Jelenleg a polietilén csöveket sokféle vízellátó hálózat javítására és építésére használják, és a tervezési folyamat során elengedhetetlen a polietilén csövek megbízható csatlakoztatása. Az ilyen csövek számos meglehetősen jelentős előnnyel rendelkeznek:
- hosszú élettartam;
- elfogadható árkategória;
- könnyű telepítés.
Ez teszi őket olyan népszerűvé. A mai napig ismert a polietilén csövek forrasztásának módja, valamint számos más lehetőség a polietilén csövek csatlakoztatására. Ebben a cikkben mindegyikről szó lesz.
Polietilén csövek: csatlakozásuk
A vízellátó hálózatok telepítésekor felmerül a polietilén csövek vízelzáró szelepekkel és egymással való összekapcsolásának kérdése.
Tehát a polietilén csövek csatlakozásait funkcionális céljuktól függően két csoportra osztják:
- levehető- üzemidő alatt szétszedhetők:
- gyakran leválasztható kapcsolat jön létre ugyanazzal karimás csatlakozás, vagyis a hagyományos acélkarimák használatakor.
- de a befogópatronos csatlakozások segítségével történik kompressziós szerelvények kis csőátmérőkhöz.
- egy darab - működés közben nincs szükség szétszerelésre. A polietilén csövek tartós csatlakoztatása a következőkkel történik:
- tompahegesztés;
- dugós hegesztés beépített elektromos fűtőtestekkel (hegesztés elektrofúziós tengelykapcsolóval).
Bemutatjuk az egyes csatlakozástípusok kivitelezési technológiáját.

Tompahegesztés fűtött szerszámmal
Ezt a beépítési technológiát évek óta használják 63 mm vagy annál nagyobb átmérőjű polietilén csövek beépítésére.

Tehát fontolja meg a polietilén csövek csatlakoztatását:
- Az összeillesztendő részek és/vagy a hegesztendő csövek végeit a tompahegesztőgép központosítójába kell beépíteni. A csövek végeit rögzítés és szintezés után tiszta pamut kendővel megtisztítják a portól és szennyeződéstől. Ezt követően a hegesztendő felületeket burkolóeszközzel mechanikai megmunkálásnak vetjük alá.
- Miután megkapta az egyenletes forgácsot, amelynek vastagsága nem haladja meg a 0,5 mm-t, eltávolítják a burkolatot, és ellenőrizzük a csövek kölcsönös párhuzamosságát. Ha a hegesztendő felületek között rés van, amely meghaladja a megengedett értéket, a vágási művelet megismétlődik.
- Ezt követően az összeillesztendő részek és/vagy a hegesztendő csövek végeit tapadásmentes bevonattal ellátott fűtőszerszám segítségével felmelegítjük. A hegesztés befejeztével a hegesztendő felület végeit megolvasztják, szétválasztják, és a fűtőelemet eltávolítják a hegesztési zónából.

- A hegesztendő felületek rövid időre összezáródnak, majd elkezdik egyenletesen a kívánt értékre emelni a szorítónyomást. A hegesztett varrat ezzel a nyomással kibírja a szükséges időtartamot, amely alatt a kötés lehűl.
Profi tipp:
Magasság, szélesség, kialakított varrat és a sorja megjelenése alapján lehet megítélni, hogy a hegesztett kötés milyen jó minőségű.
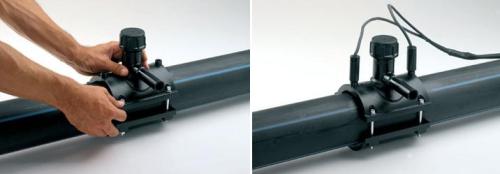
Elektrofúziós csatlakozás
Szükséges felszerelés

Ez a csatlakozás elektromos csatlakozóval történik, azaz polietilén csövek beágyazott elektromos fűtőelemekkel történő összekötésére szolgáló csatlakozóval. Ezt a csatlakozást 16 atm-t elérő nyomásra tervezték.
Az elektrofúziós kötés gazdaságilag költségesebbnek tekinthető, mint a tompahegesztés. Jóllehet nagy korlátok között, a tompahegesztésre szánt nagyméretű készülék elhelyezésének lehetőségének hiányában az elektrofúziós hegesztés válik nélkülözhetetlenné.
A legnépszerűbb egy egyszerű elektromos csatlakozó, amellyel két cső egyenes szakaszba köthető. Bár ezek mellé használnak nyereghajlítást, elektromos pólót stb.
Az elektromos tengelykapcsolóval létrehozott csatlakozásokat gyakran használják nem túl nagy átmérőjű csővezetékek felszerelésekor az öblökbe belépő csövekből.
A legfeljebb 110 mm átmérőjű elektromos tengelykapcsolók megfizethetőek és kis mennyiségben használatosak - ez teszi a tekercsekbe kerülő csövek elektromos hegesztését gazdaságilag összehasonlíthatóvá a tompahegesztéssel.
Hegesztési folyamat technológia
Tekintsük a hegesztési folyamat technológiáját a hüvelyekkel:
- Az előre elkészített csöveket és az elektrofúziós csatlakozókat szigorúan egy tengely mentén kell felszerelni. A csövek előkészítése a hegesztési helyeken a felületi réteg eltávolításával és a szennyeződések eltávolításával történik.

- Az áramot adó eszköz csatlakoztatva van. Ennek eredményeként az elektrofúziós tengelykapcsoló beágyazott elemei felmelegednek, miközben a környező anyagot megolvasztják.
- A polietilén megolvadásának területe az elektromos tengelykapcsolóban megnő, ami lehetővé teszi a cső melegítésének átvitelét a felületére, amely elkezd olvadni.
- A fűtött cső átmérője növekszik, és a tágulási térben megolvadt és az elektromos tengelykapcsoló átmérőjével határolt polietilén megkapja a hegesztéshez szükséges nyomást.
- Jelenleg kikapcsolhatja az áramellátást. A már homogénné vált elektrofúziós kötés a lehűtéshez szükséges idő után lesz kész.
Profi tipp:
A legjobb minőségű erőgépek a teljes hegesztési ciklust önállóan le tudják hajtani, emellett minden adatot egy speciális elektronikus protokollba tud vinni.
Az elektrofúziós hegesztés további szakaszai
Nagy átmérőjű csövek hegesztésekor további fűtési eljárásra lesz szükség - ezt emlékezni kell a polietilén csövek saját kezű beszerelésekor. A bemelegítés így néz ki:
- A tengelykapcsolót egymás után hegesztik a csőcsatlakozás mindkét oldaláról.
- Először az elektrofúziós csatolás felének teljes hegesztési ciklusát hajtják végre az első csővel. Ezt követően az elektromos tengelykapcsoló második felét a maradék csővel hegesztik.
- A nagy átmérőjű elektrofúziós hüvely mindkét oldalán külön kell csatlakoztatni a tekercset az ellátó berendezéshez.
Levehető csatlakozások
karimás csatlakozás

Ez a csatlakozás a szétválasztható csatlakozások egyik leggyakoribb típusa.
A csatlakozás a polietilén csövek karimás perselyei segítségével történik, amelyek a polietilén csövek végére vannak hegesztve, valamint fémből készült kupakkarimákkal.
Karimás csatlakozás - a leggyakrabban használt levehető csatlakozás, amelyet polietilén csövekből készült csővezetékrendszerek létrehozásához használnak.
Kompressziós szerelvények
A kis (50 mm-nél kisebb) átmérőjű csövekhez kompressziós szerelvényeket (patronnyomás, kompressziós idomok) olyan esetekben alkalmaznak, amikor az olyan csatlakozási módok, mint a tompahegesztés és a karimás csatlakozások gyakorlatilag lehetetlenek vagy gazdaságilag nem kifizetődőek.

Benyomható krimpelő csatlakozások
Ezt a csatlakozási módot 25 atm nyomásig tervezték. Ezekben az ízületekben a tömítettséget a gumi tömítőgyűrű jelenléte, a mechanikai igénybevétellel szembeni ellenállást pedig a vágott műanyag hüvely fogainak a csőbe történő bevágása biztosítja.

Különböző típusú csatlakozások alkalmazása
A kompressziós szerelvényeket gyakran használják polietilén csövek egymáshoz csatlakoztatásakor, valamint polietilén csövek más anyagból készült csőhöz való csatlakoztatásakor. Tehát egy acélcsővezeték egy használhatatlanná vált szakaszának polietilén csővel való cseréje esetén egy kompressziós szerelvény meglehetősen sikeresen köti össze a polietilén csövet egy fémcsővel.
A fűtött szerszámmal végzett tompahegesztés, ha összehasonlítjuk a polietilén csövek csatlakoztatásának különböző módszereit, a polietilén csövek csatlakoztatásának legsokoldalúbb és leghatékonyabb módja. Ez a módszer lehetővé teszi a csövek közvetlenül a szerelvényekhez vagy egymáshoz történő csatlakoztatását. Az egymáshoz hegesztett csövek ugyanolyan szilárdságúak, mint a csatlakozás előtt. Ezért egy hegesztett csővezeték összehasonlítható egy homogén csővel.

