Strešno železo je morda najcenejši način za ureditev žlebnega sistema in zaščito strešnih slemenov. Deli so tako raznoliki in so lahko tako edinstveni, da so pogosto izdelani na mestu samem. Kaj je za to potrebno, kakšne veščine in oprema, bomo povedali danes.

Kako upogniti kovino
Strešni elementi so praviloma skriti pred očmi mimoidočih in do njih glede dekorativnega dela ni nobenih zahtevkov. To omogoča ročno izdelavo delov s šablonami, vendar morate izdelek nenehno prilagajati z kladivom.

To ni najboljši pristop: linije pregiba in celoten izdelek kot celota so valoviti, delo na enem delu pa lahko traja dolgo. Pri kosovnih izdelkih je to povsem znosno, če pa morate izsušiti celotno hišo, morate imeti na voljo potrebno opremo in napeljave.
Danes upogibniki pločevine zasedajo svoj segment na trgu profesionalnega orodja in so na voljo povsod. Njihova cena je precej visoka, vendar le z lastno preverjeno opremo lahko izdelate dele odlične kakovosti. Možna je tudi najem upogibnega stroja, vendar stroj, ki zamenja lastnika, ne bo imel potrebne natančnosti in zanesljivosti.
Pocinkano in polimerno prevlečeno: kakšne so razlike
Za večino sodobnih strojev je vseeno, katero vrsto pločevine upogiba. Toda pri delu s kovino, prevlečeno s polimerno sestavo, obstaja nekaj težav. Z galvanizacijo je lažje, saj je njena zaščitna plast bolj odporna na odrgnine in poškodbe. Zato nič ne preprečuje, da bi se pocinkano jeklo upognilo z udarci ali plazilo po zarjaveli šabloni - glavna stvar je, da ni globokih prask.

Posebna prevleka ima manjšo mehansko trdnost, je tanjša in se relativno enostavno odlepi. Ne bi bila najboljša rešitev upogibanje polimerno valjane kovine na starih upogibnih strojih z napakami v zvitkih, vrtljivih nosilcih ali z ohlapnimi tečaji, še bolj pa takšne kovine ne bi smeli obdelovati z kladivom. Tako kot ne smete uporabljati nobenih improviziranih naprav, ki lahko poškodujejo protikorozijsko folijo.
Prvi preprost izdelek
Za začetek naredimo najpreprostejši strešni element - drsalko. Da bo nato enakomerno in tesno ležala na strehi, najprej določite kot vrtenja tako, da na eno od pobočij pritrdite dolgo tanko tirnico.
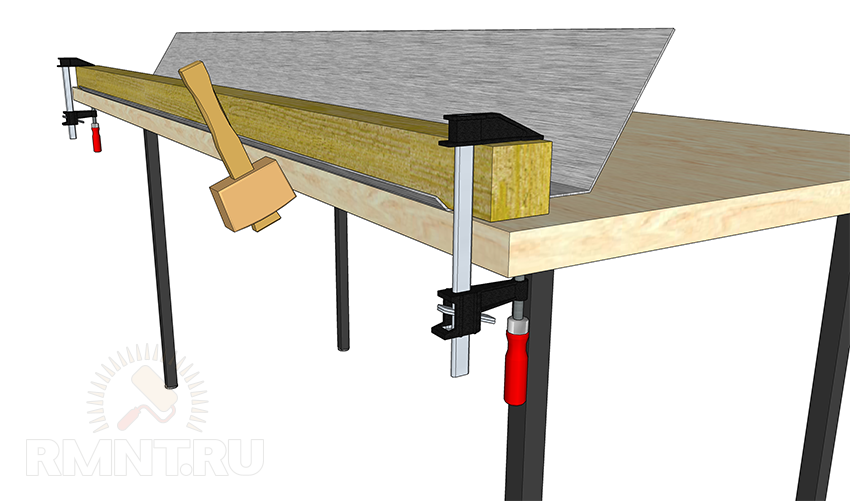
Širina grebenskih polic je od 15 do 30 cm, potrebovali boste dvakrat širši trak z dodatkom 10 mm na vsaki strani. Ta rob je lahko neenakomeren z toleranco 2-3 mm, zato raven rez ni potreben. Označite tri vzdolžne črte: sredino grebena in oba njegova robova. Trak s sredino položite na rob mize in ga pritisnite s palico pod dvema sponkama vzdolž označevalne črte.

Od spodaj, pod štrlečim robom lista, morate postaviti ravno desko in upogniti polico navzgor, pri čemer upoštevajte označen kot vrtenja ± 10 °. Zdaj je treba obdelovanec sprostiti in premakniti nazaj, tako da črta za označevanje robov pade točno na rob palice. Obdelovanec ponovno stisnemo in dobro zategnemo sponke, nato pa z kladivom preidemo po robu in ga zavijemo pravokotno navzgor.
Obdelava robov je potrebna za utrjevanje profila grebena. Za njihovo izdelavo lahko uporabite tudi tirno pravilo, stisnjeno skozi palico: klinasti konec palice vam bo omogočil, da rob upognete za več kot 90 °. Po predhodnem upogibu obeh robov jih je treba položiti na lesen prag in jih odbiti s kladivom, tako da ovinek izravnamo. Pri mnogih upogibnih strojih se ta operacija izvede v enem prehodu vozička valjčnega upogibalca.

Pri ročni obdelavi roba pojdite v zaporedju od enega roba do drugega, nato pa z rokami izravnajte vidne nepravilnosti. Že v tej fazi lahko razmišljate o delni mehanizaciji in izdelavi primitivnega strojnega orodja. Na primer, če je upogibna palica izdelana iz kovine ali trdega lesa in pritrjena na dvoosni tečaji, bo obdelava potekala hitreje in jasneje.

Ročno izdelano: kako upogniti segment žleba
Za izdelavo delov s polmernim profilom iz kositra je treba vnaprej pripraviti predlogo, takšno delo ni realno izvajati "na kolenu".
Vzemite palčno cev, na njenih koncih privarite dve palici ojačitve kot pogonske ročice. Z brusilnikom naredite rez vzdolž šiva cevi, nato robove dobro obdelajte z brusnim papirjem, silikonsko cev lahko celo zlepite na dva dela.
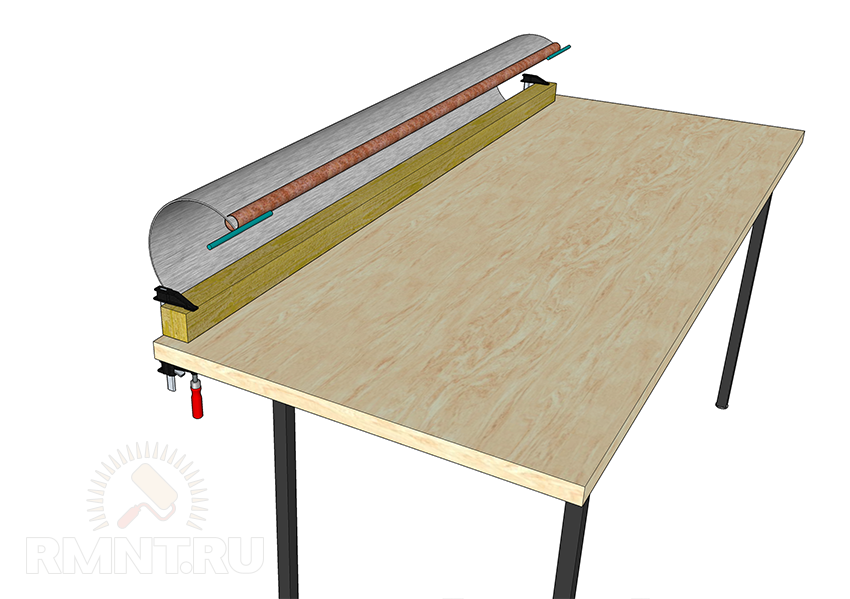
Na rob mize pritrdite trak strešnega železa, potisnite konec v rez in zavrtite cev za 360º, tako da je "ravni" jeziček na sredini zasuka vzporeden s preostalim listom.
Pladenj lahko oblikujete z upogibom cevi ali pa uporabite ohlapno 200 mm cev. Ravni rob obdelovanca upognemo pod kotom 90°, stran pritisnemo na mizo s steno cevi in z kladivom poravnamo likalnik. Z rokami pripeljemo zvit rob in ga rahlo upognemo znotraj loka. Iz šablone odstranimo obdelovanec in pritisnemo pravokotno pregib.

Takšno oseko je mogoče izdelati v segmentih 1–1,5 metra, ki jih nato enostavno spojite na mestu namestitve in pritrdite z rezalnikom. Prisotnost dveh reber za ojačitev ne bo omogočila, da bi se pladenj pod težo ledu upognil med pritrdilnimi elementi, skriti utor pa bo dodatno okrepil odtok na kaveljih posebne oblike.

Kako zviti list v cev
Kaj pa, če želimo izdelati še bolj zapletene elemente: sprejemne lijake in cevi? Seveda je sprva bolje vaditi na segmentih, sicer pa so te veščine precej razumljive.
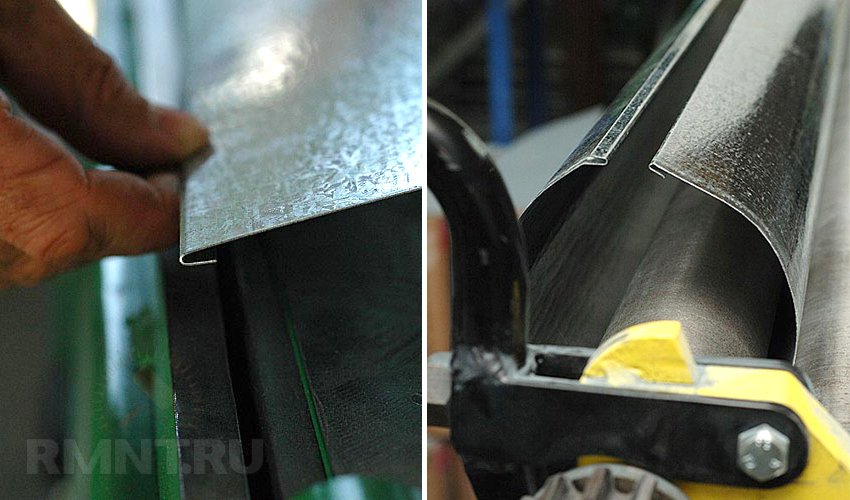
Izdelki z zaprto površino, kot so cevi, rezervoarji in lijaki, se sestavljajo na tako imenovane šivne spoje. Pregib je zaradi preprostosti ključavnica, s katero lahko robove povežete precej trdno in celo hermetično. Običajni (enojni) pregib je narejen kot pregib na robu z dvema pregiboma. Na različnih straneh povezave so gube usmerjene v nasprotno smer.

Običajno se za odvodne cevi izdelajo gube s širino pregiba od 4 do 10 mm. Robovi traku so odrezani na jeklenem vogalu, nato se pločevina prepogne, gube se prepletejo in tesno stisnejo s kladivom, ko cev nataknemo na trn.
Pri izdelavi cevi je le ena težava - zagotoviti možnost njihovega medsebojnega spajanja. Zato je pred zvijanjem pločevine njen kratek rob poravnan na ploščadi z majhnim pragom, tako da se en konec cevi izkaže, da je tanjšan za nekaj milimetrov. Cevi je mogoče povezati tudi na pregibe, vendar jih na ta način ni mogoče pritrditi: velik segment odtoka je sestavljen na dnu in nato sestavljen kot sklop.
Seveda imajo proizvajalci upogibne opreme kaj ponuditi v zvezi s tem. Za izdelavo ključavnic so zložljivi vozički, kovina pa se zvije v cev na stroju za upogibanje vzdolžnih valjev. Za tanjšanje robov se lahko uporabijo tudi stroji za šivanje kroglic ali ločeni pari zvitkov.
Tehnologija lijaka
Če razumete, da je povezava šivov bistvo skoraj vsakega kositrnega izdelka, lahko daste domišljiji prosto pot in sestavite zapletene izdelke iz več enostavnejših. Primer tega so vse vrste lijakov, tee in vogalnih upogibov.

Lijak je sestavljen iz dveh kratkih kosov cevi večjega in manjšega premera. Sestavljeni so kot navadne cevi, le njihovi robovi so navzven razbočeni za 8–12 mm. Kasneje se te upognjene strani uporabljajo za nadaljnjo izdelavo gub ali, če ni pritožb glede tesnosti, se trdi robovi upognejo in pritrdijo skupaj z rezalnikom.
Tehnika kovičenja za različne izdelke se lahko močno razlikuje, v resnici pa to ni tako pomembno kot pravilna risba vzorca. Vse praznine je treba rezati samo po predlogi. Na primer, za osrednji del lijaka - okrnjen stožec - je vzorec segment obroča, kjer je dolžina notranjega loka določena s premerom odtoka, zunanjega pa s premerom odtoka. sprejemna vtičnica.

Žal ima oprema za proizvodnjo takšnih izdelkov zelo ozko specializacijo in zato ni na voljo tako zaradi visoke cene kot nizke razširjenosti. Vse izdelke iz pločevine in pločevine, pa naj gre za vedro, rezervoar ali navaden skate, lahko izdelamo tudi ročno, stroji le olajšajo nekatere operacije.

