ಪ್ರಸ್ತುತ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ವಿವಿಧ ರೀತಿಯ ನೀರು ಸರಬರಾಜು ಜಾಲಗಳ ದುರಸ್ತಿ ಮತ್ತು ನಿರ್ಮಾಣಕ್ಕಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಮತ್ತು ವಿನ್ಯಾಸ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ವಿಶ್ವಾಸಾರ್ಹ ಸಂಪರ್ಕವನ್ನು ಮಾಡಲು ಇದು ಕಡ್ಡಾಯವಾಗಿದೆ. ಅಂತಹ ಕೊಳವೆಗಳು ಹಲವಾರು ಗಮನಾರ್ಹ ಪ್ರಯೋಜನಗಳನ್ನು ಹೊಂದಿವೆ:
- ದೀರ್ಘ ಸೇವಾ ಜೀವನ;
- ಸ್ವೀಕಾರಾರ್ಹ ಬೆಲೆ ವರ್ಗ;
- ಅನುಸ್ಥಾಪನೆಯ ಸುಲಭ.
ಇದೇ ಅವರನ್ನು ತುಂಬಾ ಜನಪ್ರಿಯವಾಗಿಸಿದೆ. ಇಲ್ಲಿಯವರೆಗೆ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು ಹೇಗೆ ಎಂದು ತಿಳಿದಿದೆ, ಹಾಗೆಯೇ ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಹಲವಾರು ಇತರ ಆಯ್ಕೆಗಳು. ಅವೆಲ್ಲವನ್ನೂ ಈ ಲೇಖನದಲ್ಲಿ ಚರ್ಚಿಸಲಾಗುವುದು.
ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳು: ಅವುಗಳ ಸಂಪರ್ಕ
ನೀರಿನ ಸರಬರಾಜು ಜಾಲಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ನೀರಿನ ಸ್ಥಗಿತಗೊಳಿಸುವ ಕವಾಟಗಳೊಂದಿಗೆ ಮತ್ತು ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸುವ ಪ್ರಶ್ನೆಯು ಉದ್ಭವಿಸುತ್ತದೆ.
ಆದ್ದರಿಂದ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಸಂಪರ್ಕಗಳನ್ನು ಅವುಗಳ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ ಎರಡು ಗುಂಪುಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ:
- ಬೇರ್ಪಡಿಸಬಹುದಾದ- ಕಾರ್ಯಾಚರಣೆಯ ಅವಧಿಯಲ್ಲಿ ಅವುಗಳನ್ನು ಕಿತ್ತುಹಾಕಬಹುದು:
- ಆಗಾಗ್ಗೆ ಡಿಟ್ಯಾಚೇಬಲ್ ಸಂಪರ್ಕವನ್ನು ಅದೇ ಬಳಸಿ ಮಾಡಲಾಗುತ್ತದೆ ಚಾಚುಪಟ್ಟಿ ಸಂಪರ್ಕ, ಅಂದರೆ, ಸಾಂಪ್ರದಾಯಿಕ ಉಕ್ಕಿನ ಚಾಚುಪಟ್ಟಿಗಳನ್ನು ಬಳಸುವಾಗ.
- ಆದರೆ ಕೋಲೆಟ್ ಸಂಪರ್ಕಗಳನ್ನು ಬಳಸಿ ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳುಸಣ್ಣ ಪೈಪ್ ವ್ಯಾಸಗಳಿಗೆ.
- ಒಂದು ತುಂಡು - ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಯಾವುದೇ ಡಿಸ್ಅಸೆಂಬಲ್ ಅಗತ್ಯವಿಲ್ಲ. ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಶಾಶ್ವತ ಸಂಪರ್ಕವನ್ನು ಬಳಸಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ:
- ಬಟ್ ವೆಲ್ಡಿಂಗ್;
- ಸಾಕೆಟ್ ವೆಲ್ಡಿಂಗ್ಎಂಬೆಡೆಡ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಹೀಟರ್ಗಳೊಂದಿಗೆ (ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಕ್ಲಚ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್).
ಪ್ರತಿಯೊಂದು ರೀತಿಯ ಸಂಪರ್ಕವನ್ನು ಕೈಗೊಳ್ಳಲು ನಾವು ತಂತ್ರಜ್ಞಾನವನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತೇವೆ.

ಬಿಸಿಯಾದ ಉಪಕರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಬಟ್ ವೆಲ್ಡಿಂಗ್
63 ಮಿಮೀ ಅಥವಾ ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳ ಅನುಸ್ಥಾಪನೆಗೆ ಈ ಅನುಸ್ಥಾಪನಾ ತಂತ್ರಜ್ಞಾನವನ್ನು ಹಲವು ವರ್ಷಗಳಿಂದ ಬಳಸಲಾಗಿದೆ.

ಆದ್ದರಿಂದ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಹೇಗೆ ಸಂಪರ್ಕಿಸುವುದು ಎಂದು ಪರಿಗಣಿಸಿ:
- ಸೇರಬೇಕಾದ ಭಾಗಗಳ ತುದಿಗಳನ್ನು ಮತ್ತು / ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಪೈಪ್ಗಳನ್ನು ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಕೇಂದ್ರೀಕರಣದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಪೈಪ್ಗಳ ತುದಿಗಳು, ಫಿಕ್ಸಿಂಗ್ ಮತ್ತು ಲೆವೆಲಿಂಗ್ ನಂತರ, ಶುದ್ಧ ಹತ್ತಿ ಬಟ್ಟೆಯಿಂದ ಧೂಳು ಮತ್ತು ಕೊಳಕುಗಳಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಮೇಲ್ಮೈಗಳು, ಎದುರಿಸುತ್ತಿರುವ ಸಾಧನವನ್ನು ಬಳಸಿ, ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಗೆ ಒಳಪಡುತ್ತವೆ.
- ಏಕರೂಪದ ಚಿಪ್ ಅನ್ನು ಪಡೆದ ನಂತರ, ಅದರ ದಪ್ಪವು 0.5 ಮಿಮೀಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ, ಎದುರಿಸುತ್ತಿರುವ ಸಾಧನವನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಪೈಪ್ಗಳ ಪರಸ್ಪರ ಸಮಾನಾಂತರತೆಯನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡ್ ಮಾಡಬೇಕಾದ ಮೇಲ್ಮೈಗಳ ನಡುವಿನ ಅಂತರವಿದ್ದರೆ, ಅದು ಅನುಮತಿಸುವ ಮೌಲ್ಯವನ್ನು ಮೀರಿದೆ, ಚೂರನ್ನು ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಪುನರಾವರ್ತಿಸಲಾಗುತ್ತದೆ.
- ಅದರ ನಂತರ, ಸೇರಬೇಕಾದ ಭಾಗಗಳ ತುದಿಗಳನ್ನು ಮತ್ತು / ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಪೈಪ್ಗಳನ್ನು ಮೇಲ್ಮೈಯಲ್ಲಿ ನಾನ್-ಸ್ಟಿಕ್ ಲೇಪನದೊಂದಿಗೆ ತಾಪನ ಉಪಕರಣವನ್ನು ಬಳಸಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ. ತಾಪನ ಪೂರ್ಣಗೊಂಡ ನಂತರ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಮೇಲ್ಮೈಯ ತುದಿಗಳನ್ನು ಕರಗಿಸಲಾಗುತ್ತದೆ, ಅವುಗಳನ್ನು ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ತಾಪನ ಅಂಶವನ್ನು ವೆಲ್ಡಿಂಗ್ ವಲಯದಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.

- ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಮೇಲ್ಮೈಗಳು ಅಲ್ಪಾವಧಿಗೆ ಮುಚ್ಚಲ್ಪಡುತ್ತವೆ, ಮತ್ತು ನಂತರ ಅವರು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಒತ್ತಡವನ್ನು ಅಗತ್ಯವಿರುವ ಮೌಲ್ಯಕ್ಕೆ ಸಮವಾಗಿ ಹೆಚ್ಚಿಸಲು ಪ್ರಾರಂಭಿಸುತ್ತಾರೆ. ಈ ಒತ್ತಡದೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದ ಸೀಮ್ ಜಂಟಿ ತಂಪಾಗುವ ಸಮಯದಲ್ಲಿ ಅಗತ್ಯವಾದ ಅವಧಿಯನ್ನು ತಡೆದುಕೊಳ್ಳುತ್ತದೆ.
ಪ್ರೊ ಸಲಹೆ:
ಎತ್ತರ, ಅಗಲ, ರೂಪುಗೊಂಡ ಸೀಮ್ ಮತ್ತು ಬರ್ನ ನೋಟದಿಂದ, ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಎಷ್ಟು ಉತ್ತಮ ಗುಣಮಟ್ಟದ್ದಾಗಿದೆ ಎಂದು ಒಬ್ಬರು ನಿರ್ಣಯಿಸಬಹುದು.
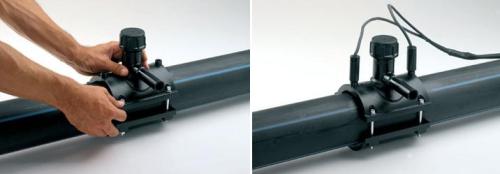
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಸಂಪರ್ಕ
ಅಗತ್ಯ ಉಪಕರಣಗಳು

ಈ ಸಂಪರ್ಕವನ್ನು ವಿದ್ಯುತ್ ಜೋಡಣೆಯನ್ನು ಬಳಸಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅಂದರೆ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಎಂಬೆಡೆಡ್ ಎಲೆಕ್ಟ್ರಿಕ್ ತಾಪನ ಅಂಶಗಳೊಂದಿಗೆ ಸಂಪರ್ಕಿಸುವ ಜೋಡಣೆ. ಈ ಸಂಪರ್ಕವನ್ನು 16 ಎಟಿಎಮ್ ತಲುಪುವ ಒತ್ತಡಕ್ಕಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ.
ಬಟ್ ವೆಲ್ಡಿಂಗ್ಗಿಂತ ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಜಂಟಿ ಆರ್ಥಿಕವಾಗಿ ಹೆಚ್ಚು ವೆಚ್ಚದಾಯಕವೆಂದು ಪರಿಗಣಿಸಲಾಗಿದೆ. ಹೆಚ್ಚಿನ ನಿರ್ಬಂಧದ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಬಟ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಉದ್ದೇಶಿಸಲಾದ ದೊಡ್ಡ ಉಪಕರಣವನ್ನು ಇರಿಸುವ ಸಾಧ್ಯತೆಯ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, ಇದು ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ವೆಲ್ಡಿಂಗ್ ಅನಿವಾರ್ಯವಾಗುತ್ತದೆ.
ಎರಡು ಕೊಳವೆಗಳನ್ನು ನೇರ ವಿಭಾಗಕ್ಕೆ ಸಂಪರ್ಕಿಸಲು ಬಳಸುವ ಸರಳವಾದ ವಿದ್ಯುತ್ ಜೋಡಣೆ ಅತ್ಯಂತ ಜನಪ್ರಿಯವಾಗಿದೆ. ಅದರೊಂದಿಗೆ ಸ್ಯಾಡಲ್ ಬೆಂಡ್, ಎಲೆಕ್ಟ್ರಿಕ್ ಟೀಸ್ ಇತ್ಯಾದಿಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಸುರುಳಿಗಳಿಗೆ ಪ್ರವೇಶಿಸುವ ಪೈಪ್ಗಳಿಂದ ದೊಡ್ಡ ವ್ಯಾಸದ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ವಿದ್ಯುತ್ ಜೋಡಣೆಯನ್ನು ಬಳಸಿಕೊಂಡು ಮಾಡಲಾದ ಸಂಪರ್ಕಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
110 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರಿಕ್ ಕಪ್ಲಿಂಗ್ಗಳು ಕೈಗೆಟುಕುವವು ಮತ್ತು ಸಣ್ಣ ಪ್ರಮಾಣದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ - ಇದು ಸುರುಳಿಗಳಿಗೆ ಪ್ರವೇಶಿಸುವ ಪೈಪ್ಗಳ ವಿದ್ಯುತ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಆರ್ಥಿಕವಾಗಿ ಬಟ್ ವೆಲ್ಡಿಂಗ್ಗೆ ಹೋಲಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆ ತಂತ್ರಜ್ಞಾನ
ತೋಳುಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ತಂತ್ರಜ್ಞಾನವನ್ನು ಪರಿಗಣಿಸಿ:
- ಮುಂಚಿತವಾಗಿ ಸಿದ್ಧಪಡಿಸಲಾದ ಪೈಪ್ಗಳು ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಕಪ್ಲಿಂಗ್ಗಳನ್ನು ಒಂದು ಅಕ್ಷದ ಉದ್ದಕ್ಕೂ ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ ಸ್ಥಳಗಳಲ್ಲಿ ಮೇಲ್ಮೈ ಪದರವನ್ನು ತೆಗೆದುಹಾಕುವುದರ ಮೂಲಕ ಮತ್ತು ಮಾಲಿನ್ಯಕಾರಕಗಳನ್ನು ತೆಗೆದುಹಾಕುವ ಮೂಲಕ ಪೈಪ್ಗಳ ತಯಾರಿಕೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ.

- ಪ್ರಸ್ತುತವನ್ನು ಪೂರೈಸುವ ಸಾಧನವನ್ನು ಸಂಪರ್ಕಿಸಲಾಗಿದೆ. ಪರಿಣಾಮವಾಗಿ, ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಜೋಡಣೆಯ ಎಂಬೆಡೆಡ್ ಅಂಶಗಳನ್ನು ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಸುತ್ತಮುತ್ತಲಿನ ವಸ್ತುಗಳನ್ನು ಕರಗಿಸುವಾಗ.
- ವಿದ್ಯುತ್ ಜೋಡಣೆಯಲ್ಲಿ ಪಾಲಿಥಿಲೀನ್ ಕರಗುವ ಪ್ರದೇಶವು ಹೆಚ್ಚಾಗುತ್ತದೆ, ಇದು ಪೈಪ್ನ ತಾಪನವನ್ನು ಅದರ ಮೇಲ್ಮೈಗೆ ವರ್ಗಾಯಿಸಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ, ಅದು ಕರಗಲು ಪ್ರಾರಂಭವಾಗುತ್ತದೆ.
- ಬಿಸಿಯಾದ ಪೈಪ್ ವ್ಯಾಸದಲ್ಲಿ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಮತ್ತು ಅದರ ವಿಸ್ತರಣೆಯ ಜಾಗದಲ್ಲಿ ವಿದ್ಯುತ್ ಜೋಡಣೆಯ ವ್ಯಾಸದಿಂದ ಕರಗಿದ ಮತ್ತು ಸೀಮಿತವಾಗಿರುವ ಪಾಲಿಥಿಲೀನ್, ವೆಲ್ಡಿಂಗ್ಗೆ ಅಗತ್ಯವಾದ ಒತ್ತಡವನ್ನು ಪಡೆಯುತ್ತದೆ.
- ಈ ಸಮಯದಲ್ಲಿ, ನೀವು ವಿದ್ಯುತ್ ಉಪಕರಣಗಳನ್ನು ಆಫ್ ಮಾಡಬಹುದು. ಈಗಾಗಲೇ ಏಕರೂಪವಾಗಿರುವ ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಜಂಟಿ, ತಂಪಾಗಿಸಲು ಬೇಕಾದ ಸಮಯದ ನಂತರ ಸಿದ್ಧವಾಗಲಿದೆ.
ಪ್ರೊ ಸಲಹೆ:
ಅತ್ಯುನ್ನತ ಗುಣಮಟ್ಟದ ವಿದ್ಯುತ್ ಉಪಕರಣಗಳು ಸಂಪೂರ್ಣ ವೆಲ್ಡಿಂಗ್ ಚಕ್ರವನ್ನು ಸ್ವತಂತ್ರವಾಗಿ ಕೈಗೊಳ್ಳಬಹುದು, ಜೊತೆಗೆ, ಇದು ಎಲ್ಲಾ ಡೇಟಾವನ್ನು ವಿಶೇಷ ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಪ್ರೋಟೋಕಾಲ್ಗೆ ನಮೂದಿಸಬಹುದು.
ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ವೆಲ್ಡಿಂಗ್ನ ಹೆಚ್ಚುವರಿ ಹಂತಗಳು
ದೊಡ್ಡ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಹೆಚ್ಚುವರಿ ತಾಪನ ವಿಧಾನವು ಖಂಡಿತವಾಗಿಯೂ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ - ನಿಮ್ಮ ಸ್ವಂತ ಕೈಗಳಿಂದ ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಇದನ್ನು ನೆನಪಿನಲ್ಲಿಡಬೇಕು. ವಾರ್ಮ್ ಅಪ್ ಈ ರೀತಿ ಕಾಣುತ್ತದೆ:
- ಜೋಡಣೆಯನ್ನು ಪೈಪ್ ಸಂಪರ್ಕದ ಪ್ರತಿ ಬದಿಯಿಂದ ಅನುಕ್ರಮವಾಗಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
- ಮೊದಲನೆಯದಾಗಿ, ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಜೋಡಣೆಯ ಅರ್ಧದಷ್ಟು ಪೂರ್ಣ ವೆಲ್ಡಿಂಗ್ ಚಕ್ರವನ್ನು ಪೈಪ್ಗಳ ಮೊದಲನೆಯದರೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ವಿದ್ಯುತ್ ಜೋಡಣೆಯ ದ್ವಿತೀಯಾರ್ಧವನ್ನು ಉಳಿದ ಪೈಪ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
- ದೊಡ್ಡ ವ್ಯಾಸದ ಎಲೆಕ್ಟ್ರೋಫ್ಯೂಷನ್ ಸ್ಲೀವ್ನ ಪ್ರತಿಯೊಂದು ಬದಿಯು ಸರಬರಾಜು ಸಾಧನಕ್ಕೆ ಅದರ ಸುರುಳಿಯ ಪ್ರತ್ಯೇಕ ಸಂಪರ್ಕವನ್ನು ಹೊಂದಿರಬೇಕು.
ಡಿಟ್ಯಾಚೇಬಲ್ ರೀತಿಯ ಸಂಪರ್ಕಗಳು
ಚಾಚುಪಟ್ಟಿ ಸಂಪರ್ಕ

ಈ ಸಂಪರ್ಕವು ಡಿಟ್ಯಾಚೇಬಲ್ ಸಂಪರ್ಕಗಳ ಸಾಮಾನ್ಯ ವಿಧಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ.
ಪಾಲಿಎಥಿಲೀನ್ ಪೈಪ್ಗಳಿಗೆ ಫ್ಲೇಂಜ್ ಬುಶಿಂಗ್ಗಳ ಸಹಾಯದಿಂದ ಸಂಪರ್ಕವನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇವುಗಳನ್ನು ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ಗಳ ತುದಿಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಜೊತೆಗೆ ಲೋಹದಿಂದ ಮಾಡಿದ ಕ್ಯಾಪ್ ಫ್ಲೇಂಜ್ಗಳು.
ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕ - ಪಾಲಿಎಥಿಲಿನ್ ಪೈಪ್ಗಳಿಂದ ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಗಳ ರಚನೆಯಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಡಿಟ್ಯಾಚೇಬಲ್ ಸಂಪರ್ಕ.
ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು
ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳಂತಹ ಸಂಪರ್ಕ ವಿಧಾನಗಳು ಪ್ರಾಯೋಗಿಕವಾಗಿ ಅಸಾಧ್ಯ ಅಥವಾ ಆರ್ಥಿಕವಾಗಿ ಲಾಭದಾಯಕವಲ್ಲದ ಸಂದರ್ಭಗಳಲ್ಲಿ ಸಣ್ಣ ವ್ಯಾಸದ (50 ಎಂಎಂಗಿಂತ ಕಡಿಮೆ) ಪೈಪ್ಗಳಿಗೆ ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು (ಕೊಲೆಟ್ ಕಂಪ್ರೆಷನ್, ಕಂಪ್ರೆಷನ್ ಫಿಟ್ಟಿಂಗ್ಗಳು) ಬಳಸಲಾಗುತ್ತದೆ.

ಪುಶ್-ಇನ್ ಕ್ರಿಂಪ್ ಸಂಪರ್ಕಗಳು
ಈ ರೀತಿಯ ಸಂಪರ್ಕವನ್ನು 25 ಎಟಿಎಮ್ ವರೆಗಿನ ಒತ್ತಡಕ್ಕಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ರಬ್ಬರ್ ಸೀಲಿಂಗ್ ರಿಂಗ್ ಇರುವಿಕೆಯಿಂದಾಗಿ ಈ ಕೀಲುಗಳಲ್ಲಿನ ಬಿಗಿತವನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪೈಪ್ಗೆ ಕತ್ತರಿಸಿದ ಪ್ಲಾಸ್ಟಿಕ್ ತೋಳಿನ ಹಲ್ಲುಗಳನ್ನು ಕತ್ತರಿಸುವುದರಿಂದ ಯಾಂತ್ರಿಕ ಒತ್ತಡಕ್ಕೆ ಪ್ರತಿರೋಧವನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ.

ವಿವಿಧ ರೀತಿಯ ಸಂಪರ್ಕಗಳ ಅಪ್ಲಿಕೇಶನ್
ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ಗಳನ್ನು ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸುವಾಗ ಸಂಕೋಚನ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಹಾಗೆಯೇ ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ ಅನ್ನು ಇತರ ಕೆಲವು ವಸ್ತುಗಳಿಂದ ಮಾಡಿದ ಪೈಪ್ಗೆ ಸಂಪರ್ಕಿಸುವಾಗ. ಆದ್ದರಿಂದ, ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ನೊಂದಿಗೆ ನಿಷ್ಪ್ರಯೋಜಕವಾಗಿರುವ ಉಕ್ಕಿನ ಪೈಪ್ಲೈನ್ನ ವಿಭಾಗವನ್ನು ಬದಲಿಸುವ ಸಂದರ್ಭದಲ್ಲಿ, ಸಂಕೋಚನ ಅಳವಡಿಸುವಿಕೆಯು ಪಾಲಿಥಿಲೀನ್ ಪೈಪ್ ಅನ್ನು ಲೋಹದ ಪೈಪ್ನೊಂದಿಗೆ ಯಶಸ್ವಿಯಾಗಿ ಸಂಪರ್ಕಿಸುತ್ತದೆ.
ಬಿಸಿಯಾದ ಉಪಕರಣದೊಂದಿಗೆ ಬಟ್ ವೆಲ್ಡಿಂಗ್, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವಿವಿಧ ವಿಧಾನಗಳನ್ನು ಹೋಲಿಸಿದಾಗ, ಪಾಲಿಥಿಲೀನ್ ಕೊಳವೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಅತ್ಯಂತ ಬಹುಮುಖ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ಮಾರ್ಗವೆಂದು ಪರಿಗಣಿಸಲಾಗಿದೆ. ಈ ವಿಧಾನವು ಪೈಪ್ಗಳನ್ನು ನೇರವಾಗಿ ಫಿಟ್ಟಿಂಗ್ಗಳಿಗೆ ಅಥವಾ ಪರಸ್ಪರ ಸಂಪರ್ಕಿಸಲು ಅನುಮತಿಸುತ್ತದೆ. ಒಟ್ಟಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದ ಪೈಪ್ಗಳು ಸಂಪರ್ಕವನ್ನು ಮಾಡುವ ಮೊದಲು ಅದೇ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರುತ್ತವೆ. ಆದ್ದರಿಂದ, ಬೆಸುಗೆ ಹಾಕಿದ ಪೈಪ್ಲೈನ್ ಅನ್ನು ಏಕರೂಪದ ಪೈಪ್ನೊಂದಿಗೆ ಹೋಲಿಸಬಹುದು.

