Şu anda, polietilen borular, çok çeşitli su şebekelerinin hem onarımı hem de inşası için kullanılmaktadır ve tasarım sürecinde polietilen boruların güvenilir bir şekilde bağlanması zorunludur. Bu tür boruların bir dizi oldukça önemli avantajı vardır:
- uzun hizmet ömrü;
- kabul edilebilir fiyat kategorisi;
- Kurulum kolaylığı.
Onları bu kadar popüler yapan da bu. Bugüne kadar, polietilen boruların nasıl lehimleneceği ve polietilen boruların bağlanması için diğer birkaç seçeneğin nasıl olduğu bilinmektedir. Hepsi bu makalede tartışılacaktır.
Polietilen borular: bağlantıları
Su temini ağları kurulurken polietilen boruların su kesme vanalarıyla ve birbirleriyle bağlanması sorunu ortaya çıkar.
Bu nedenle, fonksiyonel amaçlarına bağlı olarak polietilen boruların bağlantıları iki gruba ayrılır:
- ayrılabilir- işletme süresi boyunca demonte edilebilirler:
- genellikle aynı kullanılarak ayrılabilir bir bağlantı yapılır flanş bağlantısı, yani geleneksel çelik flanşlar kullanıldığında.
- ancak pens bağlantıları kullanılarak gerçekleştirilir sıkıştırma parçaları küçük boru çapları için.
- bir parça - Çalışma sırasında herhangi bir sökme işlemine gerek yoktur. Polietilen boruların kalıcı bağlantısı aşağıdakiler kullanılarak yapılır:
- alın kaynağı;
- soket kaynağı gömülü elektrikli ısıtıcılar ile (elektrofüzyon kavramalı kaynak).
Her tür bağlantıyı gerçekleştirmek için teknolojiyi sunuyoruz.

Isıtılmış bir alet kullanarak alın kaynağı
Bu kurulum teknolojisi, 63 mm veya daha fazla çapa sahip polietilen boruların montajı için uzun yıllardır kullanılmaktadır.

Bu nedenle, polietilen boruların nasıl bağlanacağını düşünün:
- Birleştirilecek parçaların ve/veya kaynak yapılacak boruların uçları alın kaynak makinesinin merkezleyicisine takılır. Sabitleme ve tesviye işleminden sonra boruların uçları temiz pamuklu bir bezle toz ve kirden temizlenir. Bundan sonra, bir kaplama cihazı kullanılarak kaynak yapılacak yüzeyler mekanik işleme tabi tutulur.
- Kalınlığı 0,5 mm'den fazla olmayan tek tip bir yonga aldıktan sonra, kaplama cihazı çıkarılır ve boruların karşılıklı paralelliği kontrol edilir. Kaynak yapılacak yüzeyler arasında izin verilen değeri aşan bir boşluk varsa, düzeltme işlemi tekrarlanır.
- Daha sonra birleştirilecek parçaların ve/veya kaynak yapılacak boruların uçları, yüzeyi yapışmaz kaplamalı bir ısıtma aleti ile ısıtılır. Isıtma tamamlandıktan ve kaynak yapılacak yüzeyin uçları eritildikten sonra bunlar ayrılır ve ısıtma elemanı kaynak bölgesinden çıkarılır.

- Kaynak yapılacak yüzeyler kısa bir süre için kapanır ve ardından sıkıştırma basıncını gerekli değere eşit olarak yükseltmeye başlarlar. Bu basınca sahip kaynak dikişi, eklemin soğutulduğu gerekli süreye dayanır.
Profesyonel ipucu:
Yükseklik, genişlik, oluşturulan dikiş ve çapak görünümü ile kaynaklı bağlantının ne kadar kaliteli olduğuna karar verilebilir.
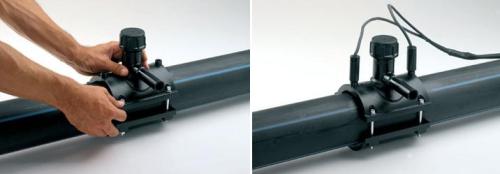
Elektrofüzyon bağlantısı
Gerekli ekipman

Bu bağlantı, bir elektrik kuplajı, yani polietilen boruları gömülü elektrikli ısıtma elemanları ile bağlamak için bir kuplaj kullanılarak yapılır. Bu bağlantı, 16 atm'ye ulaşan bir basınç için tasarlanmıştır.
Bir elektrofüzyon bağlantısının, alın kaynağından daha ekonomik maliyetli olduğu düşünülmektedir. Kısıtlamanın yüksek olduğu koşullarda alın kaynağına yönelik büyük bir aparat yerleştirme imkanı olmamasına rağmen elektrofüzyon kaynağı vazgeçilmez hale gelmektedir.
En popüler olanı, iki boruyu düz bir bölüme bağlamak için kullanılan basit bir elektrikli kaplindir. Sele dirsekleri olmakla birlikte, bunların yanında elektrikli tee vs. kullanılmaktadır.
Elektrikli kaplin kullanılarak yapılan bu bağlantılar, genellikle bölmelere giren borulardan çok büyük olmayan boru hatları döşenirken kullanılır.
110 mm çapa kadar elektrikli kaplinler ekonomiktir ve küçük miktarlarda kullanılır - bobinlere giren boruların elektrikle kaynağını ekonomik olarak alın kaynağıyla karşılaştırılabilir yapan şey budur.
Kaynak işlemi teknolojisi
Manşonlu kaynak işleminin teknolojisini düşünün:
- Önceden hazırlanmış borular ve elektrofüzyon kaplinleri kesinlikle bir eksen boyunca kurulur. Boruların hazırlanması, kaynak yerlerindeki yüzey tabakasının çıkarılması ve kirleticilerin uzaklaştırılmasıyla gerçekleştirilir.

- Akım sağlayan cihaz bağlanır. Sonuç olarak, elektrofüzyon kuplajının gömülü elemanları, çevreleyen malzemeyi eritirken ısıtılır.
- Elektrik kuplajında eriyen polietilen alanı artar, bu da borunun ısınmasını erimeye başlayan yüzeyine aktarmayı mümkün kılar.
- Isıtılan borunun çapı artar ve eriyen ve genişleme alanında elektrik kuplajının çapı ile sınırlanan polietilen, kaynak için gerekli basıncı alır.
- Şu anda, güç ekipmanını kapatabilirsiniz. Halihazırda homojen hale gelen elektrofüzyon mafsalı, soğuması için gereken süreden sonra hazır olacaktır.
Profesyonel ipucu:
En yüksek kalitede güç ekipmanı, tüm kaynak döngüsünü bağımsız olarak gerçekleştirebilir, ayrıca tüm verileri özel bir elektronik protokole girebilir.
Elektrofüzyon kaynağının ek aşamaları
Büyük çaplı boruları kaynak yaparken, kesinlikle ek bir ısıtma prosedürü gerekecektir - polietilen boruları kendi ellerinizle kurarken bu hatırlanmalıdır. Isınma şöyle görünür:
- Kaplin, boru bağlantısının her iki tarafından sırayla kaynaklanır.
- İlk olarak, ilk boru ile elektrofüzyon kaplinin yarısının tam bir kaynak döngüsü gerçekleştirilir. Bundan sonra, elektrik kuplajının ikinci yarısı kalan boru ile kaynaklanır.
- Büyük çaplı elektrofüzyon manşonunun her bir tarafında, bobininin besleme aparatına ayrı bir bağlantısı olmalıdır.
Ayrılabilir bağlantı türleri
flanş bağlantısı

Bu bağlantı, en yaygın ayrılabilir bağlantı türlerinden biridir.
Bağlantı, polietilen boruların uçlarına kaynaklı polietilen borular için flanş burçları ve ayrıca metalden yapılmış kapak flanşları yardımıyla yapılır.
Flanş bağlantısı - polietilenden yapılmış borulardan boru hattı sistemlerinin oluşturulmasında kullanılan en yaygın kullanılan ayrılabilir bağlantı.
Sıkıştırma parçaları
Sıkıştırma fitingler (pens sıkıştırma, sıkıştırma fitingler) küçük çaplı (50 mm'den küçük) borular için alın kaynağı ve flanş bağlantıları gibi bağlantı yöntemlerinin pratik olarak imkansız veya ekonomik olarak kârsız olduğu durumlarda kullanılır.

Push-in sıkma bağlantıları
Bu bağlantı türü, 25 atm'ye kadar olan basınçlar için tasarlanmıştır. Bu bağlantılardaki sızdırmazlık, kauçuk bir sızdırmazlık halkasının varlığı ve kesilmiş bir plastik manşonun dişlerinin boruya kesilmesi nedeniyle mekanik strese karşı direnç nedeniyle elde edilir.

Çeşitli bağlantı türlerinin uygulanması
Sıkıştırma fitingleri genellikle polietilen boruları birbirine bağlarken ve ayrıca bir polietilen boruyu başka bir malzemeden yapılmış bir boruya bağlarken kullanılır. Bu nedenle, bir polietilen boru ile kullanılamaz hale gelen çelik boru hattının bir bölümünün değiştirilmesi durumunda, bir sıkıştırma fitingi polietilen boruyu metal bir boruya oldukça başarılı bir şekilde bağlar.
Isıtmalı bir aletle alın kaynağı, farklı polietilen boru bağlama yöntemlerini karşılaştırırken, polietilen boruları bağlamanın en çok yönlü ve etkili yolu olarak kabul edilir. Bu yöntem, boruların doğrudan bağlantı parçalarına veya birbirine bağlanmasına izin verir. Birbirine kaynak yapılan borular, bağlantı yapılmadan öncekiyle aynı mukavemete sahiptir. Bu nedenle, kaynaklı bir boru hattı homojen bir boru ile karşılaştırılabilir.

