There are several ways to weld pipelines (steel). But the appearance of inverters pushed all the ways, and now welding of pipes in everyday life is carried out by this device. Firstly, it is the simplicity of the welding process, and secondly, accessibility and high safety. Moreover, the technology of welding pipes is not very complicated, the main thing is to properly prepare and select the necessary consumables.

The welding process begins with the preparation. First of all, it is necessary with which the pipes will be welded. There are two selection criteria: the material from which the metal rod is made, and the coating is the material covering the rod.
For welding metal pipes, melting electrodes and non-melting ones are used. In the first, the core melts; in the second, no. In the second case, an additional material is used - an additive, which fills the weld with itself. Practice shows that welding of pipes with consumable electrodes is used more often today in domestic conditions. Just because this method is simpler.
Now, regarding the coating of the electrodes. There are several positions where various materials are used to form a protective surface.
- Acidic.
- Rutile acid.
- Cellulose.
- Rutile cellulose.
- The main ones.
Each position has its own pros and cons, therefore, when choosing, it is necessary to take into account the welding conditions of pipelines. But there is a universal option among them - these are electrodes with a basic coating. Such brands of electrodes as SSSI, OZS, VI, EA, NIAT, OZSh and other less known ones belong to this category. It is recommended that novice welders weld pipes with UONI electrodes.
Before you weld two pipes, you need to understand that there are several.
- when two pipes are located opposite each other.
- With an overlap, two pipes of different diameters, or of the same diameter, are usually connected, only one of the pipes is expanded, that is, its diameter is increased mechanically.
- T-joint, when two pipelines are joined in perpendicular planes.
- Angular connection when the joint is made at an angle of less than 90 °.
By the way, option number one seems very simple. But in it lies the complexity of the process itself. Firstly, it is better to cook such a seam in the lower position, this is when the electrode is fed from the top to the joint of the connection. Secondly, it is necessary to boil the metal in the entire wall thickness.
And a few more useful tips.
- For butt welding of pipes and brands it is best to use electrodes with a diameter of 2-3 mm.
- The welding mode, that is, the value of the installed current should be in the range of 80-100 amperes. When lap welding, the current must be raised to 120 A.
- The filling of the weld should be such that the metal rises 2-3 mm above the plane of the pipe.
- (square) is produced pointwise. That is, first a small section is welded on one side, then on the opposite side, then on the neighboring one and then on the opposite neighboring one. After which the joints are completely welded. The goal is to prevent the pipe from warping during its heating.
Before you cook pipes by electric welding, they must be prepared. This mainly concerns the edges. Here is the sequence of how to do this.
- The geometric dimensions are checked for compliance with the installation of pipelines. Pipes with different wall thicknesses can dock, which can lead to non-penetration of a thick pipe or to burning through a thin one.
- In the context of the pipeline should be round, and not oval or other shape. This will simply ensure the quality of the welded joint and simplify the process itself.
- The pipe walls should be free of defects: cracks, creases, extensions, and so on.
- The edge cut must be straight (90 °).
- The edges are protected to a metallic sheen (using a brush, emery cloth). The length of the cleaned area is not less than 1 cm from the edge.
- Oil and grease stains, paint are removed, the ends must be degreased with any solvent.
And although the SSSI electrodes are not whimsical, that is, even rusty parts can be brewed with their help, any metal defects affect the quality of the seam. Therefore, it is worth taking a little time to prepare the edges of the pipeline.
Steel pipe welding
Welding pipes of circular cross-section is a continuous seam. That is, if the process started from one point, then it should end on it, without tearing the electrode from the surface being welded. When welding pipes of large diameter (over 110 mm) with one electrode, it is impossible to fill the seam. Therefore, it is necessary to apply multilayer welding, where the number of layers is determined by the thickness of the pipe walls. For example:
- If the wall thickness is 6 mm, then two layers of metal are sufficient.
- 6-12 mm - welding is carried out in three layers.
- More than 12 mm - more than four layers.
Attention! Multilayer welding is performed with one requirement. Before applying the next coat the previous ones should cool.
Pipeline assembly
Before welding pipes, in order to simplify the task, it is necessary to assemble a welding joint. That is, install the pipes according to the assembly design, clamp them so that they do not move or move. Then a tack is made. This is when spot welding is done in one place, if the pipeline is assembled from products of large diameter, then the tack can be done in several places.
In principle, everything is ready, you can cook the pipeline. It would seem that this could be the end of the conversation about welding. But for beginning welders, it is just beginning, because the welding process associated with the assembly of pipelines is a large number of nuances. Here are just a few of them that need to be adopted.
- Pipes with a thickness of more than 4 mm can be cooked with a root seam, this is when metal fills the space between the edges to the full depth, and roll when a 3 mm high roller is formed on top of the seam.
- When connecting pipes with a diameter of 30-80 mm with a vertical seam, the technology is slightly different from the bottom location of the seam. First, a volume of 75% is filled, then the rest of the space.
- With multilayer welding technology, the horizontal seam is cooked in two layers so that the next is applied in the opposite direction than the previous one.
- The connection point of the lower layer should not coincide with the same point of the upper layer. The castle point is the end (beginning) of the seam.
- Usually, when welding pipes, they must be turned all the time. They do this manually, so you need to know that the optimal sector of rotation is 60-110 °. Just in this range, the seam is located in a place convenient for the welder. Its length is the maximum, and this allows you to control the continuity of the suture connection.
- The most difficult thing, according to many welders, is to turn the pipeline immediately by 180 ° and at the same time observe the quality of the weld. Therefore, with such a turn, it is recommended to change the welding technology. That is, the seam is first boiled to a depth of 2/3 in one or two layers. Then the pipeline rotates 180 °, where the seam is filled completely in several layers. Then again there is a 180 ° turn, where the seam is completely filled with the metal of the electrode. By the way, such joints are called rotary.
- But there are also fixed joints, this is when the pipe to the pipe is welded in a fixed structure. If the pipeline is horizontal, then it is necessary to cook the joint between its parts, dividing it into two parts. Welding starts from the bottom point (ceiling) and moves to the top. In the same way, the second half of the joint is also welded.
And the last step in pipe welding technology is this. It must be tapped with a hammer in order to bring down the slag. Then for availability. If the pipeline is designed for liquids or gases, then after assembly, water or gas is introduced into it to check for leaks.
The welding process is actually a responsible event. And only the experience of the welder can guarantee the quality of the final result from the first try. But experience is a business. We offer you to watch a video - how to cook steel pipes correctly.
Before describing the technology, you need to understand what methods of pipe welding exist in modern conditions.
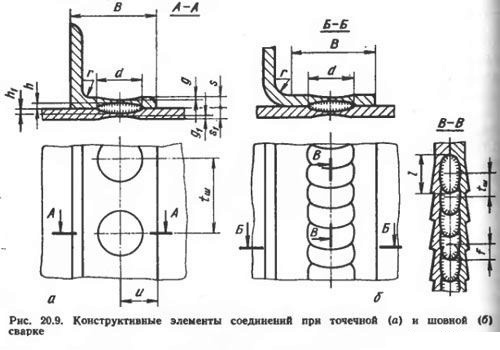
Types of welded joints of pipes and pipeline parts.
Pipelines are butt welded and can be used to supply gas and liquids. They operate at various heating temperatures and pressures. The main structural elements and types of welded joints are established by GOST 16038-80 for copper-nickel and copper, GOST 16037-80 for steel pipelines. Such compounds are indicated in GOST 5264-80 U1, can be found in steel columns, beams, tanks and farms. Particularly found in engineering structures, boilers, tanks and pipelines.
Welded joints at an acute and obtuse angle should be performed in accordance with GOST 11534-75.
This standard establishes the main structural elements, types and sizes of welded joints of structures made of low alloy and carbon steels, which are performed by welding with a consumable electrode with a thickness of the metal being welded up to 60 mm in all spatial positions, with the location of the welded parts at an obtuse or acute angle. Compliance with the requirements of this standard is mandatory.
We can distinguish several types of welded joints: butt, tee, lap and corner. The type of weld may vary depending on the type of joint. Typically, a fillet weld has a concave or flat, sometimes convex surface. The size of such a seam is defined by a leg, visible or calculated. Corner and butt seams are unilateral and bilateral. Cork seams are distinguished by the shape of the preparation of the edges and sizes. It is necessary to check the perpendicularity of the plane of the pipe cut to its axis, the amount of blunting and the opening angle of the weld when preparing pipe joints for welding.
Scarf height and weld length when welding at different angles
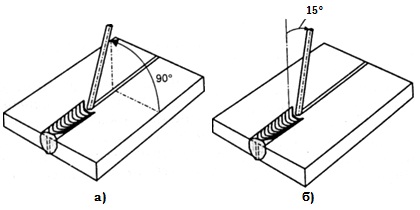
The angle of the electrode: a - in the horizontal plane; b- in the vertical plane
At an angle of α 30, the coefficient is 3.73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
For example: the coefficient value is 2.41 when welding two pipes at an angle of 45 ° with an outer diameter of D \u003d 520 mm; then the size of the cut off scarf will be equal to 1253 mm \u003d 520 x 2.41
To calculate the length of the seam, the outer diameter of the pipe is multiplied by the corresponding coefficient:
at an angle of α 30 the coefficient is 8.86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
The difference in the wall thickness of the pipes for welding and the offset of their edges should not exceed 10% of the wall thickness and should not be more than 3 mm. A uniform clearance should be provided at and 2-3 mm between the joined edges of the abutting elements.
Options for seams in different positions

The position of the electrode when welding "in a boat": a - welding in a symmetrical "boat"; b - welding in asymmetric<лодочку>; in - spatial position of the electrode
Corner joints can be made in the lower position. The corner joints are cooked “in an asymmetrical boat” and “in a symmetrical boat”. In order to avoid undercuts and lack of penetration of the edges, welding “into the boat” should be carried out with an electrode, with a valid visor resting on the edges. If the filming of the fillet welds is performed with an inclined electrode, welding should be done with a “back angle”. Corner seams with legs more than 10 mm without bevel edges are made in one layer with a delay in the root of the seam by transverse movements of the electrode "triangle".
Welding of lap joints of fillet welds in the lower position is performed by electrodes in one layer with a diameter of up to 5 mm without transverse vibrations. To achieve the penetration of an angular connection, it is necessary to make the first roller (root corner) with an electrode with a diameter of 3 mm at a maximum current, depending on the thickness of the metal 95-120 A.
Before assembling the joined pipes to a length of 15 - 20 mm, they are cleaned of dirt, rust, scale and oil. An integral part of the weld are tacks. When welding pipes, tacking is performed in 4 places along a circle with a diameter of up to 300 mm uniformly with a seam of 50 mm long and a height of each 3-4 mm. When welding pipes of more than 300 mm, tack diameters are placed evenly every 250 to 300 mm around the entire circumference of the joint.
Existing welding methods can be divided into 2 groups. The first group should include welding methods when metals in the solid state are welded in joint plastic deformation, often with additional heating. The second group includes methods of melting at the junction.
The main types of welding

Arc welding - the interconnection of molten metals using an electric arc;
- Arc - the connection between each other of molten metals using an electric arc;
- Electroslag - metal melting occurs due to the heat obtained due to the released electric current that passes through the molten slag;
- Ultrasonic - ultrasonic vibrations are transmitted along the waveguide from the transducer to the working tip. Under the action of ultrasonic vibrations and vertical compressive forces, friction forces arise in the workpieces, which are sufficient to obtain a welding joint;
- Contact - by pressure. Workpieces that are connected are clamped with electrodes, and under the influence of the welding current in the contact zone, strong heating and compression of the workpieces occurs, the result of which is a welding joint;
- Laser - welding with a light beam, which is obtained from special solid and gas emitters. Such laser welding can be performed in air at a distance from the generator. Laser welding is carried out by a laser beam that heats and melts the metal. The energy of the laser beam is concentrated in a small area. The beam has a specific wavelength and frequency, due to which it is precisely focused by optical lenses, since the angle of refraction in the beam lens is constant.
The laser welding process - deep penetration of metal by a laser beam - is similar to the process of electron beam welding. Concentrated laser radiation acts on the surface of the metal, and as a result of boiling and melting of the metal, a vapor-gas channel is formed, which is considered an approximately linear source of heating. Thus, laser welding can be performed end-to-end without additional use of filler materials, which leads to a high speed of the process.
It is best to divide laser welding into 2 types: spot and seam
The welded joint of laser welding corresponds to the strength of the base metal, while there is minimal welding deformation of the welded products
Spot - most often used in microelectronics. Using spot laser welding, you can achieve high accuracy in welding the smallest elements. For such welding, pulsed solid-state lasers are mainly used.
Suture laser welding is used to obtain a tight joint and a reliable mechanical connection. For seam welding, lasers are used that operate in pulsed or continuous mode.
Laser welding differs from other types in a narrow heat-affected zone due to the high welding speed. The welded joint corresponds to the strength of the base metal, while there is minimal welding deformation of the welded products. Laser welding is performed without vacuum chambers. It is possible to weld a wide range of materials - from high-carbon and high-alloy steels to alloys based on titanium and copper, glass, ceramics, plastics and various compounds, in different spatial positions, in hard-to-reach places. It is also possible to make connections of such types that it is simply impossible to weld in a traditional way. So, laser welding now deserves to be called the most promising technology in welding work.
For laser welding, two types of lasers are used: solid-state and gas

Solid state laser circuit
Due to their low power, solid-state lasers can only weld small parts of small thickness, most often these are microelectronic objects. For modern TVs, laser welding is used to weld a sealed cathode tube picture tube. Gas lasers are more powerful, they usually use CO2 + N2 + He (a mixture of gases) as an active body. Gas is pumped from the cylinders by a pump through a gas discharge tube. A discharge of electricity between the electrodes is used to energize the gas. Mirrors are placed at the ends of the gas discharge tube. The electrodes are connected to power. The water system cools the laser.
The most powerful are gas-dynamic lasers. The work uses gases heated to a temperature of 1000-3000 K. The gas, with supersonic speed, flows out through the Laval nozzle, after which adiabatic expansion occurs and cooling in the cavity zone. Then the excited carbon dioxide molecules go to a lower energy level and emit coherent radiation.
Laser welding benefits
Economic considerations hinder the use of laser welding, technological lasers are still expensive, so the area of \u200b\u200bapplication of laser welding is carefully selected. Laser welding is cost-effective if it is necessary to significantly increase productivity, since its speed can be several times higher than traditional methods.
Laser welding has advantages that are not inherent in other welding methods.. The laser can be located at a great distance from the welding location, which in many cases gives an economic effect. For example, to repair pipelines that are laid along the bottom of a reservoir, there is a laser welding installation. A trolley with a rotating mirror inside the pipe moves, and the laser is located at the end of the section of the pipeline, sending a beam inside the pipe, which allows laser welding without raising the pipeline to the surface.
Usually, steel pipes are mounted on welding. In the same way, sections of the pipeline are connected if the reinforcement is made of structural steels or pipes from high alloy alloys. Different metals have different weld technologies and electrodes. Copper and aluminum elements are also connected by welding or soldering, but this will require a special argon-arc apparatus, which produces an electric arc in an argon gas medium, and aluminum and copper wires are used as the electrode.
Welding is also suitable for polymer pipes, but in this case it is special - thermal under pressure. A similar compound is used in the manufacture of fittings that are assembled from cut pipe pieces.
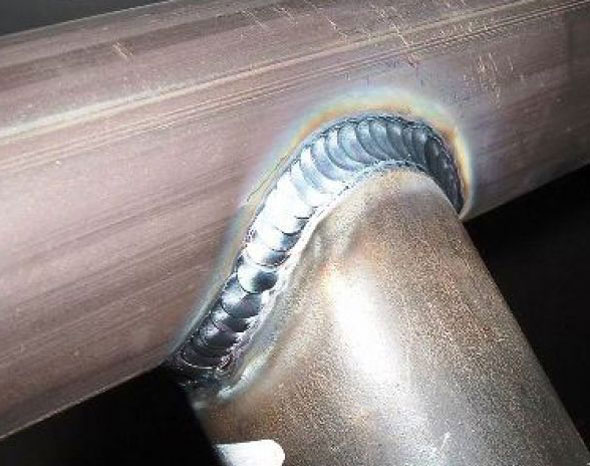
The main regulatory document governing the angular welding of pipes is GOST 16037-80. Angular conjugation for welding pipelines is carried out using some types of joints:

Square pipes are welded according to the same rules.
Varieties of angle welding
All types of welding, whether argon-arc, electric-arc or gas, begin with the fact that it is necessary to adjust the ends. The gap between the elements should be in the range from 0.5 mm to 1.5 mm. 
Welding without beveling is used only on pipes for which the wall thickness is quite small - from 1 to 6 mm. The joining process begins with the seizing of the elements by spot weldings, and then they continue to correct the position of the pipes and make a ring weld of the joint along the outer edge.
Angular conjugation having a one-sided end suggests the presence of a chamfer made at an angle of 50 about. With a double-sided section, two chamfers are required at an angle of 30 °. The gap is permissible up to 1-2 mm in the first case and 2-5 mm in the second. Therefore, in these cases, the ideal edge of the elements is not important. In this way pipes are joined with a wall thickness of 2 to 20 mm. 
In corner welding with bevelling and section, the wall thickness should be from 6 to 60 mm, the section width should be from 18 to 48 mm. Pipes of such dimensions are welded using a special technique for filling the weld pool.
In the process of housekeeping, there are frequent cases when you need to build any structure from ordinary pipes or profiles. Often, for these purposes, lightweight and easy-to-install plastic pipes are used, as well as steel products with threaded fasteners. However, in this article we will consider how to properly weld a pipe for heating or other necessary systems in your home, because the options mentioned above are not always acceptable and advisable.
Electrode selection
The first thing you will need to perform welding work with heating pipes or other structures is electrodes. Not only the reliability of the welds obtained and the tightness of the system, but also the process of performing the work will depend on the quality of this consumable.
An electrode is understood to mean a thin steel rod with a special coating, which allows for a stable arc in the process of electric welding of pipes, and is involved in the formation of a weld, and also prevents metal oxidation.

The classification of electrodes involves the separation of the type of core and the type of external coating.
By the type of core, there are such electrodes:
- With a non-consumable center. The material for such products is graphite, electrical coal or tungsten.
- With a melting center. In this case, a wire is used as the core, the thickness of which depends on the type of welding work.
As for the outer shell, the many electrodes that are found on the market should be divided into several groups.
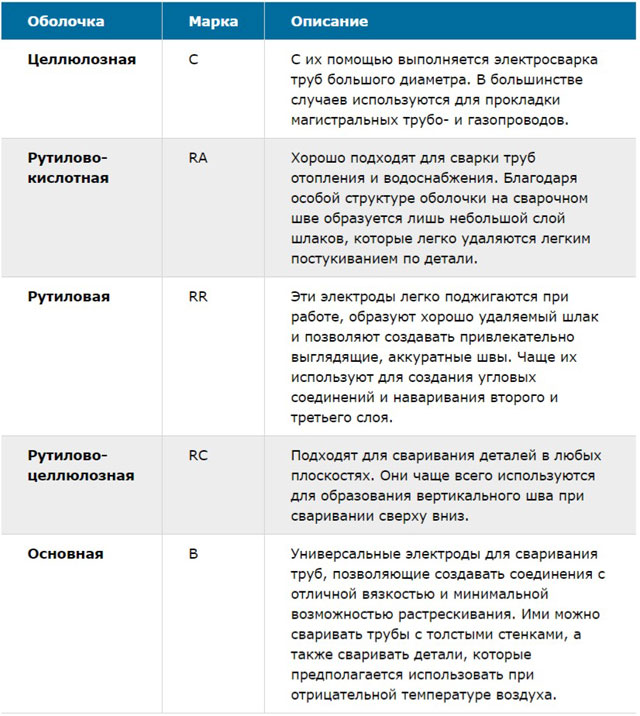
So, the coverage can be:
- Cellulose (grade C). These products are mainly used for welding with large cross-section pipes. For example, for the installation of pipelines for transporting gas or water.
- Rutile Acid (RA). Such electrodes are optimal for welding metal heating pipes or water pipes. In this case, the weld is covered with a small layer of slag, which is easily removed by tapping.
- Rutile (RR). This type of electrodes makes it possible to obtain very accurate welding seams, and the slag formed during operation is very easily removed. Advantageously, such electrodes are used in places of corner joints or when welding a second or third layer.
- Rutile cellulose (RC). Using such electrodes, welding can be performed in absolutely any plane. In particular, they are very actively used to create a long vertical seam.
- Main (B). Such products can be called universal, because they are suitable for welding thick-walled pipes, parts, the operation of which will be carried out at low temperatures. In this case, a plastic high-quality seam is formed, which does not crack and does not deform with time. See also: "".
Before starting work, we recommend that you consult your fellow welders about the types of electrodes that they prefer to use. In each case, these will be different brands, because a large number of brands may be available for sale, and it’s different from city to city.
What should be noted separately is the presence of a direct relationship between the price and quality of the electrodes. The fact that cheap consumables do not allow the correct welding of pipes with the required level of quality has been repeatedly tested in practice. Therefore, you should not save on this item of expenses, because as a result, they can grow much more.
Varieties of welds and pipe joints
There can be several ways how to cook pipes by electric welding:
- placing the butt end-to-end - in this case, the pipe segments are exactly opposite each other;
- connection to the brand - this means that two pieces of pipe are placed perpendicularly, in the form of the letter "T";
- lap fastening - in this embodiment, one of the pipe pieces is flared so that it can be worn on the other;
- corner connection - that is, two parts are placed at an angle of 45 ° or 90 °.

When performing electric welding of pipes, the following seams can be made:
- horizontal - in this case, the pipes to be welded are located vertically;
- vertical - these are the seams in the vertical section of the pipe;
- ceiling - in this case, the electrode is placed in the lower part of the part, above the head of the employee;
- lower - respectively, the seams for which you need to bend down.
We draw your attention to the fact that when working with steel pipes, the joint must be butt-to-head, with the required jointing of the jointing point along the wall thickness of the product. Optimal in this case is the use of the lower rotary seam.

- When carrying out welding work, the electrode should be kept at an angle of 45 ° or slightly less, then the molten metal will fall into the pipe being welded in a much smaller amount.
- If you are connecting in brands or end-to-end, then you will need 2-3 mm electrodes. At the same time, the current strength optimal for reliable sealing of the system is in the range of 80-110 amperes.
- To reliably weld the lap joint, the current should be increased to 120 amperes, and similar electrodes can be used.
- The optimum height of the weld should be 3 mm above the surface of the pipe. Only after its achievement can the work be considered completed.
Separately, it is worth stopping at profiled products. Welding of such pipes must be carried out pointwise. This means that first they grab two points on opposite sides of the profile, then move on to two other points, and so on until the entire pipe warms up. After that, they begin to perform a continuous weld along the perimeter of the pipe.
Preliminary work with parts
According to the instructions, the following conditions must be met:
- Geometrical sizes.
- The presence of a quality certificate, in particular, if it is a pipeline for drinking water.
- A perfectly round pipe shape - no end defects in the form of a flattened or oval cross-section are allowed.
- The same wall thickness throughout their length.
- The chemical composition of products must comply with GOSTs of the Russian Federation for various systems. This information is found out from technical documentation or laboratory tests.

The preparation process includes the following stages:
- check the evenness of the cut at the end of the pipe - it should be equal to 90º;
- the end face and the area 10 mm from it must be carefully cleaned until a metallic sheen appears;
- all traces of oils, rust, paints should be removed and degreased on the pipe end face.
The last thing to take care of is the correct end configuration. The opening angle of the edge should be 65º, and the bluntness index should be 2 mm. Additional processing will achieve the required parameters.
Such work can be done with a chamfer, face maker or grinder. Professionals working with large-diameter pipes use milling machines or gas and plasma cutters.
Welding process
When all the preliminary preparation is behind, you can take up the welding. If you do not have the necessary skills, and you have never done such work before, first we recommend practicing on extra pieces of pipes so as not to spoil the entire system.
Subtleties of electric welding
If round pipes are welded, then the seam on them must be continuous. This means that as soon as the work is started, it cannot be interrupted until a continuous weld is formed. In the case of work with rotary and non-rotary joints, welding of heating pipes by electric welding should be performed in several layers. Their number will depend on the wall thickness of the pipe.

The dependence of the number of layers on the wall parameters is expressed in such quantities:
- 2 layers of the weld are performed on pipes with a wall thickness of up to 6 mm;
- if the walls fluctuate within 6-12 mm of thickness, 3 layers will be required;
- all other products, the wall thickness of which is even greater, require the application of 4 layers of the seam.
In addition, it is worth considering a number of important features:
- Which polarity and current need to be applied (constant or alternating) will depend on the wall thickness of the pipes, their material and the electrode shell. All information should be indicated in the instructions for the electrodes.
- The thickness of the electrode rods affects the current strength required for welding. You can estimate this indicator by multiplying the thickness of the rod by 30 or 40. So you can calculate the current in amperes and set it on the welding equipment.
- The speed of work is not regulated. You just need to make sure that the arc does not stay at one point for too long, otherwise the edge will burn out and you will have to start all over again.
To facilitate your work, before starting gas pipe welding with electric welding, you can assemble the joints.
We collect connections
This process should be performed in the following sequence:
- Pipes should be fixed in a vice or other device, connecting them end-to-end. Next, the junction with the electrode must be taken in 2-3 places. If it is only 2 points, then make them on the opposite sides of the circle.
- In the case when only one connection point is made, the final boiling of the joint must begin from the opposite side.
- Please note that the thickness of the electrode for pipes with wall thickness within 3 mm should be no more than 2.5 mm.
And some more useful information regarding the weld technique.

If you work with pipes whose wall thickness exceeds 4 mm, then their connection is performed by two seams - the root, passing through the entire thickness of the steel, and the roll, which is a 3 mm high roller.
Performing vertical seams on pipes with a section of 30-80 mm, welding is performed in two steps - first make a seam на length, and then everything else.
When you make a horizontal seam in several layers, in each subsequent approach the electrode should move in the opposite direction.
The end (castle) points of the seam, made in several layers, must be placed in different places.
Work with rotary and fixed joints
Among the rules for performing such work are the following:
- Swivel joints will be conveniently performed in the rotator. It is desirable that the speed of the work and the rotation of the mechanism be the same.
- The place of contact of the metal with the arc (weld pool) should be located 30º below the upper point of the pipe installed in the rotator, with the opposite direction of rotation of the side.
- Such work can also be done manually. To do this, each time the pipe is rotated at 60-110º, so that it is convenient to work with it.
However, the most difficult job will be when you turn the pipe through 180º.

In this case, welding is better divided into 3 stages:
- First of all, they are welded in 1-2 layers of 2/4 pipe sections along the outer bend radius.
- Next, the pipe is unfurled and the remaining part of the seam is welded, performing all the layers at once.
- At the end, the pipe turns again and the remaining layers of the seam are added to the outside of the bend.
Welding fixed joints is carried out in two stages.
The method of work is as follows:
- The pipe must be visually divided into two segments. The seam in this case will turn out both horizontal, and vertical, and ceiling.
- Welding starts from the bottom point of the circle, smoothly moving the electrode to the top point. In the same way, work is carried out from the opposite side.
- In this case, the arc is made short, equal in length to ½ of the thickness of the electrode core.
- The height of the roll seam can reach 2-4 mm, it all depends on the thickness of the pipe wall.
The final stage of welding is the quality control of the joints.
Connection reliability check
Often, you will have to carry out control over the quality of the weld and the tightness of the system yourself by visual inspection.
To do this, first the seam must be cleaned of slag and tap it with a light hammer. Next, the seam itself is visually inspected for the presence of chips, cuts or cracks in it, poorly cooked pieces or burns through, as well as other defects.
The last step is to measure the thickness of the seam. To do this, you can use standard instruments, as well as probes, templates and other devices.
Please note that the gas transmission or water system must also be checked for leaks. To do this, perform a test run of liquid under pressure.
Safety precautions when working with the welding machine
An important point in any electrical work, including welding of metal pipes, is compliance with safety regulations. If you neglect them, you can get a variety of injuries, such as thermal burns to the skin, burns to the retina with an arc flash, electric shocks, and others.

Therefore, before starting work, you must perform the following steps:
- conductive conductors and welding machine components must be insulated;
- the case of welding equipment and additional devices must be grounded;
- overalls and mittens should be absolutely dry;
- put on galoshes or lay a rubber mat in a small room for extra insulation;
- to protect your eyes and face, wear a protective shield when working.
Summary
Thus, we partially told how to perform welding work on electrical equipment. Of course, for the job to be successful, you must have some practical skills. However, thanks to the information contained in the material, you will know where to start practicing. If you follow our recommendations, you will definitely be able to weld metal pipes at a decent level.
Welding Materials 2016-04-04T01: 21: 54 + 00: 00 How to weld profile pipes
Welding materials
Various metal frames are made of profile pipes by welding them. The use of metal products is due to their undeniable advantages, the main of which are reliability, durability, ease of installation of structures and the possibility of manufacturing frames of various types and complexity. In order to figure out how to properly weld a profile pipe in the manufacture of building frame structures, you need to have some knowledge about the pipe structure and welding options.
Types of profile pipes and welding options
This type of metal rolling has several standard options that differ in the size of the pipe itself, the type of section and the thickness of the metal walls. Depending on these indicators, a method is chosen how to weld a profile pipe butt, or at 90 degrees - by arc, gas, contact or spot welding. The choice of a welding electrode, the diameter of which should be slightly larger than the thickness of the pipe wall, is also important. As a rule, for welding profile pipes, arc welding is selected, and if the metal wall is very thin, a spot welding option is used.
How to weld a profile pipe at 90 degrees
Obtaining an ideal right angle during welding is not an easy task, and, as a rule, only professionals with experience in such work and carefully observing the technology can do it.
There are several subtleties of welding parts at an angle of 90 degrees.

To begin with, the profile pipes that need to be welded together are cut off.

The welder needs an equipped place for work - a flat surface so that the verified right angle does not distort in the frontal plane.

To fix an even right angle, you must use additional details - 90-degree angles, or scarves.

Carefully observing a certain technology, a person familiar with welding will be able to independently make, for example, a country greenhouse or metal gate.
How to weld a profile pipe butt
Butt welding a profile pipe is a little simpler task, here you do not need to align and observe a degree of angle. However, we should not forget that welding work must be carried out according to certain principles, taking into account all safety standards.

The process itself takes place in several stages:
- Attach the structures to each other, apply point seams for fixation.
- After that, having verified the design obtained with the working drawings, it must be straightened out. As a rule, a sledgehammer is used for this.
- After all parts of the structure have taken their place, the joints are welded.
It is important to prevent deformation of the structure, which may occur due to stress.
All for welding in one place
Frame metal structures from which various objects of modern infrastructure are built are shopping and office centers, premises for production shops and warehouses, administrative and industrial buildings, agricultural facilities, animal enclosures, etc. Installation of all these buildings is impossible without the use of high-quality equipment, consumables and all related products. You can find all this in the catalog of our site.

