Helló. Ma erről mesélek hogyan hegesztik a HDPE csöveket háztartási és ipari csővezetékek építésekor. A téma jelentős érdeklődésre tart számot, mivel az alacsony sűrűségű polietilén csövek egyre keresettebbek a megfizethető költségek, a nagy szilárdság és a hosszú élettartam miatt.
Hegesztési módszerek
Lehetséges-e HDPE csövek kiváló minőségű hegesztése saját kezűleg? Lehetséges, de egy feltétellel: a telepítés során speciális felszerelést kell használni.
A hegesztési munkákat kétféleképpen végezzük:
- Tompakötés - az összeillesztendő elemeket a végeinél olvadáspontra melegítik, és nyomás alatt összeillesztik;
- Elektromos hegesztett tengelykapcsolót használnak, amelyet a kombinált végekre helyeznek és megolvasztanak.
A szeizmikus aktivitású régiók vonatkozásában tanácsos elektrofúziós tengelykapcsolókat alkalmazni, amelyek nagy szilárdságú kapcsolatokat biztosítanak. A tompahegesztés kevésbé tartós, de ebben az esetben a kész eredmény ára lényegesen alacsonyabb.
Tekintsük mindegyik módszert részletesebben.
Első módszer: polietilén csövek tompahegesztése
A HDPE csövek tompahegesztő modern berendezése a következő elemekből áll:
- a keret (centrátor) az összekapcsolt csövek rögzítésére szolgál a kívánt helyzetben;
- trimmer (trim) szükséges az összeillesztett végek megmunkálásához;
- a fűtőelem a végek olvadáspontig történő melegítésére szolgál;
- a hidraulikus egység meghajtja az összeillesztendő csöveket, és biztosítja a csatlakozások optimális tömítettségét.
![]()
- Szétszereljük a központosítót, helyet szabadítva fel a csövek számára (csatlakozó alkatrészek), ehhez eltávolítjuk a rögzítőkapcsokat;

- Az összeillesztett részeket a központosítóba szereljük, és bilincsekkel rögzítjük a felső részben;
A szorítócsavarokat egyformán húzzuk meg bal és jobb oldalon. A második bilincsre a végétől nagyobb erőt adunk, míg az első bilincsre a végétől kisebb erőt adunk, hogy ne deformálódjon a cső.
- A vezérlőszelep segítségével beállítjuk a központosító mozgó részének szükséges nyomását;
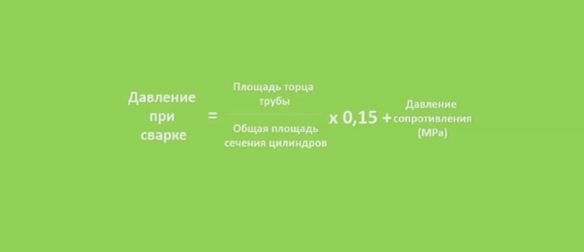
A hegesztési nyomás meghatározása a berendezéshez mellékelt táblázat szerint történik. Ezenkívül a következő képlet használható a hegesztési nyomás meghatározására.
- A végek felületét speciális törlőkendővel vagy szöszmentes rongyokkal és oldószerként alkohollal tisztítjuk meg a szennyeződéstől és a portól;

- A trimmert az összeillesztett részek közé szereljük a keretre;
- Bekapcsoljuk a hidraulikát és eltoljuk az összekapcsolt elemeket, majd bekapcsoljuk a trimmert;
- Szereljük le a központosítót, és eltávolítjuk a műanyag forgács maradványait a csövekből;

- Ellenőrizzük az összeillesztett részek igazítását;

- Megtisztítjuk a zsír végét;

- Fűtőelemet szerelünk az ágyra;
- Az időzítőn beállítjuk a polietilén falak olvasztásához szükséges időt és hőmérsékletet;
Alacsony nyomású polietilén esetén az olvadáspont legalább +220°C.

- Bekapcsoljuk a hidraulikát, és nyomás alatt a fűtőberendezéshez visszük az összekapcsolt elemeket;

- Elkezdjük a fűtést, amely leáll, miután az időzítő lejár;
- Az időzítő sípolása után kapcsolja ki a nyomást és távolítsa el a fűtőelemet;
- Ismét nyomás alá helyezzük az összeillesztett végeket, hogy erős és szép varrást kapjunk;

- Elindítjuk az időzítőt a polietilén hűtésére;
A polietilén hűtése a varrat minősége szempontjából nem kevésbé fontos, mint maga a hegesztés. Ezért legalább 7 percig hűtésre állunk, és ilyenkor nem zavarjuk sem a kapcsolatot, sem a központosítót.
- A hangjelzés után kapcsolja ki a nyomást, szerelje szét a berendezést és engedje el a hegesztett szerkezetet.
Második módszer: a csővezeték ívelt szakaszainak tompahegesztése extruderrel
Most már tudjuk, hogyan kell polietilén csöveket végtől-végig hegeszteni egyenes útvonalakon. De mi a teendő, ha nem egy egyenes szakaszt kell hegesztenie, hanem például egy 45 fokos kanyart kell tennie? Ebben az esetben speciális berendezést használnak a HDPE csövek hegesztésére - extruder.
A hegesztési utasítások a következők.

Nézzük meg közelebbről a diagramon felsorolt lépéseket.
- Gérfűrész segítségével a csövek végeit a kívánt szögben levágjuk;

- A forgácsokat eltávolítjuk, a sorját levágjuk, majd alkohollal átitatott ronggyal áttöröljük az összeillesztendő felületeket.

- Az összeillesztendő részeket sima felületre fektetjük, derékszögben illesszük egymáshoz és kézzel tartjuk;

- Az extruderen beállítjuk a granulátum olvadási hőmérsékletét (+220 ° C);

- Ezután egy extruderrel csapokat készítünk a csövek találkozásánál;

- Az edénytartók elkészítése után 5-7 percet várunk, amíg a műanyag kihűl;

- A hegesztendő részek teljes kerületén műanyagot hordunk fel;

- A műanyag felhordása után a szerkezetet 7 percig hűlni hagyjuk, majd a hegesztést befejezettnek tekintjük.
Ha a műanyag extruderből történő felhordásakor a varrat nem túl szép, akkor a hegesztés végén késsel levágható.
Most néhány szó a hegesztési varrat erősségéről. A kísérlet szempontjából a műanyag lehűlése után az összeszerelt ág deformálását végeztük el.

A szerelő súlyával addig nyomta a varrat területét, amíg a kerek csövek keresztmetszete ovális lett. Természetesen a tompahegesztett csövekkel végzett hasonló kísérletek a végek felmelegítésével a varrás kisebb szilárdságát mutatják be.
Harmadik módszer: elektrofúziós hegesztés
A polietilén csövek csatlakoztatási módszereinek áttekintése nem lenne teljes az elektrofúziós csatlakozók alkalmazása nélkül. Ma ez a módszer egyre elterjedtebb a kész eredmény nagy szilárdsága és tartóssága miatt.
A módszer alkalmazható csővezetékek zárt térben történő építésénél és terepen végzett munka során is. Ennek a módszernek jelentős hátránya a tengelykapcsolók magas ára. Másrészt az ilyen költséget a kapcsolat nagy teljesítménye indokolja.
Az elektromos tengelykapcsolóval történő csatlakoztatáshoz az alábbi táblázatban talál utasításokat.

Tekintsük a fenti pontokat részletesebben.

- A dugaszolt végeket speciális csővágóval vágják le, hogy a dokkolás során optimálisan igazodjanak;

- Kézi kaparóval távolítsa el az oxidréteget a dokkoló terület melletti felületről (kb. 20 cm-re a végétől);

- A kialakult forgácsot ugyanazzal a kaparóval távolítjuk el;

- A csövek külső felületét és a tengelykapcsoló belső felületét speciális szalvétákkal vagy alkohollal átitatott szöszmentes rongyokkal zsírtalanítjuk;

- A tengelykapcsoló méretének megfelelően megjelöljük a csöveket a könnyebb elhelyezés érdekében a központosítóban;

- A jelek szerint rögzítjük a csöveket és a tengelykapcsolót a központosítóban;
Az előregyártott szerkezetet rögzíteni kell, de nem deformálni. Annak érdekében, hogy a csövek kerek része ne váljon oválissá, ne húzza túl a bilincseket.
Vonalkód olvasás
- Bekapcsoljuk a készüléket és leolvasjuk a tengelykapcsoló testére nyomtatott vonalkódot;
A legtöbb modern hegesztőgép félautomata üzemmódban működik. A csatolás fűtési és hűtési ideje a vonalkódban titkosított adatok beolvasása során kerül beállításra. A kód beolvasása nélkül a gép nem kezdi el a hegesztést.
- A kód beolvasása után elindítjuk a hegesztési folyamatot, amely után a készülék hangjelzéssel értesít;
- A hegesztési folyamat végén 7 percet észlelünk, amely után a polietilén lehűlése befejezettnek tekinthető;
- A központosítón szétszedjük a bilincseket, és kiengedjük a berendezést a forrasztási pont alól.
Ez a kézikönyv útmutatóként használható a HDPE csőhegesztő processzorokkal való felületes ismerkedéshez. A legjobb eredmény elérése érdekében kövesse a gyártónak a géphez és a csatlakozóhoz mellékelt utasításait.
Kimenet
Tehát most már tudja, hogyan lehet a polietilén csöveket egyetlen egésszé kombinálni. Maradt még kérdés? Kérdezd meg őket a szöveghez tartozó megjegyzésekben. Ezenkívül azt javaslom, hogy nézze meg a cikkben található videót.
2016. július 31Ha hálát szeretne kifejezni, pontosítást vagy kifogást kíván megfogalmazni, kérdezzen valamit a szerzőtől - írjon megjegyzést vagy mondjon köszönetet!



