Qaynaq işləri bəzən buna hazırlaşmaqdan daha az səy və vaxt tələb edir. Onların əsas payı qaynaqlı quruluşun yığılmasıdır, bu müddət ərzində elementləri lazımi vəziyyətdə düzəltmək lazımdır. Bu iş ustaddan diqqət tələb edir, çünki məhsulların keyfiyyəti ondan asılıdır.
Diqqətli bir şəkildə düzəldildikdən və iş parçaları quraşdırıldıqdan sonra quruluş elektrodun toxunuşundan ayrı düşərsə, əsəbi olarsa, onu yenidən təkrar toplamalı olacaqsınız. Ayrıca elementin qaynaqlandığı, ancaq lazım olan vəziyyətdə olmadığı da olur. Bu, metalın soyuduqdan sonra görünməz bir qayçı və ya deformasiya ilə baş verə bilər. Buna görə başlamazdan əvvəl qaynaq işləri Bütün lazımi cihazlarda ehtiyat yığmaq lazımdır.
Problemin həlli
Bu cür səhvlərin qarşısını almaq üçün qaynaq üçün xüsusi qurğular istifadə olunur. Onlar çıxışda yüksək keyfiyyətli məhsullar təqdim etməklə vaxt və enerjiyə qənaət etməyə imkan verir. Bu günə qədər qaynaq üçün istifadə edilə bilən bir çox mexanizm və cihaz var. İnsanlar kütləvi və kütləvi istehsalın qurulduğu sənaye şəraitində işləyirlərsə, avtomatlaşdırılmış və mexanikləşdirilmiş avadanlıqlardan istifadə edirlərsə, bunlara çəkmə mexanizmləri, nəqliyyat vasitələri, texnoloji montaj cihazları və s. Əgər usta evdə işləməlidirsə, onda özləri etmək olduqca real olan qaynaq avadanlığı istifadə edilə bilər. Parçaların deformasiyasını azaldacaqlar.
Qapaqlama
Özünüz edə biləcəyiniz bir sıxac olmadan, heç bir qaynaqçı işin öhdəsindən gələ bilməyəcəkdir. Bundan əlavə, bu vasitə metal emalı və dülgərlik zamanı problemləri həll etməyə kömək edir. Bu cihazın fərqli variantları ola bilər - ixtisaslaşdırılmış və universal. Bu yaxınlarda başqa bir dəyişiklik meydana gəldi, bu, istifadə edərək, 450 kq-a qədər bir sıxılma gücünü təmin edə bilərsiniz. Bununla birlikdə, bu cür vasitələrin əsas vəzifəsi bir-birinə qoşulmaq üçün boşluqları düzəltməkdir.
Bir künc qisimi üzərində işləmə: hazırlıq

Qaynaq qurğuları bu gün geniş çeşiddə satışa təqdim olunur, ancaq özünüzü edə bilərsiniz. İş üçün alətlər və materiallar aşağıdakılardır:
- polad künc;
- yivli döngələr;
- qoz-fındıq
- qazma;
- polad plitələr;
- qapılar üçün çubuqlar;
- qaynaq aparatı;
- vurun.
İşləyin

Doğru açılarda, köşeler polad plitələrə yapışdırılmalıdır. Bir tərəfdən bir qurd quruluşu qaynaqla sabitlənir. Bu qaynaqlı qoz və ya qalınlaşma ilə bir küncdür, içərisində dişli sancaqları nəzərə alaraq ipi kəsməlisiniz. Eyni zamanda, potensial iş parçasına diqqət yetirmək lazımdır, çünki iş boşluğunun genişliyini müəyyənləşdirir. Parçaların ölçü diapazonu genişdirsə, bir neçə sıxac hazırlamaq yaxşıdır.
Pin-vida iş qozuna vidalanır, sonunda vurğu toplanır. Bu dizayn müxtəlif ölçülü iki metal yuyucudan ibarətdir. Saç çubuğundakı dayanacağın diyirlənməsini təmin etmək vacibdir. Qapının arxa hissəsi bir polad çubuğun quraşdırıldığı bir çuxurla təmin edilməlidir. Bir qolu kimi çıxış edəcək. Belə qaynaq qurğuları polad hissələrini etibarlı şəkildə düzəltmək üçün istifadə edilə biləcəyi təqdirdə düzgün şəkildə yığılır. Dizayn çox sadədir və doğaçlama materiallarından hazırlana bilər.
Kifayət qədər çətin bir məsələ boruların sonunda qaynaqlanmasıdır. Bu vəziyyətdə, iş parçasını kosmosa dəqiq yönəltmək lazımdır. Boru parçası bitmiş sistemə qaynaqlanırsa, tapşırıq sadələşdiriləcəkdir. Ancaq sərbəst uzanan iş parçaları, başqalarının köməyinə müraciət edərək və ya xüsusi bir cihaz istifadə edərək qaynaq edilməlidir. İş prosesində polad plitələr və metal bir künc tətbiq etmək lazımdır. Qıvrımın yarısı ənənəvi olaraq bağlanır, bunun üçün yivli saplardan istifadə etmək lazımdır. Nəticədə effektiv və sadə bir dizayn əldə etmək mümkün olacaqdır.
Gənə vurma

Evdə hazırlanan qaynaq qurğularına pincers də daxildir. Onları toplaya bilərsiniz, ancaq bunun üçün səbr etməlisiniz. İş üçün uzunluğu 2 m olan bir mis dart hazırlanmalıdır, diametri 30 mm-ə bərabər olmalıdır. Bu iş parçası bir az daha uzun ola bilər, bu vəziyyətdə əyilmək mümkün olacaqdır. Element, at şəklində bir boşluq yaratmaq üçün əyilir. 18 mm çuxur düzəldilir, bir növbə etmək və bir kəsik etmək lazım olduqdan sonra.
Nəticə elektrodlar üçün sıxaclardır. İki transformator paralel olaraq bağlanır, onlarda ikincil və ilkin sarımlar birbaşa bağlanmalıdır. Cari təchizatı müstəqil olaraq tənzimlənə bilər. Bu cür evdə hazırlanan qaynaq qurğuları soyudulmalı və bunun üçün su istifadə edilməlidir. Ayaq pedalından istifadə edərək elektrodları çıxara bilərsiniz.
Yuxarıda göstərilənlərdən, bağlayıcıların elektrodları çevirmək üçün bir qolu, bir transformatoru, həmçinin itələyici ilə bir qolu olduğu qənaətinə gəlmək olar. Qol, oxları qarşı-qarşıya qoyulmuş menteşələrlə tutulur. Bəzən itələyicilər arasında bir bulaq olan kəlbətinlər edilir. Bununla birlikdə, borular qaynaq üçün belə bir cihaz rahat deyilə bilməz. Axı, yayı fırlanma zamanı sıxışdırmaq olduqca çətin olacaq.
Maqnit tutucusu etmək

Montaj və qaynaq üçün cihazlarla maraqlanırsınızsa, fabrik seçimlərini almaqdan imtina edərək onları özünüz edə bilərsiniz. Bu, aşağıdakı materialları hazırlamalı olduğunuz maqnit tutucuya da aiddir.
- təbəqə metal;
- quru lövhə;
- maqnetik bağlayıcılar.
Metal hazırlayarkən müəyyən parametrlərə riayət etmək lazımdır, təbəqənin qalınlığı 1 ilə 3 mm arasında dəyişə bilər. Gələcək dizaynlar üçün bir şablon yaratmaq, ölçüləri ustanın ehtiyaclarına uyğun olacaq bir monolitik bir versiyanı tamamlamaq daha yaxşıdır. Şablon təbəqə metalına yapışdırılmalı və eyni iş parçasını 2 ədəd həcmində kəsin. Onların həndəsəsini qorumaq vacibdir.
Qaynaq üçün armaturların rəsmləri ən yaxşı şəkildə hazırlanır, onlardan bəzilərini məqalədə tapa bilərsiniz. Armaturların yolunda növbəti addım maqnitin mərkəzi hissəsinin hazırlanması olacaqdır. Bunu etmək üçün, metal plitələr şəklində boş bir taxta kəsməlisiniz, ancaq ölçüsü tamamilə nümunəni təkrarlamamalıdır. 2 mm kənarlardan kənara qoyulmalıdır. Bu elementin qalınlığı maqnitlərin enindən 2 mm böyük olmalıdır.

Məhsulun xarici hissəsi bu mərhələdə hazırdır, indi daxili tərkibi yaratmalısınız. Bu vəziyyətdə, maqnitlərdən başlamalısınız. Onlar plitələr arasında yerləşəcək və qalınlığı 10 ilə 50 mm arasında dəyişə bilər. Belə bir armatur bir açıda qaynaq etmək üçün edildikdə, hər birində mərkəzi hissədə çuxurlar olacaq yuvarlaq mıknatıslardan istifadə etmək daha yaxşıdır. Bununla birlikdə, iş üçün, bağlayıcılar üçün deliklər kəsərək əvvəlcədən hazırlanmış digər iş parçaları istifadə edə bilərsiniz. Son addım qazma və montaj olacaq. Polad plitələr hər iki tərəfə bir taxta boşluq ilə quraşdırılmışdır, maqnitlər yivlərdə sabitlənmişdir. Bununla əlaqədar məhsulun hazır olduğunu güman edə bilərik, təcrübədə sınaqdan keçirilməlidir.
Qaynaq üçün bir jig etmək
Qaynaq üçün əl qurğularına ehtiyacınız varsa, bir dirijorun istehsalını edə bilərsiniz. Çərçivələrdə və mürəkkəb naxışlarda istifadə olunur. Dizayn tərəflərə yerləşdirilməli olan konus formalı dayaqlara malikdir. Aralarında fırlanan bir təyyarə bağlanır. Bir neçə vida sıxacı olan tənzimlənən uzunlamasına şüalara sahib olmalıdır.
Şüa içərisində deliklər olacaq, buna görə də bütün uzunluq boyunca sıxaclar quraşdırıla bilər, bu da məhsulun ölçüsündən asılı olacaqdır. Yığılmış quruluşun eni şüaların daxil olması və onların seyreltilməsi səbəbindən düzəldilə bilər. Təsvir edilən cihazın sürüşmə mexanizmləri kiçik və böyük məhsulları qaynaq etmək üçün universal bir vasitə kimi istifadə edilə bilər. Paslanmayan poladdan istifadə etmək qərarına gəlsəniz, əməliyyat zamanı vida sıxaclarından yarana biləcək cızıqları aradan qaldırmaq vacibdir. Buna görə sonuncu dodaqlara quraşdırılmış hissə etiketləri ilə əlavə olunmalıdır. Belə bir aparat, uzun hissələrə montaj üçün lazım olan uzun boltlar və yataklar ehtiyacından yığıla bilər.

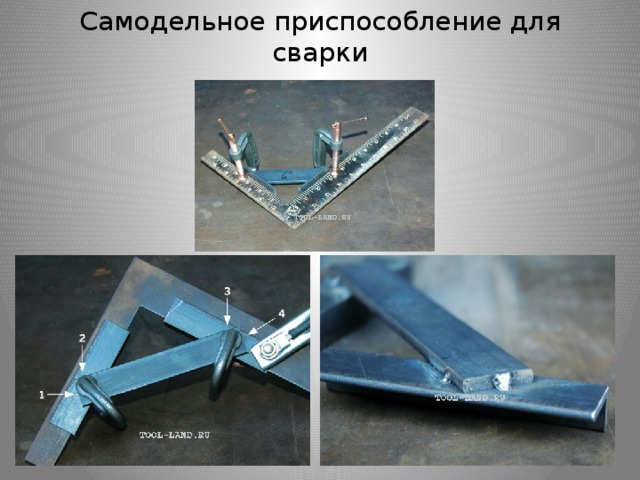
90 dərəcə qaynaq qurğusu
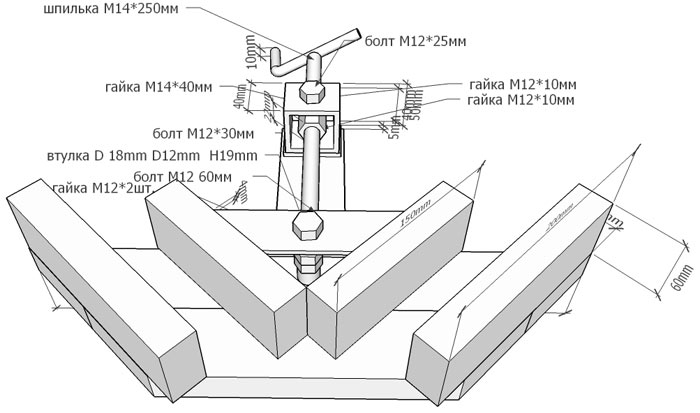
Bəzi qurğular hissələri düzgün açılarda bağlamağınız lazım olduqda problemlərin qarşısını almağa imkan verir. Quruluşun montajında \u200b\u200bmanipulyasiyalar aparmaq üçün bir metal kvadrat, boltlar, qoz-fındıq, bir kvadrat boru parçası, bir bolt, kiçik bir metal silindr, bir qazma, bir qazma, tutacaq, bir qaynaq maşını hazırlamaq lazımdır.
Bir kvadrat hazırlayarkən onun tərəfinin 20 sm olacağını nəzərə almalısınız.Qalın bir bolt seçərkən 4 sm diametrli birinə üstünlük verməlisiniz. Bir metal silindr seçərkən, bir ballpoint qələminin ölçüsü olan birini hazırlamalısınız.
İşin metodologiyası
Öz əlinizlə qaynaq etmək üçün yuxarıda göstərilən cihazın istehsalında uzunluğu 15 və 20 sm olan bir boru üzərində qaynaq etməlisiniz, boruların ucları kvadratın əks tərəflərində olması üçün onları köşələrə quraşdırmaq lazımdır. İndi köməkçi hissələr istehsalına başlaya bilərsiniz. Bunun üçün borudan P hərfi şəklində bir rəqəm hazırlanır, uzunluğu 10 sm olmalıdır.İkinci hissə eyni borulardan hazırlanır, bununla birlikdə elementlər bir isosceles trapezoid şəklində bir-birinə qaynaqlanır.
Meydanın yanlarında bir isosceles üçbucağı çalışır. Bir U şəklində bir rəqəm qaynaqlanır, içərisində mərkəzdə kiçik bir bolt üçün bir çuxur düzəldilir. 4 santimetrlik bir bolt rəqəm və kvadrat arasındakı boşluğa uyğun olmalıdır. Bir qolu ikincisinə bağlanır, bir çuxur olan bir qoz da hərəkət edə bilər. Kiçik bir silindrdə, kiçik cıvatalar üçün ip. Böyük bir boltun ucu boyunca axır. Trapezoidin diaqonallarının kəsişməsində hər iki hissədə deşiklər düzəltməlisiniz. Aralarında bir silindrik element quraşdırılacaq, içərisində ip əvvəlcədən aparılır.
Nəticə
Bu gün satışda olan qaynaq işlərini asanlaşdırmaq üçün çox sayda qurğu və cihaz tapa bilərsiniz. Onların arasında ayrı bir yer müstəqil olaraq yerinə yetirilə bilənlər tutur. Yuxarıda göstərilən məlumatları nəzərə alaraq, bu cür strukturların doğaçlama materiallarından edildiyini iddia etmək olar, başqa bir şey satın almamalısınız, buna görə səbirli olmalı və rəsm hazırlamalısınız.
Görünən sadə qaynaq işləri, bir qayda olaraq, kifayət qədər peşəkar və məsuliyyətli bir yanaşma tələb edir. Yüksək keyfiyyətli və etibarlı bir iş görməyiniz üçün xüsusi vasitələrə ehtiyacınız olacaq. Qaynaq üçün açısal bir sıxac belə bir vasitə ola bilər ki, bu da qaynaq işlərini daha asan və daha sürətli aparmağa imkan verir.
Bucaqlı bir sıxma, qaynaq zamanı işlənmiş səthləri bərkidən bir növ universal armaturdur. Belə bir armatur lazımi elementləri müəyyən bir açıda möhkəm bir şəkildə sıxır və bununla qaynaq və materialların işlənməsini daha rahat edir. Bu, hər hansı bir qaynaqçı üçün ilk vacib avadanlıqdır, onsuz məhsuldarlığa və işdəki həddən artıq narahatlığa səbəb olmadan etmək mümkün deyil. Qısqaclar müxtəlif ölçülü və formalı ola bilər. Açarsız variantlar xüsusilə əlverişli hesab olunur. Ümumiyyətlə, qaynaq işlərinin davamlı həyata keçirilməsi üçün mütəxəssislər müxtəlif konfiqurasiyalı bir sıra sıxac hazırlamağı məsləhət görürlər.
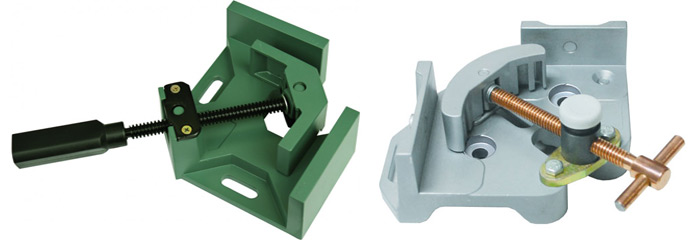
Qaynaq açı bucağı dizaynı
Qısqaclar tez-tez bir neçə versiyada mövcuddur və qaynaq üçün nəzərdə tutulmuşdur metal borular müəyyən bir açıda (30 ilə 90 dərəcə arasında). Boruların genişliyinə, sayına və qaynaq açısına görə müxtəlif formalarda edilə bilər.
İstənilən açısal qıvrımın fərqləndirici xüsusiyyətləri bunlardır:
- süngər qalınlığı - oynaqların sərtlik dərəcəsini artırmaq üçün sıxac çənələri daha qalındır. Nəticədə: qaynaq qaynaq zamanı əyilmir;
- clamping vida material - qaynaq prosesində, tez-tez yaxın səthlərdə yerləşən ərimiş metal hissəciklərinin spreyi olur. Yivli hissələrə çıxsalar, onların yapışması baş verə bilər və nəticədə kelepçe uğursuz olar. Bunun qarşısını almaq üçün, onlara mis və ya mis örtüklü vintlər quraşdırılmışdır. Mis, öz növbəsində, sıçramanın yapışmasının qarşısını alır və qaynaq qurğularının ömrünü uzadır;
- işləmə səthi - Parçaların birləşdirildiyi yerlərdə tələb olunan açılarda elektrodlarla işləmək üçün sıxac iş sahəsini artırır.

Qıvrımın özü daşınan elementdən və əsas çərçivədən ibarətdir. Hərəkət edən hissə ümumiyyətlə əlavə xüsusi sıxaclar ilə təchiz olunmuşdur - hissələrin sıxılma dərəcəsini tənzimləyən bir vida və ya qolu. Daşınan elementdən istifadə edərək alətlə çənələr arasındakı məsafəyə nəzarət olunur.
Cihaz dizaynının maksimum hərəkətliliyi səbəbiylə sıxac müxtəlif ölçülü və kəsişən materialları saxlaya bilər. Və bir neçə açısal cihazdan istifadə edərkən daha rahat və səmərəli bir qaynaq üçün hər hansı bir quruluş təşkil edə bilərsiniz. Sıxma elementlərinin əksəriyyəti maksimum diametri 390 mm olan qaynaq materialı üçün hazırlanmışdır.
Qaynaq üçün bucaqlı qısqac, işləmə zamanı əmələ gələn qısqac gücünü iş parçasına ötürməyə imkan verən T şəkilli bir qolu var. Qaynaq zamanı çuqun ştapellər hətta ən yüksək istiyə də dözə bilər.
Bucaq tipli bir kelepçe seçərkən, planlaşdırılan iş növünü nəzərə almaq lazımdır. Beləliklə, məsələn, G-sıxaclar adətən kiçik qalınlıqdakı iş parçaları düzəltmək üçün istifadə olunur. Böyük bir qalınlığa sahib metal məhsulların quraşdırılmasını həyata keçirmək lazımdırsa, tənzimlənən bir sıxışdırma elementi ilə təchiz olunmuş bucaqlı F-şəkilli sıxac istifadə etməyə dəyər.
Düz səthlə masaüstündeki atelyedə və ya qarajda otaq tipli otaqlara quraşdırıla bilər.
Do-it-özünüzü sıxışdırın
Əksər modellərdə 90 dərəcəlik standart montaj bucağı var, lakin bucağı dəyişdirmək imkanı olan qurğular da mövcuddur. Bazarda onların dəyəri daha yüksək miqyaslı bir sifarişdir, buna görə bəzən öz əllərinizlə dizayn etmək məna verir.
Bucaq tipli kelepçe dizaynında olduqca sadədir və çoxları üçün hətta evdə belə montaj etmək çətin olmayacaqdır.
Evdə hazırlanan bir sıxacın istehsalında ən optimal material dəmir hesab olunur.
Bir clampın özünü istehsalı üçün aşağıdakıları etməlisiniz.
- Quruluşun təməlini yaradın - cihazın əsasını yaratmaq üçün 8 mm-dən 10 mm-ə qədər qalınlığı olan təbəqə metaldan istifadə etmək istənir. Düzəltmə elementi istədiyiniz ölçüdə künc olacaqdır. Parçaların bərkidilməsi ən yaxşı şəkildə elektrik qaynağı ilə aparılır, çünki yivli bir bərkidici daha az etibarlı olacaqdır.
- Kelepçeyi quraşdırın - bir vida kelepçesi etmək üçün, bir-birinə qaynaqlanan 2 və ya 3 qoz-fındıq istifadə etmək tövsiyə olunur. Bu vəziyyətdə 30 mm-dən 40 mm-ə qədər qalınlığı olan mərkəzi yivli bir çubuq ilə bir mötərizə etmək daha yaxşıdır. İplərin qırılması halında dəyişdirilə bilməsi üçün boltlarla bərkidilir.
- Bir künc təşkil edin - bucaq tipli bir sıxacda xüsusi diqqət sıxışdırıcı mötərizələrin yerləşməsinə diqqət yetirilməlidir. Qaynaq edərkən künclər bir-birinə ideal şəkildə uyğun olmalıdır. Bu məqsədlə, künclərdən biri kelepçeyə qaynaqlanır, sonra ikinci künc üst-üstə qoyulur, bərkidilir və mötərizəyə qaynaqlanır.
- Baza hərəkətini yoxlayın - quruluşun yan səthləri boyunca, sıxacın daxili bazasını köçürməyə imkan verən təlimatlar quraşdırmaq lazımdır. Bunu etmək üçün, açısal cihazın bisektoru boyunca eni 8 mm-dən 10 mm-ə qədər olan bir yiv kəsin.
- Qazma delikləri - bir qoz və yuyucusu ilə bərkidilmiş bir bolt quraşdırıldığı sıxacın yuxarı hissəsində bir qazma istifadə edərək. Bir-birinə münasibətdə təməllərin hərəkəti sərbəst olmalıdır, buna görə boltdakı ipin başın üstünə gəlməməsi daha yaxşıdır. Baş da bir mötərizə ilə təməl üzərində quraşdırıla bilər.

Kıvrımın belə bir standart versiyasının istismarı zamanı, cihazın düzgün açılarda yerləşməsini məhdudlaşdırması baxımından, gec-tez iş yerində onun dar fokuslanması məsələsi yarana bilər. Bu əvvəllər sabitlənmiş elementin yerinə ayrıla bilən bir boltlu bir əlaqə yerləşdirməklə sabitlənə bilər. Bir seçim olaraq bir sıxışdırıcı tənzimləmə vidası quraşdırıla bilər, bunun sayəsində sonrakı fiksasiyası ilə istədiyiniz bucağı seçmək mümkündür.
Yuxarıda göstərilənlərin hamısını nəzərə alaraq yadda saxlamalıyıq ki, peşəkar bir qaynaq birləşməsi əldə etmək üçün işi asanlaşdırmaq və qoşulmamaq və uyğun olmamağın qarşısını almaq üçün yüksək keyfiyyətli bir vasitə lazımdır.
Dərs mövzusu: montaj - qaynaq qurğuları Dərsin məqsədi: montaj - qaynaq cihazlarının növləri, cihazları və məqsədlərinin öyrənilməsi
Montaj və qaynaq cihazlarının əsas növləri
Bütün montaj və qaynaq cihazlarını iki əsas növə bölmək olar: quraşdırma və fiksasiya. Bu funksiyaların hər ikisini birləşdirən xüsusilə rahat mexanizmlərdir.

Tənzimləmə cihazları . Quraşdırma qurğuları hissəni istədiyiniz vəziyyətdə - tam hazır məhsulda olacaq şəkildə quraşdırmaq üçün hazırlanmışdır.

Kvadratlar hissələri bir-birinə müəyyən bir (90 °, 60 °, 30 °, 45 °) bucaq altında quraşdırmaq üçün xidmət edin. Bucaqlar istifadə üçün rahatdır, kənarları dönərlidir və aralarındakı istənilən bucağı təyin etməyə imkan verir.


Vurğulamaq hissələrin təməl səthlərdə düzəldilməsinə xidmət edir və daimi, çıxarıla bilən və ya qatlanmış ola bilər (vurma, dönmə). Adətən adi plitələr və ya çubuqlar olan daimi dayanacaqlar qaynaqlanır və ya bazaya vidalanır. Çıxarılan və ya əyilmə dayanacaqları hissədə daimi olması struktur olaraq qəbuledilməz olduqda təyin edilir.

Nümunələr montaj zamanı quraşdırılmış hissələri bu bölmənin digər hissələrinə və ya məhsulun hər hansı bir dəstək konturu boyunca düzəltmək üçün hazırlanmışdır. Bu vəziyyətdə məhsul özü cihazın dəstəkləyici elementidir.
Bərkitmə cihazları .
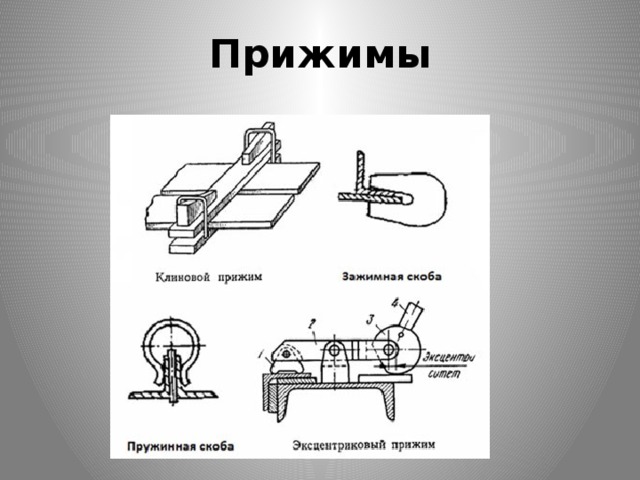
Düzəldici qaynaq qurğularından istifadə edərək, hissələri soyuduqdan sonra təsadüfən yerdəyişmələrinin və ya deformasiyasının qarşısını almaq üçün istədikləri yerə quraşdırıldıqdan sonra möhkəm sabitlənir. Düzəltmə qurğulara qısqaclar, qısqaclar, sıxaclar, bağlar, arakəsmələr daxildir.

Demək olar ki, hər hansı bir metal işdə istifadə olunan universal bir vasitə. Qaynaqçı üçün, ilk növbədə, mümkün olduqda yalnız həddən artıq narahatlıq və məhsuldarlığa zərər verə bilən bir vasitədir









Spacers yığılmış hissələrin kənarlarını hizalamağa, hissələrə istədiyiniz forma verməyə, yerli qüsurları düzəltməyə imkan verir.






Maqnit meydanları. Onların köməyi ilə təbəqə hissələrini, çərçivə quruluşlarını, çarxları və s. İstədiyiniz açıya bağlamaq çox rahatdır.


Qıvrımlar. Bunlar qaynaqlanmış hissənin bütün armatura nisbətini təyin edən elementlərdir
Ciblər (a),
Dayanacaqlar: daimi (b), çıxarıla bilən (c) və qatlama (g);
Quraşdırma barmaqları və sancaqlar: daimi (e), çıxarıla bilən (e); prizmalar sərt və tənzimlənən (g) və naxışlar (h).

Qapaq sıxacı
Rəf 1-nin oxunda 2, bir qol qolu 5 və arka keçid 4 var, güc qolu 5 üzərində işləyir. İş parçası 6 dayaqla bağlanır.

Pnevmatik sıxaclar mexaniki olanlarla müqayisədə, sürət, bir sıra sıxacların bir yerdən idarə olunması, sıxılmış havanı tutan sıxışdırıcılara vermək imkanı da daxil olmaqla bir sıra əhəmiyyətli üstünlüklərə malikdir fərqli mövqe kosmosda və s. Pnevmatik sıxac müəyyən bir elastikliyə malikdir, bu da qaynaqlanmış hissələrin deformasiyasını kompensasiya edir.

Maqnetik sıxaclar sürət, sadəlik və manevr qabiliyyəti ilə fərqlənir. Onlar kənarları hizalamaq və flux padına qarşı basmaq üçün istifadə olunur
a bir maqnitin ümumi görünüşüdür; 1 - maqnit gövdəsi; 2 - əsas; 3 - alt; 4 - dolama; 5 - keçid; bd - tətbiq nümunələri; 6 - mötərizə; 7 - elektromaqnit stendi; 8 - vurğu; 9 - vida sıxacı

Hidravlik cihazdakı kliplər. Belə sıxaclar mövcuddur, lakin nadir hallarda istifadə olunur, belə sıxacların sıxıcı qüvvəsi 500 kq-dan çoxdur. kvadrat metrə.

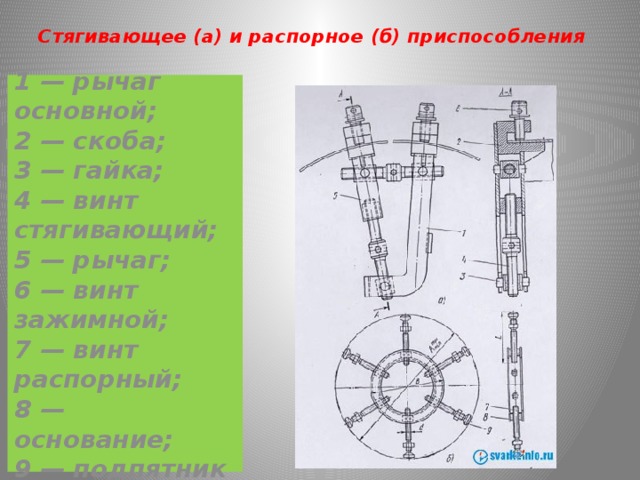
Möhkəmləndirici (a) və spacer (b) cihazları
1 - əsas qol; 2 - mötərizə; 3 - bir qoz; 4 - bərkidici vida; 5 - qol; 6 - sıxıcı vida; 7 - boşluq vidası; 8 - baza; 9 - bükmə daşıyıcısı



Hər bir qaynaqçı keyfiyyətli iş üçün bunun üçün düzgün hazırlaşmağın lazım olduğunu bilir. Müxtəlif qaynaq qurğuları həm quruluşun, həm də ayrı hissələrin düzgün qurulmasına və etibarlı olmasına kömək edəcəkdir. İşinizin son keyfiyyəti birbaşa bundan asılıdır. Hazır cihazları götürmək həmişə mümkün olmur və ya indi haradasa görünməkdənsə özünüzü düzəltmək və ya düzəltmək daha asandır.
- Quraşdırma;
- Bərkitmə.
Quraşdırma aləti hissələri son işlərdə olacaqları vəziyyətdə eyni şəkildə yerləşdirmək üçün nəzərdə tutulmuşdur. Funksiyaları və dizaynından asılı olaraq, dayanacaqlar, açılar, prizmalar, naxışlar bölünür.
Düzəldici qurğular təsadüfi sürüşmələrə və ya deformasiyalara yol verilməyən hissələri istədiyi vəziyyətdə düzəltmək üçün hazırlanmışdır. Bu cür cihazlara sıxaclar, qısqaclar, sıxaclar, bağlar və arakəsmələr daxildir.
Özün et
Qaynaq işləri zamanı sənətkarın istifadə etdiyi bəzi vasitələr çox vaxt pozulur və ya səhv işləyir. Bəli, çox şey mağazada satın alına bilər, ancaq bəzən özünüz və xüsusən ehtiyacınız olanı etmək daha asandır.
Elektrod sahibləri
Bir evdə hazırlanan elektrod tutucusu etmək üçün, səkkiz millimetr diametrində üç santimetr diametrli üç tel götürməlisiniz. İkisini yan tərəfə bükün (bir çəngəl kimi görünəcək) ki, telin hissələri əks istiqamətlərə (sol və sağ) yönəldilsin. Aralarında metal çubuqla əlaqədən yuxarıya qədər əyilmiş qalan tel olmalıdır, uzunluğunun təxminən 0,5-ə qədər. Əvvəlcə yan hissələr qaynaqla tutulur, bundan sonra mərkəzi hissə tətbiq olunur, sonra hər şey nəhayət qaynaqlanır. Telin əlavə bir sarımını əlavə etməyiniz lazım ola bilər, bu da onu həddindən artıq istiləşmədən qoruyacaqdır.
Qıvrımlar
Kelepçe sabitleyici bir cihazdır. Onları özünüz etmək ehtiyacı, mağazalarda satılan bu modellərin kifayət qədər gücü səbəb ola bilər. Məsələn, ikiod və ya digər metal əşyalar qaynaq edərkən kifayət qədər güclü sıxaclar lazımdır. Mağaza modelləri lazımi yükə dözə bilməz.
İstehsal üçün sizə lazım olacaq:
- 10 mm qalınlığında polad təbəqə;
- Üç fındıq;
- Böyük diametrli yuyucular;
- Fındıq ölçüsünə görə xarici iplə boru çəkin.
İstehsal prosesi:
- 50 sm və 4 sm tərəfləri olan bir polad təbəqənin bir zolağını kəsin;
- 25 sm uzunluğunda statik tutma üçün bir zolaq kəsin;
- 10 sm uzunluğunda bir mobil çubuğu kəsin;
- Səyyar hissəni bərkidmək üçün iki 5 sm iki düzbucaqlı kəsin;
- Qıvrımın statik hissəsini dəstəkləmək üçün hissəni kəsin (1);
- Köməkçi hissəni sıxac bazasına qaynaqlayın. Aralarında G hərfi meydana gətirməlidirlər;
- Parçanı qısa bir kənarda qaynaqlayın (1);
- Bir-birinizlə üç fındıq qaynaqlayın;
- Bir-biri ilə qaynaq yuyucuları;
- Fındıq kənarını daşınan hissə ilə qaynaqlayın ki, vida içərisindəki çubuq, qısqacın əsasına paralel olaraq işləsin;
- Lazım gələrsə, milə bir sap yapışdırıla bilər, üstündə bir qoz ilə sabitlənmişdir;
- Parçaları xarici kənarından qaynaqlayın;
- Kelepçənin hissələri arasında yerləşdirin;
- Bir çubuq bağlayaraq hissələrin daxili kənarı boyunca qaynaq;
- Çubuqun kənarında qaynaq yuyucuları.
Montaj üçün, varsa, jurnal sıxacından olan çubuğu istifadə edə bilərsiniz.
Düzgün bir açı kimi bir qisim, sonrakı qaynaq üçün hissələri təmin edir. Bununla birlikdə məhsulun hissələri həmişə birbaşa yerləşməməlidir. Bəzən bir açı ilə. Qaynaqçının arsenalındakı bu kimi məqamlarda bucaqlı bir sıxac olmalıdır. Mağazalarda satılır, amma eyni mənfi cəhətləri var. Özünüzü düzgün açılarda qaynaq üçün bir vasitə edə bilərsiniz. Materiallar dəsti adi sıxaclar, üstəgəl qoz-fındıq və döngə ilə eynidır.

İstehlak edilməyən elektrod qaynağı
Metal telləri, bükmələri və ya termojuftların istehsalını birləşdirən bir cihaz tez-tez öz əlləri ilə müstəqil olaraq hazırlanır. Ancaq unutmamalıyıq ki, mağazada satın alınan hazır məhsulun qiyməti, əgər satın alsanız, bütün komponentlərin ümumi miqdarından aşağı ola bilər. Bununla birlikdə, bir qayda olaraq, hissələri də sökülmə yerlərində tapıla bilər və bəlkə də köhnə avadanlıqları sökməklə əldə etmək olar.
Cihazın istehsalı üçün 20-50 V üçün bir transformatora ehtiyacınız olacaq, birləşdirən məftillər dörd hissədən ibarətdir (ikisi birləşdirmək üçün, elektrodun bağlanması və şəbəkəyə qoşulmaq üçün). Elektrod, qələmdən çubuğu çıxararaq asanlıqla əldə edilə bilən qrafit ola bilər. Bunun üçün uyğunlaşa biləcəyiniz hər şey sahibi roluna uyğundur.
Bu cür cihazların montajı standart sxemə əsasən aparılır, müxtəlif mənbələrdə asanlıqla tapıla bilər və bir qayda olaraq bütün bunların tellərin düzgün bağlanması və qablaşdırılmasından ibarətdir.
Əsaslandırma
Evdə hazırlanan qaynaq qurğuları üçün seçimlər real işdə praktik tətbiqlər edə bilər və tətbiq edə bilər. Bununla birlikdə, özünə yığılmış bərkidici mexanizmlər və ya digər cihazların istehsalının məqsədəuyğunluğunu unutmamalıyıq. Nə əldə etmək istədiyinizi dəqiq başa düşməlisiniz: artan gücü, daha yüksək möhkəmlik və ya ən uyğun variantı etmək.
Armatur tez keyfiyyətli iş görməyə imkan verir. Bir alət düzəltmək və ya düzəltmək nə qədər rahatdırsa, tələb olunan iş keyfiyyətinə daha sürətli nail olacaqsınız.
Yığılacaq quruluş növündən asılı olaraq, qaynaqçı ölçülü dözümlülüyü daim izləməlidir. Buraya daxildir: diaqonalların bərabərliyini, oxlar (çarxlar) arasındakı məsafəni, uzununa və eninə düzənləri, əsas perimetrə daxil olmayan fərdi elementlərin açılarını müşahidə etmək. Bu göstəricilərdən birini qaçırsanız, dizayn qüsurlu olacaq və məhsul yenidən dəyişdirilməlidir. Tez, vahid bir iş üçün, quruluşun əvvəlcədən qurulmuş ölçülərə riayət edilməklə sabitlənməsini təmin edən praktik qaynaq qurğuları yaradılmışdır. Bu, bütün prosesi optimallaşdırır və qısa müddətdə daha keyfiyyətli məhsul istehsal etməyə imkan verir.
Konduktorlar, dəsmal relslərinin, saxta elementlərin mürəkkəb naxışlarının və sənaye seyflərindən qapıları olan çərçivələrin istehsalında istifadə olunan montaj və qaynaq cihazlarıdır.
Metal quruluşda tərəflərdə dönüşlü bir təyyarə sabitlənmiş iki konus formalı dayaq var. Sonuncu, bir sıra vida sıxacları olan tənzimlənən uzunlamasına şüalar var. Şüalardakı çoxsaylı deliklər səbəbindən, məhsulun ölçüsündən asılı olaraq, bütün uzunluq boyunca sıxaclar quraşdırıla bilər. Boşanma və ya şüaların özlərini azaltması sayəsində yığılmış quruluşun eni tənzimlənir.

Qaynaq üçün keçiricilər sayəsində məhsulun tərəfləri, uzununa və eninə təyyarə arasındakı məsafə dərhal məruz qalır və tutulur. Yalnız diaqonal qaynaqçı tərəfindən yoxlanılır və işə başlaya bilərsiniz. Cihaz fırlanır, buna görə həm xarici, həm də daxili tikişlərin qaynağına asanlıqla giriş var. Fırlanma zamanı əyilməni düzəltmək üçün, təyyarənin bir tərəfində çoxsaylı deliklər olan bir dairə istifadə olunur. Buna vurğu daxil edilmişdir. Daha mürəkkəb mexanizmlərdə elektrik mühərriki və sürət qutusu var.
Jig'in sürüşmə mexanizmi onu böyük və kiçik məhsulların qaynağı üçün universal bir vasitə kimi istifadə etməyə imkan verir. İlə işləyərkən paslanmayan çeliklərVida sıxaclarından cızılmaların qarşısını almaq üçün sonuncular dodaqlara hiss etiketlərlə verilir və kütlə birbaşa məhsula yayılır. Belə bir dirijor aparatı profil borusunun özündən yığıla bilər. Hərəkət olunan hissələri təmin etmək üçün rulmanlara və uzun boltlara ehtiyacınız olacaq.
Nümunələr
Doğru açılar üçün daha sadə qurğular düz bir müstəvidə şablon şəklində quraşdırılmışdır. Gələcək məhsulların dəqiq bucağı əvvəlcədən müəyyənləşdirilir. Bu dayanacaqları qaynaq etməklə, küncün hər tərəfində iki ədəd. Qaynaqlanacaq element şablonda qoyulur, dayaqlar və qaynaq edilir.
Şablonların "inkişaf etmiş" versiyalarında qaynaqlanmış quruluşun çıxarılmasını asanlaşdıran qatlama dayaqları var. Məhsulun yüksək temperaturun təsirinə məruz qalmaması üçün qaynaq qövsü, bir tərəfdə dayanmaq yerinə, şablonda tərəfləri möhkəm bir şəkildə düzəldən və yuxarı qalmalarına mane olan vintli sıxaclar əlavə olunur. Qaynaqdan sonra vintlər gevşetilir və quruluş sərbəst şəkildə çıxarılır. Beləliklə, bir açılı profil borularında, rəflərin müxtəlif genişliklərində olan künclərdə qaynaq edə bilərsiniz. Qapı və qapılarda çərçivə istehsalında rahatdır.
Mərkəzləşdiricilər
Məclis çox qaynaq deyil. Bu cür detallarla işləməyin əsas xüsusiyyəti tərəflərin uyğunlaşmasını təmin etməkdir. Fərq 1,5 mm-dən çox olarsa, çılpaq gözlə nəzərə çarpacaqdır. Estetikanın vacib olduğu kritik məhsullarda bu yolverilməzdir.

Mərkəzləşdiricilər qaynaqlanmış tərəfləri bir-birinə yaxınlaşdırır, onları ya əsasən yuxarı və aşağı hissələr, ya da bütün dairə boyunca uyğunlaşdırır. Bunlar vintlərdir, boruları hər tərəfə çatır və sıxılır - yarımdairəvi ayaqları ilə. Avadanlıq mərkəzində boru və qaynaq edilir. Bundan sonra cihaz çıxarılır.
Maqnetik ixtiralar
Məhsulun tərəflərini istədiyiniz vəziyyətdə qurmaq çox asandır. Ən sadə bir maqnit kvadratdır. Cazibə qüvvəsinə görə məhsulun iki hissəsini sərt şəkildə düzəldir və aralarında 90 dərəcə bir açı qoyur. Daha fərqli bir dərəcənin təyin olunduğu cihazın daha universal versiyaları var. Beləliklə, tərəfləri kəskin və maneə açılarında qaynaq edə bilərsiniz.

Daha çox yönlü maqnit tezlik ixtiraları bir metal element tutmağa və onu səthin hər iki tərəfinə yapışdırmağa imkan verir. Üçüncü əl çatmadığı zaman bu çox kömək edir, ancaq kömək edəcək heç kim yoxdur. Bənzər bir işləmə ilə qaynaq üçün evdə hazırlanan bir armatur, bir mıknatısın bağlandığı 30 x 30 mm metal iki kvadratdan hazırlana bilər. Kvadratlarda "qulaqlar" qaynaqlanır, buna boltlu bağlantı vasitəsilə iki və ya daha çox "dirsəklər" bağlana bilər (divarın qalınlığı 3 mm olan metal zolaqlar və ölçüləri 100 x 20 mm). Belə bir ixtira istədiyiniz kimi əyilmiş və bükülə bilər. Bir tərəfdən əsas məhsula yapışacaq, digər tərəfdən qaynaqlı elementi tutub saxlayın.
Sıxma və sürüşmə cihazları
Qaynaq üçün qurğular arasında fiksasiya, qarışdırma və ya qaynaq üçün hissələrin ayrılmasını təmin edən çox sayda köməkçi var. Budur əsas olanlar.
Qısqac
Bu, C şəkilli bir çərçivədir, onun ucunda məhsulu tutmaq üçün "dodaq", digərində hərəkətli vurğu var. Bu cihaz, məhsulun ümumi müstəvisinə uyğun olaraq təbəqələri bazaya yapışdırmaq üçün istifadə olunur. Diqqəti vida və ya dişli çarxındakı cam mexanizmi üzərində hərəkət edir. Sonuncu seçim daha praktikdir, çünki quruluşun müxtəlif qalınlıqları altında sürüşməyə vaxt qənaət edir. Farenks (C-çərçivə ölçüsü) qaynaq olunan materialların ölçülərindən asılı olaraq kiçik və böyük ola bilər.
Meydan
Aralarında 90 dərəcəni təyin etməyə kömək edən ən asan element profil boruları - bu bir kvadratdır. 90 dərəcə sürətli quraşdırma tələb olunan və mövqeyi düzəltməyi tələb edən manipulyasiyalar mütəmadi aparılırsa, onda DIY qaynaq üçün sadə bir dizayn edə bilərsiniz. İki sıxac lazımdır, sabit "dodaqları" aşağıdan metal bir şeridə qaynaqlanır. Şeridin yuxarı hissəsinə iki kiçik künc bağlanır. Bucaqdan istifadə edərək istədiyiniz dərəcəni təyin edin və onlar qaşınır. Bu vurğu. Küncləri bir-birinə yaxınlaşdırmaq lazım deyil ki, giriş qalır fileto tikişi gələcək məhsullar haqqında.
Spacers
Quruluşun sarkma tərəflərini sıxmaq üçün bursting cihazları istifadə olunur. Bu, təyyarədə dalaşan yan təbəqələrin kənarları və ya böyük tutumlu birləşmənin batmış tərəfi ola bilər. Kenarları bir müstəviyə gətirmək üçün bir silindr istifadə olunur, içərisində böyük bir ip kəsilir. Böyük boltlar onun kənarlarına vidalanmışdır və şapkalarında məhsulun içərisinə uyğun bir şəkildə sabit dayanacaqlar (tankın hətta divarları varsa, onda dayanacaqlar düzdür, əgər tankın divarları yuvarlaqdırsa, dayanacaqlar yuvarlaqlaşdırılır). Silindrdə qolu və fırlanma üçün bir neçə deşik var. Bu vəziyyətdə, cıvatalar açılmır və cihazın ümumi uzunluğu artır. Bu sarkma tərəfini istədiyiniz səviyyəyə itələyir. Spacer uzunluğu kifayət deyilsə, dayanacaqların birinin altına bir taxta bir yer qoyulur.
Qıvrımlar
Bəzən çox tez işləməlisən və məhsulu sıxaclarla basdırmağa vaxt yoxdur. Qaynaqlanacaq hissələrin qalınlığı azdırsa, sıxaclar istifadə edilə bilər. Bunlar hər iki yarısını cəlb edən bir yay olan kiçik pençələrdir. Bu cür cihazların "dodaqları" geniş məhsullar üçün xüsusi və ya əyri ola bilər. İş genişliyini tənzimləmək üçün kiçik bir sıra var, lakin sıxaclardan fərqli olaraq, onlar bir saniyədə qurulur.
Parça
Böyük boşluq olmadan bişirmək üçün tərəfləri ortaq xətt boyunca gətirmək tələb olunduqda, bağları istifadə edin. Düz məhsullar halında, bunlar bir-birinin əksinə tutulan və qozu bərkidərək uzun bir bolt ilə tərəfləri birləşdirən delikləri olan iki künc ola bilər. Cihaz, boltun uzun bir ipi (başın altında) olduqda, özünün məhdudlaşdırıcı təsirini tamamilə dərk edəcək. Dizaynda tuta biləcəyiniz tərəflər varsa, qaynaq küncləri əvəzinə yuxarıdakı delikli çəngəllər istifadə olunur.
Müxtəlif aksesuarlar qaynaq prosesini xeyli asanlaşdırır və sürətləndirir. Bu elementləri özünüz etməklə müəyyən qədər pula qənaət edə bilərsiniz.

