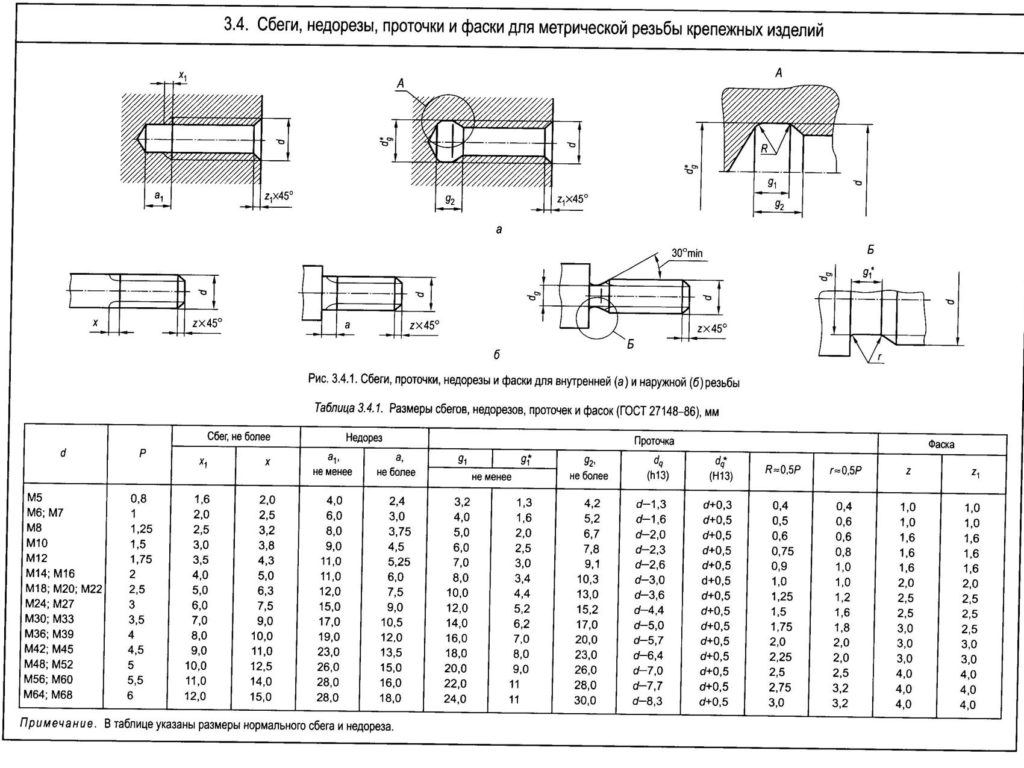
Metrisen langan mitat ja arvotaulukko mahdollistavat laadukkaan leikkaamisen turvautumatta monimutkaisiin matemaattisiin laskelmiin. Taulukko sisältää tarvittavat tiedot reikien halkaisijasta, käytetystä noususta, porauksesta jne. Kaikki parametrit ovat standardisoituja, mikä antaa sinulle laadukkaan ja luotettavan kierteitetyn yhteyden omilla käsilläsi.

Photo metrinen lanka taulukko
- Suurin osa kiinnikkeistä perustuu maamme metrisiin kierteisiin;
- Metrisen langan kolmion profiilin kulma on 60 astetta;
- Kaikki mitat ovat millimetreinä;
- Metrileikkaus on jaettu tuotteisiin, joissa on suuret ja pienet askelmat;
- Suuri nousu on merkityksellinen halkaisijoille 1-68 mm ja pieni sävelkorkeudelle - halkaisijoille 1-600 mm;
- Suurimittaista leikkausta käytetään nivelissä, joihin kohdistuu iskukuormia;
- Ohuella kierteityksellä on merkitystä ohutseinäisille osille ja liitosten tiivistämiseksi;
- Pienlankojen leikkauksesta on tullut laajalle levinnystä kiinnitys- ja säätökiinnikkeissä. Tämä johtuu siitä, että heidän avullaan on helppo säätää parametrejä suurella tarkkuudella;
- Kaikki nykyaikaiset koneet on suunniteltu käyttämällä vain metrisiä leikkauksia.
Ominaisuudet ja nimitykset
Kuva pääkokojen taulukosta
On metrinen, tuumainen, putkenleikkaus. Jokainen niistä luokitellaan useiden kriteerien perusteella:
- Käännösten suunta on vasen ja oikea;
- Profiilin muoto - pyöreä, pysyvä, kolmionmuotoinen jne .;
- Sijainti - ulkoinen, sisäinen;
- Pinnan luonne ja toiminta tuuma, metrinen, kartiomainen jne .;
- Merkintöjen lukumäärä on yksi tai useampi.
Samaan aikaan tuuman ja putken leikkaaminen ei ole yhtä yleistä kuin metrinen. Tältä osin jättäen tuumaa ja putkikierteet, ja harkitse muuttujaa yksityiskohtaisemmin.
Kierteellä on kaksi pääominaisuutta.
- Nimellishalkaisija Niitä kutsutaan merkinnässä käytetyiksi ehdollisiksi kooiksi. Nimellishalkaisija on yhtä suuri kuin mutterin ja pultin ulkohalkaisija, jotka ovat keskenään yhtä suuret.
- Kierteen nousu. Langankorkeuden mitat ovat etäisyyden lähimpien profiilien kahden samanlaisen pisteen välillä, jotka sijaitsevat samassa tasossa. Määritelmä on melko monimutkainen, mutta käytännössä näiden kokojen löytäminen on hyvin helppoa. Mitat voidaan määrittää vierittämällä pultti tiheälle paperiarkille sen ytimessä ja mittaamalla, mikä askel on lähimpien sijaitsevien urien välillä. Tämä on askel. Tällaisten mittojen määrittäminen tällä tavoin ei ole erittäin tarkka menetelmä. Mutta varmistaaksesi, että mitat on laskettu oikein, on olemassa erityinen taulukko. Tämän taulukon avulla voit tarkistaa laskelmasi tai määrittää tarvittavat parametrit turvautumatta mittauksiin tai matemaattisiin laskelmiin.
Tuumaa, putkea ja metrisiä leikkauksiamme on tietyt koko- ja muut parametrit. Jotta taulukko ei aiheuta tarpeettomia kysymyksiä, yritämme puhua kaikista siinä esitetyn merkinnän vivahteista.
Kirjaimia ja numeroita käytetään ilmaisemaan langat. Esimerkiksi M40-lanka. Tässä:
- M-kirjain tarkoittaa viipaloinnin tyyppiä. M on metrinen. Hän ei ole tuumaa, putki. Kaikki on täällä hyvin selvää;
- 40 ovat nimellishalkaisijoita. Kirjaimen jälkeinen numero osoittaa langan nimellishalkaisijan. Meidän tapauksessamme se on 40 mm;
- Jos langankorkeus on suuri, sitä ei näytetä nimityksessä. Se voidaan määrittää GOST: n mukaan.
Vaihtoehtoisesti harkitse esimerkkiä pienellä askelmalla - M30x2.
- Tilanne on halkaisijaltaan samanlainen - tämä luku on 30;
- Metrinen leikkaus, mistä M-kirjain kertoo;
- 2 tarkoittaa, että sävelkorkeus on 2 millimetriä.
Ja muutama tärkeä kohta.
- Langalla voi olla eri vaiheet ja se voi olla vasenkätinen tai oikeakätinen.
- Oikeanpuoleista lankaa merkinnöissä ei ole osoitettu.
- Jos näet jotain M20 LH: ta, tämä osoittaa langan vasemman suunnan.
- Käyntien määrä. Yhden säikeen numeroa ei ilmoiteta, koska se on aina 1. Jos se on monisäikeinen, nimeäminen näyttää noin - M30x3 (P2). Tässä suluissa ilmoitetaan säikeiden nousu ja 2 on merkintöjen lukumäärä.
Napauta valinta
Hano on tärkein työkalu, jolla tulevaisuuden sisäinen leikkaus tehdään kierreliitännät. Koska tehdä erilaisia kierteet tietyllä vaiheella, sinun on valittava hannaus oikein suorittaaksesi tehtävät.
- Ensinnäkin isännän tulisi valita suunniteltuun lankaan sopiva hanan tyyppi. Meidän tapauksessamme puhumme metrisen leikkauksen hanoista;
- Seuraavaksi tarkoitus määritetään - vaihe, toleranssit, profiilimuoto;
- Tarkkuusluokasta riippuen päällikkö päättää, onko mahdollista tehdä yhdellä kosketuksella vai suorittaako tarvitsemasi toimenpide sarjan saamiseksi - luonnos ja viimeinen hanna;
- Materiaali, jolla leikkaus suoritetaan. Päämateriaali, josta lanka tehdään, on metalli. Samanaikaisesti se voi olla lujuuden suhteen erilainen, mikä määrittää suoraan hanan ominaisuuksien valinnan;
- Hampaiden teroittamisen etukulma. Jokaisella metallityypillä on tietty arvo. Jos se on terästä, kulma on 5-10 astetta, kuparille - 0-5 astetta ja alumiinin tapauksessa 25-30 astetta;
- Hanat voidaan tehdä tavallisista, erittäin luja teräs tai tavallisesta metallista, mutta jousteilla, joilla on lisääntynyt lujuus. Viimeksi mainitun vaihtoehdon avulla voit vähentää hanojen tuotantokustannuksia, mutta säilyttää niiden korkea luotettavuus;
- Hanan valinnan avain on reiän halkaisija. Se on se, että sisäkierteet leikataan;
- Tässä tapauksessa työkalun halkaisijan on oltava hiukan pienempi kuin reiän halkaisija. Jos tarvitset metristä langan tyyppiä M20, ts. Hanan halkaisija on 20 mm, reiän halkaisija on 19 mm. Kaikki vaadittavat parametrit määritetään erityisellä standardisoidulla taulukolla;
- Jos langalla ei ole erityisvaatimuksia, sovelletaan taulukossa määritettyä vakioaskelta.
Viipaloinnin nuanit
Kun halutun langan halkaisijat ja muut parametrit on määritetty ja hanat valittu, on suoritettava leikkaustoimenpide.
- Työkappale, jolla leikkaus suoritetaan, kiinnitetään paikoilleen.
- Reiän akselin tulisi olla mahdollisimman kohtisuorassa työpöydän suhteen.
- Venttiili on asennettu kauluksen kantaan, pystysuorassa asennossa se alkaa viisteeseen työkappaleen reiän alla.
- Mestari pitää kahdella kädellä nuppia, painaa hanan osaan ja pyörii myötäpäivään.
- Työkalua tulee kiertää varovasti, tasaisesti ja tasaisesti pienellä paineella.
- Kaksi täyskierrosta tehdään, jonka jälkeen puoli kierrosta taaksepäin vastapäivään.
- Lankojen valmistusprosessissa työkalu jäähdytetään välttämättä. Jos se on alumiinia, käytetään petrolia, tärpättiä toimii kuparin jäähdyttimenä ja terästuotteiden emulsiona. Valurauta ja pronssi eivät tarvitse jäähdytystä.
- Sisäinen kierteet suoritetaan sarjalla hanaja.
- Ensin käytetään karkeaa työkalua, sitten keskimmäistä ja viimeistely tehdään. Sulkemalla pois yksi hanoista, et kiihdytä leikkausprosessia, mutta lanka itsestään osoittautuu huomattavasti heikommaksi.
Juosta metrinen leikkaus ole vaikeaa, jos käytät asianmukaisia \u200b\u200btyökaluja ja luotat erikoistuneiden taulukoiden standardoituihin parametreihin.
Kierrereikien halkaisijoiden taulukko
Lanka "Pyöreä ura, jolla on vakio poikkileikkaus, tehty ulkoiselle (ulkoinen kierre) ja sisäinen (sisäinen kierre) lieriömäiselle tai kartiomaiselle pinnalle. Sitä käytetään osien liittämiseen sekä pyörimisliikkeen muuntamiseen translaatio- tai päinvastoin, mekanismeissa ja koneissa.
Lanka on yhden käynnistyksen muodostama yksi kierre (kierre) tai monikäynnistyksen, jotka on muodostettu kahdesta tai useammasta juovasta.
Kierukan suuntaan lanka jaettu oikealle ja vasemmalle.
Kokojärjestelmästä riippuen lanka on metrinen, tuumainen, putki.
Metrisesti veistos kolmion profiilin kulma on 60 °, ulko-, keskimääräinen ja sisähalkaisija ja nousu lanka millimetreinä ilmaistuna. Metrikierteet, joilla on suuri nousu, on merkitty kirjaimella ja numerolla, joka ilmaisee ulkohalkaisijan millimetreinä: M10, M16 ja niin edelleen. Osoittaa lanka pienellä askelmalla (käännösten välinen etäisyys) näihin tietoihin lisätään askelta ilmaiseva numero lanka millimetreinä: M6 × 0,6, M20 × 1,5 ja vastaavat.
Tuumaa veistos kolmion profiilin kulma on 55 °, langan halkaisija ilmaistaan \u200b\u200btuumina (1 tuuma \u003d 2,54 cm) ja sävelkorkeus on kierteiden lukumäärä tuumaa kohti.
Merkintäesimerkki: 1 1/4 ″ (ulkohalkaisija lanka tuumissa).
Putki lanka eroaa tuumasta siinä, että sen alkuperäinen koko ei ole ulkohalkaisija, vaan putkenreiän halkaisija, jonka ulkopinnalle on leikattu lanka.
Nimitysesimerkki: 3/4 ″ putki. (numerot ilmaisevat putken sisähalkaisijan tuumina).
Leikkaus lanka Se tehdään poraus-, sorvaus- ja erikoislangankatkaisuilla (profiilin sorvaus) sekä manuaalisesti. Metallien käsikäsittelyssä sisempi lanka leikkaa hanilla, ja ulompi kuolee.
Vastaavasti, leikkauksen profiilista riippuen lanka hanat jaetaan kolmeen tyyppiin: metrisiin, tuumaisiin ja putkimaisisiin.
Manuaaliset (lukkosepät) hanat suoritetaan yleensä kolmen tai kahden kappaleen sarjana. Ensimmäinen ja toinen hanat lanka valmiiksi leikattu, ja kolmas antaa sille lopullisen koon ja muodon. Tyypillisesti sarjan jokaisen hanan numero on merkitty pyrstön kuvioiden määrällä. On olemassa sarjat, jotka koostuvat kahdesta hanasta: alustava (luonnos) ja reilu. Ensimmäinen ja toinen. Hanat ovat hiili- ja seosterästä, joka on lujaa.
Muotit tai etulevyt, jotka on suunniteltu leikkaamaan ulkopinta lankasuunnittelusta riippuen jaetaan pyöreisiin ja prismaisiin (liukuviin).
Kierteen leikkaamisessa pyöreät muotit kiinnitetään erityiseen ruuvimeisseliin.
Sisäinen kierteitys
Sisäosan leikkaamiseen lanka reikä valmistetaan ensin hanalla. Poran halkaisija on hiukan suurempi kuin tarvittavan sisähalkaisija lanka: Jos nämä halkaisijat ovat yhtä suuret, leikkauksen aikana puristettu materiaali painaa voimakkaasti työkalun hampaita. Seurauksena hampaat kuumenevat ja metallihiukkaset tarttuvat niihin, lanka se tulee esiin revittyjen kampasimpukoiden (lankojen) kanssa, kun taas hana voi rikkoutua.
Kuvassa on esitetty sisäosan leikkaus lanka:
a - hanat, b - leikkaukset lanka.
Napauta suunnittelua
1 - imuosa;
2 - kalibrointiosa;
3 - siruura;
4 - varsi;
5 on neliö.

Seuraava kuva näyttää ulkopinnan leikkauksen lanka:
a - pyöreä muotti, b - prismamainen (liukuva) muotti, c - leikkaus lanka.
Keskeiset nimitykset:
d1 - sisähalkaisija lanka pultit.
D2 - keskimääräinen halkaisija lanka pultit.
D1 - sisähalkaisija lanka pähkinöitä.
D2 - keskimääräinen halkaisija lanka pähkinöitä.
P - askel lanka.
H1 - profiilin korkeus.
d reikää - leikattavan reiän halkaisija lanka.
Jotta ei voita laskea alle olevan reiän halkaisijaa,
lanka, voit käyttää taulukkoa.
| Kierteen halkaisija mm | D2 \u003d d2 mm | D1 \u003d d1 mm | P mm: nä | H1 mm | d reikää mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
INTERSTATE STAND
METRIKENNE
Halkaisijat ja portaat
Virallinen painos
VÄLINEN NEUVOSTO STANDARDOINTIA, METROLOGIAA JA TODISTAMISTA varten
ISS 21.040.10 Ryhmä G13
gOST 8724-2004 (ISO 261-98) - Vaihdettavuuden perusnormit. Kierteetiedot. Halkaisijat ja portaat
(ICS nro 10, 2004)
esipuhe
1 KEHITETTY Konetekniikan mittauslaitteiden tieteellisen tutkimuksen ja suunnittelun instituutista (OJSC “Research Institute of Measurements”)
2 Venäjän osavaltion standardi esittelee
3 Valtioiden välisen standardointi-, metrologia- ja varmentamisneuvoston hyväksymä (pöytäkirja nro 22, 6. marraskuuta 2002)
4 Tämä kansainvälinen standardi on identtinen standardin ISO 261-98, ISO: n yleiskäyttöön tarkoitetut ketjut. Halkaisijat ja askelmat halkaisija-alueella 1 - 300 mm ”ja sisältää lisävaatimuksia, jotka heijastavat maan talouden tarpeita
5 Valtion komitean asetus Venäjän federaatio standardoinnista ja metrologiasta, päivätty 23. kesäkuuta 2003, nro ° 201-välinen valtioiden välinen standardi GOST 8724-2002 (ISO 261-98) tuli voimaan suoraan Venäjän federaation valtion standardina 1. tammikuuta 2004.
6 VAIHTO GOST 8724-81
© IPK Standards Publishing House, 2003
Tätä standardia ei voida kokonaan tai osittain jäljentää, jäljentää ja levittää virallisen julkaisuna Venäjän federaation alueella ilman Venäjän valtion standardin lupaa.
1 käyttöalue ............................................... ......... 1
3 määritelmää ................................................ .............. 1
4 Halkaisijoiden ja askelmien valinta ............................................. ....... 1
5 langanimitykset ............................................... ......... 7
GOST 8724-2002 (ISO 261-98)
INTERSTATE STANDARD
Vaihdettavuuden perusstandardit
METRIKENNE
Halkaisijat ja portaat
Vaihdettavuuden perusnormit. Metriset ruuvikierteet. Yleinen suunnitelma
Esittelypäivämäärä 2004-01-01
1 käyttöalue
Tämä standardi koskee yleiskäyttöön tarkoitettuja metrikierteitä, joiden profiili on GOST 9150 -standardin mukainen, ja niiden halkaisijat asetetaan 0,25 - 600 mm ja askeleet 0,075 - 8 mm.
Metristen lankojen päämitat ovat GOST 24705: n mukaisia.
Langan toleranssit ovat standardien GOST 9000 ja GOST 16093 mukaisia.
Lisävaatimukset, jotka heijastavat maan talouden tarpeita, on osoitettu kursivoituna.
GOST 9000-81 Vaihdettavuuden perusnormit. Metrinen lanka halkaisijaltaan alle 1 mm. toleranssit
GOST 9150-2002 Vaihdettavuuden perusnormit. Kierteetiedot. Profiili
GOST 11708-82 Vaihdettavuuden perusnormit. Lanka. Termit ja määritelmät
GOST 16093-70 Vaihdettavuuden perusnormit. Kierteetiedot. Toleranssit. Tilauksen purkamiset
GOST 24705-81 Vaihdettavuuden perusnormit. Kierteetiedot. Päämitat
3 määritelmät
Termit ja määritelmät - GOST 11708 mukaan.
4 Halkaisijoiden ja askelmien valinta
4.1 Halkaisijoiden ja kierteiden askelmien tulee vastata taulukossa 1 ilmoitettuja.
Langanhalkaisijoita valittaessa ensimmäinen rivi tulisi olla parempi kuin toinen ja toinen - kolmas.
Virallinen painos
| pöytä 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nimilangan halkaisija d \u003d D |
|||||||||||
| Taulukon 1 jatko |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nimilangan halkaisija d \u003d D |
||||||||||
| Taulukon 1 loppu |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 Kierteet
5.1 Langan koon tunnuksen tulisi sisältää: M-kirjain, langan nimellishalkaisija ja langan nousu millimetreinä ja erotettuna "x".
Esimerkki: M8x1,25
Suurin vaihe langan nimeämisessä voidaan jättää pois.
Esimerkki: M8.
5.2 Vasemman kielen symbolia täydennetään kirjaimilla LH.
Esimerkki M8x1 - LH
5.3 Useita lankoja merkitään kirjaimella M, langan nimellishalkaisijalla, merkillä x, kirjaimilla Ph, iskun arvolla, kirjaimella P ja sävelkorkeuden arvolla.
Esimerkki kaksoislangan tavanomaisesta nimityksestä, jonka nimellishalkaisija on 16 mm, iskunpituus 3 mm ja askeleen korkeus 1,5 mm:
Sama vasemmalle kierteelle:
M16xRMP1,5 - LH
Selvyyden vuoksi suluissa teksti voi ilmoittaa langan alkamisten määrän.
Esimerkki: М16хРМ1.5 (kaksi lähestymistapaa)
5.4 Langan täydellinen nimitys sisältää langan koon ja toleranssikenttien osoittamisen GOST 9000 tai GOST 16093 mukaan.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Avainsanat: säie, metrinen lanka, halkaisijat, askelmat, järjestelyt
Toimittaja R.G. Goverdovskaya tekninen toimittaja V.N. Prusakovan korjaaja M.S. Kabashova Tietokoneen asettelu S.V. Ryabovoy
Painos henkilöt. Nro 02354, päivätty 14. heinäkuuta 2000. Laita pakkaukseen 12.8.2003. Allekirjoitettu painettuna 15. syyskuuta 2003. Palvelutulostus 1.40. Akateeminen julkaisu 0.65.
Levikki 1150 kappaletta. C 11890,3ac, 786.
IPK-standardien kustantamo, 107076 Moskova, Kolodezny per., 14. http://www.standards.ru sähköposti: [sähköposti suojattu]
Typitetty julkaisutoimistoon PC-haaraan. IPK: n standardit - tyyppi. ”Moskovan tulostin”, 105062 Moskova, Lyalin per., 6.

