Putkistojen (teräs) hitsaamiseen on useita tapoja. Mutta invertterien ulkonäkö pakotti kaikki suunnat, ja nyt tämä laite suorittaa putkien hitsauksen jokapäiväisessä elämässä. Ensinnäkin se on hitsausprosessin yksinkertaisuus ja toiseksi saavutettavuus ja korkea turvallisuus. Lisäksi putkien hitsaustekniikka ei ole kovin monimutkaista, pääasia on valmistella ja valita tarvittavat tarvikkeet oikein.

Hitsausprosessi alkaa valmistuksesta. Ensinnäkin on tarpeen, jolla putket hitsataan. Valintakriteerejä on kaksi: materiaali, josta metallitanko on valmistettu, ja pinnoite on sauvaa peittävä materiaali.
Metalliputkien hitsaamiseen käytetään sulatuselektroodeja ja sulamattomia. Ensimmäisessä ydin sulaa, toisessa ei. Toisessa tapauksessa käytetään lisämateriaalia - lisäainetta, joka täyttää hitsin itse. Käytäntö osoittaa, että putkien hitsausta kuluvilla elektrodeilla käytetään nykyään useammin kotitalousolosuhteissa. Vain siksi, että tämä menetelmä on yksinkertaisempi.
Nyt elektrodien päällystämisestä. On olemassa useita asentoja, joissa erilaisia \u200b\u200bmateriaaleja käytetään suojapinnan muodostamiseen.
- Happoa.
- Rutiilihappo.
- Selluloosaa.
- Rutiili selluloosa.
- Tärkeimmät.
Jokaisella asennolla on omat edut ja haitat, joten valittaessa on otettava huomioon putkistojen hitsausolosuhteet. Mutta niiden joukossa on universaali vaihtoehto - nämä ovat elektroodeja, joissa on peruspäällyste. Tähän luokkaan kuuluvat sellaiset elektrodimerkit kuin SSSI, OZS, VI, EA, NIAT, OZSh ja muut vähemmän tunnetut. Aloittelijan hitsaajien on suositeltavaa hitsata putket UONI-elektrodoilla.
Ennen kuin hitsaat kaksi putkea, sinun on ymmärrettävä, että niitä on useita.
- kun kaksi putkea sijaitsevat vastakkaisia.
- Päällekkäisyydessä kaksi halkaisijaltaan erilaista tai saman halkaisijan putkea yhdistetään yleensä, vain yksi putkista laajenee, ts. Sen halkaisijaa kasvatetaan mekaanisesti.
- T-liitos, kun kaksi putkilinjaa yhdistetään kohtisuorassa tasossa.
- Kulmayhteys, kun liitos tehdään alle 90 ° kulmassa.
Muuten, vaihtoehto yksi näyttää erittäin yksinkertaiselta. Mutta siinä on itse prosessin monimutkaisuus. Ensinnäkin on parempi keittää sellainen sauma ala-asennossa, tämä on silloin, kun elektrodi syötetään ylhäältä liitoksen liitokselle. Toiseksi on välttämätöntä keittää metalli koko seinämän paksuudella.
Ja muutama hyödyllinen vinkki.
- Putkien ja merkkien hitsauksessa on parasta käyttää elektrodeja, joiden halkaisija on 2-3 mm.
- Hitsaustilan, ts. Asennetun virran arvon tulisi olla välillä 80 - 100 ampeeria. Kierroshitsauksessa virta on nostettava 120 A.
- Hitsauksen täyttö tulee olla sellainen, että metalli nousee 2-3 mm putken tason yläpuolelle.
- (neliö) tuotetaan kohtisuoraan. Toisin sanoen ensin pieni osa hitsataan toiselle puolelle, sitten vastakkaiselle puolelle, sitten naapuriosalle ja sitten vastakkaiselle naapuriosalle. Sen jälkeen liitokset hitsataan kokonaan. Tavoitteena on estää putki vääntymästä lämmityksen aikana.
Ennen kuin keitat putkia sähköhitsauksella, ne on valmisteltava. Tämä koskee pääasiassa reunoja. Tässä on sekvenssi miten tämä tehdään.
- Geometriset mitat tarkistetaan putkistojen asennuksen suhteen. Putket, joiden seinämäpaksuus on erilainen, voivat telakoitua, mikä voi johtaa paksujen putkien tunkeutumiseen tai palamisen ohuen läpi.
- Putkilinjan tulisi olla pyöreä eikä soikea tai muunlainen. Tämä varmistaa vain hitsatun liitoksen laadun ja yksinkertaistaa itse prosessia.
- Putken seinämissä ei saa olla virheitä: halkeamia, rypistymiä, jatkeita jne.
- Reunaleikkauksen on oltava suora (90 °).
- Reunat on suojattu metallisella kiillolla (harjalla, hiomakankaalla). Puhdistetun alueen pituus on vähintään 1 cm reunasta.
- Öljy- ja rasva tahrat, maali poistetaan, päät on rasvattava millä tahansa liuottimella.
Ja vaikka SSSI-elektrodit eivät ole haisevia, ts. Jopa ruosteisia osia voidaan hakea niiden avulla, mahdolliset metallivauriot vaikuttavat sauman laatuun. Siksi on syytä ottaa vähän aikaa putkilinjan reunojen valmisteluun.
Teräsputkien hitsaus
Pyöreän poikkileikkauksen omaavat hitsausputket ovat jatkuva sauma. Toisin sanoen, jos prosessi alkoi yhdestä kohdasta, niin sen pitäisi päättyä siihen, revitmättä elektrodia hitsattavasta pinnasta. Hitsaamalla yhdellä elektrodilla halkaisijaltaan suuria (yli 110 mm) putkia, on mahdotonta täyttää saumaa. Siksi on tarpeen käyttää monikerroksista hitsausta, jossa kerrosten lukumäärä määräytyy putken seinämien paksuuden perusteella. Esimerkiksi:
- Jos seinämän paksuus on 6 mm, riittää kaksi metallikerrosta.
- 6-12 mm - hitsaus suoritetaan kolmessa kerroksessa.
- Yli 12 mm - yli neljä kerrosta.
Varoitus! Monikerroksinen hitsaus suoritetaan yhdellä vaatimuksella. Ennen seuraavan kerroksen levittämistä aiempien tulee jäähtyä.
Putkilinjan kokoonpano
Ennen putkien hitsaamista tehtävän yksinkertaistamiseksi on tarpeen koota hitsausliitos. Toisin sanoen, asenna putket kokoonpanosuunnitelman mukaan, kiristä ne siten, etteivät ne liiku tai liikkuvat. Sitten tehdään tartunta. Tämä tapahtuu silloin, kun pistehitsaus tehdään yhdessä paikassa, jos putkisto on koottu halkaisijaltaan suurista tuotteista, niin tartunta voidaan tehdä useissa paikoissa.
Periaatteessa kaikki on valmis, voit keittää putkilinjan. Vaikuttaa siltä, \u200b\u200bettä tämä voisi olla loppu keskusteluun hitsauksesta. Mutta aloittavien hitsaajien kannalta se on vasta alkamassa, koska putkistojen kokoonpanoon liittyvällä hitsausprosessilla on paljon vivahteita. Tässä on vain muutama niistä, jotka on hyväksyttävä.
- Putket, joiden paksuus on yli 4 mm, voidaan keittää juurisanomalla, jolloin metalli täyttää reunojen välisen tilan täyteen syvyyteen ja telan, kun sauman päälle muodostuu 3 mm korkea tela.
- Yhdistettäessä putkia, joiden halkaisija on 30–80 mm, pystysaumalla, tekniikka eroaa hiukan sauman alakohdasta. Ensin täytetään 75% tilavuus, sitten loput tila.
- Monikerroksisella hitsaustekniikalla vaakasuuntainen sauma kypsennetään kahdessa kerroksessa siten, että seuraava levitetään vastakkaiseen suuntaan kuin edellinen.
- Alemman kerroksen liitoskohdan ei tulisi olla samanlainen kuin ylemmän kerroksen sama kohta. Linnapiste on sauman pää (alku).
- Yleensä putkia hitsaamalla niitä täytyy kääntää koko ajan. He tekevät tämän manuaalisesti, joten sinun on tiedettävä, että optimaalinen pyörimissektori on 60-110 °. Juuri tällä alueella sauma sijaitsee hitsaajan kannalta sopivassa paikassa. Sen pituus on suurin, ja tämän avulla voit hallita ommelyhteyden jatkuvuutta.
- Monien hitsaajien mukaan vaikein on kääntää putkistoa välittömästi 180 ° ja samalla seurata hitsin laatua. Siksi tällaisella käännöksellä suositellaan vaihtamaan hitsaustekniikkaa. Eli sauma keitetään ensin 2/3 syvyyteen yhdessä tai kahdessa kerroksessa. Sitten putkilinja pyörii 180 °, missä sauma täytetään kokonaan useissa kerroksissa. Sitten taas on 180 ° käännös, jossa sauma on täysin täynnä elektrodin metallia. Muuten, sellaisia \u200b\u200bliitoksia kutsutaan kiertyviksi.
- Mutta on myös kiinteitä liitoksia, tämä on silloin, kun putki putkeen hitsataan kiinteässä rakenteessa. Jos putkilinja on vaakasuorassa, on tarpeen keittää liitos sen osien välillä jakamalla se kahteen osaan. Hitsaus alkaa alhaalta (katto) ja siirtyy yläosaan. Samalla tavalla hitsataan myös liitoksen toinen puoli.
Ja viimeinen vaihe putkien hitsaustekniikassa on tämä. Sitä täytyy napata vasaralla kuonan laskemiseksi. Sitten saatavuus. Jos putkilinja on suunniteltu nesteitä tai kaasuja varten, niin asennuksen jälkeen siihen johdetaan vettä tai kaasua vuotojen tarkistamiseksi.
Hitsausprosessi on itse asiassa vastuullinen tapahtuma. Ja vain hitsaajan kokemus voi taata lopputuloksen laadun ensimmäisestä yrityksestä. Mutta kokemus on liiketoimintaa. Tarjoamme sinulle katsoa videon - kuinka keittää teräsputket oikein.
Ennen tekniikan kuvaamista sinun on ymmärrettävä, mitkä putkien hitsausmenetelmät ovat olemassa nykyisissä olosuhteissa.
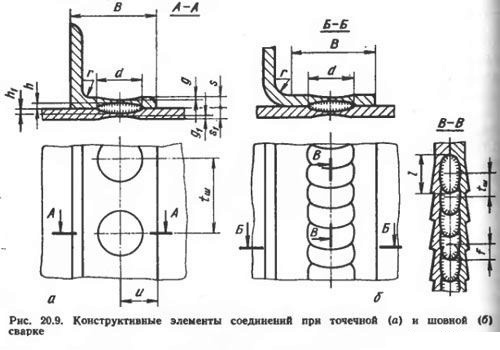
Putkien ja putkistojen osien hitsattujen liitosten tyypit.
Putkilinjat ovat pakohitsattuja ja niitä voidaan käyttää kaasun ja nesteiden toimittamiseen. Ne toimivat eri lämmityslämpötiloissa ja paineissa. Tärkeimmät rakenteelliset elementit ja hitsattujen liitosten tyypit on määritelty GOST 16038-80: lla kuparinikkelille ja kuparille, GOST 16037-80: n teräsputkille. Tällaiset yhdisteet on merkitty standardissa GOST 5264-80 U1, niitä voidaan löytää teräspylväistä, palkeista, säiliöistä ja tiloista. Erityisesti löydettävissä suunnittelurakenteista, kattiloista, säiliöistä ja putkistoista.
Terävässä ja kaltevassa kulmassa hitsatut liitokset tulee suorittaa standardin GOST 11534-75 mukaisesti.
Tämä standardi määrittelee matalametalliseoksista ja hiiliteräksistä valmistettujen rakenteiden hitsattujen liitosten päärakenteelliset elementit, tyypit ja koot, jotka suoritetaan hitsaamalla kulutuselektrodilla, jonka metallin paksuus on hitsattu korkeintaan 60 mm: iin kaikissa avaruusasennoissa, hitsattujen osien ollessa kohdattomassa tai akuutissa kulmassa. Tämän standardin vaatimusten noudattaminen on pakollista.
Voimme erottaa erilaisia \u200b\u200bhitsattujen liitosten tyyppejä: pusku, tee, lanka ja nurkka. Hitsauksen tyyppi voi vaihdella liitoksen tyypistä riippuen. Tyypillisesti fileehitsillä on kovera tai litteä, joskus kupera pinta. Tällaisen sauman koon määrittelee jalka, näkyvä tai laskettu. Kulma- ja takap saumat ovat yksipuolisia ja kahdenvälisiä. Korkkisaumat erottuvat reunojen esikuvan ja koon mukaan. Valmistettaessa putkien liitoksia hitsausta varten on tarpeen tarkistaa putken leikkautuneen tason kohtisuora akseliinsa nähden, tylsyyden määrä ja hitsin avauskulma.
Huivin korkeus ja hitsin pituus hitsaamalla eri kulmista
Elektrodin kulma: a - vaakatasossa; b- pystytasossa
Kulmassa a 30 kerroin on 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Esimerkiksi: kertoimen arvo on 2,41, kun hitsataan kahta putkea 45 ° kulmassa, ulkohalkaisijan ollessa D \u003d 520 mm; silloin leikatun huivin koko on yhtä suuri kuin 1253 mm \u003d 520 x 2,41
Sauman pituuden laskemiseksi putken ulkohalkaisija kerrotaan vastaavalla kertoimella:
a 30: n kulmassa kerroin on 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Hitsausta varten tarkoitettujen putkien seinämän paksuuden ja niiden reunojen välisen eron ei tulisi olla yli 10% seinämän paksuudesta ja olla enintään 3 mm. Tasainen välys tulisi olla 2-3 mm: n etäisyydellä toisiaan vasten olevien elementtien liitettyjen reunojen välillä.
Vaihtoehdot saumoille eri asennoissa

Elektrodin sijainti hitsaamalla "veneessä": a - hitsaus symmetrisessä "veneessä"; b - hitsaus epäsymmetrisesti<лодочку>; in - elektrodin spatiaalinen sijainti
Kulma-liitokset voidaan tehdä ala-asentoon. Kulma-liitokset kypsennetään “epäsymmetrisessä veneessä” ja “symmetrisessä veneessä”. Alavirtausten ja reunojen tunkeutumisen estämiseksi hitsaus “veneeseen” tulisi suorittaa elektrodilla, voimassa oleva visiiri lepää reunoilla. Jos fileehitsaus kuvataan kaltevalla elektrodilla, hitsaus tulisi suorittaa "selkäkulmassa". Kulmasaumat, joiden jalat ovat yli 10 mm, ilman viistettyjä reunoja, tehdään yhdeksi kerrokseksi viiveellä sauman juuressa elektrodin "kolmion" poikittaisliikkeillä.
Alemmassa asennossa olevien fileehitsien kierrossaumojen hitsaus suoritetaan yhdellä kerroksella, jonka halkaisija on enintään 5 mm, elektrodeilla ilman poikittaista tärinää. Kulmayhteyden tunkeutumisen saavuttamiseksi on välttämätöntä tehdä ensimmäinen rulla (juurinurkka) elektrodilla, jonka halkaisija on 3 mm, enimmäisvirralla metallin 95-120 A paksuudesta riippuen.
Ennen liitettyjen putkien kokoamista 15 - 20 mm: n pituisiksi ne puhdistetaan lialta, ruosteelta, vaa'alta ja öljyltä. Olennainen osa hitsausta ovat teipit. Putkia hitsaamalla tartunta tehdään neljään paikkaan ympäri ympyrää, jonka halkaisija on enintään 300 mm, sauman ollessa 50 mm pitkä ja korkeuden jokaisen 3-4 mm. Hitsaamalla yli 300 mm putkia, kiinnityshalkaisijat asetetaan tasaisesti 250-300 mm välein liitoksen koko kehälle.
Nykyiset hitsausmenetelmät voidaan jakaa kahteen ryhmään. Ensimmäiseen ryhmään tulisi kuulua hitsausmenetelmiä, kun kiinteässä tilassa olevat metallit hitsataan liitoksen plastisena muodonmuutoksena, usein lisäkuumennuksella. Toinen ryhmä sisältää sulatusmenetelmät risteyksessä.
Hitsauksen päätyypit

Kaarihitsaus - sulan metallin yhdistäminen sähkökaarilla;
- Kaari - sulan metallin välinen yhteys sähkökaarilla;
- Sähköslakka - metallin sulaminen tapahtuu lämmöstä, joka saadaan vapautuneesta sähkövirrasta, joka kulkee sulan kuonan läpi;
- Ultraääni - ultraäänivärähtelyt välittyvät aaltojohtoa pitkin anturista työkärkeen. Ultraäänivärinän ja pystysuorien puristusvoimien vaikutuksesta työkappaleisiin syntyy kitkavoimia, jotka ovat riittäviä hitsausliitoksen aikaansaamiseksi;
- Kosketus - paineen avulla. Liitetyt työkappaleet kiinnitetään elektrodeilla, ja kosketusvyöhykkeessä olevan hitsausvirran vaikutuksesta työkappaleet kuumenevat voimakkaasti ja puristuvat, minkä seurauksena on hitsausliitos;
- Laserhitsaus valonsäteellä, joka saadaan erityisistä kiinteiden ja kaasupäästöjen aiheuttajista. Tällainen laserhitsaus voidaan suorittaa ilmassa etäisyydellä generaattorista. Laserhitsaus suoritetaan lasersäteellä, joka lämmittää ja sulattaa metallin. Lasersäteen energia on keskittynyt pienelle alueelle. Säteellä on tietty aallonpituus ja -taajuus, jonka vuoksi optiset linssit fokusoivat sen tarkasti, koska säteen linssin taitekulma on vakio.
Laserhitsausprosessi - metallin tunkeutuminen syvälle lasersäteellä - on samanlainen kuin elektronisätehitsaus. Konsentroitu lasersäteily vaikuttaa metallin pintaan, ja metallin kiehumisen ja sulamisen seurauksena muodostuu höyry-kaasukanava, jota pidetään suunnilleen lineaarisena lämmityslähteenä. Siten laserhitsaus voidaan suorittaa päästä päähän ilman lisäaineiden käyttöä, mikä johtaa prosessin nopeaan nopeuteen.
Laserhitsaus on parasta jakaa kahteen tyyppiin: piste- ja saumahitsaus
Laserhitsauksen hitsattu liitos vastaa epäjaloa metallia, kun taas hitsattujen tuotteiden hitsauksen muodonmuutos on minimaalinen
Spot - käytetään yleisimmin mikroelektroniikassa. Pistelaserhitsauksella voidaan saavuttaa korkea tarkkuus pienimpien elementtien hitsaamisessa. Tällaisessa hitsauksessa käytetään pääasiassa pulssitettuja puolijohdelasereita.
Ompelulla laserhitsauksella saadaan tiukka liitos ja luotettava mekaaninen liitos. Saumahitsauksessa käytetään lasereita, jotka toimivat pulssi- \u200b\u200btai jatkuvassa tilassa.
Laserhitsaus eroaa muista tyypeistä kapealla lämpövaikutteisella alueella korkean hitsausnopeuden vuoksi. Hitsausliitos vastaa epäjaloa metallia, kun taas hitsattujen tuotteiden hitsauksen muodonmuutos on minimaalinen. Laserhitsaus suoritetaan ilman tyhjiökammioita. On mahdollista hitsata laaja valikoima materiaaleja - korkean hiilen ja seosteräksen välillä titaaniin ja kupariin, lasiin, keramiikkaan, muoveihin ja erilaisiin yhdisteisiin perustuviin seoksiin, erilaisissa avaruusasennoissa, vaikeasti tavoitettavissa paikoissa. On myös mahdollista tehdä sellaisia \u200b\u200bliitoksia, että on yksinkertaisesti mahdotonta hitsata perinteisellä tavalla. Laserhitsausta on siis syytä kutsua lupaavimmaksi hitsaustyön tekniikoksi.
Laserhitsauksessa käytetään kahta tyyppisiä lasereita: kiinteätila ja kaasu

Puolijohdelaserpiiri
Matalan tehonsa vuoksi puolijohdelaserit voivat hitsata vain pieniä osia, joiden paksuus on pieni, useimmiten nämä ovat mikroelektronisia esineitä. Nykyaikaisissa televisioissa laserhitsausta käytetään hitsaamaan suljetun katodiputken kuvaputki. Kaasulaserit ovat tehokkaampia, yleensä ne käyttävät aktiivisena kappaleena CO2 + N2 + He (kaasuseos). Kaasu pumpataan sylintereistä pumpulla kaasunpoistoputken läpi. Kaasun virittämiseen käytetään elektrodien välistä purkausta. Peilit on sijoitettu kaasupurkausputken päihin. Elektrodit on kytketty virtaan. Vesijärjestelmä jäähdyttää laseria.
Tehokkaimmat ovat kaasudynaamiset laserit. Teoksessa käytetään kaasuja, jotka on lämmitetty lämpötilaan 1000-3000 K. Ylinääninopeudella kulkeva kaasu virtaa Laval-suuttimen läpi, minkä jälkeen tapahtuu adiabaattinen paisuminen ja jäähdytys onkaloalueella. Sitten viritetyt hiilidioksidimolekyylit menevät alemmalle energiatasolle ja lähettävät koherenttia säteilyä.
Laserhitsauksen edut
Taloudelliset näkökohdat estävät laserhitsauksen käyttöä, teknologiset laserit ovat edelleen kalliita, joten laserhitsauksen käyttöalue valitaan huolellisesti. Laserhitsaus on kustannustehokasta, jos on tarpeen lisätä huomattavasti tuottavuutta, koska sen nopeus voi olla useita kertoja suurempi kuin perinteiset menetelmät.
Laserhitsauksella on etuja, jotka eivät ole luontaisia \u200b\u200bmuille hitsausmenetelmille.. Laser voidaan sijoittaa suurelle etäisyydelle hitsauspaikasta, mikä antaa monissa tapauksissa taloudellisen vaikutuksen. Esimerkiksi säiliön pohjaa pitkin asennettujen putkilinjojen korjaamiseksi on olemassa laserhitsauslaitteisto. Kärry, jossa pyörivä peili putken sisällä, liikkuu, ja laser sijaitsee putkilinjan osan päässä, lähettäen säteen putken sisällä, mikä mahdollistaa laserhitsauksen nostamatta putkilinjaa pinnalle.
Teräsputket asennetaan yleensä hitsaukseen. Samoin putkilinjan osat yhdistetään, jos lujitus on tehty rakenneteräksistä tai putkista korkeaa seoslejeerinkiä. Eri metalleilla on erilainen hitsaustekniikka ja elektrodit. Kupari- ja alumiinielementit yhdistetään myös hitsaamalla tai juottamalla, mutta tämä vaatii erityisen argonkaarilaitteen, joka tuottaa sähkökaarin argonkaasuväliaineessa, ja elektrodina käytetään alumiini- ja kuparilankoja.
Hitsaus soveltuu myös polymeeriputkiin, mutta tässä tapauksessa se on erityinen - terminen paineen alaisena. Samanlaista yhdistettä käytetään valmistettaessa liitososia, jotka on koottu leikattuista putkikappaleista.
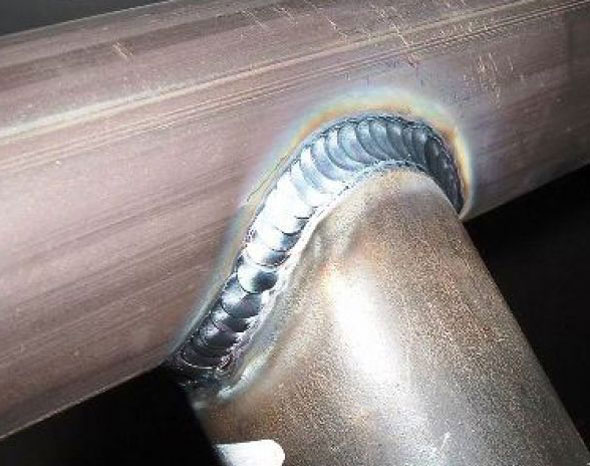
Putkien kulmahitsausta säätelevä pääasiallinen asiakirja on GOST 16037-80. Hitsausputkistojen kulmakonjugaatio suoritetaan tietyntyyppisillä liitoksilla:

Neliöputket hitsataan samojen sääntöjen mukaisesti.
Erilaisia \u200b\u200bkulmahitsauksia
Kaikentyyppiset hitsaukset, joko argonkaari, sähkökaari tai kaasu, alkavat siitä, että päiden säätäminen on välttämätöntä. Elementtien välisen raon tulisi olla välillä 0,5 mm - 1,5 mm. 
Hitsausta ilman viistettä käytetään vain putkissa, joiden seinämän paksuus on melko pieni - 1-6 mm. Liitosprosessi alkaa elementtien kiinnittämisestä pistehitsauksella, ja sitten ne jatkavat putkien aseman korjaamista ja tekevät liitoksen rengashitsin ulkoreunaa pitkin.
Kulmainen konjugointi, jolla on yksipuolinen pää, viittaa viisteen esiintymiseen, joka on tehty noin 50 ° kulmassa. Kaksipuoleisella osalla tarvitaan kaksi viistettä 30 ° kulmassa. Rako on sallittu ensin 1-2 mm: iin ja toiseen 2-5 mm: iin. Siksi näissä tapauksissa elementtien ihanteellinen reuna ei ole tärkeä. Tällä tavalla putket yhdistetään seinämän paksuudella 2 - 20 mm. 
Kulmahitsinnässä, jossa on viisto ja poikkileikkaus, seinämän paksuuden tulisi olla 6 - 60 mm, poikkileikkauksen leveyden - 18 - 48 mm. Tällaisten mittojen putket hitsataan erityisellä tekniikalla hitsausaltaan täyttämiseksi.
Siivousprosessissa on usein tapauksia, joissa joudut rakentamaan minkä tahansa rakenteen tavallisista putkista tai profiileista. Usein näihin tarkoituksiin käytetään kevyitä ja helposti asennettavia muoviputkia sekä kierrekiinnikkeillä varustettuja terästuotteita. Tässä artikkelissa pohditaan kuitenkin, kuinka hitsata putki kunnolla lämmitykseen tai muihin tarvittaviin järjestelmiin kotona, koska edellä mainitut vaihtoehdot eivät aina ole hyväksyttäviä ja suositeltavia.
Elektrodivalinta
Ensimmäinen asia, joka sinun täytyy suorittaa hitsaustöillä lämmitysputkilla tai muilla rakenteilla, on elektrodit. Tämän kulutustarvikkeen laatu riippuu saatujen hitsausten luotettavuudesta ja järjestelmän tiiveydestä, mutta myös prosessista.
Elektrodilla tarkoitetaan ohutta terästankoa, jolla on erityinen päällyste, joka mahdollistaa vakaan kaarin putkien sähköhitsausprosessissa, osallistuu hitsin muodostukseen ja estää myös metallin hapettumisen.

Elektrodien luokittelu käsittää ytimen tyypin ja ulkoisen pinnoitteen tyypin erottamisen.
Ytintyypin mukaan on olemassa sellaisia \u200b\u200belektrodeja:
- Ei kulutuskeskuksessa. Tällaisten tuotteiden materiaali on grafiitti, sähköhiili tai volframi.
- Sulamiskeskuksella. Tässä tapauksessa ytimenä käytetään lankaa, jonka paksuus riippuu hitsaustöiden tyypistä.
Ulkokuoren suhteen monet markkinoilla olevat elektrodit tulisi jakaa useisiin ryhmiin.
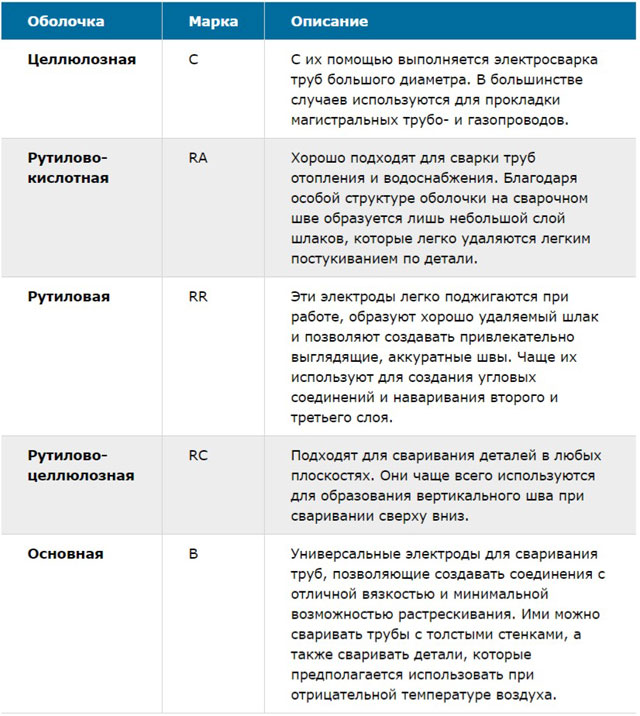
Joten, kattavuus voi olla:
- Selluloosa (luokka C). Näitä tuotteita käytetään pääasiassa suurten poikkileikkausputkien hitsaamiseen. Esimerkiksi putkistojen asentamiseen kaasun tai veden kuljettamista varten.
- Rutiilihappo (RA). Tällaiset elektrodit ovat optimaalisia metallilämmitysputkien tai vesiputkien hitsaamiseen. Tässä tapauksessa hitsaus peitetään pienellä kuonakerroksella, joka on helppo poistaa taputtamalla.
- Rutiili (RR). Tämän tyyppiset elektrodit mahdollistavat erittäin tarkkojen hitsaussaumojen saamisen, ja käytön aikana muodostunut kuona poistetaan erittäin helposti. Edullisesti sellaisia \u200b\u200belektrodeja käytetään kulmanivelten paikoissa tai toisen tai kolmannen kerroksen hitsauksessa.
- Rutiiliselluloosa (RC). Tällaisia \u200b\u200belektrodeja käyttämällä hitsaus voidaan suorittaa millä tahansa tasolla. Erityisesti niitä käytetään erittäin aktiivisesti pitkän pystysuoran sauman luomiseen.
- Pää (B). Sellaisia \u200b\u200btuotteita voidaan kutsua yleismaailmallisiksi, koska ne soveltuvat paksuseinäisten putkien, osien, joiden toiminta suoritetaan alhaisissa lämpötiloissa, hitsaamiseen. Tässä tapauksessa muodostuu korkealaatuinen muovinen sauma, joka ei halkeile eikä deformoidu ajan myötä. Katso myös: "".
Ennen työn aloittamista suosittelemme, että otat yhteyttä muihin hitsaajaisiisi tyypeistä, joita he haluavat käyttää. Kummassakin tapauksessa nämä ovat erilaisia \u200b\u200bmerkkejä, koska suuri määrä tuotemerkkejä voi olla saatavana myyntiin, ja ne eroavat kaupungeittain.
Erikseen on huomattava, että elektrodien hinnan ja laadun välillä on suora yhteys. Se, että halvat kulutustarvikkeet eivät mahdollista putkien oikeaa hitsausta vaaditulla laatutasolla, on toistuvasti testattu käytännössä. Siksi sinun ei pitäisi säästää tästä kuluerästä, koska sen seurauksena ne voivat kasvaa paljon enemmän.
Erilaisia \u200b\u200bhitsauksia ja putkiliitoksia
Putkien keittämiseen sähköhitsauksella voi olla useita tapoja:
- pakaran sijoittaminen päästä päähän - tässä tapauksessa putkisegmentit ovat tarkalleen vastakkaisia;
- yhteys tuotemerkkiin - tämä tarkoittaa, että kaksi putkiosaa on sijoitettu kohtisuoraan kirjaimen "T" muodossa;
- vyökiinnitys - tässä suoritusmuodossa yksi putkikappaleista on soihdutettu siten, että sitä voidaan käyttää toisella;
- kulmayhteys - eli kaksi osaa on sijoitettu 45 ° tai 90 ° kulmaan.

Putkien sähköhitsauksessa voidaan tehdä seuraavat saumat:
- vaaka - tässä tapauksessa hitsattavat putket sijaitsevat pystysuunnassa;
- pystysuora - nämä ovat saumat putken pystysuorassa osassa;
- katto - tässä tapauksessa elektrodi asetetaan osan alaosaan, työntekijän pään yläpuolelle;
- alempi - vastaavasti saumat, joita sinun täytyy taivuttaa.
Kiinnitämme huomioosi siihen, että teräsputkien kanssa työskennellessä liitoksen on oltava päistä päin, tarvittavalla liitoskohdan liitoksella tuotteen seinämän paksuuden mukaan. Optimaalinen tässä tapauksessa on alemman pyörivän sauman käyttö.

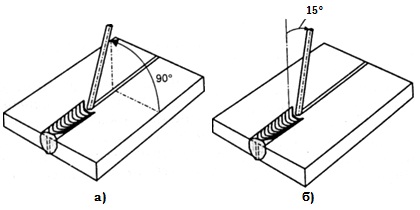
- Hitsaustöitä suoritettaessa elektrodi tulisi pitää 45 ° tai hieman pienemmässä kulmassa, niin sula metalli putoaa hitsattavaan putkeen paljon pienemmässä määrin.
- Jos kytket merkkien tai päästä päähän, tarvitset 2-3 mm elektrodit. Samanaikaisesti järjestelmän luotettavan tiivistämisen kannalta optimaalinen virranvoimakkuus on alueella 80-110 ampeeria.
- Kierreliitoksen hitsaamiseksi luotettavasti virta tulisi kasvattaa 120 ampeeriin, ja samanlaisia \u200b\u200belektrodeja voidaan käyttää.
- Hitsauksen optimaalisen korkeuden tulisi olla 3 mm putken pinnasta. Vasta sen saavuttamisen jälkeen työ voidaan katsoa valmistuneeksi.
Erikseen kannattaa pysähtyä profiloituihin tuotteisiin. Tällaisten putkien hitsaus on suoritettava suuntaisesti. Tämä tarkoittaa, että ensin ne tarttuvat kahteen pisteeseen profiilin vastakkaisilla puolilla, siirtyvät sitten kahteen muuhun pisteeseen ja niin edelleen, kunnes koko putki lämpenee. Sen jälkeen he alkavat suorittaa jatkuvahitsauksen putken kehällä.
Alustavat työt osien kanssa
Ohjeiden mukaan seuraavien ehtojen on täytyttävä:
- Geometriset koot.
- Laatusertifikaatin olemassaolo etenkin, jos se on juomaveden putkisto.
- Täysin pyöreä putken muoto - litistetyn tai soikean poikkileikkauksen muodossa olevia päätyvirheitä ei sallita.
- Sama seinämän paksuus koko pituudeltaan.
- Tuotteiden kemiallisen koostumuksen on oltava Venäjän federaation GOST-standardien mukainen eri järjestelmille. Nämä tiedot saadaan teknisistä asiakirjoista tai laboratoriotesteistä.

Valmistusprosessi sisältää seuraavat vaiheet:
- tarkista leikkauksen tasaisuus putken päässä - sen tulisi olla yhtä suuri kuin 90º;
- päätypinta ja 10 mm: n etäisyys siitä on puhdistettava huolellisesti, kunnes metalli paistaa;
- kaikki öljyjähteet, ruoste, maalit on poistettava ja rasvattava putken päätypinnalta.
Viimeinen asia, josta huolehdit, on oikea loppukokoonpano. Reunan avauskulman tulisi olla 65º ja tylpysyvyysindeksin tulisi olla 2 mm. Lisäkäsittely saavuttaa vaaditut parametrit.
Tällainen työ voidaan suorittaa viisteellä, kasvokuvalla tai hiomakoneella. Suurhalkaisijaisten putkien kanssa työskentelevät ammattilaiset käyttävät jyrsinkoneita tai kaasu- ja plasmaleikkureita.
Hitsausprosessi
Kun kaikki esivalmistelut ovat takana, voit aloittaa hitsauksen. Jos sinulla ei ole tarvittavia taitoja etkä ole koskaan tehnyt tällaista työtä aikaisemmin, suosittelemme ensin harjoittelua ylimääräisillä putkenosilla, jotta koko järjestelmä ei pilaantu.
Sähköhitsauksen yksityiskohdat
Jos hitsataan pyöreitä putkia, niiden sauman on oltava jatkuva. Tämä tarkoittaa, että heti työn aloittamisen jälkeen sitä ei voida keskeyttää ennen kuin jatkuva hitsaus on muodostettu. Pyörivien ja kiertymättömien liitosten kanssa työskennellessä lämmitysputkien hitsaus sähköhitsauksella tulisi suorittaa useissa kerroksissa. Niiden lukumäärä riippuu putken seinämän paksuudesta.

Kerrosten lukumäärän riippuvuus seinämäparametreista ilmaistaan \u200b\u200bseuraavina määrinä:
- 2 hitsauskerrosta suoritetaan putkille, joiden seinämän paksuus on korkeintaan 6 mm;
- jos seinät vaihtelevat 6 - 12 mm paksuudella, tarvitaan 3 kerrosta;
- kaikki muut tuotteet, joiden seinämän paksuus on vielä suurempi, edellyttävät 4 saumakerroksen levittämistä.
Lisäksi on syytä harkita useita tärkeitä ominaisuuksia:
- Mikä napaisuus ja virta on käytettävä (vakio vai vuorotteleva), riippuu putkien seinämän paksuudesta, niiden materiaalista ja elektrodin kuoresta. Kaikki tiedot on ilmoitettava elektrodien ohjeissa.
- Elektroditankojen paksuus vaikuttaa hitsaamiseen tarvittavaan virran lujuuteen. Voit arvioida tämän indikaattorin kertomalla sauvan paksuuden 30 tai 40. Joten voit laskea virran ampeereina ja asettaa sen hitsauslaitteelle.
- Työn nopeutta ei säännellä. Sinun on vain varmistettava, että kaari ei pysy yhdessä pisteessä liian kauan, muuten reuna palaa loppuun ja sinun on aloitettava alusta.
Asenna liitokset ennen työn helpottamista, ennen kuin aloitat kaasuputkien hitsauksen sähköhitsauksella.
Keräämme yhteyksiä
Tämä prosessi tulisi suorittaa seuraavassa järjestyksessä:
- Putket on kiinnitettävä pulttiin tai muuhun laitteeseen kytkemällä ne päästä toisiinsa. Seuraavaksi risteys elektrodin kanssa on suoritettava 2–3 paikassa. Jos se on vain 2 pistettä, tee ne ympyrän vastakkaisille puolille.
- Siinä tapauksessa, että tehdään vain yksi kytkentäpiste, liitoksen lopullisen kiehumisen täytyy alkaa vastakkaiselta puolelta.
- Huomaa, että elektrodin paksuuden putkissa, joiden seinämän paksuus on 3 mm, ei saa olla yli 2,5 mm.
Ja vielä muuta hyödyllistä tietoa hitsaustekniikasta.

Jos työskentelet putkien kanssa, joiden seinämän paksuus on yli 4 mm, silloin ne yhdistetään kahdella saumalla - juurella, joka kulkee teräksen koko paksuuden läpi, ja telalla, joka on 3 mm korkea tela.
Pystysuorien saumojen suorittaminen putkille, joiden leikkaus on 30-80 mm, hitsataan kahdessa vaiheessa - tee ensin sauman pituus ja sitten kaikki muu.
Kun teet vaakasuuntaisen sauman useissa kerroksissa, jokaisessa seuraavassa lähestymisessä elektrodin tulisi liikkua vastakkaiseen suuntaan.
Useassa kerroksessa tehdyt sauman päätepisteet (linna) on sijoitettava eri paikkoihin.
Työskentele pyörivillä ja kiinteillä liitoksilla
Tällaisen työn suorittamista koskeviin sääntöihin kuuluvat seuraavat:
- Kääntöliitokset tehdään sopivasti rotaattorissa. On toivottavaa, että työn nopeus ja mekanismin pyörimissuunta ovat samat.
- Metallin kosketuskohdan kaari (hitsausallas) tulisi sijaita 30º rotaattoriin asennetun putken yläpisteen alapuolella sivun vastakkaisen pyörimissuunnan kanssa.
- Tällainen työ voidaan tehdä myös manuaalisesti. Tätä varten putkea kierretään 60-110º joka kerta, jotta sen kanssa on helppo työskennellä.
Vaikein työ on kuitenkin, kun käännät putkea 180º.

Tässä tapauksessa hitsaus jaetaan paremmin kolmeen vaiheeseen:
- Ensinnäkin ne hitsataan 1-2 kerrokseen 2/4-putkisegmenttejä pitkin ulkoista taivutussädettä.
- Seuraavaksi putki irrataan ja jäljellä oleva osa saumasta hitsataan suorittamalla kaikki kerrokset kerralla.
- Lopussa putki kääntyy uudelleen ja jäljellä olevat sauman kerrokset lisätään taivutuksen ulkopuolelle.
Kiinteät liitokset hitsataan kahdessa vaiheessa.
Työn menetelmä on seuraava:
- Putki on jaettava visuaalisesti kahteen segmenttiin. Tässä tapauksessa sauma osoittautuu sekä vaaka- että pystysuoraksi ja kattoksi.
- Hitsaus alkaa ympyrän alapisteestä siirtämällä elektrodi tasaisesti yläpisteeseen. Samoin työ suoritetaan vastakkaiselta puolelta.
- Tässä tapauksessa valokaari tehdään lyhyeksi, pituudeltaan yhtä suuri kuin ½ elektrodisydämen paksuudesta.
- Rullasauman korkeus voi olla 2–4 \u200b\u200bmm, kaikki riippuu putken seinämän paksuudesta.
Hitsauksen viimeinen vaihe on liitosten laadunvalvonta.
Yhteyden luotettavuuden tarkistus
Usein joudut itse valvomaan hitsauksen laatua ja järjestelmän tiiviyttä visuaalisesti.
Tätä varten sauma on ensin puhdistettava kuonasta ja napautettava sitä kevyellä vasaralla. Seuraavaksi itse sauma tarkastetaan silmämääräisesti, onko siinä haketta, viiltoja tai halkeamia, huonosti kypsennettyjä paloja tai palovammoja sekä muita vikoja.
Viimeinen vaihe on sauman paksuuden mittaus. Tätä varten voit käyttää vakioinstrumentteja, sekä mittapäätä, malleja ja muita laitteita.
Huomaa, että myös kaasunsiirto- tai vesijärjestelmässä on oltava vuotoja. Suorita tämä tekemällä nesteen koeajo paineen alaisena.
Turvallisuusohjeet hitsauskoneen kanssa työskennellessä
Tärkeä asia sähköteknisissä töissä, mukaan lukien metalliputkien hitsaus, on turvallisuusmääräysten noudattaminen. Jos unohdat heidät, voit saada erilaisia \u200b\u200bvammoja, kuten ihon lämpövaurioita, verkkokalvon palovalaisevia valokaarisäteitä, sähköiskuja ja muita.

Siksi ennen työn aloittamista on suoritettava seuraavat vaiheet:
- johtavat johtimet ja hitsauskonekomponentit on eristettävä;
- hitsauslaitteiden ja lisälaitteiden kotelo on maadoitettava;
- haalareiden ja rukkasten tulee olla ehdottoman kuivia;
- laita galosheja tai aseta kumimatto pieneen huoneeseen lisäeristystä varten;
- käytä suojaavaa suojaa silmäsi ja kasvot työskennellessäsi.
tulokset
Siksi kerroimme osittain kuinka hitsaustyöt suoritetaan sähkölaitteille. Tietysti, jotta työ menestyisi, sinulla on oltava joitain käytännön taitoja. Aineiston sisältämien tietojen ansiosta tiedät kuitenkin, mistä aloittaa harjoittelu. Jos noudatat suosituksiamme, pystyt varmasti hitsaamaan metalliputket kunnollisella tasolla.
Hitsausmateriaalit 2016-04-04T01: 21: 54 + 00: 00 Kuinka hitsata profiiliputket
Hitsausmateriaalit
Erilaiset metallikehykset valmistetaan profiiliputkista hitsaamalla ne. Metallituotteiden käyttö johtuu niiden kiistattomista eduista, joista pääasiallisia ovat luotettavuus, kestävyys, rakenteiden helppo asennus ja mahdollisuus valmistaa erityyppisiä ja monimutkaisia \u200b\u200bkehyksiä. Jotta voitaisiin selvittää, kuinka profiiliputki hitsataan oikein rakennusrunkorakenteiden valmistuksessa, sinulla on oltava jonkin verran tietoa putken rakenteesta ja hitsausvaihtoehdoista.
Profiiliputkien tyypit ja hitsausvaihtoehdot
Tämän tyyppisessä metallivalssauksessa on useita vakiovaihtoehtoja, jotka eroavat itse putken koosta, profiilin tyypistä ja metalliseinien paksuudesta. Näistä indikaattoreista riippuen valitaan menetelmä, jolla hitsataan profiiliputken paalu tai 90 asteessa - kaari-, kaasu-, kontakti- tai pistehitsauksella. Hitsauselektrodin valinta, jonka halkaisijan tulisi olla hiukan suurempi kuin putken seinämän paksuus, on tärkeä. Profiiliputkien hitsaukseen valitaan pääsääntöisesti kaarihitsaus, ja jos metalliseinä on hyvin ohut, käytetään pistehitsausvaihtoehtoa.
Kuinka hitsata profiiliputki 90 asteeseen
Ihanteellisen suorakulman saavuttaminen hitsauksen aikana ei ole helppoa, ja pääsääntöisesti vain ammattilaiset, joilla on kokemusta tällaisesta työstä ja seuraavat tarkkaan tekniikkaa, voivat tehdä sen.
Hitsausosia on useita hienoja 90 asteen kulmassa.

Ensinnäkin profiiliputket, jotka on hitsattava yhteen, katkaistaan.

Hitsaaja tarvitsee varustetun työskentelypaikan - tasaisen pinnan, jotta varmennettu suorakulma ei vääristy etutasossa.

Tasaisen suorakulman kiinnittämiseen on käytettävä lisätietoja - 90 asteen kulmia tai huiveja.

Tarkastelemalla tiettyä tekniikkaa huolellisesti hitsausta tunteva henkilö pystyy itsenäisesti valmistamaan esimerkiksi maata kasvihuoneen tai metalliportin.
Kuinka hitsata profiiliputken pää
Profiiliputken Butt-hitsaus on hiukan yksinkertaisempi tehtävä, tässä ei tarvitse kohdistaa ja tarkkailla tiettyä kulmaastetta. Emme saa kuitenkaan unohtaa, että hitsaustyöt on suoritettava tiettyjen periaatteiden mukaisesti ottaen huomioon kaikki turvallisuusstandardit.

Itse prosessi tapahtuu useissa vaiheissa:
- Kiinnitä rakenteet toisiinsa, kiinnitä pistesaumat.
- Sen jälkeen, kun on varmistettu saatu malli työpiirustuksilla, se on suoristettava. Pääsääntöisesti tähän käytetään kelkka vasaraa.
- Kun rakenteen kaikki osat ovat ottaneet paikkansa, liitokset hitsataan.
On tärkeää estää rakenteen muodonmuutos, joka voi tapahtua jännityksen takia.
Kaikki hitsaamiseen yhdessä paikassa
Kehyksiset metallirakenteet, joista rakennetaan erilaisia \u200b\u200bnykyaikaisen infrastruktuurin kohteita, ovat kauppa- ja toimistokeskukset, tuotantolaitosten ja varastojen tilat, hallinto- ja teollisuusrakennukset, maatalouden tilat, eläinkotelot jne. Kaikkien näiden rakennusten asennus on mahdotonta ilman korkealaatuisia laitteita, kulutustarvikkeita ja kaikkia niihin liittyviä tuotteita. Löydät kaiken tämän sivustollemme luettelosta.

