Zdravo. Danes vam bom povedal o kako so HDPE cevi varjene pri gradnji gospodinjskih in industrijskih cevovodov. Tema je zelo zanimiva, saj polietilenske cevi nizke gostote postajajo vse bolj povprašene zaradi dostopnih stroškov, visoke trdnosti in dolge življenjske dobe.
Metode varjenja
Ali je mogoče z lastnimi rokami narediti kakovostno varjenje HDPE cevi? Možno je, vendar pod enim pogojem: med namestitvijo je treba uporabiti posebno opremo.
Varilna dela se izvajajo na dva načina:
- Čelni spoj - elementi, ki jih je treba spojiti, se na koncih segrejejo na temperaturo taljenja in spojijo pod pritiskom;
- Uporablja se elektrovarjena spojka, ki se nanese na združene konce in stopi.
V zvezi z regijami s potresno aktivnostjo je priporočljiva uporaba elektrofuzijskih spojk, ki zagotavljajo visoko trdne povezave. Čelno varjenje je manj trpežno, vendar je v tem primeru cena končnega rezultata bistveno nižja.
Oglejmo si vsako od teh metod podrobneje.
Prva metoda: čelno varjenje polietilenskih cevi
Sodobna oprema za čelno varjenje HDPE cevi je sestavljena iz naslednjih elementov:
- okvir (centrator) se uporablja za pritrditev spojenih cevi v zahtevanem položaju;
- trimer (trim) je potreben za obdelavo spojenih koncev;
- grelni element se uporablja za segrevanje koncev do tališča;
- hidravlična enota poganja cevi, ki jih je treba uskladiti, in zagotavlja optimalno tesnost spoja.
![]()
- Centralizator razstavimo, sprostimo prostor za cevi (spojne dele), za to odstranimo pritrdilne sponke;

- Spojene dele vgradimo v centralizator in jih v zgornjem delu pritrdimo s sponkami;
Pritrdilne vijake enakomerno zategnemo tako na levi kot na desni strani. Na drugi sponki s konca damo več sile, na prvi sponki s konca pa manj sile, da ne bi deformirali cevi.
- S pomočjo regulacijskega ventila nastavimo zahtevani tlak gibljivega dela centralizatorja;
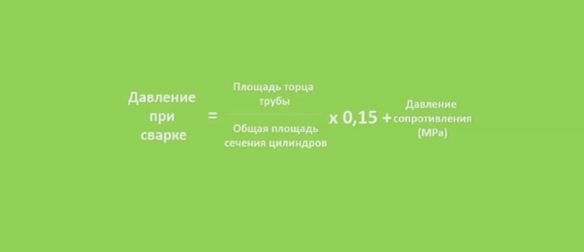
Varilni tlak se določi v skladu s tabelo, ki je priložena opremi. Za določitev tlaka varjenja se lahko uporabi tudi naslednja formula.
- Površino koncev očistimo pred umazanijo in prahom s posebnimi robčki ali krpami brez vlaken in alkoholom kot topilom;

- Med spojene dele na okvir namestimo trimer;
- Vklopimo hidravliko in prestavimo spojene elemente, nato pa vklopimo trimer;
- Demontiramo centralizator in odstranimo ostanke plastičnih sekancev iz cevi;

- Povezane dele preverimo glede poravnave;

- Konice maščobe očistimo;

- Na posteljo namestimo grelni element;
- Na časovniku nastavimo čas in temperaturo, ki sta potrebna za taljenje polietilenskih sten;
Za nizkotlačni polietilen je tališče najmanj +220°C.

- Vklopimo hidravliko in spojene elemente pripeljemo do grelca pod pritiskom;

- Začnemo z ogrevanjem, ki se po izteku časovnika ustavi;
- Po piskanju časovnika izklopite tlak in odstranite grelni element;
- Spojene konce ponovno pritisnemo pod pritiskom, da dobimo močan in čeden šiv;

- Zaženimo časovnik za hlajenje polietilena;
Hlajenje polietilena za kakovost šiva ni nič manj pomembno kot samo varjenje. Zato stojimo na ohlajanju vsaj 7 minut in v tem času ne motimo niti povezave niti centralizatorja.
- Po zvočnem signalu izklopite tlak, razstavite opremo in sprostite varjeno konstrukcijo.
Drugi način: čelno varjenje ukrivljenih delov cevovoda z ekstruderjem
Zdaj vemo, kako variti polietilenske cevi od konca do konca na ravnih poteh. Toda kaj storiti, če ne morate variti ravnega dela poti, ampak na primer narediti ovinek pod kotom 45 stopinj? V tem primeru se za varjenje HDPE cevi uporablja posebna oprema - ekstruder.
Navodila za varjenje so naslednja.

Oglejmo si podrobneje korake, navedene na diagramu.
- Z rezalno žago odrežemo konce cevi pod zahtevanim kotom;

- Odstranimo odrezke in odrežemo zabodene robove, nato pa površine, ki jih je treba spojiti, obrišemo s krpo, namočeno v alkohol.

- Deli, ki jih je treba spojiti, so položeni na ravno površino, spojeni med seboj pod pravim kotom in ročno držani;

- Na ekstruderju nastavimo temperaturo taljenja granul (+220 ° C);

- Nato z ekstruderjem naredimo sponke na stičišču cevi;

- Po izdelavi držal počakamo 5-7 minut, da se plastika ohladi;

- Plastiko nanesemo po celotnem obodu delov, ki jih je treba variti;

- Po nanosu plastike pustimo strukturo, da se ohladi 7 minut, po kateri se varjenje šteje za končano.
Če pri nanašanju plastike iz ekstruderja šiv ni zelo urejen, ga lahko na koncu varjenja obrežete z nožem.
Zdaj nekaj besed o moči zvara. V smislu eksperimenta je bila po ohlajanju plastike izvedena deformacija sestavljene veje.

Monter je s svojo težo pritiskal na območje šiva, dokler ni prerez okroglih cevi postal ovalen. Seveda bodo podobni poskusi s čelno varjenimi cevmi s segrevanjem koncev pokazali manjšo trdnost šiva.
Tretja metoda: elektrofuzijsko varjenje
Pregled metod za povezovanje polietilenskih cevi ne bi bil popoln brez uporabe elektrofuzijskih spojk. Danes je ta metoda vse bolj razširjena zaradi visoke trdnosti in trajnosti končnega rezultata.
Metoda je uporabna tako pri gradnji cevovodov v zaprtih prostorih kot pri delu na terenu. Pomembna pomanjkljivost te metode je visoka cena spojk. Po drugi strani pa je tak strošek upravičen z visoko zmogljivostjo povezave.
Navodila za povezovanje z električno spojko so v naslednji tabeli.

Oglejmo si zgornje točke podrobneje.

- Pritrjeni konci so rezani s posebnim rezalnikom cevi, da se doseže optimalna poravnava med spajanjem;

- S pomočjo ročnega strgala odstranite plast oksida s površine, ki meji na območje priklopa (približno 20 cm od konca);

- Nastale čipe odstranimo z istim strgalom;

- Zunanjo površino cevi in notranjo površino sklopke razmastimo s posebnimi prtički ali krpami brez vlaken, namočenimi v alkohol;

- Cevi označimo glede na velikost spojke za lažje pozicioniranje v centralizatorju;

- Glede na narejene oznake pritrdimo cevi in sklopko v centralizatorju;
Montažna konstrukcija mora biti pritrjena, vendar ne deformirana. Da okrogli odsek cevi ne postane ovalen, sponk ne zategnite preveč.
Branje črtne kode
- Vklopimo napravo in preberemo črtno kodo, ki je natisnjena na telesu sklopke;
Večina sodobnih varilnih strojev deluje v polavtomatskem načinu. Čas ogrevanja in hlajenja sklopke se nastavi v procesu branja podatkov, šifriranih v črtni kodi. Brez branja kode stroj ne bo začel variti.
- Ko je koda prebrana, začnemo postopek varjenja, po katerem naprava obvesti z zvočnim signalom;
- Na koncu varilnega postopka zaznamo 7 minut, po katerem lahko štejemo, da je hlajenje polietilena končano;
- Razstavimo objemke na centralizatorju in sprostimo opremo izpod mesta spajkanja.
Ta priročnik se lahko uporablja kot vodnik za površno seznanitev s procesorji za varjenje cevi HDPE. Za najboljše rezultate upoštevajte navodila proizvajalca, ki so priložena stroju in spojki.
Izhod
Torej, zdaj veste, kako združiti polietilenske cevi v eno celoto. Še kakšna vprašanja? Vprašajte jih v komentarjih k besedilu. Poleg tega priporočam ogled videoposnetka v tem članku.
31. julij 2016Če želite izraziti hvaležnost, dodati pojasnilo ali ugovor, nekaj vprašati avtorja - dodajte komentar ali se zahvalite!



