หน้าแปลนเป็นวิธีการเชื่อมต่อท่อ วาล์ว ปั๊ม และอุปกรณ์อื่นๆ เพื่อสร้างระบบท่อ วิธีการเชื่อมต่อนี้ช่วยให้เข้าถึงการทำความสะอาด ตรวจสอบ หรือดัดแปลงได้ง่าย ครีบมักจะเกลียวหรือรอย การเชื่อมต่อหน้าแปลนประกอบด้วยสองครีบจับยึดด้วยสลักเกลียวและปะเก็นระหว่างกันเพื่อให้แน่ใจว่ามีความรัดกุม
หน้าแปลนท่อทำจากวัสดุต่างๆ ครีบเป็นผิวกลึง เหล็กหล่อ และเหล็กกลม แต่วัสดุที่ใช้บ่อยที่สุดคือเหล็กกล้าคาร์บอนหลอม
ครีบที่ใช้มากที่สุดในอุตสาหกรรมน้ำมันและเคมี:
- พร้อมคอเชื่อม
- ผ่านหน้าแปลน
- เชื่อมด้วยช่องสำหรับเชื่อม
- รอยทับซ้อนกัน (หมุนฟรี)
- หน้าแปลนเกลียว
- ปลั๊กแปลน

หน้าแปลนทุกประเภท ยกเว้นฟรี มีพื้นผิวเสริมความแข็งแรง
ครีบพิเศษ
ยกเว้นครีบที่กล่าวถึงข้างต้น มีครีบพิเศษจำนวนหนึ่ง เช่น:
- หน้าแปลนไดอะแฟรม
- หน้าแปลนคอเชื่อมยาว
- หน้าแปลนขยาย
- หน้าแปลนอะแดปเตอร์
- ปลั๊กแหวน (ส่วนหนึ่งของการเชื่อมต่อหน้าแปลน)
- ปลั๊กดิสก์และวงแหวนกลาง (ส่วนหนึ่งของการเชื่อมต่อหน้าแปลน)
วัสดุที่ใช้กันมากที่สุดสำหรับหน้าแปลน ได้แก่ เหล็กกล้าคาร์บอน สแตนเลส เหล็กหล่อ อลูมิเนียม ทองเหลือง บรอนซ์ พลาสติก ฯลฯ นอกจากนี้ หน้าแปลน เช่น อุปกรณ์และท่อสำหรับการใช้งานพิเศษ บางครั้งมีการเคลือบภายในในรูปแบบของชั้นของวัสดุที่มีคุณภาพแตกต่างไปจากเดิมอย่างสิ้นเชิงจากหน้าแปลนเอง เหล่านี้เป็นครีบเรียงราย วัสดุของครีบมักถูกตั้งค่าเมื่อเลือกท่อ ตามกฎแล้วหน้าแปลนทำจากวัสดุเดียวกันกับตัวท่อ
ตัวอย่างหน้าแปลนเชื่อมคอ 6" - 150#-S40
หน้าแปลน ASME B16.5 แต่ละตัวมีขนาดมาตรฐานหลายขนาด หากนักออกแบบในญี่ปุ่น หรือผู้ที่เตรียมโครงการสำหรับการเริ่มต้นในแคนาดา หรือผู้ติดตั้งท่อในออสเตรเลีย พูดถึงหน้าแปลนเชื่อมขนาด 6"-150#-S40 ตาม ASME B16.5 เขาหมายถึง หน้าแปลนซึ่งแสดงอยู่ด้านล่าง 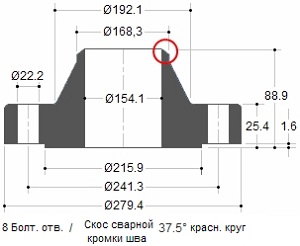
กรณีสั่งหน้าแปลน ซัพพลายเออร์ต้องการทราบคุณภาพของวัสดุ ตัวอย่างเช่น ASTM A105 เป็นหน้าแปลนเหล็กคาร์บอนอัดในขณะที่ A182 เป็นหน้าแปลนเหล็กโลหะผสมอัด ดังนั้น ตามข้อบังคับ ซัพพลายเออร์จะต้องระบุมาตรฐานทั้งสอง: หน้าแปลนเชื่อม 6"-150#-S40-ASME B16.5/ASTM A105
ระดับความดัน
ระดับความดันหรือพิกัดสำหรับครีบจะอยู่ในหน่วยปอนด์ ใช้ชื่อต่างๆ เพื่อระบุระดับความดัน ตัวอย่างเช่น 150 Lb หรือ 150Lbs หรือ 150# หรือ Class 150 หมายถึงสิ่งเดียวกัน
หน้าแปลนเหล็กหลอมมี 7 ประเภทหลัก:
150 ปอนด์ - 300 ปอนด์ - 400 ปอนด์ - 600 ปอนด์ - 900 ปอนด์ - 1500 ปอนด์ - 2500 ปอนด์
แนวคิดของการจำแนกประเภทหน้าแปลนมีความชัดเจนและชัดเจน หน้าแปลน Class 300 สามารถรับแรงกดได้สูงกว่าหน้าแปลน Class 150 เนื่องจากหน้าแปลน Class 300 มีโลหะมากกว่าและทนต่อแรงกดได้สูงกว่า อย่างไรก็ตาม มีหลายปัจจัยที่อาจส่งผลต่อขีดจำกัดแรงดันหน้าแปลน
ตัวอย่าง
ครีบสามารถทนต่อแรงกดต่างๆ ที่อุณหภูมิต่างกัน เมื่ออุณหภูมิสูงขึ้น ระดับความดันของหน้าแปลนจะลดลง ตัวอย่างเช่น หน้าแปลนคลาส 150 ได้รับการจัดอันดับที่ประมาณ 270 PSIG ที่สภาพแวดล้อม, 180 PSIG ที่ 200°C, 150 PSIG ที่ 315°C และ 75 PSIG ที่ 426°C
ปัจจัยเพิ่มเติมคือ หน้าแปลนสามารถทำจากวัสดุต่างๆ เช่น โลหะผสมเหล็ก เหล็กหล่อ และเหล็กดัด เป็นต้น วัสดุแต่ละชนิดมีระดับแรงดันต่างกัน
พารามิเตอร์ "ความดัน-อุณหภูมิ"
ระดับความดัน-อุณหภูมิกำหนดการทำงาน แรงดันเกินที่อนุญาตสูงสุดในแถบที่อุณหภูมิเป็นองศาเซลเซียส สำหรับอุณหภูมิระดับกลาง อนุญาตให้มีการสอดแทรกเชิงเส้น ไม่อนุญาตให้มีการสอดแทรกระหว่างคลาสสัญกรณ์
การจำแนกอุณหภูมิ-ความดัน
ระดับอุณหภูมิ-ความดันใช้ได้กับข้อต่อแบบหน้าแปลนที่เป็นไปตามข้อจำกัดของข้อต่อแบบเกลียวและปะเก็นที่ทำขึ้นตามหลักปฏิบัติที่ดีสำหรับการประกอบและการจัดตำแหน่ง การใช้คลาสเหล่านี้สำหรับการเชื่อมต่อหน้าแปลนที่ไม่ตรงตามข้อจำกัดเหล่านี้เป็นความรับผิดชอบของผู้ใช้
อุณหภูมิที่แสดงสำหรับระดับความดันที่สอดคล้องกันคืออุณหภูมิของเปลือกด้านในของชิ้นส่วน โดยทั่วไป อุณหภูมินี้จะเท่ากับอุณหภูมิของของเหลวที่บรรจุอยู่ ตามข้อกำหนดของรหัสและข้อบังคับปัจจุบัน เมื่อใช้ระดับความดันที่สอดคล้องกับอุณหภูมิที่แตกต่างจากของเหลวที่ไหล ความรับผิดชอบทั้งหมดตกอยู่ที่ลูกค้า สำหรับอุณหภูมิใดๆ ที่ต่ำกว่า -29°C การให้คะแนนต้องไม่สูงกว่าเมื่อใช้ที่อุณหภูมิ -29°C
ตัวอย่างเช่น ด้านล่าง คุณจะพบตารางสองตารางที่มีกลุ่มวัสดุตามมาตรฐาน ASTM และตารางอื่นๆ อีก 2 ตารางที่มีระดับความดันอุณหภูมิสำหรับวัสดุเหล่านี้ตาม ASME B16.5
| วัสดุ กลุ่ม ASTM 2-1.1 |
|||
| การกำหนดนาม |
ปั๊ม |
การคัดเลือกนักแสดง |
จาน |
| ซีซิ | เอ105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ นิ |
A350 Gr.LF3 |
- | - |
หมายเหตุ:
|
|||
| ระดับอุณหภูมิ-ความดันสำหรับวัสดุ ASTM Group 2-1.1 แรงดันใช้งานแยกตามคลาส |
|||||||
| อุณหภูมิ °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| จาก 29 ถึง 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ระดับอุณหภูมิ-ความดันสำหรับวัสดุ ASTM Group 2-2.3 แรงดันใช้งานแยกตามคลาส |
|||||||
| อุณหภูมิ °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| จาก 29 ถึง 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
พื้นผิวหน้าแปลน
รูปร่างและการออกแบบของพื้นผิวหน้าแปลนจะเป็นตัวกำหนดตำแหน่งของแหวนซีลหรือปะเก็น
ประเภทที่ใช้มากที่สุด:
- พื้นผิวยก (RF)
- พื้นผิวเรียบ (FF)
- ร่องโอริง (RTJ)
- ด้วยด้ายตัวผู้และตัวเมีย (M&F)
- ลิ้นและร่อง (T&G)
ใบหน้าที่ยกขึ้น หน้าแปลนชนิดที่เหมาะสมที่สุด ง่ายต่อการระบุ ประเภทนี้เรียกว่าเพราะพื้นผิวของปะเก็นยื่นออกมาเหนือพื้นผิวของข้อต่อแบบเกลียว 
เส้นผ่านศูนย์กลางและความสูงถูกกำหนดตาม ASME B16.5 โดยใช้ระดับความดันและเส้นผ่านศูนย์กลาง ในระดับแรงดันสูงสุด 300 ปอนด์ ความสูงประมาณ 1.6 มม. และระดับแรงดันตั้งแต่ 400 ถึง 2500 ปอนด์ ความสูงประมาณ 6.4 มม. ระดับความดันของหน้าแปลนกำหนดความสูงของใบหน้าที่ยกขึ้น จุดประสงค์ของหน้าแปลน (RF) คือการเพิ่มแรงกดบนพื้นที่ปะเก็นที่มีขนาดเล็กลง ซึ่งจะเป็นการเพิ่มขีดจำกัดแรงดันของข้อต่อ
สำหรับพารามิเตอร์ความสูงของครีบทั้งหมดที่อธิบายในบทความนี้ ใช้มิติข้อมูล H และ B ยกเว้นหน้าแปลนข้อต่อตัก ต้องเข้าใจและจดจำดังนี้:
ในชั้นความดัน 150 และ 300 ปอนด์ ความสูงของส่วนที่ยื่นออกมาจะอยู่ที่ประมาณ 1.6 มม. (1/16 นิ้ว) ซัพพลายเออร์เกือบทั้งหมดของครีบทั้งสองประเภทนี้ระบุขนาด H และ B ไว้ในโบรชัวร์หรือแค็ตตาล็อก รวมทั้งหน้า (ดูรูปที่ 1 ด้านล่าง) 
ในชั้นความดัน 400, 600, 900, 1500 และ 2500 ปอนด์ ความสูงส่วนที่ยื่นออกมาคือ 1/4 นิ้ว (6.4 มม.) ในชั้นเรียนเหล่านี้ ซัพพลายเออร์หลายรายระบุขนาด H และ B ไม่รวมความสูงที่ยื่นออกมา (ดูรูปที่ 2 ด้านบน)
ในบทความนี้ คุณจะพบสองขนาด ขนาดแถวบนสุดไม่รวมความสูงของส่วนที่ยื่นออกมา และขนาดในแถวล่างสุดจะรวมความสูงของส่วนที่ยื่นออกมา
พื้นผิวเรียบ (FF - หน้าแบน)
สำหรับหน้าแปลนแบบหน้าเรียบ (เต็มหน้า) ปะเก็นจะอยู่ในระนาบเดียวกันกับข้อต่อแบบเกลียว ส่วนใหญ่มักใช้ครีบหน้าแบนเมื่อมีการหล่อหน้าแปลนผสมพันธุ์หรือข้อต่อ 
หน้าแปลนแบนไม่เคยเชื่อมต่อกับหน้าแปลนที่ยกขึ้น ตาม ASME B31.1 เมื่อเชื่อมต่อหน้าแปลนเหล็กแบนกับหน้าแปลนเหล็กคาร์บอน ส่วนที่ยื่นออกมาบนหน้าแปลนเหล็กจะต้องถูกลบออก และพื้นผิวทั้งหมดจะต้องปิดผนึกด้วยปะเก็น สิ่งนี้ทำเพื่อป้องกันไม่ให้หน้าแปลนเหล็กหล่อบางและเปราะแตกเนื่องจากการยื่นออกมาของหน้าแปลนเหล็ก
หน้าแปลนพร้อมรูทสำหรับซีลโอริง (RTJ - ข้อต่อแบบวงแหวน)
หน้าแปลน RTJ มีร่องที่ตัดไปที่พื้นผิว โดยจะใส่โอริงเหล็กเข้าไป หน้าแปลนถูกปิดผนึกเนื่องจากการขันน็อตให้แน่น ปะเก็นระหว่างครีบจะถูกกดเข้าไปในร่อง ทำให้เสียรูป ทำให้เกิดการสัมผัสระหว่างโลหะกับโลหะอย่างใกล้ชิด 
หน้าแปลน RTJ อาจมีปากที่มีร่องวงแหวนอยู่ภายใน ส่วนที่ยื่นออกมานี้ไม่ได้ทำหน้าที่เป็นตราประทับใดๆ สำหรับหน้าแปลน RTJ ที่ปิดผนึกด้วยโอริง ใบหน้าที่ยกขึ้นของหน้าแปลนที่จับคู่และรัดให้แน่นอาจสัมผัสกัน ในกรณีนี้ ปะเก็นที่ถูกบีบอัดจะไม่รับน้ำหนักเพิ่มเติมอีกต่อไป การขันน็อตให้แน่น การสั่นสะเทือน และการเคลื่อนที่จะไม่ทำให้ปะเก็นเสียหายและลดแรงขันให้แน่นอีกต่อไป
โอริงโลหะเหมาะสำหรับการใช้งานที่อุณหภูมิและความดันสูง โดยเลือกใช้วัสดุและโปรไฟล์ที่เหมาะสม และมักใช้ในหน้าแปลนที่เหมาะสม ให้การซีลที่ดีและเชื่อถือได้
โอริงได้รับการออกแบบเพื่อให้เกิดการปิดผนึกโดยใช้ "แนวสัมผัสชั้นนำ" หรือการยึดระหว่างหน้าแปลนการผสมพันธุ์กับปะเก็น โดยการใช้แรงกดบนซีลผ่านการขันน๊อต โลหะที่นิ่มกว่าของปะเก็นจะแทรกซึมโครงสร้างที่ละเอียดของวัสดุหน้าแปลนที่แข็งกว่า และสร้างการซีลที่แน่นและมีประสิทธิภาพมาก 
แหวนที่ใช้มากที่สุด:
พิมพ์ R-Oval ตาม ASME B16.20
เหมาะสำหรับ ASME B16.5 ระดับแรงดันครีบ 150 ถึง 2500
พิมพ์ R-เหลี่ยมตาม ASME 16.20
การออกแบบที่ได้รับการปรับปรุงให้ดีขึ้นกว่า R-Oval รุ่นดั้งเดิม อย่างไรก็ตาม สามารถใช้ได้กับหน้าแปลนแบนที่มีร่องเท่านั้น เหมาะสำหรับ ASME B16.5 ระดับแรงดันครีบ 15 ถึง 2500
หน้าแปลนพร้อมซีลและพื้นผิวประเภท LUG-VESSEL (LMF - ใบหน้าชายขนาดใหญ่ LFF - ใบหน้าขนาดใหญ่ของเพศหญิง)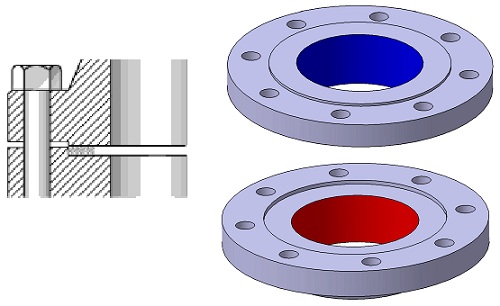
ครีบประเภทนี้จะต้องตรงกัน หน้าหน้าแปลนหนึ่งหน้ามีพื้นที่ที่ขยายเกินขอบเขตหน้าหน้าแปลนปกติ ( พ่อ). หน้าแปลนหรือหน้าแปลนเคาน์เตอร์อื่นๆ มีช่องสอด ( แม่) ทำในพื้นผิวของมัน
การวางกึ่งหลวม
- ความลึกของรอยบาก (บาก) มักจะเท่ากับหรือน้อยกว่าความสูงของส่วนที่ยื่นออกมา เพื่อป้องกันการสัมผัสระหว่างโลหะกับโลหะเมื่อปะเก็นถูกบีบอัด
- ความลึกของรอยบากมักจะไม่เกิน 1/16 "มากกว่าความสูงของริมฝีปาก
หน้าแปลนพร้อมพื้นผิวซีล
(ยื่นออกมา - หน้าลิ้น - TF; อาการซึมเศร้า - หน้าร่อง - GF)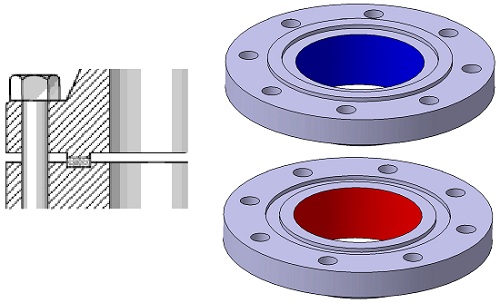
ครีบประเภทนี้จะต้องตรงกันด้วย หน้าแปลนหนึ่งมีวงแหวนที่มีส่วนยื่นออกมา (หนาม) ที่ทำขึ้นบนพื้นผิวของหน้าแปลนนี้ ในขณะที่ร่องถูกกลึงบนพื้นผิวของหน้าแปลนคู่ พื้นผิวดังกล่าวมักพบบนฝาครอบปั๊มและฝาครอบวาล์ว
ปะเก็นคงที่
- ขนาดของปะเก็นเท่ากับหรือน้อยกว่าความสูงของร่อง
- ปะเก็นกว้างกว่าร่องไม่เกิน 1/16"
- ขนาดของปะเก็นจะตรงกับขนาดของร่อง
- เมื่อถอดประกอบจะต้องถอดการเชื่อมต่อแยกต่างหาก
พื้นผิวเรียบและร่อง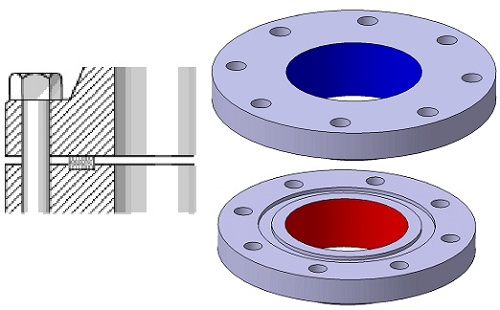
ปะเก็นคงที่
- พื้นผิวด้านหนึ่งเรียบ อีกด้านหนึ่งเป็นรอยบาก
- สำหรับการใช้งานที่ต้องการการควบคุมการบีบอัดปะเก็นที่แม่นยำ
- แนะนำให้ใช้ปะเก็นแบบยืดหยุ่นเท่านั้น - ปะเก็นแบบเกลียว, วงแหวนกลวง, แบบกดด้วยแรงดัน และปะเก็นปลอกโลหะ
การตกแต่งพื้นผิวหน้าแปลน
ASME B16.5 กำหนดให้พื้นผิวของหน้าแปลน (หน้ายกและหน้าเรียบ) มีความขรุขระบางอย่างเพื่อให้พื้นผิวนี้เมื่ออยู่ในแนวเดียวกับปะเก็น ให้การซีลที่ดี 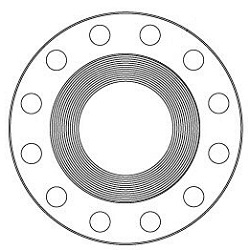
ร่องสุดท้าย ทั้งแบบศูนย์กลางและแบบเกลียว ต้องใช้ 30 ถึง 55 ร่องต่อนิ้ว ส่งผลให้เกิดความหยาบระหว่าง 125 ถึง 500 ไมโครนิ้ว ซึ่งจะช่วยให้ผู้ผลิตหน้าแปลนสามารถประมวลผลปะเก็นหน้าแปลนโลหะทุกระดับได้
สำหรับท่อส่งสารของกลุ่ม A และ B ของสิ่งอำนวยความสะดวกทางเทคโนโลยีประเภทการระเบิด I ไม่อนุญาตให้ใช้ข้อต่อแบบหน้าแปลนที่มีพื้นผิวการปิดผนึกเรียบ ยกเว้นกรณีที่ใช้ปะเก็นบาดแผลแบบเกลียว
พื้นผิวที่ใช้มากที่สุด
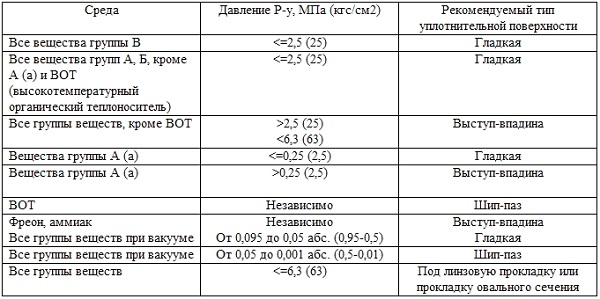
หยาบ
| ใช้บ่อยที่สุดในการตัดเฉือนของหน้าแปลนใด ๆ เนื่องจากเหมาะสำหรับสภาพการทำงานทั่วไปเกือบทั้งหมด เมื่อบีบอัด พื้นผิวที่อ่อนนุ่มของปะเก็นจะยึดกับพื้นผิวที่กลึง ซึ่งจะช่วยสร้างการซีล และจะมีแรงเสียดทานระดับสูงระหว่างชิ้นส่วนที่เชื่อมต่อ การเก็บผิวละเอียดสำหรับครีบเหล่านี้ใช้หัวกัดรัศมี 1.6 มม. ที่อัตราป้อน 0.88 มม. ต่อรอบสำหรับ 12 นิ้ว สำหรับ 14 นิ้วและใหญ่กว่า การตัดเฉือนด้วยหัวกัดรัศมี 3.2 มม. ที่อัตราป้อน 1.2 มม. ในทางกลับกัน |
 |
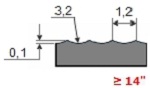 |
ร่องเกลียว
 ร่องนี้สามารถเป็นร่องเกลียวต่อเนื่องหรือแบบแผ่นเสียง แต่แตกต่างจากการกัดหยาบตรงที่ได้ร่องโดยใช้หัวกัด 90 องศาที่สร้างโปรไฟล์ V ที่มีมุมร่อง 45°
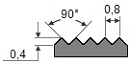
ร่องนี้สามารถเป็นร่องเกลียวต่อเนื่องหรือแบบแผ่นเสียง แต่แตกต่างจากการกัดหยาบตรงที่ได้ร่องโดยใช้หัวกัด 90 องศาที่สร้างโปรไฟล์ V ที่มีมุมร่อง 45° รอยบากศูนย์กลาง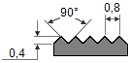 ตามชื่อที่บ่งบอก การตัดเฉือนประกอบด้วยร่องศูนย์กลาง ใช้หัวกัด 90° และวงแหวนจะกระจายไปทั่วพื้นผิวทั้งหมดอย่างเท่าเทียมกัน
ตามชื่อที่บ่งบอก การตัดเฉือนประกอบด้วยร่องศูนย์กลาง ใช้หัวกัด 90° และวงแหวนจะกระจายไปทั่วพื้นผิวทั้งหมดอย่างเท่าเทียมกัน
พื้นผิวเรียบ.![]() การประมวลผลดังกล่าวไม่ทิ้งร่องรอยของเครื่องมือไว้ด้วยสายตา พื้นผิวดังกล่าวมักใช้สำหรับประเก็นหน้าโลหะ เช่น ปลอกสองชั้น เหล็กแบน หรือโลหะลูกฟูก พื้นผิวเรียบช่วยสร้างตราประทับและขึ้นอยู่กับความเรียบของพื้นผิวตรงข้าม โดยทั่วไป ทำได้โดยพื้นผิวสัมผัสของปะเก็นที่เกิดจากร่องเกลียวแบบต่อเนื่อง (บางครั้งเรียกว่า phonographic) ที่ทำด้วยหัวกัดรัศมี 0.8 มม. ที่อัตราป้อน 0.3 มม. ต่อรอบ ลึก 0.05 มม. ซึ่งจะส่งผลให้เกิดความหยาบระหว่าง Ra 3.2 ถึง 6.3 ไมโครเมตร (125-250 ไมโครนิ้ว)
การประมวลผลดังกล่าวไม่ทิ้งร่องรอยของเครื่องมือไว้ด้วยสายตา พื้นผิวดังกล่าวมักใช้สำหรับประเก็นหน้าโลหะ เช่น ปลอกสองชั้น เหล็กแบน หรือโลหะลูกฟูก พื้นผิวเรียบช่วยสร้างตราประทับและขึ้นอยู่กับความเรียบของพื้นผิวตรงข้าม โดยทั่วไป ทำได้โดยพื้นผิวสัมผัสของปะเก็นที่เกิดจากร่องเกลียวแบบต่อเนื่อง (บางครั้งเรียกว่า phonographic) ที่ทำด้วยหัวกัดรัศมี 0.8 มม. ที่อัตราป้อน 0.3 มม. ต่อรอบ ลึก 0.05 มม. ซึ่งจะส่งผลให้เกิดความหยาบระหว่าง Ra 3.2 ถึง 6.3 ไมโครเมตร (125-250 ไมโครนิ้ว)
ปะเก็น
ในการต่อหน้าแปลนอย่างแน่นหนา จำเป็นต้องใช้ปะเก็น 
ปะเก็นเป็นแผ่นอัดหรือวงแหวนที่ใช้เพื่อสร้างการเชื่อมต่อกันน้ำระหว่างสองพื้นผิว ปะเก็นผลิตขึ้นเพื่อให้ทนต่ออุณหภูมิและแรงกดดันที่รุนแรง และมีจำหน่ายในวัสดุที่เป็นโลหะ กึ่งโลหะ และอโลหะ
ตัวอย่างเช่น หลักการปิดผนึกอาจเป็นการอัดปะเก็นระหว่างสองครีบ ปะเก็นจะเติมช่องว่างด้วยกล้องจุลทรรศน์และพื้นผิวที่ไม่สม่ำเสมอของครีบ แล้วสร้างตราประทับที่ป้องกันไม่ให้ของเหลวและก๊าซรั่วไหล จำเป็นต้องติดตั้งปะเก็นอย่างเหมาะสมและระมัดระวังเพื่อป้องกันการรั่วซึมของข้อต่อหน้าแปลน
บทความนี้จะอธิบายเกี่ยวกับปะเก็นที่เป็นไปตาม ASME B16.20 (ปะเก็นหน้าแปลนท่อโลหะและกึ่งโลหะ) และ ASME B16.21 (ปะเก็นที่ไม่ใช่โลหะ, ปะเก็นท่อแบน)
โบลท์
ต้องใช้สลักเกลียวเพื่อเชื่อมต่อสองครีบเข้าด้วยกัน จำนวนจะถูกกำหนดโดยจำนวนรูในหน้าแปลน และเส้นผ่านศูนย์กลางและความยาวของสลักเกลียวจะขึ้นอยู่กับประเภทของหน้าแปลนและระดับแรงดัน สลักเกลียวที่ใช้บ่อยที่สุดในอุตสาหกรรมน้ำมันและเคมีสำหรับครีบ ASME B16.5 คือกระดุม แกนประกอบด้วยแกนเกลียวและน็อตสองตัว โบลท์อีกประเภทหนึ่งที่มีจำหน่ายคือ น็อตหกเหลี่ยมธรรมดาที่มีน็อตตัวเดียว
ขนาด ความคลาดเคลื่อนของมิติ ฯลฯ กำหนดไว้ใน ASME B16.5 และ ASME B18.2.2 วัสดุในมาตรฐาน ASTM ต่างๆ
แรงบิด
เพื่อให้ได้การเชื่อมต่อที่แน่นหนา ปะเก็นต้องได้รับการติดตั้งอย่างถูกต้อง สลักเกลียวต้องมีแรงบิดในการขันที่ถูกต้อง และต้องกระจายความเค้นในการขันให้เท่ากันทั่วทั้งหน้าแปลน 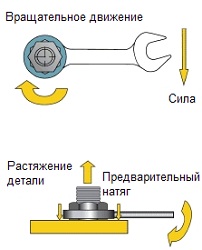
การยืดกล้ามเนื้อที่จำเป็นจะดำเนินการเนื่องจากแรงบิดในการขัน (ใช้พรีโหลดกับสปริงโดยหมุนน็อต)
แรงบิดที่ถูกต้องของโบลต์ช่วยให้สามารถใช้คุณสมบัติยืดหยุ่นได้ดีที่สุด เพื่อให้ทำงานได้ดี โบลต์ต้องทำงานเหมือนสปริง ในระหว่างการดำเนินการ กระบวนการขันให้แน่นจะวางโบลต์ตามแนวแกนและโหลดล่วงหน้าบนโบลต์ แน่นอนว่าแรงดึงนี้เท่ากับแรงอัดของฝ่ายตรงข้ามที่ใช้กับส่วนประกอบการประกอบ อาจเรียกว่ากำลังขันหรือแรงดึง
ประแจวัดแรงบิด
ประแจแรงบิดเป็นชื่อสามัญสำหรับเครื่องมือช่างที่ใช้กับแรงบิดที่แม่นยำกับข้อต่อ ไม่ว่าจะเป็นโบลต์หรือน็อต ซึ่งช่วยให้ผู้ปฏิบัติงานสามารถวัดแรงหมุน (แรงบิด) ที่ใช้กับโบลต์ ซึ่งต้องตรงกับข้อกำหนด 
การเลือกเทคนิคการขันน๊อตหน้าแปลนให้เหมาะสมต้องอาศัยประสบการณ์ การประยุกต์ใช้เทคนิคใด ๆ อย่างถูกต้องยังต้องมีคุณสมบัติของทั้งเครื่องมือที่จะใช้และผู้เชี่ยวชาญที่จะทำงาน ด้านล่างนี้คือวิธีการขันน็อตที่ใช้บ่อยที่สุด:
- กระชับด้วยมือ
- ประแจลม
- ประแจแรงบิดไฮดรอลิก
- ประแจแรงบิดแบบแมนนวลพร้อมโยกหรือเกียร์
- ตัวปรับความตึงน๊อตไฮดรอลิก
การสูญเสียแรงบิดมีอยู่ในการเชื่อมต่อแบบเกลียวใดๆ ผลรวมของการคลายสลักเกลียว (ประมาณ 10% ในช่วง 24 ชั่วโมงแรกหลังการติดตั้ง) การคืบของปะเก็น การสั่นสะเทือนในระบบ การขยายตัวจากความร้อน และปฏิกิริยายืดหยุ่นระหว่างการขันน็อตให้แน่นทำให้เกิดการสูญเสียแรงบิด เมื่อการสูญเสียแรงบิดถึงระดับวิกฤต ความดันภายในจะเกินแรงอัดที่ยึดปะเก็นเข้าที่ ซึ่งในกรณีนี้อาจเกิดการรั่วไหลหรือระเบิดได้
กุญแจสำคัญในการลดผลกระทบเหล่านี้คือการจัดวางปะเก็นที่เหมาะสม เมื่อทำการติดตั้งปะเก็น จำเป็นต้องนำหน้าแปลนมารวมกันอย่างราบรื่นและขนานกัน ด้วยแรงบิดที่ขันน้อยที่สุด ขันน็อต 4 ตัวให้แน่นตามลำดับการขันที่ถูกต้อง ซึ่งจะช่วยลดต้นทุนการดำเนินงานและปรับปรุงความปลอดภัย
ความหนาที่ถูกต้องของปะเก็นก็มีความสำคัญเช่นกัน ยิ่งประเก็นหนาขึ้นเท่าไรก็ยิ่งคืบคลานมากขึ้นเท่านั้น ซึ่งในทางกลับกันก็อาจทำให้สูญเสียแรงบิดในการขันให้แน่นได้ มาตรฐาน ASME สำหรับครีบฟันปลามักแนะนำให้ใช้ปะเก็นขนาด 1.6 มม. วัสดุทินเนอร์สามารถทำงานได้ที่โหลดปะเก็นที่สูงขึ้น ดังนั้นจึงมีแรงดันภายในที่สูงขึ้น
การหล่อลื่นช่วยลดแรงเสียดทาน
การหล่อลื่นช่วยลดแรงเสียดทานระหว่างการขันให้แน่น ลดการหลุดของสลักเกลียวระหว่างการติดตั้ง และเพิ่มอายุการใช้งาน การเปลี่ยนแปลงค่าสัมประสิทธิ์ความเสียดทานจะส่งผลต่อปริมาณพรีโหลดที่บรรลุตามแรงบิดกระชับที่กำหนด ค่าสัมประสิทธิ์แรงเสียดทานที่มากขึ้นส่งผลให้มีการแปลงแรงบิดเป็นพรีโหลดน้อยลง ต้องทราบค่าสัมประสิทธิ์ความเสียดทานจากผู้ผลิตน้ำมันหล่อลื่นเพื่อตั้งค่าแรงบิดที่ต้องการได้อย่างถูกต้อง
ต้องใช้จาระบีหรือสารป้องกันการจับยึดกับพื้นผิวของน็อตแบริ่งและเกลียวตัวผู้
ลำดับการกระชับ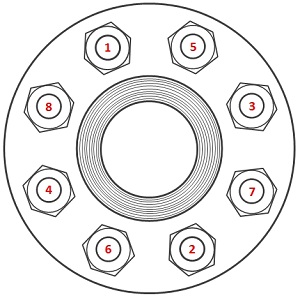 ผ่านครั้งแรกขันโบลต์แรกให้แน่นเล็กน้อยจากนั้นอันถัดไปตรงข้ามจากนั้นหนึ่งในสี่หมุนเป็นวงกลม (หรือ 90 องศา) เพื่อขันโบลต์ที่สามให้แน่นและตรงข้ามกับอันที่สี่ ทำต่อตามลำดับนี้จนกว่าสลักเกลียวทั้งหมดจะแน่น เมื่อขันหน้าแปลนสี่สลักเกลียวให้แน่น ให้ใช้รูปแบบกากบาท
ผ่านครั้งแรกขันโบลต์แรกให้แน่นเล็กน้อยจากนั้นอันถัดไปตรงข้ามจากนั้นหนึ่งในสี่หมุนเป็นวงกลม (หรือ 90 องศา) เพื่อขันโบลต์ที่สามให้แน่นและตรงข้ามกับอันที่สี่ ทำต่อตามลำดับนี้จนกว่าสลักเกลียวทั้งหมดจะแน่น เมื่อขันหน้าแปลนสี่สลักเกลียวให้แน่น ให้ใช้รูปแบบกากบาท
การเตรียมการยึดหน้าแปลน
เพื่อให้ได้ความรัดกุมในการเชื่อมต่อหน้าแปลน ส่วนประกอบทั้งหมดจะต้องแม่นยำ
ก่อนเริ่มกระบวนการเชื่อมต่อ ต้องดำเนินการตามขั้นตอนต่อไปนี้เพื่อหลีกเลี่ยงปัญหาในอนาคต:
- ทำความสะอาดพื้นผิวหน้าแปลนและตรวจหารอยขีดข่วน พื้นผิวต้องสะอาดและปราศจากตำหนิใดๆ (กระแทก หลุม รอยบุบ ฯลฯ)
- ตรวจสอบสลักเกลียวและน็อตทั้งหมดว่ามีความเสียหายหรือการกัดกร่อนของเกลียวหรือไม่ เปลี่ยนหรือซ่อมแซมสลักเกลียวหรือน็อตตามความจำเป็น
- ลบครีบออกจากเธรดทั้งหมด
- หล่อลื่นเกลียวของสลักเกลียวหรือกระดุมและพื้นผิวของน็อตที่อยู่ติดกับหน้าแปลนหรือแหวนรอง ในการใช้งานส่วนใหญ่ ขอแนะนำให้ใช้แหวนรองชุบแข็ง
- ติดตั้งปะเก็นใหม่และตรวจสอบให้แน่ใจว่าอยู่ตรงกลาง อย่าใช้ปะเก็นเก่าหรือใช้ปะเก็นหลายอัน
- ตรวจสอบการจัดตำแหน่งหน้าแปลนตามมาตรฐานท่อกระบวนการ ASME B31.3
- ปรับตำแหน่งของน็อตเพื่อให้แน่ใจว่าด้าย 2-3 เกลียวอยู่เหนือส่วนบนของเกลียว

