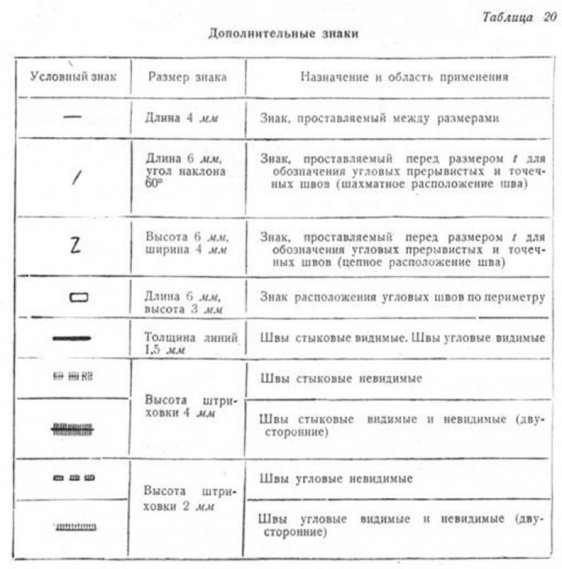
Ustanovljen je svesavezni standard GOST 5263-50 simboli zavarenih spojeva i pravila za njihovo označavanje na crtežima(Tabele 18, 19, 20 i 21).
1. Zavari su na crtežima označeni isprekidanom linijom koja se sastoji od vodoravnog i nagnutog dijela, koji se završava jednosmjernom strelicom koja označava mjesto šava.
Zapaljivi gasovi kao što je acetilen, prirodni gas, propan itd. A plinovi za formiranje koji se koriste u laserskom zavarivanju nisu obuhvaćeni ovim međunarodnim standardom. Transport i rukovanje gasovima i kontejnerima moraju biti u skladu sa lokalnim, nacionalnim i regionalnim standardima i propisima.
Određuje uslove za vizuelnu inspekciju zavarenih spojeva pre, za vreme i posle zavarivanja, ali ne navodi obim inspekcije. Opremljen je preporučenim senzorima mjerača zavarivanja i potrebnom opremom za direktnu i indirektnu vizualnu kontrolu zavarenih spojeva.
3. Dozvoljeno je dvostruko savijanje u liniji strelice, kao i spajanje nekoliko strelica koje ukazuju na iste šavove u zajednički horizontalni dio.

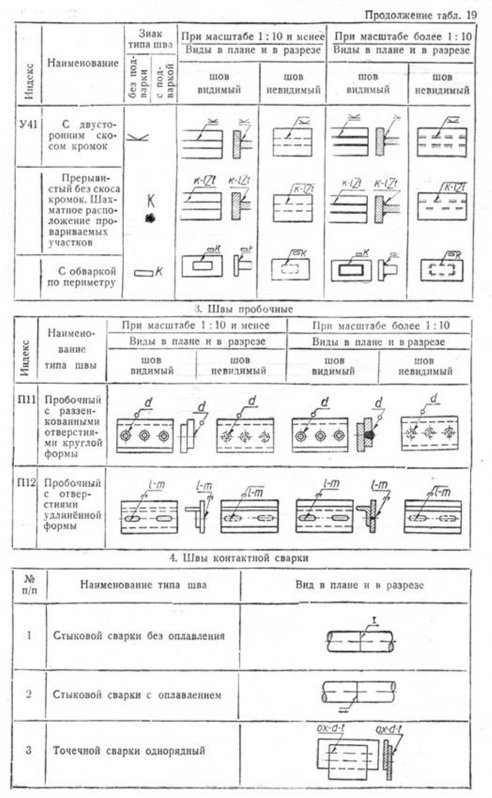
4. Sve konvencionalni znakovi i naznačene su dimenzije šavova, osim šavova od plute, kao i šavova sa prodorom bez proreza: za vidljivi šav iznad horizontalnog dijela strelice, za nevidljivi šav - ispod njega.
Ovaj standard je primjenjiv na materijale debljine od 8 mm ili više koji pokazuju nisko slabljenje ultrazvučnog talasa. Obično je standard namijenjen za ispitivanje zavarenih spojeva gdje su materijal za zavarivanje i osnovni materijal feritni. Standard definira četiri testne klase.
Ovaj standard definira razine tolerancije 2 i 3 za ispitivanje potpuno zavarenih spojeva u feritnim čelicima debljine u rasponu od 8 mm do 100 mm. Ovaj standard opisuje postupak za izvođenje ispitivanja poprečnog savijanja na ispitnim šipkama, ispitivanja bočnog savijanja ili ispitivanja bočnog savijanja uzetih iz tupih zavarenih spojeva. Ovaj standard također specificira dimenzije ispitnih šipki i dalje specificira proceduru za ispitivanje uzdužnog savijanja iz korijena i međusklopa.

5. Šavovi plute, kao i šavovi sa prodorom bez proreza, označeni su znakovima navedenim u tabeli. 19, označeno na kosom dijelu strelice.
![]()
Ovi međunarodni standardi određuju dimenzije ispitnih šipki i postupak za provođenje vlačnih ispitivanja za određivanje vlačne čvrstoće i lokacije zavariti. Ovi standardi se odnose na metalne materijale. Real međunarodni standard propisuje metodu koja opisuje postavljanje ispitnih šipki, orijentaciju njihovih ispitnih udubljenja i bilježi podatke o udaru ispitivanja savijanja tupim zavarom u izvještaju. Uključuje metodu za označavanje ispitnih šipki i dodatne zahtjeve za izvještavanje o ispitivanju.
![]()
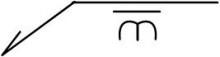
6. Šavovi koje treba napraviti tokom ugradnje dodatno su označeni slovom M iznad nagnutog dijela strelice.
7. Na crtežima napravljenim u mjerilu većem od 1:10, osim strelica, dozvoljeno je koristiti senčenje ili zadebljanje linije u planu i fasadi, kao i popunjavanje kontura šava u presjeku sa mastilo za označavanje šavova.
Ovaj dio standarda utvrđuje ispitivanje tvrdoće za poprečne presjeke zavarenih spojeva zavarenih metalnih materijala sa elektrolučno zavarivanje i ne može se koristiti za ispitivanja zavarivanja na austenitu nerđajući čelici. Standard pokriva glavne grupe metoda, grupe i podgrupe. Količina bilo koje metode ima najviše tri znamenke. Ovaj sistem se smatra alatom za kompjutersku obradu, crteže, radnu dokumentaciju, definisanje postupaka zavarivanja itd.
Uglavnom se koristi za feritne čelike, ali se može koristiti i za druge odgovarajućih materijala. Ovaj međunarodni standard pruža smjernice proizvođačima o tome kako termički obrađivati ili proizvoditi termički obrađene proizvode ili komponente. Standard se također može koristiti kao osnova za proizvođačevu procjenu njegove sposobnosti da izvrši termičku obradu.
8. Kada su svi šavovi proizvoda ili sklopa izrađeni zavarivanjem iste vrste, ovo drugo je naznačeno u napomeni uz crtež ili u tehnički uslovi. U slučaju primjene za isti proizvod ili sklop razne vrste zavarivanje, strelice se postavljaju na horizontalni dio:

Standard je namijenjen da bude fleksibilan okvir za pružanje usluga. S obzirom na to da se izmjene standarda izdaju gotovo kontinuirano, u članku se spominju samo one koje se odnose na zavarivanje koje se smatraju važnim i one koje su promijenjene u protekloj godini.
Crteži neraskidivih zavarenih spojeva Preliminarne informacije Zavarivanje je proces kontinuiranog lijepljenja metalnih dijelova od istih ili sličnih materijala. Ovaj proces uključuje lokalizirano topljenje spojenih dijelova. Direktna veza između dva spojena elementa naziva se zavar. Često se dešava da proces zavarivanja zahteva upotrebu dodatnog materijala koji se zove vezivo. Izvor topline neophodan za proces zavarivanja, odnosno lokalno topljenje spojenih dijelova, može biti plinski plamen ili električni luk.


Ovisno o izvoru topline, može se koristiti plinsko ili elektrolučno zavarivanje. Rezultat kombinacije dvije ili više komponenti tokom procesa zavarivanja je formiranje zavarenog spoja, koji se sve češće naziva zavarenom konstrukcijom. Primjer zavarene konstrukcije prikazan je na Sl. Pokušaj uparivanja zavarene strukture i veze na tehničkom crtežu zahtijeva poznavanje pojmova i principa zavarivanja.
Najčešći izrazi u literaturi i tehničkoj dokumentaciji su sljedeći izrazi: prednja strana zavarene vanjske površine vara sa strane na kojoj je položen, spoj zavarene suprotne površine šavne površine šava utora zavara in zavarivanja, jednostrano, kontinuirani zavar po cijeloj dužini spoja, isprekidani zavari u pravilnim razmacima, simetrični zavari istog oblika poprečnog presjeka na čeonoj strani i na grebenu.
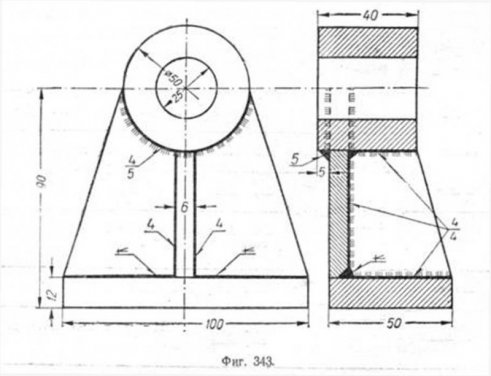
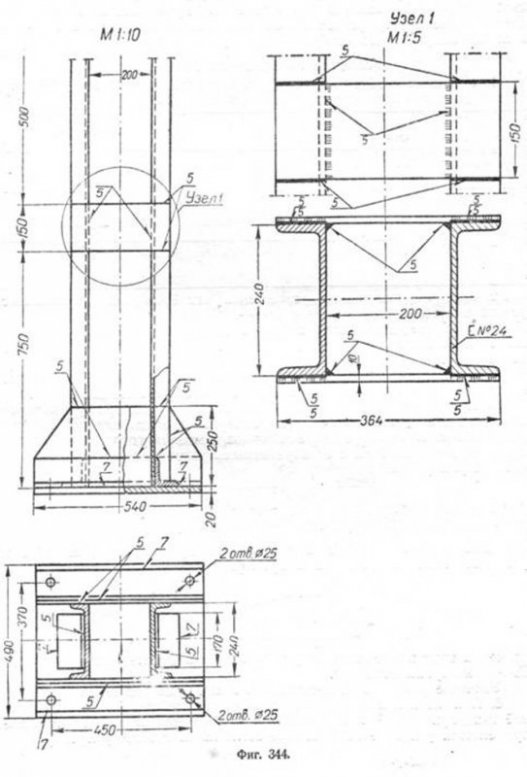
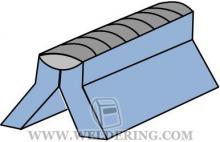
Na sl. 343 i 344 daju primjere izrade zavara za stalak i stup.
2. Preporučuje se da se ugao strelice prema liniji šava uzme od 30 do 60°.
3. Dozvoljeno je dvostruko savijanje u liniji strelice, kao i spajanje nekoliko strelica koje ukazuju na iste šavove u zajednički horizontalni dio.
Primjer simetričnog šava Tipovi zavarenih šavova Tipovi zavarenih spojeva su usko povezani s njihovim oblikom i izgledom. Ovo se odnosi na oboje izgled, i poprečni presjek. Primjeri zavara, spojeva, njihovi oblici, nazivi i ugovorne oznake prikazani su u tabeli. Tanka linija na ilustraciji oblika zavarivanja predstavlja stanje ivica prije izvođenja operacije zavarivanja i na taj način predstavlja način pripreme rubova elemenata za zavarivanje.
Tipovi zavarenih šavova i spojeva i njihovi ugovorni simboli Tabela Naziv zavara Obrazac za zavarivanje Potpis ugovora Zakrivljeni rubni zavar, potpuno rastopljeni zakrivljeni rubni zavar, djelomično otopljen. Primjeri pojednostavljenih i komprimiranih zavarenih spojeva prikazani su u tablicama 2 i 3 i primjerima. Dozvoljeno je rezati dijelove nebušenih šavova u području žljebova ili rupe za prolaz kroz liniju profila trupa. Pogled sprijeda Tkanje i obris spojeva su nacrtani kao puna linija.
Zavarene konstrukcije odlikuju se širokim rasponom primijenjenih debljina, oblika i veličina spojenih elemenata, kao i raznolikim relativnim položajem zavarenih dijelova. Ovisno o relativnom položaju dijelova koji se zavaruju, razlikuje se pet vrsta zavarenih spojeva (prema -80 "Zavareni spojevi, ručno lučno zavarivanje" i -76 "Zavareni spojevi, zavarivanje zaštitnim plinom"):
Pogled odozgo na lice Lice vara je izvedeno u obliku lukova sa tankim linijama. Ne zaboravite označiti oblik rupa debelom punom linijom i u slučaju kontinuirane linije- tanka puna linija. Osim toga, treba obratiti pažnju na oblik zavara sa zakošenim rupama, koji mora odgovarati obliku rupa u ravnini dodira spojenih dijelova. Oblik zavarenih spojeva i rupa označen je tankim linijama. Ugovorno predstavljanje zavarenih spojeva Primjeri Tabela Tip zavarenog spoja Prikaz zavarenog spoja Zavarivanje: rubno, frontalno, preponsko, dorzalno.
- zadnjica – “C”
- kraj - "C"
- preklapanje – “N”;
- T-bar – “T”;
- ugao - "U".
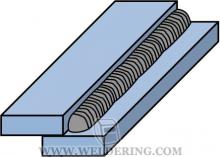
IN guza(C) u zavarenom spoju površine elemenata koji se zavaruju nalaze se u istoj ravni ili na istoj površini, a zavarivanje se izvodi duž susjednih krajeva.
Sučeoni spoj pruža najveća mehanička svojstva zavarene konstrukcije, stoga se široko koristi za kritične konstrukcije. Međutim, to zahtijeva prilično preciznu pripremu dijelova i montažu.
Dimenzionalni crtež zavarenih i zavarenih spojeva Zavareni spojevi i spojevi zavareni prema gotovim i instalacionim crtežima moraju se izračunati u skladu sa pojednostavljenim dijagramom predstavljenim u poljskom standardu, koji se zasniva na nizu grafičkih elemenata ugovora. Pojednostavljeni dizajn definicije zavara prikazan je na crtežu u pojednostavljenoj analizi zavara mogu se razlikovati: produžetak linije, strelica referentne linije, identifikator linije, simbol normalnog zavara, označeno 1, karakteristične dimenzije poprečnog presjeka, označeno 2 , karakteristične dimenzije uzdužnog presjeka, označeni položaj Sl.
![]()
Tortsovoye(C) spoj je zavaren na krajevima dijelova koji se spajaju, a čije su bočne površine jedna uz drugu.
Takvi spojevi se obično koriste pri zavarivanju tankih dijelova kako bi se izbjeglo izgaranje.
Pojednostavljeni dizajn označavanja zavara. Referentna linija je tanka kontinuirana linija koja se završava strelicom, a strelica se naziva referentna linija. Dužina referentne linije treba da bude obezbeđena od strane dizajnera koji može sve jasno i ispravno da pohrani potrebne informacije u odnosu na zavar ili zavareni spoj. Police treba da povuku referentnu liniju paralelnu sa donjom ivicom lista za crtanje.
Prisutna u analizi zavarene identifikacije, linija veze je tanka isprekidana linija koja se povlači ispod ili iznad referentne linije. Lokacija identifikacione linije zavisi od toga da li je zavar posle označen. Njegov položaj zavisi i od položaja oznake zavara. Prilikom označavanja simetričnih zavarenih spojeva, identifikacionu liniju treba izostaviti. Principi označavanja zavara identifikacionom linijom i ugovornih zavara prikazani su u tabeli. Tačke 1 i 4 u ovoj tabeli preporučene su poljskim standardom i smatraju se privilegovanim.
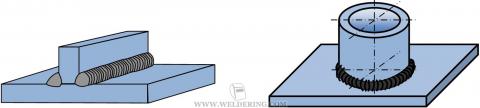
IN preklapanje(H) u zavarenom spoju, površine zavarenih elemenata su raspoređene paralelno tako da su pomaknute i djelomično se preklapaju jedna s drugom.
Preklopni spojevi su manje osjetljivi na greške tokom montaže, ali rade lošije od čeonih spojeva pod opterećenjem, posebno naizmjeničnim opterećenjima.
Principi za određivanje zajedničke identifikacije linija i simbola spojeva Opisi Tabele prezentacijske grafike Ako je šav sa strane lica, znak ispisanih ugovornih spojeva je na originalnom nivou i postavlja ga u normalan položaj. Ako je šav na bočnoj strani lica, oznaka ispisuje ugovorne šavove na podnožju i postavlja ga naopako. Ako je zavar označen na strani grebena, oznaka koja se zavaruje se beleži na identifikacionoj liniji i postavlja u normalan položaj. Ako je zavar označen na strani prirubnice, oznaka zavara se upisuje na identifikacijsku liniju i postavlja u obrnuti položaj.
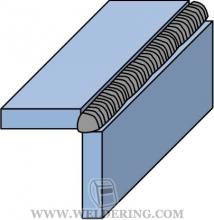
Tavrovoe(T) Zavareni spoj se dobiva kada se kraj jednog dijela spoji pod pravim ili bilo kojim drugim kutom s površinom drugog.
T-spojevi pružaju visoku strukturnu krutost, ali su osjetljivi na opterećenja savijanja.
Simbol zavar je ispisan na referentnoj liniji u tački označenoj na slici 4 brojevima 1, zadržavajući izgled logotipa definisanog u poljskom standardu. Karakteristične dimenzije poprečnog presjeka postavljaju se ispred oznake zavara na lijevoj strani zavarenog spoja na mjestu prikazanom na slici. Karakteristične dimenzije zavarenih spojeva i zavara su označene oznakom zavara na desnoj strani na numeriranoj lokaciji. Primjeri metoda za sortiranje zavarenih spojeva. Primjeri stola za zavarivanje zavareni dio Zavarene ili zavarene dimenzije Dimenzije Mjerna lokacija u oznakama Objašnjenje Granica sa zakrivljenim ivicama, potpuno nagnuta Nominalna debljina šava jednaka je debljini čeonog ruba ili debljini tanje ivice spoja.
Ugao(U) je spoj u kojem se površine dijelova koji se zavaruju nalaze pod pravim, tupim ili oštrim kutom i zavarene su na krajevima.
Svi zavareni spojevi se mogu izvesti:
| jednostrani (SS)*, kada se izvor grijanja pomiče s jedne strane priključka; | 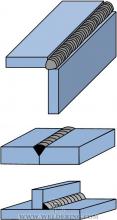 |
| dvostrano (BS)*, kada se izvor grijanja pomiče s obje strane priključka. U takvom zavarenom spoju korijen sučeonog zavara nalazi se unutar presjeka. |  |
* - oznake usvojene u međunarodnim standardima.
Tabela 5 Nazivna debljina šava jednaka je debljini ivice šava ili debljini tanke ivice spoja. Međutim, dužina šava je jednaka dužini zavarenog spoja. Nazivna debljina šava jednaka je udaljenosti od ruba šava do granice zavara. Nazivna dužina šava jednaka je dužini zavarenog spoja.
Poprečna veličina ugaoni zavar prethodi relativnoj visini pravougaonog trougla hipotenuzu jednakokrake, koja čini dio poprečnog presjeka šava. Nazivna dužina zavara jednaka je dužini zavara. Čini se da je profesionalnije koristiti i koristiti pune oznake zavarivanja preporučene u poljskom standardu, dajući vam mnogo više informacija o zavarenim spojevima. Konstrukcija potpune definicije zavara prikazana je na slici. puna indikacija zavareni šav, može se razlikovati: produžetak linije, strelica referentne linije, identifikacija linije, uobičajeni simbol zavarivanja, označen 1, karakteristične dimenzije poprečnog presjeka, označene 2, karakteristične dimenzije uzdužnog presjeka, označene 3, dodatni znakovi, koji se javlja na pozicijama prikazanim na slikama 4, 5 i 6, dimenzije ivica su spremne za zavarivanje, što je označeno brojevima; 7, ostali podaci, broj mesta zavarivanja numeričkom metodom zavarivanja, podaci o kvalitetu, oznaka standarda za pripremu ivica za zavarivanje, oznaka uputstva za zavarivanje prikazana slikom Fig.
Kod zavarivanja topljenjem, kako bi se osigurala potrebna dubina prodiranja, rubovi se režu. Oblik ivica, kao i dimenzije parametara rezanja (ugao otvaranja ivica, veličina zazora, tupost, itd.) ovise o materijalu, debljini i načinu zavarivanja. Slika ispod prikazuje primjere nekih rezova rubova.
Konvencionalna slika zavara na crtežima u skladu sa GOST 2.312-72 "Konvencionalne slike i oznake zavarenih šavova"
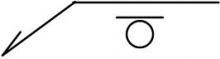
U skladu sa standardom -72 za konvencionalna slika Za zavar, bez obzira na metodu zavarivanja, koriste se dvije vrste linija: pune ako je šav vidljiv ili isprekidan ako je šav nevidljiv.
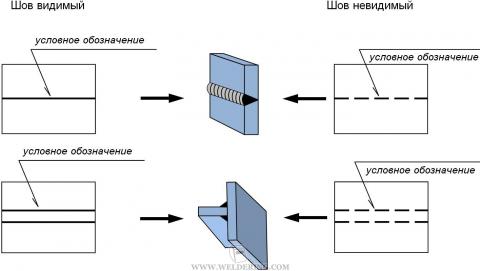
Jednosmjerna strelica označava liniju šava.
Strelica se može izraditi s policom za smještaj simbola šava i, ako je potrebno, pomoćnih znakova. Simbol se postavlja iznad prirubnice ako strelica pokazuje na prednju stranu zavara (tj. ako je vidljiva), ili ispod prirubnice kada se šav nalazi na zadnjoj strani (tj. ako je šav nevidljiv). U ovom slučaju, strana s koje se izvodi zavarivanje uzima se kao prednja strana jednostranog šava zavarenog spoja. Prednja strana dvostranog šava zavarenog spoja sa asimetrično pripremljenim rubovima uzima se za stranu s koje je zavaren glavni šav. Bilo koja strana može se uzeti kao prednja strana dvostranog šava zavarenog spoja sa simetrično pripremljenim rubovima.
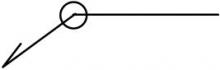
Pomoćni znakovi.
| Pomoćni znak | Opis | Šav je vidljiv | Šav je nevidljiv |
|---|---|---|---|
| Napravite šav prilikom ugradnje proizvoda (instalacijski šav). | 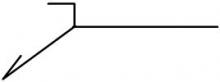 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Dijagram ispod prikazuje strukturu standardnog simbola zavarivanja.
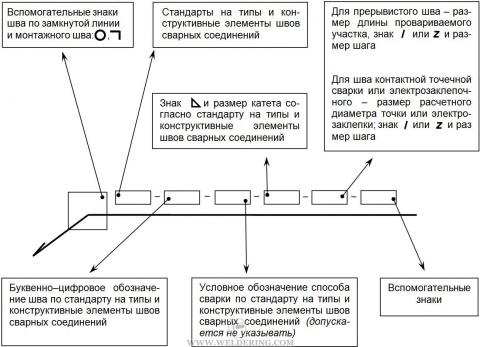
Alfanumerička oznaka šava prema relevantnom standardu je kombinacija koja se sastoji od slova koje određuje vrstu zavarenog spoja i broja koji označava vrstu spoja i šava, kao i oblik rubova. Na primjer: C1, T4, H3.
Za označavanje zavarenih spojeva koriste se sljedeća slova:
- C – zadnjica;
- U – ugaona;
- T – trojnica;
- N – preklapanje;
- O - posebne vrste, ako oblik šava nije predviđen GOST-om.
Simboli šavova za neke metode zavarivanja prikazani su u tabeli:
Oznake metoda zavarivanja (A, G, UP i druge) navedene su u standardu prema kojem se izvodi postupak zavarivanja prikazan na crtežu.
Simboli nekih metoda zavarivanja prikazani su u nastavku, na primjer:
- A – automatsko zavarivanje pod vodom bez upotrebe jastučića i jastučića i zavarenog šava;
- Af – automatsko zavarivanje pod vodom na podlozi;
- IN – zavarivanje u inertnim gasovima volframovom elektrodom bez dodatnog metala;
- INp - zavarivanje u inertnim plinovima sa volframovom elektrodom, ali s dodatnim metalom;
- IP – zavarivanje u inertnim gasovima potrošnom elektrodom;
- UP – zavarivanje ugljen-dioksid potrošna elektroda.
Primjeri označavanja zavarenih spojeva.
Primjer 1.
Šav stražnja veza sa zakrivljenom kosom jedne ivice, dvostrani luk ručno zavarivanje(C13 do - 80) prilikom instaliranja proizvoda (). Pojačanje je uklonjeno s obje strane (). Parametar hrapavosti površine vara: na prednjoj strani – Rz 20 µm; na poleđini - Rz 80 µm.
Primjer 2.
Ugaoni spoj bez zakošenih ivica, dvostrani (U2 do –75) izveden automatskim zavarivanjem pod vodom (A do –75) zatvorena linija.
Primjer 3.
Čeoni spoj bez zakošenih ivica, jednostrani, na preostaloj podlozi (C3 do –80), izveden zavarivanjem zagrejanim gasom sa dodatkom (G do –80).
Primjer 4.
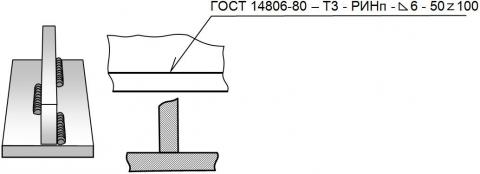
T-spojni šav bez zakošenih ivica, dvostrani isprekidani sa raspoređenim rasporedom (T3 do -80) koji se izvodi ručnim elektrolučnim zavarivanjem u zaštitnim plinovima sa netrošljivom metalnom elektrodom (RINp). Šav kraka 5 mm (Δ5).
Primjer 6.

Preklop bez zakošenih ivica, jednostrani (H1 do -80), izrađen sa lukom poluautomatsko zavarivanje u zaštitnim plinovima sa potrošnom elektrodom (PIP na -80). Šav po zatvorenoj liniji (kružni šav). Šav kraka 5 mm (Δ5).
Ako na crtežu postoji više identičnih šavova, simbol šava se označava samo za jedan od njih, a u odnosu na preostale identične šavove navode se samo njihovi serijski brojevi (na mjestu gdje treba da se nalazi simbol šava). Istovremeno, na prednjoj liniji koja ima primijenjenu policu s oznakom šava, također je dozvoljeno označiti broj identičnih šavova (26, kao što je prikazano u ovom primjeru).

Šavovi se smatraju identičnim ako:
- njihove vrste i veličine su iste strukturni elementi u poprečnom presjeku;
- podliježu istim tehničkim zahtjevima.
Ako je za šav zavarenog spoja instaliran kontrolni kompleks ili kategorija kontrole šava, tada se njihova oznaka može staviti ispod vodeće linije.

Oznaka čistoće mehanički obrađene površine šava (hrapavost) se nanosi iza simbola šava, ili se daje u tehnički zahtjevi crtanje.
Šav, čije dimenzije konstruktivnih elemenata nisu utvrđene standardima (nestandardni šav), prikazan je s naznakom dimenzija konstruktivnih elemenata potrebnih za izradu šava prema ovom crtežu.

Kao rezultat neravnomjernog zagrijavanja zavarenog spoja tijekom zavarivanja, dolazi do zaostalih plastičnih skraćivačkih deformacija, što dovodi do stvaranja zaostalih naprezanja. Priroda raspodjele ovih naprezanja ovisi o mnogim faktorima (geometrijske dimenzije zavarenog spoja, način zavarivanja itd.). Ovisno o debljini elemenata koji se zavaruju, u zavarenom spoju može doći do ravnog ili volumetrijskog naprezanja.
Prilikom zavarivanja malih debljina u pravilu dolazi do ravnog naponskog stanja. Uobičajeno je da se komponente takvog napregnutog stanja nazivaju uzdužnim (koji djeluju duž osi šava) i poprečnim (koji djeluju okomito na os šava).
Ispod su dijagrami raspodjele zaostalih napona u tipičnim zavarenim spojevima. Prilikom sučeonog zavarivanja prilično širokih ploča male debljine, priroda raspodjele zaostalih naprezanja prikazana je na slici desno. Kao što se može vidjeti, zaostala uzdužna naprezanja su neravnomjerno raspoređena po poprečnom presjeku po širini. Vlačna naprezanja djeluju u zavaru i susjednoj zoni, dok tlačna naprezanja djeluju u ostatku presjeka. Štaviše, u pravilu maksimalni naponi u zoni zavara dostižu vrijednost jednaku vrijednosti granice popuštanja (σt) metala. Tako se u uzdužnom smjeru u sučeonom zavarenom spoju mogu razlikovati dvije zone: zona djelovanja vlačnih napona i zona djelovanja tlačnih napona.
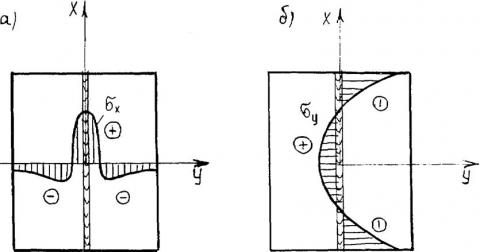
Poprečni naponi su također neravnomjerno raspoređeni. Srednji dio doživljava vlačna naprezanja, a krajnji dijelovi tlačni. Veličina maksimalnih naprezanja σ y ovisi o dužini šava i u pravilu ne prelazi 0,3 σ t. Stoga se oni ne uzimaju uvijek u obzir.
Prilikom sučeonog zavarivanja ploča velike debljine dolazi do volumetrijskog naprezanja.
Kao što su studije i iskustva u radu zavarenih konstrukcija pod dejstvom zaostalih naprezanja pokazala, rezidualno naponi zavarivanja ne utiču na čvrstoću ako je materijal proizvoda dovoljno duktilan, što je tipično za većinu metala. Pod djelovanjem promjenjivih opterećenja, zaostala tlačna naprezanja zavarivanja povećavaju čvrstoću zamora, a vlačna naprezanja, zbrajajući se s radnim naprezanjima u mjestu njihove koncentracije, značajno smanjuju otpornost na lom zamora.
Kako naponi nisu fizička veličina, njihovo direktno određivanje nije moguće. Mogu se odrediti mjerenjem bilo koje fizičke veličine koja je povezana s naponom pomoću izračunate zavisnosti. Takva veličina može biti elastična linearna promjena, tj. deformacija. Odnos između napona i elastične deformacije opisan je Hookeovim zakonom. Dakle, pod pojmom mjerenje napona treba shvatiti njegovu definiciju mjerenjem deformacije (ovo je tzv. mehanička metoda. Postoje i druge metode, npr. optička, magnetoelastična, ultrazvučna itd.). Posljedično, sve se svodi na mjerenje elastične deformacije u smjerovima odgovarajućeg tipa naponskog stanja. Linearni - u jednom smjeru, ravni - u dva, volumetrijski - u tri.

