Bármilyen hegesztési módszer, legyen az gáz, elektromos ív, hideg, kontaktus stb., lehetővé teszi bizonyos típusú hegesztett kötések előállítását.
Vegye figyelembe, hogy a hegesztett kötés fogalma egy fémtermék egy olyan szakaszára vonatkozik, amelyet valamilyen hegesztési módszerrel csatlakoztattak. Bármely hegesztett kötés alkotóelemei maga a hegesztés eredményeként kapott varrat, a fémtermék vele szomszédos és a hegesztés során szerkezetváltozáson átesett zónája, ezt hőhatászónának is nevezik, valamint a termék azon részei, amelyek már a zóna közelében találhatók.
Ma már többféle hegesztési kötés létezik, ezek közül a tompahegesztés, ami érdekel minket.
A hegesztett kötések típusai.
Először is jelezzük, hogy különbséget kell tenni a hegesztési varrat és a hegesztett kötés fogalma között. Ahogy fentebb megjegyeztük, a varrás csak egy része a csatlakozásnak. Ez egy olyan fémfelület, amely a hegesztés után kristályosodott.
Miért fontos elkülöníteni ezeket a fogalmakat? Az a tény, hogy a varrás a fémtermékek összekötő része, van egy bizonyos; geometriai alakzat, az erő és a folytonosság saját tulajdonságai stb. Míg a hegesztett kötés tulajdonságait a varrat és a szomszédos zóna tulajdonságai alapján határozzák meg.
A hegesztett kötések osztályozása a fémrészek illeszkedésének formájától függően történik. Tehát általában a következő típusokat használják:
- tompahegesztett kötés;
- T-rúd;
- sarok;
- vége;
- átfedés

Vegye figyelembe, hogy a varratok is eltérőek. A hegesztési varratokat keresztmetszeti formájuk szerint (keresztirányú) tompa- és sarokvarratokra, hosszirányú alakjuk szerint pedig folyamatos és szakaszosra osztjuk. Vegye figyelembe, hogy tompavarratokáltalában megfigyelhető ben tompa ízületek. De keresztül sarokvarratok más típusú kapcsolatokat fogadni.
A tompakötések jellemzői és típusai.
Alapvető jellegzetes tulajdonsága A tompahegesztett kötés a fém alkatrészek térbeli elrendezése. Tompahegesztéskor a fémtermék részei ugyanazon a síkon vagy felületen vannak. Maga a hegesztés a végein történik, amelyek egymás mellett helyezkednek el.
A fenékízületek is lehetnek különböző típusok, amelyeket a hegesztett élek alakja határoz meg. Igen:
- egyenes, azaz. a hegeszthető éleken nincs ferde;
- V-alakú - élek megfelelő ferde élekkel;
- X-alakú - az élek ferdesége X betű formájában készül;
- ívelt - az élek olyan ferde élekkel rendelkeznek, amelyek összeillesztéskor a latin U betűhöz hasonlítanak.

A különböző típusú élferdék használata további két típusú tompakötést határoz meg. A varrás elhelyezkedése alapján a következők vannak:
- egyoldali csatlakozások (a varrat csak a hegesztett részek egyik oldalán készül);
- kétoldalas (ennek megfelelően két varrás készül: felső és alsó).
Ne feledje, hogy a tompakötéseket használják a kritikus, fontos szerkezetek felszerelésére. Ez annak a ténynek köszönhető, hogy az ilyen csatlakozások a legmagasabb mechanikai tulajdonságokkal rendelkeznek, ellentétben másokkal. Másrészt az ilyen típusú hegesztett kötések használata a fémtermék éleinek további előkészítésének szükségességével jár.
A kiváló mechanikai tulajdonságok mellett a tompacsukló népszerűsége annak köszönhető, hogy meglehetősen gazdaságos és nagy teljesítményű. Ez a fajta csatlakozás kevesebb fémfelhasználást és kevesebb munkára fordított időt eredményez.
Különböző típusú tompakötések alkalmazása.
A tompacsukló minden típusát bizonyos tulajdonságok és jellemzők jellemzik, amelyek meghatározzák az alkalmazásukat.
Így vékony fémlemezek (legfeljebb 4 milliméteres) hegesztésére általában egyoldalas tompakötést használnak, az élek előzetes levágása nélkül.
A ferde élek nélküli csatlakozás kétoldalas lehet. Ezt a típust akkor használják, ha olyan alkatrészekkel dolgoznak, amelyek vastagsága nem haladja meg a 8 millimétert. Vegye figyelembe, hogy az élek ferdeség nélküli tompakötésekor, a varratok helyétől függetlenül, szükségszerűen egy kis rés marad a termék szélei között, amely körülbelül egy vagy két milliméter.
A hegesztők azt tanácsolják, hogy 4-25 mm vastagságúak a ferde élek. Ebben az esetben egyirányú kapcsolat használható. Az élek ferdeségei lehetnek V-alakúak vagy ritkábban U-alakúak. Vegye figyelembe, hogy függetlenül attól, hogy milyen formájú élek vannak kiválasztva, kissé tompítani kell őket.
Ha a fémtermék vastagsága meghaladja a 12 millimétert, és kétirányú kapcsolat létrehozása mellett döntenek, akkor jobb, ha X-alakú éleket választanak. Ez a fajta él lehetővé teszi a horony kitöltéséhez szükséges fém mennyiségének közel felére csökkentését. Ami természetesen hatással lesz a munka hatékonyságára és termelékenységére.
Vegye figyelembe, hogy az egyes tompakötési típusokat, az élek alakját és a varratok elhelyezkedését a fém jellemzői, maga a szerkezet és a kívánt eredmény alapján választják ki.
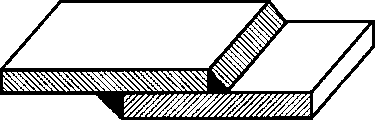
A hegesztett kötések fő típusai a tompa-, sarok-, póló- és lapos kötések:
- fenék (C)– az alkatrészek a végfelületek mentén egymáshoz vannak kötve (1a. ábra);
- sarok (U) – az alkatrészek ferdén helyezkednek el és a sarkon kívüli élek mentén vannak összekötve (1b. ábra);
- póló (T)– a részek a T betű alakját alkotják (1c. ábra);
- átfedés (N)– az alkatrészek részben átfedik egymást (1d. ábra).
Ezeknek az ízületeknek a varrásait a varrat sajátos jellegének megfelelő indexszel ellátott betű jelöli (3. táblázat). A hegesztett kötések varratai élek levágása nélkül készülnek, egy élű ferde, kétéles ferde és tompakötésekben két él peremével.


a B C D)
1. ábra – A hegesztett kötések fő típusai:
a) fenék; b) szögletes; c) T-rúd; d) átfedés
3 Hegesztési varratok hagyományos képei és jelölései
Minden hegesztési módhoz szabványokat dolgoztak ki, amelyek jelzik szerkezeti elemek varratok, övék hagyományos képekés jelölések.
A varratok jellege szerint lehetnek foltosak, szakaszosak, folytonosak, i.e. szilárd. A megszakított varrás vagy láncöltéssel, vagy sakktáblás mintával készül.
A hegesztett kötések tömör látható varratait tömör fővonalként ábrázoltuk (2a. ábra); és a láthatatlanok – szaggatottak (2b. ábra). Ebben az esetben az az oldal, amelyről a hegesztés történik, a hegesztett kötés egyoldali varrásának elülső oldala. Az aszimmetrikusan előkészített élekkel rendelkező hegesztett kötés kétoldalas varrásának elülső oldala az, amellyel a fő varrat hegesztve van. A szimmetrikusan előkészített élekkel ellátott kétoldalas varrás bármely oldala elülső oldalaként fogható fel.

2. ábra – A varratok hagyományos képei:
a) látható; b) láthatatlan
A látható egyetlen hegesztési pontokat, függetlenül a hegesztési módszertől, hagyományosan metsző vékony, 5...10 mm hosszú tömör vonalakként ábrázolják (2a. ábra). A láthatatlan egyedi pontok nem jelennek meg a rajzokon.
Ha a rajzon több egyforma varrat található, a szimbólumokat egy képre alkalmazzuk, a többiből pedig polcokkal ellátott vezetővonalakat húzunk (3a, b ábra).
Az azonos varratokhoz egy szám van hozzárendelve, amelyet egy vezetővonalra helyeznek el egy polccal, amelyen a varratjelölés található, és a varratok számát jelzi (3a. ábra).
A fennmaradó varratok esetében csak a varratszámot kell alkalmazni a karima felett, illetve a vezérvonal pereme alatt, a hegesztés láthatóságától függően (3b. ábra).

3. ábra – Hagyományos képek, ha a rajzon azonos varratok vannak:
a) egy kép; b) azonos képekre; c) egyszerűsített vagy a rajzon szereplő összes varrat azonos.
Ha a rajzon az összes varrat azonos, és ugyanazon az oldalon (elöl vagy hátul) látható, akkor nem kapnak sorszámot, és a megjelölés nélküli varratokat vezetővonalakkal, polcok nélkül jelölik (3c. ábra).
A hegesztési varrat jelzésére vezető vonalat a hegesztési oldalról kell húzni, lehetőleg annak a résznek a képére, ahol a varrat teljes méretben megrajzolódik.
Egy szimmetrikus termék rajzán csak a kép egy részén szabad varrásokat jelölni.
A varrás szimbólumát alkalmazzák:
A polcon az elülső oldalon lévő varrás képéből húzott vezérvonal (3a. ábra);
A polc alatt a hátoldalon a varrás képéből húzott vezetővonal található (3b. ábra). Ebben az esetben célszerű a látható varrás képéből vezérvonalat rajzolni.
A varrat vagy egyetlen hegesztési pont képéből húzott vezérvonal mindig egyirányú nyíllal végződik (3. ábra). Ha a hegesztési varrat láthatatlan, akkor a vezetővonal tetejére egyoldalas nyilat rajzolunk, ha a varrat láthatatlan - az aljára (3a, b ábra).
Ugyanazok a követelmények az összes varratra vagy varratok csoportjára vonatkozóan egyszer szerepelnek a műszaki követelményekben vagy a varratok táblázatában (4. ábra). Ebben az esetben a képen csak a hegesztési varrat sorozatszáma van feltüntetve.

4. ábra – Varratasztal
A szabványos hegesztett kötések GOST 2.312-72 szerinti szimbólumát az 5. ábra szerinti diagramnak megfelelően alkalmazzuk.

5. ábra – Szabványos jelölési diagram hegesztési varratok.
A hegesztett kötések varratainak szimbóluma kötőjelekkel a következőket tartalmazza:
1. Segédvarrásnyomok zárt sorés beépítési varrat (lásd 2. táblázat).
2. A hegesztett kötések típusaira és szerkezeti elemeire vonatkozó szabvány megjelölése (például GOST 5264-80; lásd az 1. táblázatot).
3. A varrat alfanumerikus jelölése a hegesztett kötések varrattípusaira és szerkezeti elemeire vonatkozó szabvány szerint (például C2, lásd 3. táblázat).
4. A hegesztési mód jelképe a hegesztett kötések típusaira és szerkezeti elemeire vonatkozó szabvány szerint (pl. A, de lehet, hogy nincs feltüntetve).
2. táblázat - A varrathegesztést jelző segédtáblák
|
A jel jelentése |
A rajzon a varrás jelölésére jelölést kell helyezni |
|
|
A varrás szakaszos vagy pontszerű láncos elrendezéssel. Vonalszög 60 A varrás megszakadt vagy pontozott sakktábla elrendezéssel Varrás zárt vonal mentén. Jel átmérője – 3…5mm Varrás nyitott vonal mentén. A jelet akkor használjuk, ha a varrás helye egyértelmű a rajzból A varratot a termék beszerelésekor kell elkészíteni, pl. a felhasználási hely szerinti beépítési rajz szerinti beépítéskor Távolítsa el a varrat megerősítését A varrás megereszkedését és egyenetlenségeit az alapfémhez való zökkenőmentes átmenettel |
|

5. A varrat lábának jele (egyenlő szárú derékszögű háromszög) és a varrat szárának mérete (vastagsága), a hegesztett kötések varrattípusaira és szerkezeti elemeire vonatkozó szabvány szerint (például 5, 3. táblázat). A varrat vastagságának a 4 mm-től az összekapcsolandó elemek vastagságának 1,2-szereséig terjedő tartományban kell lennie, vagy egyenlő. A tábla tömör vékony vonalakkal készült. A tábla magasságának meg kell egyeznie a varratjelölésben szereplő számok magasságával.
6. Szakaszos varrat esetén - a hegesztett szakasz hossza, a / vagy Z jel és a lépés mérete (például 5/40; 6 Z 70).
Egyetlen hegesztési pont esetén - a pont számított átmérőjének mérete (például 6).
Ellenálláspontos elektromos hegesztéshez vagy elektromos szegecshegesztéshez - a pont vagy elektromos szegecs számított átmérőjének mérete; / vagy Z jel és lépésméret (például 5/60; 4 Z 80).
Érintkezőhengeres elektromos hegesztéshez - a varrat számított szélességének mérete (például Kr-5).
Érintkezőgörgős elektromos hegesztés szakaszos hegesztésénél - a varrat számított szélességének mérete, a „” szorzójel, a hegesztett szakasz hosszának mérete, a / jel és a lépés mérete (például 5 10/60).
A hegesztendő terméket a hegesztőasztalra helyezzük. Az elektróda csupasz vége az elektródatartóba van szorítva. izgat hegesztőív az elektróda végét a hegesztendő munkadarabhoz érintve. Kétféleképpen lehet ívet indítani:
Engedje le az elektródát, amíg érintkezésbe nem kerül a hegesztett fémmel, és gyorsan mozgassa az ív hosszával megegyező távolságra;
Futtassa az elektróda végét a termék felületén (például gyufát gyújtson meg).
Az ív elindításának nehézsége abban rejlik, hogy ha az elektróda végét nem távolítják el elég gyorsan a termék felületéről, az összehegeszthet, vagy ahogy mondani szokás, „lefagyhat”, és ha az elektróda vége túl gyorsan visszahúzódik, az ív eltörhet és kialudhat.
Az ív megütése után a hegesztő állandó ívhosszt tart fenn azáltal, hogy az elektródát olvadás közben lassan leengedi. A hegesztést rövid ívvel kell elvégezni: hossza nem haladhatja meg az elektróda átmérőjét.
Felületezéskor a hegesztő egyenletesen mozgatja az elektródát a varrat mentén, és 70-80°-os szögben a termék felületéhez dönti. A hosszirányú mozgás sebességének elegendőnek kell lennie az alapfém megolvasztásához. Ha az elektróda gyorsan mozog, az alapfém nem olvad meg, de ha lassan mozog, a hegesztési teljesítmény csökken, és a hegesztési fém túlmelegszik.
Keresztirányú oszcillációs mozgásokat alkalmaznak az elektródán, hogy egy bizonyos szélességű hegesztést kapjanak. Ezek a mozgások lehetnek cikkcakk, félhold, nyolcas stb.. Ha az elektróda hosszirányú mozgását keresztirányú rezgések nélkül hajtjuk végre, akkor a görgő szélessége 0,8...1,5 d uh, de legyen 2...4.
Amikor az ív megszakad, a töréspont előtt, a még nem hegesztett fémen meggyullad, majd visszakerül a lerakódott fémre, biztosítva a perem folytonosságát. Miután a teljes gyöngy felülete elkészült, az elektródát nem lehet hirtelen letépni az alkatrészről, mivel ebben az esetben a gyöngy végén mélyedés képződik - egy kráter, amelyben repedések jelenhetnek meg. A krátert óvatosan kell hegeszteni az ív kétszeri vagy háromszori lerövidítésével. A hegesztési technika nagymértékben függ a varratok térbeli helyzetétől. A varratokat az alsó helyzetben a legegyszerűbb hegeszteni, ezért hegesztéskor mindig úgy kell felszerelni a terméket (alkatrészt), hogy a varratok nagy része alsó helyzetben legyen hegesztve.
Hegesztéskor tompavarratok az alsó helyzetben a fő nehézség a teljes behatolás elérése. Kétféleképpen biztosítható a teljes behatolás a fém dicsőítésének veszélye nélkül:
A varrat gyökerének hegesztése (azaz a varrat hátsó oldalának hegesztése);
Hegesztés a bélésen.
Vannak rögzítő betétek, amelyeket a hegesztés során az alapanyaghoz hegesztenek, és vannak kivehetőek, amelyeket a hegesztés után eltávolítanak. A fennmaradó párnák általában acélból, míg a kivehető párnák rézből készülnek.
Ellenőrző kérdések : 1 Ívindítási módszerek. 2 Mekkora legyen az ív hossza? 3 Milyen mozgások érik az elektródát? 4 Hol kezdődik az ív, amikor eltörik? 5 Hogyan fejezzem be a varrást? 6 Hogyan biztosítható az alsó tompavarratok teljes behatolása?
3.7 Hegesztési hibák
Varrat alaki hibák A varratok külső vizsgálata és sablonok és mérőműszerek segítségével történő mérése során azonosíthatók. Ilyen hibák a következők: a) a varratok rajzon vagy szabványokban meghatározott tényleges méretei közötti eltérés; b) megereszkedés: c) alámetszések; d) nem hegesztett kráterek stb. A varratok alakjának hibáit a varrat gyenge területeinek (nyak, hiányos varratok) további hegesztése és a vastagságok mechanikai feldolgozásával lehet kiküszöbölni, biztosítva a zökkenőmentes átmenetet a varrat szomszédos területeire és az alapfémre .
Repedések ezek a legveszélyesebb hibák , amely magában a hegesztési varratban és a hőhatászónában egyaránt előfordulhat. A repedéseket hegesztéssel küszöböljük ki, a hibás terület előzetes vágásával a repedés teljes mélységében.
Pórusok és héjak, ha nagy mennyiségben vannak jelen egy varrásban, csökkentik annak szilárdságát és megzavarják a sűrűségét. Ha a pórusok száma meghaladja a megengedett normát, akkor a varrat hibás szakaszát mechanikus megmunkálással (fúrással, vágással) eltávolítják és újra hegesztik.
Nem fémes zárványok ugyanúgy befolyásolják a varrat szilárdságát, mint a pórusok. Megszüntetik a nem fémes zárványokat, valamint a pórusokat.
A behatolás hiánya Két típusa van: a) az nem nemesfém összeolvadása a lerakott fémmel; b) a teljes vágási szakasz olvadt fémmel való feltöltésének elmulasztása (a hegesztési gyökér behatolásának hiánya). A varratok hibás területeit mechanikus megmunkálással (fúrás, marás stb.) távolítják el, és újra hegesztik.
Ellenőrző kérdések : 1 Melyek a hegesztési hibák típusai? 2 Hogyan szüntetik meg őket?