મેટ્રિક થ્રેડના પરિમાણો અને મૂલ્યોનું કોષ્ટક તમને જટિલ ગાણિતિક ગણતરીઓનો આશરો લીધા વિના ઉચ્ચ-ગુણવત્તાવાળા કાપવા માટે પરવાનગી આપે છે. કોષ્ટક છિદ્રોના વ્યાસ, લાગુ પિચ, કવાયત, વગેરેની આવશ્યક માહિતી પ્રદાન કરે છે. બધા પરિમાણો પ્રમાણિત છે, જે તમને તમારા પોતાના હાથથી ઉચ્ચ ગુણવત્તાવાળા અને વિશ્વસનીય થ્રેડેડ જોડાણ પ્રાપ્ત કરવાની મંજૂરી આપે છે.

ફોટો મેટ્રિક થ્રેડ ટેબલ
- ફાસ્ટનર્સની વિશાળ બહુમતી આપણા દેશમાં મેટ્રિક થ્રેડો પર આધારિત છે;
- મેટ્રિક થ્રેડની ત્રિકોણાકાર પ્રોફાઇલનું કોણ 60 ડિગ્રી છે;
- બધા પરિમાણો મિલીમીટરમાં છે;
- મેટ્રિક કટીંગને મોટા અને નાના પગલાવાળા ઉત્પાદનોમાં વહેંચવામાં આવે છે;
- એક મોટી પિચ 1-68 મીમીના વ્યાસ માટે સંબંધિત છે, અને એક નાનો પીચ - 1-600 મીમીના વ્યાસ માટે;
- મોટા કદના કટીંગનો ઉપયોગ સાંધામાં થાય છે જે આઘાત લોડને આધિન હોય છે;
- પાતળા-દિવાલોવાળા ભાગો માટે અને સાંધામાં કડકતા લાવવા માટે ફાઇન-થ્રેડીંગ સંબંધિત છે;
- નાના-થ્રેડ કટીંગ ઇન્સ્ટોલેશન અને એડજસ્ટમેન્ટ ફાસ્ટનર્સમાં વ્યાપક બની છે. આ તે હકીકતને કારણે છે કે તેમની સહાયથી ઉચ્ચ સચોટતા સાથે પરિમાણોને સમાયોજિત કરવું સરળ છે;
- તમામ આધુનિક મશીનો ફક્ત મેટ્રિક કટનો ઉપયોગ કરીને બનાવવામાં આવી છે.
લાક્ષણિકતાઓ અને હોદ્દો
મુખ્ય કદના ટેબલનો ફોટો
ત્યાં મેટ્રિક, ઇંચ, પાઇપ કટીંગ છે. તેમાંના દરેકને કેટલાક માપદંડ અનુસાર વર્ગીકૃત કરવામાં આવે છે:
- વારાની દિશા ડાબી અને જમણી છે;
- પ્રોફાઇલ આકાર - ગોળાકાર, સતત, ત્રિકોણાકાર, વગેરે ;;
- સ્થાન - બાહ્ય, આંતરિક;
- સપાટી અને કાર્યની પ્રકૃતિ - ઇંચ, મેટ્રિક, શંક્વાકાર, વગેરે ;;
- પ્રવેશોની સંખ્યા એકલ-પ્રવેશ અને મલ્ટી-એન્ટ્રી છે.
તે જ સમયે, ઇંચ અને પાઇપ કટીંગ મેટ્રિક જેટલું સામાન્ય નથી. આ સંદર્ભે, ઇંચ છોડીને અને પાઇપ થ્રેડો, અને વધુ વિગતવાર મેટ્રિકનો વિચાર કરો.
થ્રેડમાં બે મુખ્ય લાક્ષણિકતાઓ છે.
- નામના વ્યાસ તેઓને સંકેતોમાં વપરાયેલ પરંપરાગત પરિમાણો કહેવામાં આવે છે. નજીવા વ્યાસ બદામ અને બોલ્ટના બાહ્ય વ્યાસ જેટલા હોય છે, જે એકબીજા સાથે સમાન હોય છે.
- થ્રેડ પિચ. થ્રેડ પિચના પરિમાણો નજીકના પ્રોફાઇલ્સના બે સમાન બિંદુઓ વચ્ચેના અંતરને સમાન કરે છે, જે સમાન વિમાનમાં સ્થિત છે. વ્યાખ્યા ખૂબ જટિલ છે, પરંતુ વ્યવહારમાં, આ કદને શોધવાનું ખૂબ જ સરળ છે. પરિમાણો નક્કી કરવા માટે, તમારે તેના કોર પર ઉચ્ચ ગીચતાવાળા કાગળની શીટ પર બોલ્ટ રોલ કરવાની જરૂર છે અને નજીકના ગ્રુવ્સ સ્થિત કયા પગલું છે તે માપવા. આ એક પગલું છે. આવા પરિમાણોને આ રીતે નિર્ધારિત કરવું એ ઉચ્ચ-ચોકસાઇ પદ્ધતિ નથી. પરંતુ પરિમાણોની ગણતરી યોગ્ય રીતે થાય છે તેની ખાતરી કરવા માટે, ત્યાં એક વિશિષ્ટ કોષ્ટક છે. આ કોષ્ટક તમને તમારી ગણતરીઓ તપાસવા માટે, અથવા માપન અથવા ગાણિતિક ગણતરીઓનો આશરો લીધા વિના જરૂરી પરિમાણો નક્કી કરવા દે છે.
ઇંચ, પાઇપ અને અમારા મેટ્રિક કટ્સમાં કદ અને અન્ય પરિમાણોના ચોક્કસ હોદ્દો છે. જેથી કોષ્ટક ઘણાં બિનજરૂરી પ્રશ્નો પેદા ન કરે, અમે તેમાં પ્રસ્તુત સૂચકની બધી ઘોંઘાટ વિશે વાત કરવાનો પ્રયત્ન કરીશું.
થ્રેડો સૂચવવા માટે અક્ષરો અને સંખ્યાઓનો ઉપયોગ થાય છે. ઉદાહરણ તરીકે, એમ 40 થ્રેડ. અહીં:
- અક્ષર એમનો અર્થ છે કટનો પ્રકાર. એમ મેટ્રિક છે. તે એક ઇંચ, પાઇપ નથી. અહીં બધું ખૂબ સ્પષ્ટ છે;
- 40 નજીવા વ્યાસ છે. પત્ર પછીની સંખ્યા સૂચવે છે કે થ્રેડ લાક્ષણિકતાવાળા કયા નજીવા વ્યાસ છે. અમારા કિસ્સામાં, તે 40 મીમી છે;
- જો થ્રેડ પિચ મોટી હોય, તો આ હોદ્દો દર્શાવવામાં આવશે નહીં. તે GOST મુજબ નક્કી કરી શકાય છે.
વિકલ્પ તરીકે, નાના પગલા - M30x2 સાથેના ઉદાહરણને ધ્યાનમાં લો.
- વ્યાસમાં અહીં પરિસ્થિતિ સમાન છે - આ આંકડો 30 છે;
- મેટ્રિક કટીંગ, એમ એમ પત્ર અમને કહે છે તેમ;
- 2 એટલે પિચ 2 મિલીમીટર છે.
અને મહત્વપૂર્ણ મુદ્દાઓ એક દંપતી.
- થ્રેડમાં વિવિધ પગલાં હોઈ શકે છે અને તે ડાબી બાજુ અથવા જમણેરી હોઈ શકે છે.
- જમણા-થ્રેડનો હોદ્દો હોદ્દોમાં દર્શાવતો નથી.
- જો તમે એમ 20 એલએચ જેવું કંઈક જુઓ છો, તો આ થ્રેડની ડાબી બાજુની દિશા સૂચવે છે.
- મુલાકાતની સંખ્યા. સિંગલ-થ્રેડ માટે, નંબર સૂચવવામાં આવતો નથી, કારણ કે તે હંમેશાં 1. હોય છે. જો તે મલ્ટિ-થ્રેડ છે, તો હોદ્દો કંઈક આના જેવો દેખાય છે - એમ 30x3 (પી 2). અહીં, કૌંસમાં થ્રેડ પિચ સૂચવે છે, અને 2 એ એન્ટ્રીઓની સંખ્યા છે.
પસંદગીને ટેપ કરો
નળ એ મુખ્ય કાર્યકારી સાધન છે જેની સાથે ભવિષ્યની આંતરિક કટીંગ થ્રેડેડ જોડાણો. કારણ કે બનાવવા માટે જુદા જુદા પ્રકારો ચોક્કસ પગલા સાથે થ્રેડો, તમારે ક્રિયાઓ પૂર્ણ કરવા માટે એક ટેપને યોગ્ય રીતે પસંદ કરવાની જરૂર રહેશે.
- સૌ પ્રથમ, માસ્ટરને નળનો પ્રકાર પસંદ કરવો જોઈએ જે આયોજિત થ્રેડ માટે યોગ્ય છે. અમારા કિસ્સામાં, અમે મેટ્રિક કટીંગ માટે નળ વિશે વાત કરી રહ્યા છીએ;
- આગળ, હેતુ નક્કી થાય છે - પગલું, સહિષ્ણુતા, પ્રોફાઇલ ફોર્મ;
- ચોકસાઈના વર્ગના આધારે, માસ્ટર નક્કી કરે છે કે શું એક નળ સાથે કરવાનું શક્ય છે, અથવા aપરેશન પૂર્ણ કરવા માટે તમારે કીટ મેળવવાની જરૂર છે - ડ્રાફ્ટ અને અંતિમ નળ;
- સામગ્રી કે જેના પર કટીંગ કરવામાં આવે છે. મુખ્ય સામગ્રી જ્યાં થ્રેડ બનાવવામાં આવે છે તે ધાતુ છે. તદુપરાંત, શક્તિની દ્રષ્ટિએ તે અલગ હોઈ શકે છે, જે નળની લાક્ષણિકતાઓની પસંદગીને સીધી નક્કી કરે છે;
- દાંતને શારપન કરવાનો આગળનો કોણ. દરેક પ્રકારની ધાતુ માટે ચોક્કસ મૂલ્ય હોય છે. જો તે સ્ટીલ છે, તો કોણ 5 થી 10 ડિગ્રી સુધી છે, કોપર માટે - 0 થી 5 ડિગ્રી સુધી, અને એલ્યુમિનિયમના કિસ્સામાં - 25 થી 30 ડિગ્રી સુધી;
- ટ ordinaryપ્સ સામાન્યથી બનાવી શકાય છે, ઉચ્ચ તાકાત સ્ટીલ અથવા સામાન્ય ધાતુથી, પરંતુ વધતી તાકાતના સોલ્ડર સાથે. પછીનો વિકલ્પ તમને નળના ઉત્પાદનની કિંમત ઘટાડવાની મંજૂરી આપે છે, પરંતુ તેમની reliંચી વિશ્વસનીયતા જાળવી શકે છે;
- નળ પસંદ કરવાની ચાવી એ છિદ્રનો વ્યાસ છે. તે તેના પર છે કે આંતરિક થ્રેડને કાપીને હાથ ધરવામાં આવશે;
- આ કિસ્સામાં, ટૂલનો વ્યાસ છિદ્રના વ્યાસ કરતા થોડો નાનો હોવો જોઈએ. જો તમને મેટ્રિક પ્રકારનો થ્રેડ પ્રકાર એમ 20 ની જરૂર હોય, એટલે કે, નળનો વ્યાસ 20 મીમી હોય, તો પછી છિદ્રનો વ્યાસ 19 મીમી હશે. બધા જરૂરી પરિમાણો એક વિશેષ માનક ટેબલ દ્વારા નક્કી કરવામાં આવે છે;
- જો થ્રેડની વિશેષ આવશ્યકતાઓ નથી, તો કોષ્ટકમાં ઉલ્લેખિત માનક પગલું લાગુ કરવામાં આવે છે.
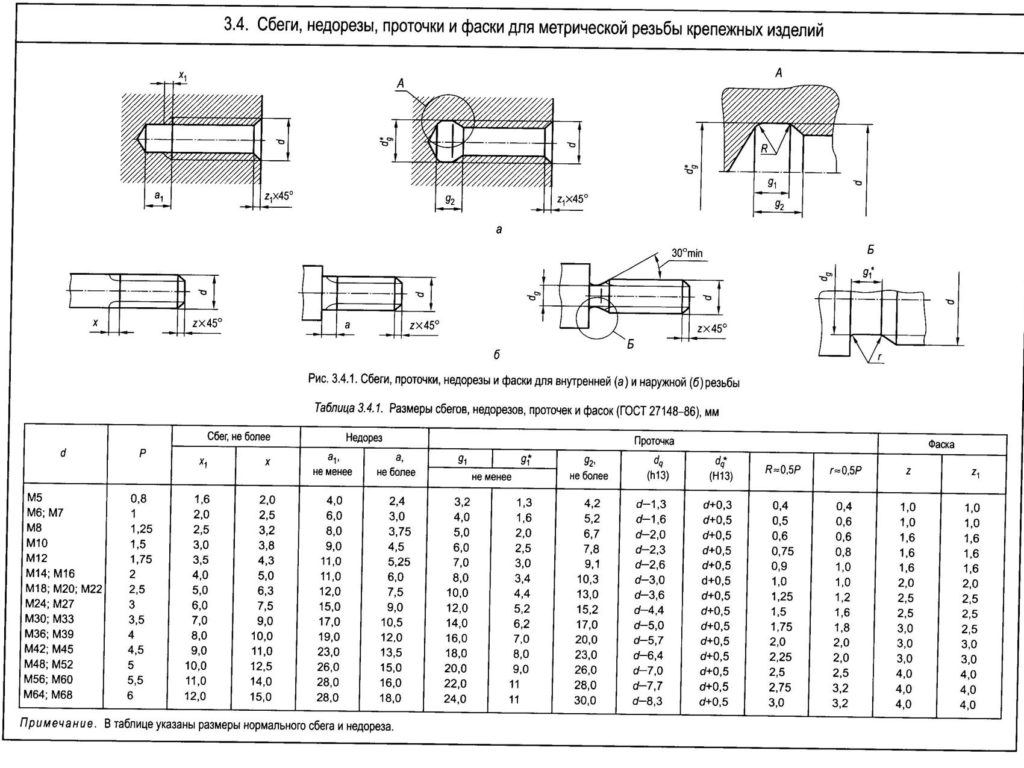
કાપવાની ઘોંઘાટ
જ્યારે જરૂરી થ્રેડના વ્યાસ અને અન્ય પરિમાણો નક્કી કરવામાં આવે છે અને નળ પોતે પસંદ કરે છે, ત્યારે કટીંગ ઓપરેશન કરવું જોઈએ.
- વર્કપીસ કે જેના પર કટીંગ કરવામાં આવે છે તે એક વાઇસમાં નિશ્ચિત છે.
- છિદ્રની અક્ષ ડેસ્કટ .પને અનુરૂપ શક્ય તેટલા કાટખૂણે સ્થિત હોવી જોઈએ.
- કોલના સોકેટમાં નળ સ્થાપિત થયેલ છે, vertભી સ્થિતિમાં તે વર્કપીસના છિદ્ર હેઠળ ચેમ્ફરમાં શરૂ થાય છે.
- બે હાથથી, માસ્ટરને નોબ પકડે છે, નળને ભાગ પર દબાવતા અને ઘડિયાળની દિશામાં ફેરવતા હોય છે.
- સાધનને થોડું દબાણ સાથે, નરમાશથી, સરળ અને સમાનરૂપે ફેરવવું જોઈએ.
- બે સંપૂર્ણ વારા બનાવવામાં આવે છે, જે પછી અડધા વળાંક પાછળની બાજુ બનાવવામાં આવે છે, કાઉન્ટરક્લોકવાઇઝ.
- થ્રેડો બનાવવાની પ્રક્રિયામાં, ટૂલ જરૂરી રીતે ઠંડુ કરવામાં આવે છે. જો તે એલ્યુમિનિયમ હોય, તો કેરોસીનનો ઉપયોગ કરવામાં આવે છે, ટર્પેન્ટાઇન તાંબા માટે ઠંડક અને સ્ટીલ ઉત્પાદનો માટે પ્રવાહી મિશ્રણ તરીકે કામ કરે છે. કાસ્ટ આયર્ન અને બ્રોન્ઝને ઠંડકની જરૂર નથી.
- આંતરિક થ્રેડ નળના સમૂહ દ્વારા હાથ ધરવામાં આવે છે.
- પ્રથમ, રફ ટૂલનો ઉપયોગ થાય છે, પછી મધ્યમ અને સમાપ્ત કરવાનું કાર્ય સમાપ્ત થાય છે. એક નળને બાદ કરતાં, તમે કટીંગ પ્રક્રિયાને વેગ આપશો નહીં, પરંતુ થ્રેડ પોતે ગુણવત્તામાં વધુ ખરાબ બનશે.
ચલાવો મેટ્રિક કટ મુશ્કેલ નથી જો તમે યોગ્ય સાધનોનો ઉપયોગ કરો અને વિશિષ્ટ કોષ્ટકોના માનક પરિમાણો પર આધાર રાખો.
થ્રેડેડ છિદ્રોના વ્યાસનું કોષ્ટક
થ્રેડ બાહ્ય (બાહ્ય થ્રેડ) અને આંતરિક (આંતરિક થ્રેડ) નળાકાર અથવા શંક્વાકાર સપાટી પર બનેલા, સતત ક્રોસ-સેક્શનના આનુષંગિક ગ્રુવનું પ્રતિનિધિત્વ કરે છે. તેનો ઉપયોગ ભાગોને કનેક્ટ કરવા માટે, તેમજ પરિભ્રમણ ગતિને અનુવાદ અથવા તેનાથી ,લટું, મિકેનિઝમ્સ અને મશીનોમાં રૂપાંતરિત કરવા માટે થાય છે.
થ્રેડ ત્યાં સિંગલ-રન, એક હેલિક્સ (થ્રેડ) દ્વારા બનાવવામાં આવે છે, અથવા મલ્ટિ-રન, બે અથવા વધુ લાઇનો દ્વારા રચાય છે.
હેલિક્સની દિશામાં દોરો જમણી અને ડાબી બાજુએ વિભાજિત.
કદ સિસ્ટમ પર આધાર રાખીને દોરો ત્યાં મેટ્રિક, ઇંચ, પાઇપ છે.
મેટ્રિકમાં કોતરણી ત્રિકોણાકાર પ્રોફાઇલનું કોણ 60 is છે, બાહ્ય, મધ્યમ અને આંતરિક વ્યાસ અને પિચ દોરો મિલિમીટર માં વ્યક્ત. મોટી પિચ સાથેના મેટ્રિક થ્રેડો એક અક્ષર અને સંખ્યા દ્વારા સૂચવવામાં આવે છે જે મિલિમીટરમાં બાહ્ય વ્યાસ દર્શાવે છે: એમ 10, એમ 16, અને તેથી વધુ. સૂચવવા માટે દોરો નાના પગલા (વારા વચ્ચેનું અંતર) સાથે, પગલાને વ્યક્ત કરતી સંખ્યા આ ડેટામાં ઉમેરવામાં આવે છે દોરો મિલિમીટરમાં: M6 × 0.6, M20 × 1.5 અને આ જેવા.
ઇંચમાં કોતરણી ત્રિકોણાકાર પ્રોફાઇલનું કોણ 55 is છે, થ્રેડનો વ્યાસ ઇંચ (1 ઇંચ \u003d 2.54 સે.મી.) માં દર્શાવવામાં આવ્યો છે, અને પિચ એ ઇંચ દીઠ થ્રેડોની સંખ્યા છે.
હોદ્દો ઉદાહરણ: 1 1/4 outer (બાહ્ય વ્યાસ દોરો ઇંચમાં).
પાઇપ દોરો ઇંચથી અલગ છે કે તેનું પ્રારંભિક કદ બાહ્ય વ્યાસ નથી, પરંતુ પાઇપ હોલનો વ્યાસ છે, જેની બાહ્ય સપાટી કાપી છે દોરો.
હોદ્દો ઉદાહરણ: 3/4 ″ પાઇપ. (નંબરો ઇંચમાં પાઇપનો આંતરિક વ્યાસ સૂચવે છે).
કટીંગ દોરો ડ્રિલિંગ, ટર્નિંગ અને ખાસ થ્રેડ-કટીંગ (પ્રોફાઇલ-નર્લિંગ) મશીનો, તેમજ જાતે હાથ ધરવામાં. ધાતુઓની જાતે પ્રક્રિયામાં, આંતરિક દોરો નળ સાથે કાપી, અને બાહ્ય મૃત્યુ સાથે.
તદનુસાર, કટની પ્રોફાઇલના આધારે દોરો નળને ત્રણ પ્રકારોમાં વહેંચવામાં આવે છે: મેટ્રિક, ઇંચ અને પાઇપ માટે.
મેન્યુઅલ (લksકસ્મિથ) નળ સામાન્ય રીતે ત્રણ અથવા બે ટુકડાઓના સેટમાં કરવામાં આવે છે. પ્રથમ અને બીજા નળ દોરો પૂર્વ-કટ, અને ત્રીજું તેને અંતિમ કદ અને આકાર આપે છે સામાન્ય રીતે, કીટના દરેક નળની સંખ્યા પૂંછડી પરની રીતની સંખ્યા દ્વારા ચિહ્નિત થયેલ છે. ત્યાં બે ટsપ્સવાળી કીટ છે: પ્રારંભિક (ડ્રાફ્ટ) અને ફેર. પ્રથમ અને બીજા. નળીઓ કાર્બન અને ઉચ્ચ તાકાતના એલોય સ્ટીલથી બનેલા છે.
મૃત્યુ અથવા ફેસપ્લેટ્સ બહાર કાપવા માટે રચાયેલ છે દોરો, ડિઝાઇનના આધારે, ગોળાકાર અને પ્રિઝમેટિક (સ્લાઇડિંગ) માં વહેંચાયેલા છે.
થ્રેડો કાપતી વખતે, રાઉન્ડ ડાઇઝને ખાસ સ્ક્રુ - ડાઇ ધારકમાં નિશ્ચિત કરવામાં આવે છે.
આંતરિક થ્રેડીંગ
અંદર કાપવા માટે દોરો એક નળ સાથે સૌ પ્રથમ છિદ્ર તૈયાર કરવામાં આવે છે. કવાયત જરૂરી આંતરિક વ્યાસ કરતા થોડો મોટો વ્યાસ લે છે દોરો: જો આ વ્યાસ સમાન હોય, તો કટીંગ દરમિયાન બહાર કાedેલી સામગ્રી ટૂલના દાંત પર જોરદાર રીતે દબાવશે. પરિણામે, દાંત ગરમ થાય છે અને ધાતુના કણો તેમને વળગી રહે છે, દોરો તે ફાટેલા સ્કેલોપ્સ (થ્રેડો) સાથે બહાર આવશે, અને નળના ભંગાણ શક્ય છે.
આકૃતિ આંતરિક કાપવા બતાવે છે દોરો:
એ - નળ, બી - કટીંગ દોરો.
ટેપ ડિઝાઇન
1 - ઇનટેક ભાગ;
2 - કેલિબ્રેટિંગ ભાગ;
3 - વાંસળીની ખાંચ;
4 - શંક;
5 એક ચોરસ છે.

નીચેની આકૃતિ બાહ્ય કાપવા બતાવે છે દોરો:
એ - રાઉન્ડ ડાઇ, બી - પ્રિઝમેટિક (સ્લાઇડિંગ) મૃત્યુ પામે છે, સી - કટીંગ દોરો.
કી હોદ્દો:
ડી 1 - આંતરિક વ્યાસ દોરો બોલ્ટ્સ.
ડી 2 - સરેરાશ વ્યાસ દોરો બોલ્ટ્સ.
ડી 1 - આંતરિક વ્યાસ દોરો બદામ.
ડી 2 - સરેરાશ વ્યાસ દોરો બદામ.
પી - પગલું દોરો.
એચ 1 - પ્રોફાઇલની .ંચાઈ.
ડી છિદ્રો - કાપવા માટે છિદ્રનો વ્યાસ દોરો.
જેથી હેઠળના છિદ્રના વ્યાસની ગણતરી ન કરવી
દોરો, તમે ટેબલનો ઉપયોગ કરી શકો છો.
| મીમીમાં થ્રેડ વ્યાસ | ડી 2 \u003d ડી 2 મી.મી. | ડી 1 \u003d ડી 1 મી.મી. | મીમીમાં પી | એચ 1 મી.મી. | ડી છિદ્રો મી.મી. |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
આંતરરાષ્ટ્રીય સ્ટેન્ડ
મેટ્રિક થ્રેડો
વ્યાસ અને પગલાં
સત્તાવાર આવૃત્તિ
માનક, મેટ્રોલોજી અને પ્રમાણપત્ર માટે આંતરરાષ્ટ્રીય સમિતિ
આઈએસએસ 21.040.10 જૂથ જી 13
gOST 8724-2004 (ISO 261-98) ને વિનિમયક્ષમતાના મૂળભૂત ધોરણો. થ્રેડ મેટ્રિક. વ્યાસ અને પગલાં
(2004 ના આઈ.સી.એસ. નંબર 10)
ભાવાર્થ
1 વૈજ્ Engineeringાનિક સંશોધન અને મિકેનિકલ એન્જિનિયરિંગના માપન ઉપકરણોની સંસ્થા (OJSC “સંશોધન સંસ્થા asureફ માપન”) દ્વારા વિકસિત
2 રશિયાના રાજ્ય ધોરણ દ્વારા પરિચય
3 આંતરરાષ્ટ્રીય કાઉન્સિલ ફોર સ્ટાન્ડિડાઇઝેશન, મેટ્રોલોજી અને સર્ટિફિકેશન (6 નવેમ્બર, 2002 ના મિનિટ નંબર 22) દ્વારા એડપ્ટ કરેલ
4 આ ધોરણ એ ISO 261-98, આઇએસઓનો સામાન્ય હેતુ થ્રેડોઝનો સમાન પાઠો છે. વ્યાસ અને 1 થી 300 મીમીના વ્યાસની શ્રેણીમાં પગલાં "અને તેમાં દેશની અર્થવ્યવસ્થાની જરૂરિયાતોને પ્રતિબિંબિત કરતી વધારાની આવશ્યકતાઓ શામેલ છે.
5 રાજ્ય સમિતિના હુકમનામું રશિયન ફેડરેશન 23 મી જૂન, 2003 ના રોજ માનકતા અને મેટ્રોલોજી પર, નંબર 1-જાન્યુઆરી, 2004 ના રોજ, રશિયન ફેડરેશનના રાજ્ય ધોરણ તરીકે સીધા અમલમાં મૂકવામાં આવ્યો હતો.
6 પ્રતિસાદ GOST 8724-81
© આઈપીકે ધોરણો પબ્લિશિંગ હાઉસ, 2003
રશિયાના સ્ટેટ સ્ટાન્ડર્ડની પરવાનગી લીધા વિના આ ધોરણને રશિયન ફેડરેશનના ક્ષેત્ર પર સંપૂર્ણ અથવા અંશતtially પુનrઉત્પાદન, નકલ અને વહેંચણી કરી શકાતી નથી.
ઉપયોગના 1 ક્ષેત્ર ................................................... ......... 1
3 વ્યાખ્યાઓ .................................................. .............. 1
4 વ્યાસ અને પગલાંઓ પસંદ કરી રહ્યા છીએ ................................................. ....... 1
5 થ્રેડ હોદ્દો ................................................... ......... 7
GOST 8724-2002 (ISO 261-98)
આંતરરાષ્ટ્રીય ધોરણ
મૂળભૂત વિનિમયક્ષમતા ધોરણો
મેટ્રિક થ્રેડો
વ્યાસ અને પગલાં
વિનિમયક્ષમતાના મૂળભૂત ધોરણો. મેટ્રિક સ્ક્રુ થ્રેડો. સામાન્ય યોજના
પરિચય તારીખ 2004-01-01
ઉપયોગનો 1 ક્ષેત્ર
આ ધોરણ GOST 9150 મુજબની પ્રોફાઇલવાળા સામાન્ય હેતુવાળા મેટ્રિક થ્રેડો પર લાગુ પડે છે અને 0.25 થી 600 મીમી સુધીના તેમના વ્યાસ અને 0.075 થી 8 એમએમ સુધીના પગલાં સેટ કરે છે.
મેટ્રિક થ્રેડોના મુખ્ય પરિમાણો GOST 24705 અનુસાર છે.
થ્રેડ સહિષ્ણુતા GOST 9000 અને GOST 16093 અનુસાર છે.
વધારાની આવશ્યકતાઓ જે દેશના અર્થતંત્રની જરૂરિયાતોને પ્રતિબિંબિત કરે છે તે ઇટાલિક્સમાં બતાવવામાં આવી છે.
GOST 9000-81 વિનિમયક્ષમતાના મૂળભૂત ધોરણો. 1 મીમી કરતા ઓછા વ્યાસ માટે મેટ્રિક થ્રેડ. સહનશીલતા
GOST 9150-2002 વિનિમયક્ષમતાના મૂળભૂત ધોરણો. થ્રેડ મેટ્રિક. પ્રોફાઇલ
GOST 11708-82 વિનિમયક્ષમતાના મૂળભૂત ધોરણો. થ્રેડ. નિયમો અને વ્યાખ્યાઓ
GOST 16093-70 વિનિમયક્ષમતાના મૂળભૂત ધોરણો. થ્રેડ મેટ્રિક. સહનશીલતા. ક્લિઅરન્સ લેન્ડિંગ્સ
GOST 24705-81 વિનિમયક્ષમતાના મૂળભૂત ધોરણો. થ્રેડ મેટ્રિક. મુખ્ય પરિમાણો
3 વ્યાખ્યાઓ
નિયમો અને વ્યાખ્યાઓ - GOST 11708 મુજબ.
4 વ્યાસ અને પગલાંઓ પસંદ કરી રહ્યા છીએ
1.૧ વ્યાસ અને થ્રેડ પગલાં, કોષ્ટક 1 માં સૂચવ્યા અનુસાર હોવા જોઈએ.
થ્રેડ વ્યાસ પસંદ કરતી વખતે, પ્રથમ પંક્તિ બીજી અને ત્રીજીથી બીજી પસંદ હોવી જોઈએ.
સત્તાવાર આવૃત્તિ
| કોષ્ટક 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| નામના થ્રેડ વ્યાસ ડી \u003d ડી |
|||||||||||
| કોષ્ટક 1 ચાલુ રાખવું |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| નામના થ્રેડ વ્યાસ ડી \u003d ડી |
||||||||||
| કોષ્ટક 1 નો અંત |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 થ્રેડ હોદ્દો
5.1 થ્રેડના કદ માટેના પ્રતીકમાં આ શામેલ હોવું જોઈએ: અક્ષર એમ, થ્રેડનો નજીવો વ્યાસ અને થ્રેડની પિચ, મિલિમીટરમાં વ્યક્ત થાય છે અને x દ્વારા અલગ પડે છે.
ઉદાહરણ: M8x1.25
થ્રેડ હોદ્દો એક મુખ્ય પગલું અવગણવામાં આવી શકે છે.
ઉદાહરણ: એમ 8.
5.2 ડાબી બાજુના થ્રેડ માટેનું પ્રતીક એલએચ અક્ષરો દ્વારા પૂરક કરવામાં આવશે.
ઉદાહરણ એમ 8x1 - એલએચ
5.3 બહુવિધ થ્રેડો અક્ષર એમ, થ્રેડના નજીવા વ્યાસ, ચિહ્ન એક્સ, અક્ષરો પીએચ, સ્ટ્રોકનું મૂલ્ય, અક્ષર પી અને પિચનું મૂલ્ય દ્વારા સૂચવવામાં આવશે.
16 મીમીના નજીવા વ્યાસવાળા ડબલ-થ્રેડના પરંપરાગત હોદ્દો, 3 મીમીનો સ્ટ્રોક અને 1.5 મીમીની પીચનું ઉદાહરણ:
ડાબા થ્રેડ માટે સમાન:
એમ 16xRMP1.5 - એલએચ
સ્પષ્ટતા માટે, કૌંસમાં, લખાણ થ્રેડ શરૂ થવાની સંખ્યા દર્શાવે છે.
ઉદાહરણ: М16хРМ1.5 (બે અભિગમો)
5.4. થ્રેડના સંપૂર્ણ હોદ્દામાં GOST 9000 અથવા GOST 16093 અનુસાર થ્રેડના કદ અને સહનશીલતાના ક્ષેત્રોનું હોદ્દો શામેલ છે.
યુડીસી 621.882.082.1:006.354 આઇએસએસ 21.040.10 જી 13 ઓકેએસટીયુ 0071
કીવર્ડ્સ: થ્રેડ, મેટ્રિક થ્રેડ, વ્યાસ, પગલાં, સંમેલનો
સંપાદક આર.જી. ગોવરડોવસ્કાયા તકનીકી સંપાદક વી.એન. પ્રુસાકોવા સુધારક એમ.એસ. કબાશોવા કમ્પ્યુટર લેઆઉટ એસ.વી. રાયબોવોય
એડ. વ્યક્તિઓ. નંબર 02354 તારીખ 14 જુલાઇ, 2000. 12.08.2003 પર કીટમાં મૂકો. 15 સપ્ટેમ્બર, 2003 ના રોજ પ્રકાશન માટે હસ્તાક્ષર કર્યા. સર્વિસ પ્રિન્ટ 1.40. Uch.- પબલ. 0.65.
પરિભ્રમણ 1150 નકલો. સી 11890.3ac. 786.
આઈપીકે ધોરણો પબ્લિશિંગ હાઉસ, 107076 મોસ્કો, કોલોડેઝની દીઠ., 14. http://www.standards.ru ઇમેઇલ: [ઇમેઇલ સુરક્ષિત]
પીસી શાખા આઇપીકે પબ્લિશિંગ હાઉસ Standફ સ્ટાન્ડર્ડ્સ પર પબ્લિશિંગ હાઉસ ખાતે ટાઇપ કરેલ - પ્રકાર. "મોસ્કો પ્રિન્ટર", 105062 મોસ્કો, લિઆલિન દીઠ., 6.

