya dipasang stop yang cocok dengan bentuk di bagian dalam produk (jika tangki memiliki dinding yang rata, maka berhenti yang rata, jika dinding tangki bundar, kemudian berhenti yang bulat). Silinder memiliki beberapa lubang untuk memasang tuas dan rotasi. Dalam hal ini, baut tidak dapat dilepas dan panjang total perangkat meningkat. Ini mendorong sisi yang kendur ke tingkat yang diinginkan. Jika panjang spacer tidak cukup, sisipan kayu ditempatkan di bawah salah satu pemberhentian.
Klem
Terkadang, Anda harus bekerja sangat cepat, dan tidak ada waktu untuk menekan produk dengan klem. Jika ketebalan bagian yang akan dilas kecil, klem dapat digunakan. Ini adalah cakar kecil dengan pegas yang menarik kedua bagiannya. "Bibir" dari perangkat tersebut dapat lebar atau melengkung untuk produk tertentu. Mereka memiliki rentang kecil untuk menyesuaikan lebar kerja, tetapi tidak seperti klem, mereka diatur dalam satu detik.
Screed
Ketika diminta untuk membawa sisi di sepanjang garis sambungan untuk memasak tanpa celah besar, maka gunakan ikat. Dalam hal produk rata, ini bisa dua sudut dengan lubang yang saling bersilangan dan menyatukan sisi dengan baut panjang, mengencangkan mur. Perangkat akan sepenuhnya menyadari efek konstrikasinya jika baut memiliki ulir panjang (di bawah kepala). Jika struktur memiliki sisi yang dapat Anda tangkap, maka alih-alih sudut pengelasan, digunakan kait dengan lubang di bagian atas.
Berbagai asesoris sangat memudahkan dan mempercepat proses pengelasan. Dengan membuat elemen-elemen ini sendiri, Anda dapat menghemat uang.

