Metrik ipin ölçüləri və dəyərlər cədvəli mürəkkəb riyazi hesablamalara müraciət etmədən yüksək keyfiyyətli kəsmə aparmağa imkan verir. Cədvəldə çuxurların diametri, tətbiq olunan meydança, qazma və s. İlə bağlı lazımi məlumatlar verilir. Bütün parametrlər standartdır, bu da öz əlinizlə yüksək keyfiyyətli və etibarlı yivli bir əlaqə əldə etməyə imkan verir.

Şəkil metrik ip masası
- Bağlayıcıların böyük əksəriyyəti ölkəmizdəki metrik iplərə əsaslanır;
- Metrik ipin üçbucaqlı profilinin açısı 60 dərəcədir;
- Bütün ölçülər millimetrlə göstərilir;
- Metrik kəsmə böyük və kiçik addımlar olan məhsullara bölünür;
- Böyük bir meydança 1-68 mm diametrlər üçün, kiçik bir meydança isə 1-600 mm diametrlər üçün uyğundur;
- Zərbə yükünə məruz qalan oynaqlarda geniş miqyaslı kəsmə istifadə olunur;
- İncə yivli iplər nazik divarlı hissələr üçün və oynaqları möhkəm etmək üçün uyğundur;
- Kiçik iplik kəsmə quraşdırma və tənzimləmə bərkidicilərində geniş yayılmışdır. Bunun səbəbi, onların köməyi ilə parametrləri yüksək dəqiqliklə tənzimləmək asandır;
- Bütün müasir maşınlar yalnız metrik kəsiklərdən istifadə etməklə hazırlanmışdır.
Xüsusiyyətləri və təyinatları
Əsas ölçülər cədvəlinin fotoşəkili
Metrik, düym, boru kəsmə var. Onların hər biri bir neçə meyara görə təsnif edilir:
- Dönüşlərin istiqaməti sola və sağa;
- Profil şəkli - dəyirmi, davamlı, üçbucaqlı və s.;
- Yer - xarici, daxili;
- Səthin və funksiyanın təbiəti - düym, metrik, konik və s.;
- Girişlərin sayı bir girişli və çox girişlidir.
Eyni zamanda, düym və boru kəsmə metrik qədər yaygın deyil. Bu baxımdan bir düym buraxaraq və boru ipləri, və metrikanı daha ətraflı nəzərdən keçirin.
Mövzu iki əsas xüsusiyyətə malikdir.
- Nominal diametr Bunlara notlarda istifadə olunan şərti ölçülər deyilir. Nominal diametri bir-birinə bərabər olan qoz və boltun xarici diametrinə bərabərdir.
- Mövzunun ipi. İp sahəsinin ölçüləri eyni müstəvidə yerləşən ən yaxın profillərin iki eyni nöqtəsi arasındakı məsafəyə bərabərdir. Tərif olduqca mürəkkəbdir, amma praktikada bu ölçüləri tapmaq çox sadədir. Ölçüləri müəyyənləşdirmək üçün, nüvəsində yüksək sıxlıqlı bir vərəqə bir bolt gəzdirməlisiniz və yaxınlıqdakı yivlər arasında hansı addımın olduğunu ölçməlisiniz. Bu bir addımdır. Bu cür ölçüləri bu şəkildə təyin etmək yüksək dəqiqlikli bir metod deyil. Ancaq ölçülərin düzgün hesablandığına əmin olmaq üçün xüsusi bir masa var. Bu cədvəl, hesablamalarınızla yoxlamağa və ya ölçmə və riyazi hesablamalara müraciət etmədən tələb olunan parametrləri təyin etməyə imkan verir.
Inch, boru və metrik kəsiklərimiz müəyyən ölçülərə və digər parametrlərə malikdir. Cədvəl çox sayda lazımsız suallara səbəb olmadığı üçün içərisində təqdim olunan notların bütün nüansları haqqında danışmağa çalışacağıq.
Məktublar və nömrələr ipləri göstərmək üçün istifadə olunur. Bir nümunə olaraq M40 ip. Burada:
- M hərfi kəsmə növü deməkdir. M metrikdir. Bir qarış, bir boru deyil. Burada hər şey çox aydındır;
- 40 nominal diametrdir. Məktubdan sonrakı rəqəm ipin nominal diametrlərini göstərir. Bizim vəziyyətimizdə 40 mm-dir;
- İplik meydançası böyükdürsə, bu təyinatda göstərilmir. GOST-a uyğun olaraq təyin edilə bilər.
Alternativ olaraq, kiçik bir addım ilə bir nümunə nəzərdən keçirin - M30x2.
- Burada vəziyyət çaplarda da eynidir - bu rəqəm 30;
- Metrik kəsmə, M hərfinin bizə verdiyi şey;
- 2, meydançanın 2 millimetr olduğunu bildirir.
Və bir neçə vacib məqam.
- Bir ip müxtəlif addımlara sahib ola bilər və sol və ya sağ əlli ola bilər.
- Təyin olunan əllərdə sağ iplik göstərilməyib.
- M20 LH kimi bir şey görsəniz, bu ipin sol istiqamətini göstərir.
- Ziyarətlərin sayı. Bir iplik üçün nömrə göstərilmir, çünki həmişə olur 1. Əgər çox iplikdirsə, təyinat bu kimi bir şeyə bənzəyir - M30x3 (P2). Burada mötərizədə ip sütunu, 2 ədəd isə giriş sayını göstərir.
Seçim vurun
Kran gələcəyin daxili kəsilməsi ilə işləyən əsas vasitədir yivli bağlantılar. Çünki etmək müxtəlif növlər müəyyən bir addım ilə iplər, tapşırıqları başa çatdırmaq üçün bir kranı düzgün seçmək lazımdır.
- Əvvəla, usta planlaşdırılan ip üçün uyğun olan tap növünü seçməlidir. Bizim vəziyyətimizdə, metrik kəsmə üçün musluklar haqqında danışırıq;
- Bundan sonra məqsəd müəyyənləşdirilir - addım, tolerantlıq, profil forması;
- Dəqiqlik sinifindən asılı olaraq usta bir kranla etmək mümkün olub-olmadığını və ya bir dəst almaq lazım olan əməliyyatı - qaralama və son kranı;
- Kəsmə aparıldığı material. İpin düzəldildiyi əsas material metaldır. Eyni zamanda, gücü baxımından fərqli ola bilər, bu da kran xüsusiyyətlərinin seçilməsini birbaşa müəyyənləşdirir;
- Dişlərin kəskinləşməsinin ön bucağı. Hər metal növü üçün müəyyən bir dəyər var. Poladdırsa, bucaq 5 ilə 10 dərəcədir, mis üçün - 0 ilə 5 dərəcə, alüminiumda isə 25 ilə 30 dərəcədir;
- Musluklar adi hazırlana bilər, yüksək davamlı polad və ya adi metaldan, lakin artan gücü satanlarla. Sonuncu seçim kranlar istehsalının maya dəyərini azaltmağa, lakin yüksək etibarlılığını qorumağa imkan verir;
- Bir kran seçməyin açarı çuxurun diametridir. Daxili iplərin kəsilməsi həyata keçirilməlidir;
- Bu vəziyyətdə, alətin diametri çuxurun diametrindən bir qədər kiçik olmalıdır. M20 tipli bir Metr tipli bir iplik tələb edirsinizsə, yəni tapın diametri 20 mm-dirsə, o zaman çuxurun diametri 19 mm olacaqdır. Bütün lazımi parametrlər xüsusi standart bir masa ilə müəyyən edilir;
- İpin xüsusi tələbləri yoxdursa, cədvəldə göstərilən standart addım tətbiq olunur.
Dilimləmə nüansları
Lazımi ipin diametrləri və digər parametrləri müəyyən edildikdə və kran özü seçildikdə, bir kəsmə əməliyyatı aparılmalıdır.
- Kəsmə aparıldığı iş parçası bir vitse-yə sabitlənir.
- Çuxurun oxu masaüstünə nisbətən mümkün qədər dik olaraq yerləşdirilməlidir.
- Müsbət yaxanın yuvasına quraşdırılıb, şaquli bir vəziyyətdə iş parçasının deşik altındakı çamferə daxil olur.
- İki əl ilə usta düyməni tutur, kranı hissəyə basaraq saat yönünde dönər.
- Alət bir az təzyiqlə yumşaq, hamar və bərabər şəkildə dönülməlidir.
- İki tam növbə edilir, bundan sonra yarım növbə əksinə, saat yönünün əksinə aparılır.
- İpin istehsalı prosesində alət mütləq soyudulur. Alüminiumdursa, kerosin istifadə olunur, turpentin mis üçün soyuducu və polad məhsulları üçün bir emulsiya rolunu oynayır. Çuqun və bürüncün soyutmasına ehtiyac yoxdur.
- Daxili ip bir sıra musluklar tərəfindən həyata keçirilir.
- Əvvəlcə kobud bir vasitə, sonra orta vasitə istifadə olunur və bitirmə işləri tamamlanır. Kranlardan birini istisna etməklə, kəsmə prosesini sürətləndirməyəcəksiniz, amma ipin özü keyfiyyət baxımından daha pis olacaq.
Çalışın metrik kəsmə Müvafiq vasitələrdən istifadə etsəniz və ixtisaslaşdırılmış masaların standart parametrlərinə etibar etsəniz çətin deyil.
Yivli çuxurların diametrləri cədvəli
Mövzu xarici (xarici ip) və daxili (daxili ip) silindrik və ya konik səthdə düzəldilmiş daimi kəsişmədən ibarət olan vintli bir yivi təmsil edir. Parçaları bir-birinə bağlamaq üçün, həm də fırlanma hərəkətini tərcümə və ya əksinə, mexanizm və maşınlarda çevirmək üçün istifadə olunur.
Mövzu bir helix (ip) tərəfindən formalaşan və ya iki və ya daha çox xətt ilə formalaşan tək başlanğıc var.
Döngə istiqamətində ip sağa və sola bölünür.
Ölçü sistemindən asılı olaraq ip metrik, düym, boru var.
Metrik olaraq oyma üçbucaqlı profilin açısı 60 °, xarici, orta və daxili diametrlər və meydança ip millimetrlə ifadə olunur. Böyük bir meydança olan metrik iplər, xarici diametrini millimetrlə ifadə edən bir məktub və bir sıra ilə göstərilir: M10, M16 və s. Göstərmək ip kiçik bir addım ilə (döngələr arasındakı məsafə) bu məlumatlara addım ifadə edən bir sıra əlavə olunur ip millimetrdə: M6 × 0.6, M20 × 1.5 və s.
Düym oyma üçbucaqlı profilin bucağı 55 °, ip diametri düymlərlə (1 düym \u003d 2.54 sm), meydança isə bir qarışdakı iplərin sayına bərabərdir.
Təyinat nümunəsi: 1 1/4 ″ (xarici diametr ip düym).
Boru ip düym ölçüsü ilə fərqlənir ki, ilkin ölçüsü xarici diametri deyil, xarici səthində kəsilmiş boru çuxurunun diametri ip.
Təyinat nümunəsi: 3/4 ″ boru. (ədədlər borunun daxili diametrini düym ilə göstərir).
Kəsmə ip qazma, torna və xüsusi iplik kəsmə (profil toxuma) maşınlarda, həmçinin əl ilə aparılır. Metalların əl ilə işlənməsində, daxili ip musluklarla, xarici isə ölür.
Müvafiq olaraq, kəsimin profilindən asılı olaraq ip kranlar üç növə bölünür: metrik, düym və boru üçün.
Əllə (çilingir) taplar ümumiyyətlə üç və ya iki hissədən ibarət bir dəstdə aparılır. Birinci və ikinci kranlar ip əvvəlcədən kəsilmiş, üçüncüsü isə son ölçü və forma verir Adətən dəstin hər tapının sayı quyruqdakı naxışların sayı ilə qeyd olunur. İki krandan ibarət dəstlər var: ilkin (qaralama) və ədalətli. Birinci və ikinci. Musluklar yüksək gücü karbon və lehimli poladdan hazırlanır.
Xarici tərəfi kəsmək üçün hazırlanmış ölürlər və ya üzlüklər ip, dizayndan asılı olaraq, dəyirmi və prizmatik (sürüşmə) bölünür.
İpləri kəsərkən dəyirmi dirəklər xüsusi bir vida - qol tutucuda sabitlənir.
Daxili iplik
İçəri kəsmək üçün ip əvvəlcə bir kran ilə bir çuxur hazırlanır. Qazma tələb olunan daxili diametrdən bir qədər böyük diametr götürür ip: əgər bu diametrlər bərabərdirsə, kəsmə zamanı ekstrüde edilmiş material alətin dişlərinə güclü basacaqdır. Nəticədə dişlər qızdırılır və metal hissəciklər onlara yapışır, ip cırılmış qaşıqlarla (iplər) çıxacaq, halbuki kran qopa bilər.
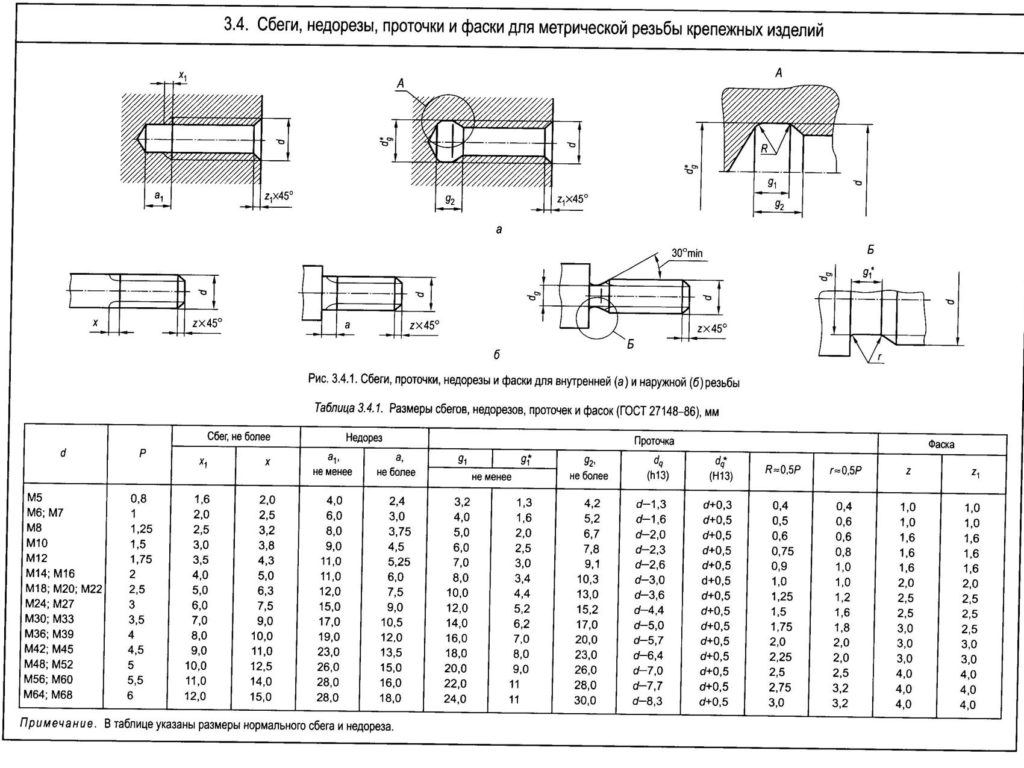
Şəkildə içərinin kəsilməsi göstərilir ip:
a - kran, b - kəsmə ip.
Dizaynı vurun
1 - suqəbuledici hissə;
2 - kalibrləmə hissəsi;
3 - çip yivi;
4 - qarmaq;
5 kvadratdır.

Aşağıdakı rəqəm xarici görünüşü göstərir ip:
a - yuvarlaq ölmək, b - prizmatik (sürüşmə) ölmək, c - kəsmə ip.
Əsas təyinatlar:
d1 - daxili diametr ip boltlar.
D2 - orta diametr ip boltlar.
D1 - daxili diametr ip qoz-fındıq.
D2 - orta diametr ip qoz-fındıq.
P - addım ip.
H1 - profil hündürlüyü.
d deşiklər - kəsmə üçün çuxurun diametri ip.
Altındakı çuxurun diametrini hesablamamaq üçün
ip, cədvəldən istifadə edə bilərsiniz.
| Dəyirmi diametri mm | D 2 \u003d d 2 mm-də | D 1 \u003d d 1 mm-də | P mm ilə | H 1 mm-də | d deşiklər mm-də |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (İSO 261
QAZANMAQ STAND
METRİK ÜÇÜN
Çaplar və addımlar
Rəsmi nəşr
Standartlaşdırma, METROLOJİYA VƏ SERTİFİKASİYA ÜZRƏ MƏNZULAR ŞURASI
ISS 21.040.10 G13 qrupu
qOST 8724-2004-ə (İSO 261-98) qarşılıqlı dəyişmənin əsas normaları. Mövzu metrikası. Çaplar və addımlar
(İKS 2004-cü il 10 nömrəli)
Ön söz
1 Elmi Tədqiqat və Dizayn Maşınqayırma Ölçmə Alətləri İnstitutu (ASC "Tədqiqat Ölçmə İnstitutu") tərəfindən inkişaf etdirilmişdir.
2 Rusiya Dövlət Standartı ilə tanış edilmişdir
3 Standartlaşdırma, Metrologiya və Sertifikatlaşdırma üzrə Dövlətlərarası Şuranın qəbul etdiyi (6 Noyabr 2002-ci il tarixli 22 nömrəli protokol)
4 Bu standart, ISO 261-98 “İSO-nun ümumi təyinatlı ipləri” adlı beynəlxalq standartın eyni mətnidir. 1 ilə 300 mm arasındakı diametrlər və addımlar "və ölkə iqtisadiyyatının ehtiyaclarını əks etdirən əlavə tələblər var
5 Dövlət Komitəsinin qərarı Rusiya Federasiyası 23 iyun 2003-cü il tarixli № 201-ci dövlətlərarası standart GOST 8724-2002 (ISO 261-98) standartlaşdırma və metrologiya haqqında birbaşa Rusiya Federasiyasının 1 yanvar 2004-cü il tarixindən etibarən dövlət standartı olaraq qüvvəyə minmişdir.
6 DƏSTƏK GOST 8724-81
© IPK Standartları Nəşriyyatı, 2003
Bu Standart Rusiya Dövlət Standartının icazəsi olmadan Rusiya Federasiyasının ərazisində tam və ya qismən çoxaldıla, çap oluna və yayımlana bilməz.
1 istifadə sahəsi ............................................... ......... 1
3 Təriflər ................................................ .............. 1
4 Çap və addımların seçilməsi ............................................. ....... 1
5 Mövzuların təyin edilməsi ............... ......... 7
GOST 8724-2002 (İSO 261-98)
INTERSTATE STANDART
Əsas dəyişdirmə standartları
METRİK ÜÇÜN
Çaplar və addımlar
Qarşılıqlı dəyişmənin əsas normaları. Metrik vida ipləri. Baş plan
Giriş tarixi 2004-01-01
1 istifadə sahəsi
Bu standart GOST 9150 uyğun bir profil olan ümumi təyinatlı metrik iplərə aiddir və onların diametrləri 0,25 ilə 600 mm arasında, addımlar isə 0.075-dən 8 mm-ə qədərdir.
Metrik iplərin əsas ölçüləri GOST 24705 uyğun gəlir.
Mövzunun dözümlülükləri GOST 9000 və GOST 16093 uyğun gəlir.
Ölkə iqtisadiyyatının ehtiyaclarını əks etdirən əlavə tələblər kursivlə göstərilir.
GOST 9000-81 Bir-birini əvəz edə bilən əsas normalar. 1 mm-dən az diametrlər üçün metrik ip. Dözümlülük
QOST 9150-2002 Qarşılıqlı dəyişmənin əsas normaları. Mövzu metrikası. Profil
QOST 11708-82 Qarşılıqlı dəyişmənin əsas normaları. Mövzu. Terminlər və anlayışlar
GOST 16093-70 Qarşılıqlı dəyişmənin əsas normaları. Mövzu metrikası. Dözümlülük. Açıqlama yerləri
QOST 24705-81 Qarşılıqlı dəyişmənin əsas normaları. Mövzu metrikası. Əsas ölçülər
3 təriflər
Terminlər və təriflər - GOST 11708 uyğun olaraq.
4 Çap və addımların seçilməsi
4.1 Çaplar və ip addımları cədvəl 1-də göstərilənlərə uyğun olmalıdır.
İp diametrləri seçərkən birinci sıra ikinciyə, ikincisi üçüncüsünə üstünlük verilməlidir.
Rəsmi nəşr
| Cədvəl 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominal ip diametri d \u003d D |
|||||||||||
| Cədvəl 1-in davamı |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nominal ip diametri d \u003d D |
||||||||||
| Cədvəlin sonu 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 iplik təyinatı
5.1. İpin ölçüsü üçün işarəyə aşağıdakılar daxil edilməlidir: M hərfi, ipin nominal diametri və ipin sivri, millimetrlə ifadə olunmuş və x ilə ayrılmışdır.
Misal: M8x1.25
İplik təyinatında böyük bir addım atıla bilər.
Misal: M8.
5.2 Sol tərəfdəki ip üçün simvol LH hərfləri ilə əlavə olunur.
Misal M8x1 - LH
5.3 Çox iplər M hərfi, ipin nominal diametri, işarə x, Ph hərfləri, vuruşun dəyəri, P hərfi və meydançanın dəyəri ilə göstərilməlidir.
Nominal diametri 16 mm, vuruşu 3 mm və uzunluğu 1,5 mm olan cüt ipdən ibarət adi bir təyinat nümunəsinə:
Sol ip üçün də eyni:
M16xRMP1.5 - LH
Aydınlıq üçün, mötərizədə, mətn başlanğıc sayını göstərə bilər.
Misal: М16хРМ1.5 (iki yanaşma)
5.4 İpin tam təyinatına GOST 9000 və ya GOST 16093 uyğun olaraq ipin ölçüsü və dözümlülük sahələrinin təyin edilməsi daxildir.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Açar sözlər: ip, metrik ip, diametrlər, addımlar, konvensiyalar
Redaktor R.G. Goverdovskaya Texniki redaktoru V.N. Prusakova Düzəldici M.S. Kabashova Kompüter düzeni S.V. Ryabovoy
Ed şəxslər. 14 iyul 2000-ci il tarixli, 02354 nömrəli. Kitdə 12.08.2003 tarixində qoyun. 15 sentyabr 2003-cü ildə çapda imzalanmışdır. Xidmət Çap 1.40. Akademik. 0.65.
Tirajı 1150 nüsxə. C 11890.3ac., 786.
Standartların IPK Nəşriyyatı, 107076 Moskva, Kolodeznı başı, 14. http://www.standards.ru e-mail: [e-poçt qorunur]
Bir PC Filialı Nəşriyyat Evində Yazılı Standartlar İKK nəşriyyatı. "Moskva printer", 105062 Moskva, Lyalin per., 6

